CN215393292U - Automatic welding equipment for welding neck flange - Google Patents
Automatic welding equipment for welding neck flange Download PDFInfo
- Publication number
- CN215393292U CN215393292U CN202120394751.1U CN202120394751U CN215393292U CN 215393292 U CN215393292 U CN 215393292U CN 202120394751 U CN202120394751 U CN 202120394751U CN 215393292 U CN215393292 U CN 215393292U
- Authority
- CN
- China
- Prior art keywords
- lead screw
- motor
- speed reducer
- groups
- face
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The utility model relates to the technical field of welding equipment, in particular to automatic welding equipment for a welding flange with a neck, which can automatically position and weld the flange and the inner circular surface of a cylinder, reduce manual operation, improve the working efficiency of a device and meet the production requirement; the device comprises a bottom plate, two groups of supporting plates, a top plate, four groups of positioning devices and driving devices, wherein the top plate is fixedly arranged on the upper end surface of the bottom plate through the two groups of supporting plates; the positioning device comprises a first lead screw, two groups of fixing plates, a feed rod, a sliding seat, a limiting supporting plate, a positioning roller and a first bevel gear, the first lead screw is rotatably installed on the supporting device through the two groups of fixing plates, the feed rod penetrates through the sliding seat and is installed between the two groups of fixing plates, a first thread through hole is formed in the sliding seat, the first thread through hole is in threaded connection with the first lead screw, the limiting supporting plate is installed on the upper end face of the sliding seat, and the positioning roller is rotatably installed on the upper end face of the limiting supporting plate.
Description
Technical Field
The utility model relates to the technical field of welding equipment, in particular to automatic welding equipment for a welding flange with a neck.
Background
The automatic flange welding equipment is an auxiliary device for welding a welding flange with a neck; the welding of the existing welding flange with a neck and a cylinder body is mainly manually operated, a worker is required to have good welding level, the flange and the cylinder body are required to be centrally positioned in the welding process to ensure the roundness and smoothness of a welding port, a positioning machine is required to position and spot-weld the flange and the cylinder body before welding, and then the worker performs girth welding; however, the existing welding mode is complicated in steps and troublesome in operation, and when large-batch parts are welded, the welding is performed manually, so that the production requirements are difficult to meet, and the working efficiency is low.
SUMMERY OF THE UTILITY MODEL
In order to solve the technical problems, the utility model provides automatic welding equipment for the neck welding flange, which can automatically position and weld the flange and the inner circular surface of the cylinder, reduce manual operation, improve the working efficiency of the device and meet the production requirements.
The automatic welding equipment for the welding neck flange comprises a bottom plate, two groups of supporting plates, a top plate, four groups of positioning devices and driving devices, wherein the top plate is fixedly arranged on the upper end surface of the bottom plate through the two groups of supporting plates; the positioning device comprises a first lead screw, two groups of fixing plates, a feed rod, a sliding seat, a limiting supporting plate, a positioning roller and a first bevel gear, the first lead screw is rotatably arranged on the supporting device through the two groups of fixing plates, the feed rod penetrates through the sliding seat and is arranged between the two groups of fixing plates, the sliding seat is provided with a first thread through hole, the first thread through hole is in threaded connection with the first lead screw, the limiting supporting plate is arranged on the upper end surface of the sliding seat, the positioning roller is rotatably arranged on the upper end surface of the limiting supporting plate, and one end of the first lead screw is provided with the first bevel gear; the driving device comprises a first speed reducer, a second bevel gear and a first motor, the first speed reducer and the first motor are both installed on the supporting device, the output end of the first speed reducer is provided with the second bevel gear, the second bevel gear is meshed with the first bevel gear, and the output end of the first motor is connected with the input end of the first speed reducer.
The automatic welding equipment for the welding neck flange comprises a support device, a welding neck flange and a welding neck flange, wherein the support device comprises a rotating group and an adjusting group; the rotating group comprises a workbench, a toothed turntable, a gear, a support, a second speed reducer and a second motor, wherein a first rotating groove and a second rotating groove are formed in the workbench, the toothed turntable is rotatably installed in the first rotating groove, the toothed turntable, the first speed reducer and the first motor are fixedly installed on the upper end face of the toothed turntable, the gear is rotatably installed in the second rotating groove, the support is fixedly installed on the upper end face of the workbench, the second speed reducer and the second motor are fixedly installed on the upper end face of the support, the output end of the second motor is connected with the input end of the second speed reducer, and the output end of the second speed reducer is fixedly connected with the gear in a concentric mode.
The automatic welding equipment for the welding neck flange comprises a support rod, a hinged support and a first hydraulic cylinder, wherein the support rod is fixedly arranged on the left side of the upper end face of a bottom plate, the upper end of the support rod is hinged to the left side of the lower end face of a workbench, the hinged support is arranged on the right side of the upper end face of the bottom plate, the fixed end of the first hydraulic cylinder is hinged to the hinged support, and the movable end of the first hydraulic cylinder is hinged to the right side of the lower end face of the workbench.
The automatic welding equipment for the welding neck flange further comprises an automatic welding device, wherein the automatic welding device is arranged on the supporting plate; the automatic welding device comprises a second lead screw, a moving seat, a hydraulic cylinder and an automatic welding gun, the second lead screw is rotatably installed between two sets of supporting plates, the second lead screw is located above the positioning device, the right end of the second lead screw is connected with the power device, a second thread through hole is formed in the moving seat, the second thread through hole is in threaded connection with the second lead screw, the moving seat is in sliding connection with the lower end face of the top plate, the hydraulic cylinder is fixedly installed on the moving seat, and the movable end of the hydraulic cylinder is provided with the automatic welding gun.
The automatic welding equipment for the welding neck flange comprises a power device, a first speed reducer, a second speed reducer and a first motor, wherein the power device comprises a motor base, the first speed reducer and the second motor, the motor base is fixedly arranged on a supporting plate, the first speed reducer and the second motor are both fixedly arranged on the upper end surface of the motor base, the output end of the first motor is connected with the input end of the first speed reducer, and the output end of the first speed reducer is fixedly connected with a first lead screw.
The automatic welding equipment for the welding neck flange further comprises a bearing, wherein the bearing is installed on the fixing plate, and one end of the first lead screw is in transitional connection with the inner circular surface of the bearing.
Compared with the prior art, the utility model has the beneficial effects that: the flange and the inner circular surface of the cylinder can be automatically clamped and positioned under the driving of the first motor by arranging the positioning roller, and the flange can be supported and limited by arranging the limiting support plate, so that parts can be kept stable, and the stability of the device is improved; by arranging the toothed turntable and the gear, the positioning device and the driving device can rotate under the driving of the second motor, so that the flange and the cylinder body rotate, the flange and the cylinder body can be conveniently subjected to girth welding, and the operability of the device is improved; through setting up first pneumatic cylinder, can carry out angular adjustment to the workstation to adjust the angle of flange and barrel, can carry out the operation to the welding needs of different angles, reduce the limitation that the device used.
Drawings
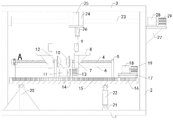
FIG. 1 is a schematic structural view of the present invention;
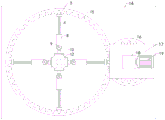
FIG. 2 is a schematic top view of a portion of the toothed wheel of FIG. 1 in connection with a gear or the like;
FIG. 3 is a partially enlarged view of portion A of FIG. 1;
in the drawings, the reference numbers: 1. a base plate; 2. a support plate; 3. a top plate; 4. a first lead screw; 5. a fixing plate; 6. a polished rod; 7. a slide base; 8. a limiting support plate; 9. a positioning roller; 10. a first bevel gear; 11. a first decelerator; 12. a second bevel gear; 13. a first motor; 14. a work table; 15. a turntable with teeth; 16. a gear; 17. a support; 18. a second decelerator; 19. a second motor; 20. a support bar; 21. a hinged support; 22. a first hydraulic cylinder; 23. a second lead screw; 24. a movable seat; 25. a hydraulic cylinder; 26. an automatic welding gun; 27. a motor base; 28. a third speed reducer; 29. a third motor; 30. and a bearing.
Detailed Description
The following detailed description of embodiments of the present invention is provided in connection with the accompanying drawings and examples. The following examples are intended to illustrate the utility model but are not intended to limit the scope of the utility model.
As shown in fig. 1 to 3, the automatic welding equipment for the neck-butt welding flange comprises a bottom plate 1, two groups of supporting plates 2, a top plate 3, four groups of positioning devices and driving devices, wherein the top plate 3 is fixedly arranged on the upper end surface of the bottom plate 1 through the two groups of supporting plates 2, and the four groups of positioning devices and driving devices are arranged on the upper end surface of the bottom plate 1 through the supporting devices; the positioning device comprises a first lead screw 4, two groups of fixing plates 5, a feed rod 6, a sliding seat 7, a limiting supporting plate 8, a positioning roller 9 and a first bevel gear 10, the first lead screw 4 is rotatably installed on the supporting device through the two groups of fixing plates 5, the feed rod 6 penetrates through the sliding seat 7 and is installed between the two groups of fixing plates 5, a first thread through hole is formed in the sliding seat 7 and is in threaded connection with the first lead screw 4, the limiting supporting plate 8 is installed on the upper end face of the sliding seat 7, the positioning roller 9 is rotatably installed on the upper end face of the limiting supporting plate 8, and the first bevel gear 10 is arranged at one end of the first lead screw 4; the driving device comprises a first speed reducer 11, a second bevel gear 12 and a first motor 13, the first speed reducer 11 and the first motor 13 are both arranged on the supporting device, the output end of the first speed reducer 11 is provided with the second bevel gear 12, the second bevel gear 12 is meshed with the first bevel gear 10, and the output end of the first motor 13 is connected with the input end of the first speed reducer 11; through setting up registration roller 9, under the drive of first motor 13, can carry out self-holding and location to the interior disc of flange and barrel to through setting up spacing backup pad 8, can support spacingly to the flange, make the part can remain stable, improve device stability.
The automatic welding equipment for the welding neck flange comprises a support device, a welding neck flange and a welding neck flange, wherein the support device comprises a rotating group and an adjusting group, and the rotating group is arranged on the upper end surface of a bottom plate 1 through the adjusting group; the rotating group comprises a workbench 14, a toothed turntable 15, a gear 16, a support 17, a second speed reducer 18 and a second motor 19, wherein a first rotating groove and a second rotating groove are formed in the workbench 14, the toothed turntable 15 is rotatably installed in the first rotating groove, the toothed turntable 15, the first speed reducer 11 and the first motor 13 are fixedly installed on the upper end face of the toothed turntable 15, the gear 16 is rotatably installed in the second rotating groove, the support 17 is fixedly installed on the upper end face of the workbench 14, the second speed reducer 18 and the second motor 19 are fixedly installed on the upper end face of the support 17, the output end of the second motor 19 is connected with the input end of the second speed reducer 18, and the output end of the second speed reducer 18 is concentrically and fixedly connected with the gear 16; through setting up toothed turntable 15 and gear 16, under the drive of second motor 19, can make positioner and drive arrangement rotate to make flange and barrel rotate, be convenient for carry out the girth welding to both of them, improve the maneuverability of device.
The automatic welding equipment for the neck-equipped butt welding flange comprises a support rod 20, a hinged support 21 and a first hydraulic cylinder 22, wherein the support rod 20 is fixedly installed on the left side of the upper end face of a bottom plate 1, the upper end of the support rod 20 is hinged and installed on the left side of the lower end face of a workbench 14, the hinged support 21 is arranged on the right side of the upper end face of the bottom plate 1, the fixed end of the first hydraulic cylinder 22 is hinged with the hinged support 21, and the movable end of the first hydraulic cylinder 22 is hinged and installed on the right side of the lower end face of the workbench 14; through setting up first pneumatic cylinder 22, can carry out angular adjustment to workstation 14 to adjust the angle of flange and barrel, can carry out the operation to the welding needs of different angles, reduce the limitation that the device used.
The automatic welding equipment for the welding neck flange further comprises an automatic welding device, wherein the automatic welding device is arranged on the supporting plate 2; the automatic welding device comprises a second lead screw 23, a moving seat 24, a hydraulic cylinder 25 and an automatic welding gun 26, the second lead screw 23 is rotatably arranged between the two groups of supporting plates 2, the second lead screw 23 is positioned above the positioning device, the right end of the second lead screw 23 is connected with the power device, a second threaded through hole is formed in the moving seat 24 and is in threaded connection with the second lead screw 23, the moving seat 24 is in sliding connection with the lower end face of the top plate 3, the hydraulic cylinder 25 is fixedly arranged on the moving seat 24, and the automatic welding gun 26 is arranged at the movable end of the hydraulic cylinder 25; through setting up automatic welder 26, can weld flange and barrel automatically, reduce manual operation, improve the work efficiency of device, can satisfy the production needs to through setting up pneumatic cylinder 25, can adjust automatic welder 26's height, improve the suitability of device.
The automatic welding equipment for the neck butt welding flange comprises a power device, a power device and a welding machine, wherein the power device comprises a motor base 27, a third speed reducer 28 and a third motor 29, the motor base 27 is fixedly installed on a supporting plate 2, the third speed reducer 28 and the third motor 29 are both fixedly installed on the upper end surface of the motor base 27, the output end of the third motor 29 is connected with the input end of the third speed reducer 28, and the output end of the third speed reducer 28 is fixedly connected with a second lead screw 23; the third motor 29 can drive the movable base 24 to move left and right automatically, and the automatic welding gun 26 can adjust the position automatically in cooperation with the hydraulic cylinder 25, thereby improving the automation degree of the apparatus.
The automatic welding equipment for the welding neck flange further comprises a bearing 30, wherein the bearing 30 is arranged on the fixing plate 5, and one end of the first lead screw 4 is in transitional connection with the inner circular surface of the bearing 30; through setting up bearing 30, can reduce the sliding friction power between first lead screw 4 and fixed plate 5, make first lead screw 4 rotate steadily, improve the stability of device work.
The utility model relates to automatic welding equipment for a neck-butt welding flange, which is operated, firstly, a flange and a cylinder are placed on the upper end surface of a limiting support plate 8 in four groups of positioning devices, the inner circular surfaces of the flange and the cylinder are sleeved on a positioning roller 9, then a first motor 13 is started, the first motor 13 drives a second bevel gear 12 to rotate, under the action of a first bevel gear 10, a first lead screw 4 drives a sliding seat 7 to move, so that the positioning roller 9 positions and clamps the flange and the cylinder, then a first hydraulic cylinder 22 is started, the right end of a toothed turntable 15 is lifted by the first hydraulic cylinder 22, so that the flange and the cylinder rotate by a moving angle, the joint between the flange and the cylinder is placed below an automatic welding gun 26, then a third motor 29 is started, the third motor 29 drives a second lead screw 23 to rotate, so that the moving seat 24 moves, and the position of the automatic welding gun 26 is adjusted, and then starting the second motor 19, enabling the positioning device to rotate under the action of the gear 16 and the toothed turntable 15 to drive the flange and the cylinder body to rotate, then starting the hydraulic cylinder 25 to enable the automatic welding gun 26 to move downwards, and when the automatic welding gun 26 is close to the joint of the flange and the cylinder body, then starting the second motor 19 to rotate the part, and then carrying out girth welding.
According to the automatic welding equipment for the neck-equipped welding neck flange, the installation mode, the connection mode or the arrangement mode are common mechanical modes, and the equipment can be implemented as long as the beneficial effects of the equipment are achieved.
The above description is only a preferred embodiment of the present invention, and it should be noted that, for those skilled in the art, several modifications and variations can be made without departing from the technical principle of the present invention, and these modifications and variations should also be regarded as the protection scope of the present invention.
Claims (6)
1. The automatic welding equipment for the neck-equipped welding neck flange is characterized by comprising a bottom plate (1), two groups of supporting plates (2), a top plate (3) and four groups of positioning devices and driving devices, wherein the top plate (3) is fixedly arranged on the upper end surface of the bottom plate (1) through the two groups of supporting plates (2), and the four groups of positioning devices and the driving devices are arranged on the upper end surface of the bottom plate (1) through the supporting devices; the positioning device comprises a first lead screw (4), two groups of fixing plates (5), a feed rod (6), a sliding seat (7), a limiting supporting plate (8), a positioning roller (9) and a first bevel gear (10), the first lead screw (4) is rotatably arranged on the supporting device through the two groups of fixing plates (5), the feed rod (6) penetrates through the sliding seat (7) and is arranged between the two groups of fixing plates (5), a first threaded through hole is formed in the sliding seat (7), the first threaded through hole is in threaded connection with the first lead screw (4), the limiting supporting plate (8) is arranged on the upper end surface of the sliding seat (7), the positioning roller (9) is rotatably arranged on the upper end surface of the limiting supporting plate (8), and the first bevel gear (10) is arranged at one end of the first lead screw (4); the driving device comprises a first speed reducer (11), a second bevel gear (12) and a first motor (13), wherein the first speed reducer (11) and the first motor (13) are both installed on the supporting device, the output end of the first speed reducer (11) is provided with the second bevel gear (12), the second bevel gear (12) is meshed with the first bevel gear (10), and the output end of the first motor (13) is connected with the input end of the first speed reducer (11).
2. The automatic welding equipment for the neck welding flange according to the claim 1, characterized in that the supporting device comprises a rotating group and an adjusting group, the rotating group is arranged on the upper end surface of the bottom plate (1) through the adjusting group; the rotating group comprises a workbench (14), a toothed rotating disc (15), a gear (16), a support (17), a second speed reducer (18) and a second motor (19), wherein a first rotating groove and a second rotating groove are formed in the workbench (14), the toothed rotating disc (15) is rotatably installed in the first rotating groove, the toothed rotating disc (15), a first speed reducer (11) and a first motor (13) are fixedly installed on the upper end face of the toothed rotating disc (15), the gear (16) is rotatably installed in the second rotating groove, the support (17) is fixedly installed on the upper end face of the workbench (14), the second speed reducer (18) and the second motor (19) are fixedly installed on the upper end face of the support (17), the output end of the second motor (19) is connected with the input end of the second speed reducer (18), and the output end of the second speed reducer (18) is concentrically and fixedly connected with the gear (16).
3. The automatic welding equipment for the neck-butt welding flange according to claim 2, wherein the adjusting set comprises a support rod (20), a hinged support (21) and a first hydraulic cylinder (22), the support rod (20) is fixedly installed on the left side of the upper end face of the bottom plate (1), the upper end of the support rod (20) is hinged and installed on the left side of the lower end face of the workbench (14), the hinged support (21) is arranged on the right side of the upper end face of the bottom plate (1), the fixed end of the first hydraulic cylinder (22) is hinged with the hinged support (21), and the movable end of the first hydraulic cylinder (22) is hinged and installed on the right side of the lower end face of the workbench (14).
4. An automatic welding device for a neck butt welding flange according to claim 3, characterized in that it further comprises an automatic welding device mounted on the support plate (2); automatic welder includes second lead screw (23), remove seat (24), pneumatic cylinder (25) and automatic welder (26), second lead screw (23) rotatable installation is in the middle of two sets of backup pads (2), and second lead screw (23) are in the positioner top, second lead screw (23) right-hand member is connected with power device, be equipped with second screw through-hole on removing seat (24), second screw through-hole and second lead screw (23) threaded connection, terminal surface sliding connection under removal seat (24) and roof (3), pneumatic cylinder (25) fixed mounting is on removing seat (24), pneumatic cylinder (25) expansion end is equipped with automatic welder (26).
5. The automatic welding device for the neck butt welding flange according to claim 4, wherein the power device comprises a motor base (27), a third speed reducer (28) and a third motor (29), the motor base (27) is fixedly installed on the support plate (2), the third speed reducer (28) and the third motor (29) are both fixedly installed on the upper end face of the motor base (27), the output end of the third motor (29) is connected with the input end of the third speed reducer (28), and the output end of the third speed reducer (28) is fixedly connected with the second lead screw (23).
6. The automatic welding equipment for the neck-butt welding flange according to the claim 5, characterized in that, the automatic welding equipment further comprises a bearing (30), the bearing (30) is installed on the fixing plate (5), and one end of the first lead screw (4) is transitionally connected with the inner circular surface of the bearing (30).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120394751.1U CN215393292U (en) | 2021-02-23 | 2021-02-23 | Automatic welding equipment for welding neck flange |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120394751.1U CN215393292U (en) | 2021-02-23 | 2021-02-23 | Automatic welding equipment for welding neck flange |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215393292U true CN215393292U (en) | 2022-01-04 |
Family
ID=79667227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120394751.1U Active CN215393292U (en) | 2021-02-23 | 2021-02-23 | Automatic welding equipment for welding neck flange |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215393292U (en) |
-
2021
- 2021-02-23 CN CN202120394751.1U patent/CN215393292U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2019136789A1 (en) | Gantry type pipe and plat plate cutting machine | |
| CN206010209U (en) | A kind of six-axle five-linkage welder | |
| CN117139947B (en) | Repair welding equipment for repairing mould | |
| CN115055900A (en) | Welding fixture for machining of moving vehicle | |
| CN213470146U (en) | Automobile parts welds dress anchor clamps | |
| CN215393292U (en) | Automatic welding equipment for welding neck flange | |
| CN218695646U (en) | Automatic welding, clamping and shifting tool for large plate structural member | |
| CN210878361U (en) | Welding frock with adjustable height | |
| CN108465993B (en) | Rotary positioning device for welding | |
| CN211804625U (en) | A welding auxiliary device for automobile parts processing | |
| CN111922773B (en) | Alignment turning device of cantilever crane | |
| CN111015382B (en) | Negative chamfering grinding machine tool | |
| CN112276460A (en) | Clamping and positioning device for robot welding | |
| CN110757046A (en) | Automatic welding machine | |
| CN218476272U (en) | Welding workbench | |
| CN216264337U (en) | Welding tool convenient for adjusting part posture | |
| CN218362616U (en) | Cantilever type submerged arc welding machine | |
| CN219053425U (en) | Welding machine is restoreed to mould | |
| CN216637795U (en) | Scraper middle groove welding positioner | |
| CN215356648U (en) | Positioning fixture for argon arc welding machine | |
| CN216227881U (en) | Single-head omnibearing automatic numerical control nut machine | |
| CN217224348U (en) | Circular steel pipe girth welding equipment | |
| CN219274586U (en) | Hardware edge milling machine | |
| CN217668737U (en) | A upset device that shifts for robot processing | |
| CN220739938U (en) | Platform for processing electronic components |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |