CN216829393U - Electric motor car goes up side pipe welding anchor clamps - Google Patents
Electric motor car goes up side pipe welding anchor clamps Download PDFInfo
- Publication number
- CN216829393U CN216829393U CN202123286736.4U CN202123286736U CN216829393U CN 216829393 U CN216829393 U CN 216829393U CN 202123286736 U CN202123286736 U CN 202123286736U CN 216829393 U CN216829393 U CN 216829393U
- Authority
- CN
- China
- Prior art keywords
- pipe
- sheet metal
- positioning
- bottom plate
- metal component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Automatic Assembly (AREA)
Abstract
The utility model discloses an electric vehicle upper pipe welding fixture, which comprises a bottom plate, wherein two pipe fitting positioning blocks are fixedly arranged on the bottom plate, the upper end surfaces of the pipe fitting positioning blocks are provided with clamping grooves, and circular pipes are clamped into the clamping grooves; the utility model discloses a pipe, including pipe, tip locating component, pipe, manual push away support, pipe one end is passed through tip locating component and is supported spacingly, the other end of pipe supports fixedly through manual fast pushing away, pipe one side is provided with the sheet metal component and compresses tightly the subassembly, the pipe opposite side is provided with a plurality of secondary locating pieces, secondary locating piece side direction support the pipe. The utility model positions the round pipe through the pipe fitting positioning block and the end positioning component, and then quickly clamps through manual quick pushing, is convenient to operate and unload; the pneumatic sheet metal part pressing assembly synchronously presses a plurality of installation sheet metal parts, so that the efficiency is improved; through setting up the secondary locating piece, realize the installation sheet metal component for the accurate location of pipe, guarantee finished product quality, reduce the rejection rate.
Description
Technical Field
The utility model relates to an electric motor car frame production anchor clamps field, especially a last bobbin welding anchor clamps of electric motor car.
Background
By the electric motor car upper side pipe of production, need pass through the welded fitting subassembly, because the subassembly category single quantity that needs weld the dress is less, consequently whole weld the dress required time shorter, adopt common full pneumatic fixture, anchor clamps start-up time and weld the dress time and account for than great, and pneumatic fixture generally has great kinetic energy, at the operation in-process, the operator is in the assurance to safety, should not operate, the clamping is unable to be accomplished fast with the process of unloading, has reduced production efficiency on the contrary.
Disclosure of Invention
The purpose of the invention is as follows: in order to overcome the not enough of existence among the prior art, the utility model provides a pipe welding anchor clamps on electric motor car adopts the manual pneumatic mixed anchor clamps, and the clamping of being convenient for and unloading improve production efficiency.
The technical scheme is as follows: in order to achieve the purpose, the utility model discloses a welding fixture for an upper pipe of an electric vehicle, which comprises two symmetrical parts, wherein each part comprises a bottom plate, two pipe fitting positioning blocks are fixedly arranged on the bottom plate, the upper end surfaces of the pipe fitting positioning blocks are provided with clamping grooves, and circular pipes are clamped into the clamping grooves; one end of the circular tube is supported and limited through an end positioning assembly, the other end of the circular tube is supported and fixed through a manual quick push support, and the end positioning assembly and the manual quick push are both fixedly arranged on the bottom plate; pipe one side is provided with the sheet metal component and compresses tightly the subassembly, the pipe opposite side is provided with a plurality of secondary locating pieces, secondary locating piece side direction supports the pipe, the sheet metal component compress tightly the subassembly and all fixed mounting of secondary locating piece in on the bottom plate.
Furthermore, the end positioning assembly comprises two end positioning blocks, the two end positioning blocks are limited and fixed through positioning holes in the bottom plate, the end faces of the two end positioning blocks are parallel and are provided with through holes in an aligned mode, positioning pins penetrate through the two through holes, and the outer side faces of the positioning pins support and position the end faces of the circular tubes; and a reinforcing plate is arranged at the connecting included angle between the circular tube and the positioning pin, and the reinforcing plate is supported on the bottom plate through a supporting block.
Furthermore, the manual quick push comprises a guide groove, the guide groove is fixed on the bottom plate through a guide groove positioning block, a push rod is arranged in the guide groove in a sliding mode, a handle is arranged at one end, away from the circular tube, of the push rod, a push block is arranged at one end, close to the circular tube, of the push rod, and the end face of the push block supports and fixes the end face of the circular tube; the lower end face of the push block is close to the upper end face of the bottom plate to slide, a sliding limiting block is arranged on the lower bottom face of the push block and arranged in the sliding groove in a sliding mode, and the sliding groove is formed in the bottom plate.
Further, the sheet metal component compresses tightly the subassembly and includes the cylinder locating piece, the cylinder locating piece is kept away from the fixed cylinder that sets up in pipe one side, the side ejector pad is connected to the expansion end of cylinder, the side ejector pad passes through fixed block fixed mounting on the slider, the slider slides and sets up on the slide rail, the slide rail is fixed in on the bottom plate, the slide rail perpendicular to the pipe sets up, be provided with a plurality of side briquetting on the side ejector pad, side briquetting side direction compress tightly install the sheet metal component in the pipe lateral surface.
Further, be provided with the sheet metal component locating pin on the side briquetting, the sheet metal component locating pin passes corresponding hole on the installation sheet metal component, the cotter way is established to sheet metal component locating pin tip cover, the cotter way with the side briquetting centre gripping is fixed installation sheet metal component.
Further, the secondary locating piece side direction supports the installation sheet metal component, the fixed U-shaped location plate that is provided with of secondary locating piece up end, U-shaped location plate side direction supports the pipe.
Furthermore, a secondary positioning hole is formed in the secondary positioning block and corresponds to the sheet metal part positioning pin.
Has the advantages that: the utility model discloses a weld fixture for upper pipe of electric vehicle, which locates the round pipe through the pipe fitting locating piece and the end part locating component, and then quickly clamps through manual quick pushing, is convenient to operate and unload; the pneumatic sheet metal part pressing assembly synchronously presses a plurality of installation sheet metal parts, so that the efficiency is improved; through setting up the secondary locating piece, realize the installation sheet metal component for the accurate location of pipe, guarantee finished product quality, reduce the rejection rate.
Drawings
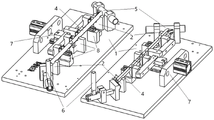
FIG. 1 is a structural view of an upper header welding jig;
FIG. 2 is a block diagram of an end positioning assembly;
FIG. 3 is a block diagram of a manual push;
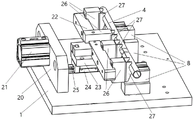
FIG. 4 is a structural diagram of a sheet metal part pressing assembly;
fig. 5 is a structural view and a side sectional view of the secondary positioning block.
Detailed Description
The present invention will be further described with reference to the accompanying drawings.
The welding and assembling clamp for the upper pipe of the electric vehicle as shown in the attached drawings 1-5 comprises two symmetrical parts, each part comprises a bottom plate 1, two pipe fitting positioning blocks 2 are fixedly arranged on the bottom plate 1, clamping grooves 3 are formed in the upper end faces of the pipe fitting positioning blocks 2, and circular pipes 4 are clamped in the clamping grooves 3; one end of the circular tube 4 is supported and limited by an end positioning assembly 5, the other end of the circular tube 4 is supported and fixed by a manual fast push 6, and the end positioning assembly 5 and the manual fast push 6 are both fixedly arranged on the bottom plate 1; a sheet metal part pressing assembly 7 is arranged on one side of the circular tube 4, a plurality of secondary positioning blocks 8 are arranged on the other side of the circular tube 4, the circular tube 4 is laterally supported by the secondary positioning blocks 8, and the sheet metal part pressing assembly 7 and the secondary positioning blocks 8 are fixedly arranged on the bottom plate 1;
the method comprises the following steps that firstly, a round pipe is correspondingly clamped into clamping grooves of two pipe fitting positioning blocks, so that the round pipe can only move along the axial direction, then, thrust is exerted from one end of the round pipe through manual quick pushing, the other end of the round pipe is rapidly contacted with an end positioning assembly, so that the round pipe is rapidly clamped, meanwhile, a sheet metal part pressing assembly presses a sheet metal part on the surface of the round pipe from one side, after welding is completed, the manual quick pushing is pulled, meanwhile, the sheet metal part pressing assembly resets, and rapid unloading is achieved; the position of the circular tube and the position of the sheet metal part relative to the circular tube can be further limited through the secondary positioning block, so that the position precision of welding is ensured, and the rejection rate of finished products is reduced; the upper pipe welding clamp of the electric vehicle is divided into two groups, and all the parts are symmetrically arranged.
The end positioning assembly 5 comprises two end positioning blocks 9, the two end positioning blocks 9 are limited and fixed through positioning holes in the bottom plate 1, the end faces of the two end point positioning blocks 9 are parallel and are provided with through holes in an aligned mode, a positioning pin 10 penetrates through the two through holes, and the outer side face of the positioning pin 10 supports and positions the end face of the circular tube 4; a reinforcing plate 11 is arranged at the connecting included angle between the round pipe 4 and the positioning pin 10, and the reinforcing plate 11 is supported on the bottom plate 1 through a supporting block 12;
the position of the positioning pin is determined through the two end positioning blocks, so that the joint of the upper edge pipe in the original frame is simulated, the effect of positioning the round pipe is achieved, meanwhile, the upper edge pipe is used as a welding reference of the reinforcing plate, an additional reinforcing plate clamp is omitted, the cost of the clamp is reduced, the process steps are simplified, and the efficiency is improved.
The manual quick push 6 comprises a guide groove 13, the guide groove 13 is fixed on the bottom plate 1 through a guide groove positioning block 14, a push rod 15 is arranged in the guide groove 13 in a sliding mode, a handle 16 is arranged at one end, far away from the circular tube 4, of the push rod 15, a push block 17 is arranged at one end, close to the circular tube 4, of the push rod 15, and the end face of the push block 17 supports and fixes the end face of the circular tube 4; the lower end surface of the push block 17 slides close to the upper end surface of the bottom plate 1, a sliding limit block 18 is arranged on the lower bottom surface of the push block 17, the sliding limit block 18 is arranged in a sliding groove 19 in a sliding mode, and the sliding groove 19 is formed in the bottom plate 1;
the handle is adopted to drive the push rod to realize quick clamping and unloading, so that the cooperation of both hands of an operator is facilitated, the processes of loading, clamping and unloading can be quickly finished, and the production efficiency is improved; the contact surface of the double-hand push block and the round tube simulates the arrangement of the joint surface of the end part of the round tube in the original frame, so that the push block can be completely attached to the round tube, and a good clamping effect is ensured; through the restriction of the sliding limiting block and the sliding groove, the push block is guaranteed to move in the direction right to the compression surface of the round pipe all the time, and the clamping effect is further improved.
The sheet metal part pressing assembly 7 comprises an air cylinder positioning block 20, an air cylinder 21 is fixedly arranged on one side, away from the circular tube 4, of the air cylinder positioning block 20, the movable end of the air cylinder 21 is connected with a side push block 22, the side push block 22 is fixedly arranged on a slide block 24 through a fixing block 23, the slide block 24 is arranged on a slide rail 25 in a sliding mode, the slide rail 25 is fixed on the bottom plate 1, the slide rail 25 is perpendicular to the circular tube 4, a plurality of side pressing blocks 26 are arranged on the side push block 22, and the side pressing blocks 26 laterally press and install a sheet metal part 27 on the outer side surface of the circular tube 4;
adopt the cylinder to drive the side ejector pad and be reciprocating motion along the slide rail, connect side ejector pad and cylinder locating piece through two guiding axles for the terminal surface and the pipe of side ejector pad keep parallel, and the terminal surface of each side briquetting also keeps flushing, can accomplish the clamping of many places installation sheet metal component simultaneously, in order to improve the efficiency of clamping.
A sheet metal part positioning pin 28 is arranged on the side pressing block 26, the sheet metal part positioning pin 28 penetrates through a corresponding hole in the installation sheet metal part 27, a pin sleeve 29 is sleeved at the end part of the sheet metal part positioning pin 28, and the installation sheet metal part 27 is clamped and fixed by the pin sleeve 29 and the side pressing block 26;
the installation sheet metal component is fixed in the side briquetting terminal surface in advance, fixes a position through the sheet metal component locating pin, and the rethread pin bush is fixed, avoids dropping at the in-process that is close to the pipe, the rubber material can be chooseed for use to the pin bush, has some frictional force, can play good spacing effect, and after the welding is accomplished, the side briquetting resets, and the sheet metal component locating pin is taken out from the pin bush, can reduce the wearing and tearing to the sheet metal component locating pin.
The secondary positioning block 8 laterally supports the installation sheet metal part 27, a U-shaped positioning plate 30 is fixedly arranged on the upper end face of the secondary positioning block 8, and the U-shaped positioning plate 30 laterally supports the circular tube 4;
through U-shaped location plate as the side direction support, exert a balancing force and offset the side pressure of side briquetting to the pipe, and carry out the secondary spacing to the pipe, support through secondary locating piece side direction installation sheet metal component to carry out the secondary location to the installation sheet metal component, prevent to cross to push away and cause the pipe to warp.
A secondary positioning hole 31 is further formed in the secondary positioning block 8, and the secondary positioning hole 31 is arranged corresponding to the sheet metal part positioning pin 28; through the cooperation of sheet metal component locating pin and secondary locating hole, secondary location installation sheet metal component welds the dress position for the pipe.
The above is only a preferred embodiment of the present invention, and it should be noted that: for those skilled in the art, without departing from the principle of the present invention, several improvements and modifications can be made, and these improvements and modifications should also be considered as the protection scope of the present invention.
Claims (7)
1. The utility model provides a pipe welding anchor clamps on electric motor car which characterized in that: the pipe fitting clamping device comprises two symmetrical parts, each part comprises a bottom plate (1), two pipe fitting positioning blocks (2) are fixedly arranged on the bottom plates (1), clamping grooves (3) are formed in the upper end faces of the pipe fitting positioning blocks (2), and circular pipes (4) are clamped into the clamping grooves (3); one end of the circular tube (4) is supported and limited through an end positioning assembly (5), the other end of the circular tube (4) is supported and fixed through a manual quick push (6), and the end positioning assembly (5) and the manual quick push (6) are fixedly arranged on the bottom plate (1); pipe (4) one side is provided with sheet metal component and compresses tightly subassembly (7), pipe (4) opposite side is provided with a plurality of secondary locating pieces (8), secondary locating piece (8) side direction support pipe (4), sheet metal component compress tightly subassembly (7) and all fixed mounting in secondary locating piece (8) on bottom plate (1).
2. The welding clamp for the upper side pipe of the electric vehicle as claimed in claim 1, wherein: the end positioning assembly (5) comprises two end positioning blocks, the two end positioning blocks are limited and fixed through positioning holes in the bottom plate (1), the end faces of the two end point positioning blocks are parallel and are provided with through holes in an aligned mode, a positioning pin (10) penetrates through the two through holes, and the outer side face of the positioning pin (10) supports and positions the end face of the circular tube (4); a reinforcing plate (11) is arranged at the connecting included angle between the round pipe (4) and the positioning pin (10), and the reinforcing plate (11) is supported on the bottom plate (1) through a supporting block (12).
3. The welding clamp for the upper side pipe of the electric vehicle as claimed in claim 1, wherein: the manual quick push device (6) comprises a guide groove (13), the guide groove (13) is fixed on the bottom plate (1) through a guide groove positioning block (14), a push rod (15) is arranged in the guide groove (13) in a sliding mode, a handle (16) is arranged at one end, away from the circular tube (4), of the push rod (15), a push block (17) is arranged at one end, close to the circular tube (4), of the push rod (15), and the end face of the push block (17) supports and fixes the end face of the circular tube (4); the lower end face of the push block (17) is close to the upper end face of the bottom plate (1) to slide, a sliding limiting block (18) is arranged on the lower bottom face of the push block (17), the sliding limiting block (18) is arranged in a sliding groove (19) in a sliding mode, and the sliding groove (19) is arranged on the bottom plate (1).
4. The welding clamp for the upper side pipe of the electric vehicle as claimed in claim 1, wherein: the sheet metal component compresses tightly subassembly (7) including cylinder locating piece (20), cylinder locating piece (20) are kept away from the fixed cylinder (21) that sets up in pipe (4) one side, side ejector pad (22) is connected to the expansion end of cylinder (21), side ejector pad (22) are through fixed block (23) fixed mounting on slider (24), slider (24) slide and set up on slide rail (25), slide rail (25) are fixed in on bottom plate (1), slide rail (25) perpendicular to pipe (4) set up, be provided with a plurality of side briquetting (26) on side ejector pad (22), side briquetting (26) side direction compress tightly installation sheet metal component (27) in pipe (4) lateral surface.
5. The welding clamp for the upper edge pipe of the electric vehicle as claimed in claim 4, wherein: be provided with sheet metal component locating pin (28) on side briquetting (26), sheet metal component locating pin (28) are passed corresponding hole on installation sheet metal component (27), sheet metal component locating pin (28) tip cover is established cotter way (29), cotter way (29) with side briquetting (26) centre gripping is fixed installation sheet metal component (27).
6. The welding clamp for the upper edge pipe of the electric vehicle as claimed in claim 5, wherein: secondary locating piece (8) side direction support installation sheet metal component (27), secondary locating piece (8) up end is fixed and is provided with U-shaped location plate (30), U-shaped location plate (30) side direction support pipe (4).
7. The welding clamp for the upper edge pipe of the electric vehicle as claimed in claim 6, wherein: and a secondary positioning hole (31) is further formed in the secondary positioning block (8), and the secondary positioning hole (31) is arranged corresponding to the sheet metal part positioning pin (28).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123286736.4U CN216829393U (en) | 2021-12-24 | 2021-12-24 | Electric motor car goes up side pipe welding anchor clamps |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123286736.4U CN216829393U (en) | 2021-12-24 | 2021-12-24 | Electric motor car goes up side pipe welding anchor clamps |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216829393U true CN216829393U (en) | 2022-06-28 |
Family
ID=82109510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123286736.4U Active CN216829393U (en) | 2021-12-24 | 2021-12-24 | Electric motor car goes up side pipe welding anchor clamps |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216829393U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114932437A (en) * | 2022-07-27 | 2022-08-23 | 成都西夏科技发展有限公司 | Terahertz waveguide positioning tool |
-
2021
- 2021-12-24 CN CN202123286736.4U patent/CN216829393U/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114932437A (en) * | 2022-07-27 | 2022-08-23 | 成都西夏科技发展有限公司 | Terahertz waveguide positioning tool |
| CN114932437B (en) * | 2022-07-27 | 2022-10-14 | 成都西夏科技发展有限公司 | Terahertz waveguide positioning tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216829393U (en) | Electric motor car goes up side pipe welding anchor clamps | |
| CN110227767B (en) | Automatic forming die for wiring nose | |
| CN214818043U (en) | Clamping device for automobile air conditioner pressing plate | |
| CN118385943A (en) | Automatic assembly device for workpiece | |
| CN109262169A (en) | A kind of welding fixture | |
| CN101829873B (en) | Secondary welding fixture for gear-box bracket of small automobile | |
| CN217452527U (en) | Multi-station rotary welding device | |
| CN214212753U (en) | Suspension frame part assembly welding tool | |
| CN108436363A (en) | Automobile rear right seat back skeleton welding method | |
| CN205520042U (en) | Piecemeal or special -shaped steel grating welding machine | |
| CN109500770B (en) | Automobile brake hose support assembling tool and assembling method thereof | |
| CN212351787U (en) | Connecting pipe press-fitting clamp | |
| CN211276925U (en) | High-efficient frock is used in panel welding | |
| CN206662607U (en) | Welding fixture device | |
| CN201776583U (en) | Secondary welding fixture for bracket of small-sized automobile gearbox | |
| CN216706493U (en) | Electric motor car limit pipe frock clamp | |
| CN218193098U (en) | Spot welding jig | |
| CN221337365U (en) | Seat back skeleton welding frock | |
| CN212946275U (en) | Welding positioning fixture of rear suspension bracket robot | |
| CN214814232U (en) | Automatic efficient riveting mechanism | |
| CN110405298A (en) | A kind of automatic soldering device and welding method of differential casing and axle tube | |
| CN217862873U (en) | Automatic add pressfitting machine of glue | |
| CN215091615U (en) | Welding tool for engine frame | |
| CN115673649B (en) | Ground rail welding auxiliary fixtures | |
| CN212887150U (en) | Multi-station tensioning positioning device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |