CN214522591U - Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component - Google Patents
Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component Download PDFInfo
- Publication number
- CN214522591U CN214522591U CN202120732610.6U CN202120732610U CN214522591U CN 214522591 U CN214522591 U CN 214522591U CN 202120732610 U CN202120732610 U CN 202120732610U CN 214522591 U CN214522591 U CN 214522591U
- Authority
- CN
- China
- Prior art keywords
- positioning
- assembly
- narrow
- mylar
- die assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



































Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
The utility model relates to a sheetmetal is with steeping cotton, narrow mylar frame composite component production with lamination equipment. The composite component comprises a metal substrate, a thin and narrow Mylar frame and a plurality of foam, and comprises the following steps: firstly, respectively producing a metal substrate, a foam component, a thin and narrow Mylar component and a positioning transfer film; secondly, positioning and assembling the thin and narrow mylar strip assembly and the foam assembly on a positioning transfer film; and thirdly, laminating the semi-finished product and the metal substrate by utilizing laminating equipment. The utility model discloses production technology divide into four narrow wheat of thin wheat and draws the frame with the peripheral narrow wheat of metal substrate and produces respectively to reach the most effect of saving wheat and drawing the raw materials, practicing thrift the cost, compromise production efficiency and packaging efficiency simultaneously. The positioning, rotating and pasting and the adsorption, positioning and pressing equipment are adopted for precise assembly, the product precision is ensured, and after the assembly, the protective films of the foam component and the thin and narrow Mylar component protrude out of the edge of the metal sheet, so that the foam component and the thin and narrow Mylar component can be peeled off conveniently in subsequent use.
Description
The technical field is as follows:
the utility model relates to a cross cutting composite product equipment technical field refers in particular to a sheetmetal and bubble cotton, narrow wheat draw lamination equipment for frame composite component production.
Background art:
die-cutting composite components are largely used in electronic elements in electronic products such as mobile phones and tablet computers, and the requirements on the parameters and the assembly of the die-cutting composite components are more and more precise; in the assembly of partial metal sheet products, a thin and narrow frame formed by compounding a Mylar film material with a thin and narrow size at the periphery of a metal sheet and a shock absorption material such as foam and the like at the middle part are required to be compounded; if the existing production process is adopted, the whole Mylar frame is directly manufactured and then compounded with the metal sheet, and the interior of the Mylar frame can generate great material waste, so that the production process is not environment-friendly, high in cost and not beneficial to mass production.
The utility model has the following contents:
the utility model aims at overcoming the above-mentioned weak point of prior art, provide a sheetmetal and bubble cotton, narrow wheat draw lamination equipment for frame composite component production.
The utility model adopts the technical proposal that: the laminating equipment comprises a workbench, a lower die assembly, a middle die assembly and an upper die assembly, wherein the lower die assembly is arranged on the workbench and can horizontally move, and the middle die assembly and the upper die assembly are longitudinally arranged on the workbench and sequentially positioned above the lower die assembly; the lower die assembly comprises a lower positioning template on which a lower mounting plate is mounted, the middle die assembly comprises a middle frame and a middle positioning template arranged on the lower surface of the middle frame, and the upper die assembly comprises an upper mounting plate and an upper pressing plate mounted on the lower surface of the upper mounting plate; the lower positioning template is provided with a positioning base surface corresponding to the positions of the narrow mylar strip assembly and the foam assembly on the semi-finished product, vacuum adsorption holes are distributed in the positioning base surface, the periphery of the lower positioning template is also provided with a plurality of second assembly positioning columns corresponding to the positioning holes on the positioning transfer film, and the positioning base surface is also provided with a concave-convex part matched with the concave-convex surface shape position on the surface of the metal substrate; a middle positioning frame corresponding to the outline of the metal substrate is arranged on the middle die positioning plate; the shape of the upper pressing plate of the upper die assembly corresponds to the shape of the metal substrate, and the edge of the lower surface of the upper pressing plate is provided with a convex pressing strip corresponding to the position of the narrow Mylar component.
The lower die assembly is driven by a horizontal guide rail and a horizontal cylinder which are arranged on a workbench, and a limiting block for limiting the moving stroke of the lower die assembly is arranged on the workbench; the middle die assembly and the upper die assembly are respectively driven to lift longitudinally through a longitudinal guide pillar and two groups of longitudinal cylinders.
The control switches of the middle die assembly are two and are respectively arranged on two side faces of the workbench, and the control switches of the upper die assembly are also two and are respectively arranged on two side edges of the upper surface of the workbench.
The utility model discloses a divide into four narrow wheat of thin wheat and draw the frame peripheral narrow wheat of metal substrate and produce respectively to reach the most effect of saving wheat and drawing the raw materials, practicing thrift the cost, compromise production efficiency and packaging efficiency simultaneously. The positioning, rotating and pasting and the adsorption, positioning and pressing equipment are adopted for precise assembly, the product precision is ensured, and after the assembly, the protective films of the foam component and the thin and narrow Mylar component protrude out of the edge of the metal sheet, so that the foam component and the thin and narrow Mylar component can be peeled off conveniently in subsequent use.
Description of the drawings:
FIGS. 1-1 and 1-2 are schematic plan views of composite components produced by the present invention;
FIG. 2 is a schematic view of the exploded structure of the foam assembly of the present invention;
3-1 and 3-2 are schematic structural diagrams of cutting dies of a first flat-knife die-cutting module and a second flat-knife die-cutting module for producing foam components in the invention;
3-3 are schematic illustrations of the effect coincidence of the cutting dies of FIGS. 3-1 and 3-2;
FIGS. 3-4 and 3-5 are schematic views of the web layers at the first die-cutting and the second die-cutting, respectively;
FIG. 4 is a schematic view of a thin Mylar frame comprising 4 thin Mylar assemblies in accordance with an embodiment of the present invention;
FIG. 5 is an exploded view of one of the thin and narrow Mylar assemblies;
FIG. 5-1 is a schematic view of a process flow of a narrow Mylar assembly, wherein the roller with letter U represents a take-up roller for taking up a scrap tape or a self-contained protective film;
FIGS. 5-2, 5-3, 5-4, and 5-5 are schematic views of a die deployment of a first through fourth sets of circular-knife die-cutting rollers for producing the thin Mylar bar assembly of FIG. 5;
FIGS. 5-6 are schematic views of the die-cutting overlap effect of four circular knife die-cutting roller sets;
FIGS. 6-1, 6-2, and 6-3 are exploded views of three additional thin and narrow Mylar assemblies, respectively;
FIGS. 7-1, 7-2, 7-3, 7-4, and 7-5 are schematic views of a die opening and die overlap effect of a first through fourth sets of circular knife die cutting rolls for producing the second narrow Mylar sliver assembly of FIG. 6-1;
FIG. 8-1, FIG. 8-2, FIG. 8-3, FIG. 8-4, FIG. 8-5 are schematic views of a die opening and die overlap effect of the first through fourth sets of circular knife die cutting rolls for producing the third narrow Mylar sliver assembly of FIG. 6-2;
FIGS. 9-1, 9-2, 9-3, and 9-4 are schematic views of a third through fifth flat-blade die-cutting die set for producing the fourth thin and narrow Mylar strip assembly of FIG. 6-3, and a schematic view of the die-cutting effect thereof being superimposed;
FIG. 10-1 is a schematic view of a positioning transfer film;
FIG. 10-2 is a schematic structural view of the first positioning jig;
fig. 11 is a schematic structural view of the pressing device of the present invention;
fig. 12-1 and 12-2 are schematic structural diagrams of the middle and upper die assemblies, the middle and lower positioning templates, and the upper platen of the middle and upper die assemblies of the present invention.
The specific implementation mode is as follows:
as shown in fig. 1-1 and fig. 1-2, a process for producing a metal sheet and multiple foam and narrow mylar frame composite assembly, which comprises a metal substrate a, a narrow mylar frame C formed by at least two narrow mylar strips compounded by double-faced adhesive tape along the edge of the metal substrate a, and multiple foam B compounded in the inner area of the metal substrate a by the double-faced adhesive tape at intervals, the process comprising the following steps:
respectively producing a metal substrate A, a foam component 1, a thin and narrow Mylar component 2 and a positioning transfer film 3;
referring to fig. 2 and fig. 3-1 to 3-5, in which the foam assembly 1 is produced by a flat-blade die-cutting process, a first protective film tape B1 with a first isolation film B11 is first combined with a first die-cutting base film tape D1 (in this embodiment, the first protective film tape B1 is a silicone protective film tape of model SP8B300/P, and its isolation film is a transparent PET film; the first die-cutting base film tape D1 is a protective film tape of model D-62H), the first die-cutting base film tape D1 is located below, the main film of the first protective film tape B1 is located in the middle, and its own first isolation film B11 is located above, and the first flat-blade die-cutting module M1 is used to perform the first die-cutting and discharge waste; after the first time of die cutting and waste discharge, a plurality of strip-shaped blank areas B101 which are arranged at intervals along the length direction of the first protective film tape B1 are formed on the first isolating film B11 of the first protective film tape B1 and the first isolating film B11, end part peripheral contour lines B102 are formed on the two side edges of the first protective film tape B1 and the first isolating film B11, and two end first local contour lines B103 are formed on the first protective film tape B1 and the formed strip-shaped first isolating film in the width direction of the tape, wherein in the embodiment, the two end first local contour lines B103 are in a reverse bracket shape; first positioning holes 101 penetrating through the first protective film tape B1 and the first die-cut base film tape D1 are formed in the tape, and three first positioning holes B104 are formed in the embodiment and are respectively located at the edges of the upper side and the lower side;
then, a foam material belt P, a first double-sided adhesive tape S1 and a first release film material belt L1 are sequentially compounded on the material belt subjected to the first die cutting and waste discharge, in the embodiment, the foam material belt P is foam with the model YH35A105B204, and the first double-sided adhesive tape S1 is double-sided adhesive with the model NITTO 56410; the first release film material tape L1 is a white release film with the model number DC 021W; performing secondary die cutting and waste discharge by using a second flat-cutter die cutting module M2, sequentially forming a first protective film 11 with a peripheral contour line, strip-shaped first isolation films 12 with a peripheral contour line and arranged at intervals, strip-shaped foam 13 arranged at intervals, strip-shaped first double-sided adhesive 14 compounded on the strip-shaped foam 13 and strip-shaped first release films on a first die-cutting base film material strip D1 after the secondary die cutting and waste discharge, then discharging the strip-shaped first release films, (discharging the first release films 15 in a manner of waste discharge adhesive tape bonding), transferring and compounding the strip-shaped first release films onto the first release paper material strip, and stripping the first base film material strip D1 to form a foam assembly 1; every bubble cotton subassembly 1 is from bottom to top in proper order: the first protective film 11, the strip-shaped first isolation films 12 and the strip-shaped foam 13 which are arranged at intervals, the strip-shaped first double-sided adhesive 14 attached to the strip-shaped foam 13, and the first release paper 15 which is integrally covered are arranged, and the first protective film 11 and the strip-shaped first isolation films 12 are provided with first assembly positioning holes 16 and second assembly positioning holes 17 at two ends;
in this embodiment, the first assembly positioning hole 16 and the second assembly positioning hole 17 are respectively located at two side edges of the first protection film 11, and the two holes have different diameters, so as to be foolproof during subsequent assembly;
the upper cutting die of the first flat-blade die-cutting die set M1 is provided with: a first strip-shaped blade M11 for molding the strip-shaped blank region B101 and the strip-shaped first separator 12; a reverse bracket blade M12 for forming the local contour lines of both ends of the strip-shaped isolation film; a first protective film end contour line blade M13 for molding first protective film both end contour lines; a first registration hole blade M14, a first registration post M15 (to achieve a stepped registration with the first registration hole B104;
the upper cutting die of the second flat-blade die-cutting die set M2 is provided with: a second strip blade M21 for forming a discontinuous breaking line along the length direction on the first protective film tape B1 and the self-contained first isolation film B11; a third strip-shaped blade M22 arranged perpendicularly to the second strip-shaped blade M21 and correspondingly engaged with the reverse bracket blade M12 of the first flat-blade die-cutting module M1, for forming complete contour lines at both ends of the strip-shaped first isolation film 12; a first assembly positioning hole knife edge M23 and a second assembly positioning hole knife edge M24 for respectively forming a first assembly positioning hole 16 and a second assembly positioning hole 17; and a second nesting post M25 for stepped nesting with the first nesting hole B104;
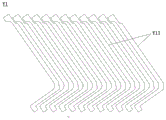
the thin and narrow mylar strip assembly 2 is produced by adopting a circular knife die cutting process, is divided into more than two thin and narrow mylar strip assemblies with the same or different shapes according to the shape of a mylar frame, is divided into four strips by adopting the same process and different circular knife die cutting dies as shown in figure 4, and can be also divided into a plurality of sections according to the requirement, for example, small break points are arranged at turning positions;
the process comprises the following specific steps: sequentially compounding a first transition film material belt G1, a second protective film material belt B2 and a second isolation film material belt B21 from bottom to top (in the embodiment, the second isolation film material belt B21 is carried by the second protective film material belt B2), carrying out die cutting through a first circular knife die-cutting roller set Y1, wherein an upper knife roller of the first circular knife die-cutting roller set Y1 is provided with a first closed frame line knife edge Y11, the first closed frame line knife edge Y11 forms a first closed frame line B201 on a second isolation film material belt B21, the first closed frame line B201 corresponds to part of the appearance contour line of a second isolation film 22 in the thin Mylar strip component 2, and then removing waste materials outside the first closed frame line B201;
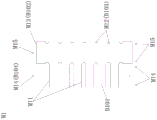
sequentially compounding a first Mylar film material strip R1, a second double-sided adhesive material strip S2 and a second release paper material strip L2 on a second isolation film material strip B21 with the frame outside waste removed (after the second double-sided adhesive material strip S2 is stripped from the tape film, compounding a second release paper material strip L2); in this embodiment, the first mylar film tape R1 is a mylar film of type FEB-150, and is die-cut by the second circular knife die-cutting roller set Y2, the upper knife roller of the second circular knife die-cutting roller set Y2 has at least one second closed frame line knife edge Y21 corresponding to the shape of the mylar strip main material, and a plurality of third assembly positioning hole knife edges Y22 are provided outside the second closed frame line knife edge Y21, after die-cutting, the first mylar tape 23 and the second double-sided adhesive 24 and the second release paper covering the first mylar tape 23 are formed in the area outside the first closed frame line of the second barrier film tape B21, and simultaneously, the third assembly positioning hole 26 penetrating through the entire tape is formed in the area outside the second closed frame line; the waste material of the region other than the second closed wire and the hole waste of the third assembling positioning hole 26 are excluded; a second release paper in the inner area of the second closed frame line is removed through a first row of waste adhesive tapes F1, a third release paper material tape L3 is compounded above a second double-sided adhesive tape S2, die cutting is carried out through a third circular knife die-cutting roller set Y3, a third closed frame line cutting edge Y31 is arranged on the third circular knife die-cutting roller set Y3, the third closed frame line cutting edge Y31 covers the range of the second closed frame line cutting edge Y21 and the third set positioning hole cutting edge Y22 and is partially overlapped with the range of the first closed frame line cutting edge Y11, and the third closed frame line cutting edge Y31 forms the peripheral profile of each narrow Mylar component 2; removing waste materials except the third closed frame line after die cutting, removing third release paper in the inner area of the third closed frame line through a second waste removing adhesive tape F2, finally compounding a layer of second release film material tape L4, and slitting through a fourth circular knife die-cutting roller set Y4, wherein the shape of a slitting knife edge is equivalent to that of the narrow Mylar strip assembly 2 and is bent, and the material tape is slit into a semi-finished product unit containing a plurality of narrow Mylar strip assemblies; each thin and narrow wheat straw component 2 is sequentially from bottom to top: the second protection film 21, the second isolation film 22 and the first wheat pulling strip 23 which are both positioned on the second protection film 21, the second double-sided adhesive 24 positioned on the first wheat pulling strip 23, and the second release film 25 covering the second double-sided adhesive 24 and the second isolation film 22, wherein a plurality of third assembly positioning holes 26 are further formed on the second protection film 21 and the second isolation film 22;
with reference to fig. 6-1 to 8-5, the other thin and narrow mylar strips 2 need only be shaped to correspond to the shape of the cutters on the die cutter roll, as shown; the process flow is the same as above, and thus is not described in detail.
Referring to fig. 10-1, a flat knife die cutting process is adopted to produce a positioning transfer film 3, the positioning transfer film 3 adopts a transparent PET release film, a positioning transfer film material strip is compounded with a second die cutting base film material strip, die cutting is carried out through a third flat knife die cutting module, the positioning transfer film material strip is cut through, the positioning transfer film material strip is half-cut to the second die cutting base film material strip, and a positioning hole and a sleeve positioning hole are completely cut through; forming a positioning film-transferring outer contour line on the positioning film-transferring material belt, and forming a fourth assembly positioning hole 31 and a fifth assembly positioning hole 32 corresponding to the first assembly positioning hole 16 and the second assembly positioning hole 17 on the foam component 1, and a plurality of sixth assembly positioning holes 33 corresponding to the plurality of third assembly positioning holes 26 on each thin and narrow Mylar component 2;
and step two, as shown in fig. 10-2, positioning and assembling the thin and narrow mylar strip assembly 2 and the foam assembly 1 on the positioning transfer film 3: firstly, the release surface of the positioning transfer film 3 is positioned on a first positioning jig 4 in an upward way, and the first positioning jig 4 is provided with a plurality of first assembly positioning columns 41 corresponding to a fourth assembly positioning hole 31, a fifth assembly positioning hole 32 and a sixth assembly positioning hole 33; peeling off the second release film 25 on the thin and narrow mylar bar assembly 2, aligning the thin and narrow mylar bar assembly 2 through the third assembly positioning hole 26 on the thin and narrow mylar bar assembly in sequence to enable the exposed second double-sided adhesive 24 to be positioned and assembled with the positioning transfer film 3, and similarly, peeling off the first release paper 15 on the foam assembly 1, and positioning and assembling the first double-sided adhesive 14 of the foam assembly 1 and the positioning transfer film 3 through the first assembly positioning hole 16, the second assembly positioning hole 17 and the corresponding first assembly positioning column 41 of the first positioning jig 4 on the first release paper and the first assembly positioning hole 16 and the second assembly positioning hole 17 on the first release paper; after assembly, taking out the semi-finished product from the first positioning jig 4;
thirdly, laminating the semi-finished product and the metal substrate A by utilizing laminating equipment 5: as shown in fig. 11, 12-1 and 12-2, the press-fitting apparatus 5 includes a table 51, a horizontally movable lower die assembly 52 provided on the table 51, an intermediate die assembly 53 and an upper die assembly 54 longitudinally installed on the table 51 and sequentially located above the lower die assembly 52; wherein the lower die assembly 52 includes a lower positioning die plate 522 on which a lower mounting plate 521 is mounted, the middle die assembly 53 includes a middle frame 531 and a middle positioning die plate 532 disposed at a lower surface thereof, and the upper die assembly 54 includes an upper mounting plate 541 and an upper pressing plate 542 mounted at a lower surface thereof;
the lower positioning template 522 is provided with a positioning base surface 5221 corresponding to the positions of the narrow mylar strip component 2 and the foam component 1 on the semi-finished product, vacuum adsorption holes 5222 are distributed in the positioning base surface 5221, and the periphery of the lower positioning template 522 is also provided with a plurality of second assembly positioning columns 5223 corresponding to the positioning holes on the positioning transfer film 3; concave-convex parts 5224 matched with the concave-convex surface shape positions on the surface of the metal substrate A are further arranged on the positioning base surface 5221; the second assembling positioning columns 5223 are symmetrically arranged relative to the first assembling positioning columns 41, that is, after the positioning transfer film 3 is taken down from the first positioning jig 4, the positioning transfer film is turned over by 180 degrees and then is inverted on the lower positioning template 522, and the hole position is opposite to the second assembling positioning columns 5223;
the middle mold positioning plate 532 is provided with a middle positioning frame 5321 corresponding to the contour of the metal substrate A; the lower surface of the middle mold positioning part 532 is provided with a dodging hole corresponding to the second assembling positioning column 5223; the shape of an upper pressure plate 542 of the upper die assembly 54 corresponds to the shape of the metal substrate A, and the edge of the lower surface of the upper pressure plate 542 is provided with a convex pressing strip 5421 corresponding to the position of the narrow Mylar component 2;
the lower die assembly 52 is driven by a horizontal guide rail 511 and a horizontal cylinder 512 which are arranged on the workbench 51, and the workbench 51 is provided with a limiting block 513 which limits the moving stroke of the lower die assembly; the middle die assembly 53 and the upper die assembly 54 are driven to lift longitudinally through a longitudinal guide post and two groups of longitudinal cylinders respectively; the driving cylinders of the middle die assembly 53 are positioned at the two sides of the workbench and below the middle die assembly, and the driving cylinder of the upper die assembly 54 is positioned at the top;
two control switches 533 of the middle die assembly 53 are respectively arranged on two side surfaces of the workbench 51, and two control switches 543 of the upper die assembly 54 are respectively arranged on two side edges of the upper surface of the workbench 51, so that two control switches need to be simultaneously controlled by two hands of an operator, the middle die assembly 53 and the upper die assembly 54 can respectively perform a pressing action, accidents such as hand injury and the like caused by misoperation when the hands of the operator do not leave the middle die assembly or the lower part of the upper die assembly are avoided, and the safety of the equipment is improved;
the semi-finished product is inverted on the lower positioning template 522 with the positioning transfer film 3 facing upwards, the semi-finished product is positioned and adsorbed through the second assembly positioning column 5223, the positioning base surface 5221 and the vacuum adsorption hole 5222, and then the transfer film 3 is peeled off to expose the double-sided adhesive of the foam component 1 and the thin and narrow mylar strip component 2; then, the lower die assembly 52 is controlled to move below the middle die assembly 53, the middle die assembly 53 is controlled to move downwards, the edge of a middle positioning template 532 of the middle die assembly 53 is contacted and pressed with the outer edge of the thin and narrow mylar strip assembly 2 and two ends of the foam assembly 1, then the metal substrate A is placed in a middle positioning frame 5321 of the middle die positioning plate 532, the metal substrate A is naturally contacted with double-sided adhesive on the thin and narrow mylar strip assembly 2 and the foam assembly 1, the upper die assembly 54 is controlled to move downwards, the convex pressing strip 5421 at the edge of the lower surface of the upper pressing plate 542 is abutted against the periphery of the metal substrate A, so that the mylar strip assembly is tightly attached to the metal substrate A, and meanwhile, the foam assembly 1 in the middle part is also tightly attached in the pressing process of the foam due to the deformation of the thickness of the foam; and finally, controlling the upper die assembly 54, the middle die assembly 53 and the lower die assembly 52 to reset reversely, and taking out the finished product from the lower die assembly 52. In the finished product, both ends of the first protective film 11 and the first isolation film 12 in the foam assembly 2 protrude from both sides of the metal substrate a, and both the second protective film 21 and the second isolation film 22 in the thin mylar bar assembly 2 protrude from the outer edge of the metal substrate a, so that the foam assembly can be peeled off conveniently in use.
The metal substrate A is integrally rectangular, a protruding small rectangular part is formed at one end corner of the metal substrate A, and the thin and narrow Mylar frame on the periphery of the metal substrate is divided into four thin and narrow Mylar strip assemblies to be produced respectively, so that Mylar raw materials are saved to the maximum extent, the cost is saved, and meanwhile, the production efficiency and the assembly efficiency are considered.
Of the four thin mylar strips, the shortest one was produced using a flat knife die cutting process. Fig. 6-3, 9-1, 9-2, 9-3, and 9-4 are schematic diagrams of the third flat-blade die-cutting die set M3, the fourth flat-blade die-cutting die set M4, and the fifth flat-blade die-cutting die set M5 for producing the fourth thin and narrow mylar bar assembly, respectively, and the die-cutting effect coincides; the flat-knife die-cutting process is similar to the die-cutting process of the foam component, and therefore, the description is omitted.
The utility model discloses production technology divide into four narrow wheat of thin wheat and draws the frame with the peripheral narrow wheat of metal substrate and produces respectively to reach the most effect of saving wheat and drawing the raw materials, practicing thrift the cost, compromise production efficiency and packaging efficiency simultaneously. The positioning, rotating and pasting and the adsorption, positioning and pressing equipment are adopted for precise assembly, the product precision is ensured, and after the assembly, the protective films of the foam component and the thin and narrow Mylar component protrude out of the edge of the metal sheet, so that the foam component and the thin and narrow Mylar component can be peeled off conveniently in subsequent use.
The utility model discloses in, various membrane materials, mylar membrane, bubble cotton etc. also can replace into the membrane material of other materials according to actual need and adopt the utility model discloses the technology is processed production.
It is to be understood that the above embodiments are merely exemplary embodiments that have been employed to illustrate the principles of the present invention, and that the present invention is not limited thereto. It will be apparent to those skilled in the art that various modifications and improvements can be made without departing from the spirit and substance of the invention, and these modifications and improvements are also considered to be within the scope of the invention.
Claims (3)
1. The utility model provides a sheetmetal and bubble cotton, production of narrow wheat frame composite component is with lamination equipment which characterized in that: the pressing equipment comprises a workbench, a lower die assembly which is arranged on the workbench and can move horizontally, and a middle die assembly and an upper die assembly which are longitudinally arranged on the workbench and are sequentially positioned above the lower die assembly; the lower die assembly comprises a lower positioning template on which a lower mounting plate is mounted, the middle die assembly comprises a middle frame and a middle positioning template arranged on the lower surface of the middle frame, and the upper die assembly comprises an upper mounting plate and an upper pressing plate mounted on the lower surface of the upper mounting plate; the lower positioning template is provided with a positioning base surface corresponding to the positions of the narrow mylar strip assembly and the foam assembly on the semi-finished product, vacuum adsorption holes are distributed in the positioning base surface, the periphery of the lower positioning template is also provided with a plurality of second assembly positioning columns corresponding to the positioning holes on the positioning transfer film, and the positioning base surface is also provided with a concave-convex part matched with the concave-convex surface shape position on the surface of the metal substrate; a middle positioning frame corresponding to the outline of the metal substrate is arranged on the middle die positioning plate; the shape of the upper pressing plate of the upper die assembly corresponds to the shape of the metal substrate, and the edge of the lower surface of the upper pressing plate is provided with a convex pressing strip corresponding to the position of the narrow Mylar component.
2. The laminating device for producing the metal sheet, foam and narrow mylar frame composite assembly according to claim 1, wherein: the lower die assembly is driven by a horizontal guide rail and a horizontal cylinder which are arranged on a workbench, and a limiting block for limiting the moving stroke of the lower die assembly is arranged on the workbench; the middle die assembly and the upper die assembly are respectively driven to lift longitudinally through a longitudinal guide pillar and two groups of longitudinal cylinders.
3. The laminating device for producing the metal sheet, foam and narrow mylar frame composite assembly according to claim 1, wherein: the control switches of the middle die assembly are two and are respectively arranged on two side faces of the workbench, and the control switches of the upper die assembly are also two and are respectively arranged on two side edges of the upper surface of the workbench.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120732610.6U CN214522591U (en) | 2021-04-09 | 2021-04-09 | Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120732610.6U CN214522591U (en) | 2021-04-09 | 2021-04-09 | Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214522591U true CN214522591U (en) | 2021-10-29 |
Family
ID=78272908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120732610.6U Active CN214522591U (en) | 2021-04-09 | 2021-04-09 | Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214522591U (en) |
-
2021
- 2021-04-09 CN CN202120732610.6U patent/CN214522591U/en active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106541448A (en) | A kind of cross cutting discharge device with interior handle film cut piece and cross cutting discharging method | |
| CN106541449A (en) | A kind of cross cutting waste discharge apparatus with inside casing cutting part and cross cutting waste discharge method | |
| CN113070939B (en) | Production process and production equipment of multilayer special-shaped conductive adhesive tape and conductive copper foil composite assembly | |
| CN111440554A (en) | Double-sided adhesive tape wrapping foam assembly, production process thereof and accurate positioning wrapping equipment | |
| CN101417523B (en) | Production method of laminar film material | |
| CN107053776B (en) | Conductive copper foil assembly for assembling mobile phone product and production process and production equipment thereof | |
| CN205438688U (en) | In migrate full -automatic production facility of protection film with from exhaust structure | |
| CN108237762B (en) | Die cutting device for multilayer conductive cloth | |
| CN104742187A (en) | Line-styled knife technology for processing paper substrate die cutting component | |
| CN113580262A (en) | Die cutting method and die cutting system for double-sided adhesive tape product containing multiple double-sided adhesive tape elements | |
| CN105171839A (en) | Masking tape die cutting production method | |
| CN212425936U (en) | Double faced adhesive tape wrapping foam assembly and accurate positioning wrapping equipment thereof | |
| CN214522591U (en) | Lamination equipment is used in sheetmetal and production of cotton, thin narrow mylar frame composite component | |
| CN214644314U (en) | Production equipment for multilayer special-shaped conductive adhesive tape and conductive copper foil composite assembly | |
| CN112405703B (en) | Large-size gum die cutting process | |
| CN113211930A (en) | Production process and pressing equipment of metal sheet, multiple foam strips and thin and narrow Mylar frame composite assembly | |
| CN112809816A (en) | Super-thick double-sided adhesive tape non-overflow non-cutter mark process and flat cutter feeding system thereof | |
| CN113442230A (en) | Die-cutting rule die assembly for processing non-universal step-pitch coil stock product | |
| CN113894869B (en) | Method and equipment for punching and forming reserved gap waterproof foam double faced adhesive tape | |
| CN212610390U (en) | Conductive double-sided adhesive tape assembly for electronic circuit board | |
| CN212385618U (en) | Die-cutting rule die assembly for processing non-universal step-pitch coil stock product | |
| CN111086062B (en) | Circular cutter machine cutting die with alignment marks and method for manufacturing qualified products by using circular cutter machine cutting die | |
| CN219567850U (en) | Conductive foam component with window | |
| CN214520651U (en) | Die-cut cutting die subassembly of wide specification coil stock of small products | |
| CN221371073U (en) | Material-saving die-cutting assembly with handle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |