CN215397558U - Automatic stripping off mechanism of foam die block - Google Patents
Automatic stripping off mechanism of foam die block Download PDFInfo
- Publication number
- CN215397558U CN215397558U CN202120653661.XU CN202120653661U CN215397558U CN 215397558 U CN215397558 U CN 215397558U CN 202120653661 U CN202120653661 U CN 202120653661U CN 215397558 U CN215397558 U CN 215397558U
- Authority
- CN
- China
- Prior art keywords
- stripping
- conveying
- plate
- frame
- block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
The utility model discloses an automatic stripping mechanism for a foam bottom die, which is arranged on a workbench and corresponds to a sheet stock carrying mechanism and a bin discharging mechanism. Through the mode, the automatic stripping device is simple in structure, high in cost performance and low in cost, can be used for automatically and continuously stripping the foam bottom die, reduces labor intensity, and greatly improves working efficiency and production efficiency.
Description
Technical Field
The utility model relates to the field of 3C industrial automatic processing and manufacturing, in particular to an automatic stripping mechanism for a foam bottom die.
Background
In the prior art, when a product on a foam bottom die in the 3C industry is peeled off, manual operation is usually adopted, the labor intensity is high, the working efficiency is general, certain operation errors exist due to manual operation, the assembly of subsequent products is affected, and the using effect is poor.
SUMMERY OF THE UTILITY MODEL
The utility model mainly solves the technical problem of providing the automatic stripping mechanism for the foam bottom die, which has the advantages of simple structure, high cost performance and low cost, can carry out automatic continuous stripping work on the foam bottom die, reduces the labor intensity and greatly improves the work efficiency and the production efficiency.
In order to solve the technical problems, the utility model adopts a technical scheme that: the automatic stripping mechanism for the foam bottom die is arranged on a workbench and corresponds to a sheet stock carrying mechanism and a bin discharging mechanism, and comprises a conveying adjusting mechanism and a stripping mechanism, wherein the conveying stripping adjusting mechanism comprises a conveying frame, a conveying cylinder, a conveying block, a compression roller, a stripping plate, a limiting block and a foam bottom die positioning block, one end of the top of the conveying frame is provided with an inwards concave positioning chute, the other end of the top of the conveying frame is provided with the stripping plate, the conveying cylinder is transversely arranged on the lower surface of the conveying frame, the conveying block is longitudinally and fixedly arranged at the piston end of the conveying cylinder, the top of the conveying block penetrates through the positioning chute to protrude and is arranged on the upper surface of the conveying frame, the compression roller is arranged on the conveying frame at one side of the input end of the stripping plate, the limiting block and the foam bottom plate positioning block are oppositely arranged at two sides of the conveying frame, the stripping plate is provided with two upper stripping plates and two lower stripping plates which correspond up and down, peeling means includes the KK module, peels off the frame, peels off cylinder, clamp splice, equipment board and location supporting mechanism, KK module longitudinal fixation sets up in stripper plate one side of carriage, it fixes the drive end at the KK module to peel off the frame correspondence, it is provided with two and transversely sets up in the inside both sides of peeling off the frame to peel off the cylinder, the clamp splice includes clamp splice and lower clamp splice, two the drive end on peeling off cylinder upper portion is provided with clamp splice respectively, two it is provided with down clamp splice and misplaces the setting from top to bottom with last clamp splice to peel off the common connection of drive end of cylinder lower part, transversely be provided with the guide way on the clamp splice down and with peel off the board and peel off the clamp groove between the board down and correspond, the both ends of equipment board set up in the carriage both sides through location supporting mechanism respectively.
In a preferred embodiment of the utility model, the foam bottom plate positioning block is correspondingly driven by a positioning sliding table cylinder transversely and fixedly arranged at the bottom of the conveying frame.
In a preferred embodiment of the present invention, the positioning support mechanism includes a positioning plate and a linear slide.
In a preferred embodiment of the utility model, the linear slide rail is longitudinally arranged and fixed on the conveying frame through the positioning plate.
In a preferred embodiment of the present invention, the assembling plate is fixed to the slide block of the linear guideway.
In a preferred embodiment of the present invention, two sides of the peeling frame are respectively connected with the sliding block through a longitudinally arranged spring.
The utility model has the beneficial effects that: the automatic stripping mechanism for the foam bottom die is simple in structure, high in cost performance and low in cost, can be used for automatically and continuously stripping the foam bottom die, reduces labor intensity, and greatly improves working efficiency and production efficiency.
Drawings
In order to more clearly illustrate the technical solutions in the embodiments of the present invention, the drawings needed to be used in the description of the embodiments are briefly introduced below, it is obvious that the drawings in the following description are only some embodiments of the present invention, and other drawings can be obtained by those skilled in the art without inventive efforts, wherein:
FIG. 1 is an assembly view of a preferred embodiment of an automatic stripping mechanism for a foam bottom mold according to the present invention;
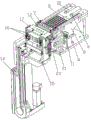
FIG. 2 is a perspective view of a preferred embodiment of an automatic stripping mechanism for a foam bottom mold according to the present invention;
FIG. 3 is a front view of FIG. 2;
fig. 4 is a partially enlarged view of fig. 2.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
Referring to fig. 1 in conjunction with fig. 2-4, an embodiment of the present invention includes:
the utility model provides an automatic peeling means of foam die block, sets up and corresponds the setting with sheet stock handling mechanism 2 and feed bin discharge mechanism 3 on workstation 1, including carrying guiding mechanism and peeling means, carries the product of taking the foam bottom plate to carrying guiding mechanism in feed bin discharge mechanism 3 through sheet stock handling mechanism 2.
The conveying and stripping adjusting mechanism comprises a conveying frame 4, a conveying cylinder 5, a conveying block 6, a pressing roller 7, a stripping plate, a limiting block 8 and a foam bottom die positioning block 9.
Wherein, carriage 4 top one end is provided with the location spout 10 of indent, and the other end is provided with peels off the board, and location spout 10 is used for making things convenient for the location to lead to carry, peels off the board and is used for peeling off the product on the foam bottom plate.
The conveying cylinder 5 is transversely arranged on the lower surface of the conveying frame 4 and used for providing driving force for directional conveying of the foam bottom plate with the product.
The conveying block 6 is longitudinally and fixedly arranged at the piston end of the conveying cylinder 5, the top of the conveying block penetrates through the positioning chute 10 to protrude from the upper surface of the conveying frame 4, and the foam bottom plate with the product is pushed to the stripping mechanism through the conveying block 6.
And the compression roller 7 is arranged on the conveying frame 4 on one side of the input end of the stripping plate and used for guiding the conveying of the foam bottom die.
Stopper 8 and foam bottom plate locating piece 9 set up in carriage 4 both sides relatively for fix a position foam bottom plate both sides, wherein foam bottom plate locating piece 9 sets up the location slip table cylinder 11 in carriage 4 bottom through horizontal fixed and corresponds the drive, is used for realizing the location of the foam bottom plate of different specifications.
The stripping plate is provided with two upper stripping plates 12 and two lower stripping plates 13 which correspond to each other from top to bottom, and a clamping groove is correspondingly formed between the upper stripping plates 12 and the lower stripping plates 13 and used for clamping and positioning the passing foam bottom plate, so that stripping of the foam bottom plate and continuous movement of products on the upper portion are facilitated.
The peeling mechanism comprises a KK module 14, a peeling frame 15, a peeling cylinder 16, a clamping block, an assembling plate 17 and a positioning and supporting mechanism.
The KK module 14 is longitudinally fixed on one side of the stripping plate of the carriage 4 for providing longitudinal driving during stripping.
The peeling frame 15 is correspondingly fixed at the driving end of the KK module 14 and moves up and down along with the driving of the KK module 14.
The stripping cylinders 16 are arranged in two and transversely arranged at two sides of the inner part of the stripping frame 15, and the stripping cylinders 16 are used for providing a driving force for clamping the foam bottom die.
The clamp splice includes clamp splice 18 and lower clamp splice 19, two the drive end on 16 upper portions of peeling cylinder is provided with clamp splice 18 respectively, two the drive end of 16 lower parts of peeling cylinder connects jointly and is provided with clamp splice 19 down and with last clamp splice 18 dislocation set from top to bottom, transversely be provided with the guide way 20 on the clamp splice 19 down and correspond with the clamp groove between last stripper plate 12 and the lower stripper plate 13, through the clamp groove and pass guide way 20 when the foam die block, at this moment, peel off clamp splice 18 and lower clamp splice 19 and clip the foam die block in 16 drive to move down under KK module 14's drive, peel off foam die block and product bottom.
Two ends of the assembling plate 17 are respectively arranged at two sides of the conveying frame 4 through the positioning and supporting mechanism, and the assembling plate 17 is used for placing a product stripped from the foam bottom die so as to facilitate assembling and adsorption.
The positioning and supporting mechanism comprises a positioning plate 21 and a linear slide rail 22, the linear slide rail 22 is longitudinally arranged and fixed on the conveying frame 4 through the positioning plate 21, the assembling plate 17 is correspondingly fixed with a slide block of the linear slide rail 22, when the stripping mechanism clamps the foam bottom die, the KK module 14 jacks up the stripping frame 15, so that the guide groove 20 of the lower clamping block 13 and the lower stripping 13 plate are kept flush, and the foam bottom plate conveniently passes through the guide groove 20 to conveniently clamp the upper clamping block 12 and the lower clamping block 13. The both sides of the stripping frame 15 are respectively and correspondingly connected with the sliding block through the springs 23 which are longitudinally arranged, the stripping frame 15 jacks the assembling plate 17 through the springs 23 in the jacking process, then the KK module 14 drives the stripping frame 15 to move downwards, the assembling plate 17 moves downwards synchronously, and when the bottom of the sliding block supports against the positioning plate 21, the top of the assembling plate 17 and the lower stripping plate 13 are kept flush and arranged so as to facilitate the movement of a product.
In conclusion, the automatic stripping mechanism for the foam bottom die is simple in structure, high in cost performance and low in cost, can be used for automatically and continuously stripping the foam bottom die, reduces labor intensity, and greatly improves working efficiency and production efficiency.
The above description is only an embodiment of the present invention, and not intended to limit the scope of the present invention, and all modifications of equivalent structures and equivalent processes, which are made by the present specification, or directly or indirectly applied to other related technical fields, are included in the scope of the present invention.
Claims (6)
1. An automatic stripping mechanism of a foam bottom die is arranged on a workbench and corresponds to a sheet stock carrying mechanism and a bin discharging mechanism, and is characterized by comprising a conveying adjusting mechanism and a stripping mechanism, wherein the conveying stripping adjusting mechanism comprises a conveying frame, a conveying cylinder, a conveying block, a compression roller, a stripping plate, a limiting block and a foam bottom die positioning block, one end of the top of the conveying frame is provided with an inwards concave positioning chute, the other end of the top of the conveying frame is provided with the stripping plate, the conveying cylinder is transversely arranged on the lower surface of the conveying frame, the conveying block is longitudinally and fixedly arranged at the piston end of the conveying cylinder, the top of the conveying block penetrates through the positioning chute to protrude and is arranged on the upper surface of the conveying frame, the compression roller is arranged on the conveying frame on one side of the input end of the stripping plate, the limiting block and the foam bottom plate positioning block are oppositely arranged on two sides of the conveying frame, the stripping plate is provided with two upper stripping plates and lower stripping plates which correspond up and down, peeling means includes the KK module, peels off the frame, peels off cylinder, clamp splice, equipment board and location supporting mechanism, KK module longitudinal fixation sets up in stripper plate one side of carriage, it fixes the drive end at the KK module to peel off the frame correspondence, it is provided with two and transversely sets up in the inside both sides of peeling off the frame to peel off the cylinder, the clamp splice includes clamp splice and lower clamp splice, two the drive end on peeling off cylinder upper portion is provided with clamp splice respectively, two it is provided with down clamp splice and misplaces the setting from top to bottom with last clamp splice to peel off the common connection of drive end of cylinder lower part, transversely be provided with the guide way on the clamp splice down and with peel off the board and peel off the clamp groove between the board down and correspond, the both ends of equipment board set up in the carriage both sides through location supporting mechanism respectively.
2. The automatic stripping mechanism for the foam bottom die according to claim 1, wherein the foam bottom die positioning block is correspondingly driven by a positioning sliding table cylinder transversely and fixedly arranged at the bottom of the conveying frame.
3. The automatic stripping mechanism for foam bottom die according to claim 1, characterized in that the positioning support mechanism comprises a positioning plate and a linear slide rail.
4. The automatic stripping mechanism for foam bottom molds according to claim 3, characterized in that the linear slide rail is longitudinally arranged and fixed on the conveying frame through a positioning plate.
5. The automatic stripping mechanism for foam bottom die of claim 1, wherein the assembling plate is fixed corresponding to the slide block of the linear slide rail.
6. The automatic stripping mechanism for the foam bottom die according to claim 1, wherein two sides of the stripping frame are correspondingly connected with the sliding block through springs arranged longitudinally.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120653661.XU CN215397558U (en) | 2021-03-31 | 2021-03-31 | Automatic stripping off mechanism of foam die block |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120653661.XU CN215397558U (en) | 2021-03-31 | 2021-03-31 | Automatic stripping off mechanism of foam die block |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215397558U true CN215397558U (en) | 2022-01-04 |
Family
ID=79669868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120653661.XU Active CN215397558U (en) | 2021-03-31 | 2021-03-31 | Automatic stripping off mechanism of foam die block |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215397558U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116728808A (en) * | 2023-06-21 | 2023-09-12 | 浙江驿鑫新材料科技有限公司 | Micro-foaming PVC (polyvinyl chloride) plate production system and method |
-
2021
- 2021-03-31 CN CN202120653661.XU patent/CN215397558U/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116728808A (en) * | 2023-06-21 | 2023-09-12 | 浙江驿鑫新材料科技有限公司 | Micro-foaming PVC (polyvinyl chloride) plate production system and method |
| CN116728808B (en) * | 2023-06-21 | 2024-02-02 | 浙江驿鑫新材料科技有限公司 | Micro-foaming PVC (polyvinyl chloride) plate production system and method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110238276B (en) | Stamping machining equipment | |
| CN107204738B (en) | Intelligent production line for short sides of frames of solar components | |
| CN219052586U (en) | Stamping equipment with location structure | |
| CN215397558U (en) | Automatic stripping off mechanism of foam die block | |
| CN113716330A (en) | Mechanism and hold-down mechanism are got to fecund article clamp | |
| CN105195665A (en) | Automatic escalator stepped chain assembly line | |
| CN108994197B (en) | Automatic stamping equipment of car door hinge | |
| CN217097450U (en) | Hydraulic clamp capable of achieving high-precision and quick positioning | |
| CN217262618U (en) | U shaped steel muscle flexibility clamping equipment | |
| CN214726438U (en) | Transfer shaping device | |
| CN108556966A (en) | A kind of door glass bracket mounting tool with automatic anti-overflow glue function | |
| CN210233014U (en) | Clamping module | |
| CN210791923U (en) | Material machine is taken off to injecting glue lamp | |
| CN208292229U (en) | Automatic blanking device | |
| CN220972647U (en) | Breaking jig and breaking equipment | |
| CN111775458A (en) | Temperature sensor and production equipment and method thereof | |
| CN107097059B (en) | Self-locking type automatic bolt pressing device | |
| CN114160375B (en) | A adhesive deposite device for TV set glass backplate | |
| CN219881002U (en) | Aluminum product bending device | |
| CN212821886U (en) | Hydraulic correcting device | |
| CN221212438U (en) | Clamp structure easy to replace die | |
| CN221209479U (en) | Sheet metal bending device with self-conveying function | |
| CN214683870U (en) | Thick material stretching die structure | |
| CN211437702U (en) | Full-automatic square tube punching machine | |
| CN211102804U (en) | Automatic change cutting slip table |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: No. 198, Ruike Road, Yushan Town, Kunshan City, Suzhou City, Jiangsu Province, 215000 Patentee after: Jiangsu Kerian Technology Co.,Ltd. Address before: 215300 Room No. 1299 Hengsheng Road, Yushan Town, Kunshan City, Suzhou City, Jiangsu Province Patentee before: JIANGSU COWAIN AUTOMATION TECH. Co.,Ltd. |