CN212477055U - Medical fabric with high dimensional stability - Google Patents
Medical fabric with high dimensional stability Download PDFInfo
- Publication number
- CN212477055U CN212477055U CN202020636044.4U CN202020636044U CN212477055U CN 212477055 U CN212477055 U CN 212477055U CN 202020636044 U CN202020636044 U CN 202020636044U CN 212477055 U CN212477055 U CN 212477055U
- Authority
- CN
- China
- Prior art keywords
- yarns
- yarn
- polyester
- layer
- full
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Knitting Of Fabric (AREA)
Abstract
The utility model discloses a high dimensional stability's medical surface fabric, including setting gradually: the first polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode; the second polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode; the first extension layer is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the second polyester yarn layer; the base body layer is formed by reciprocating first cotton yarns and conductive yarns in a full-penetration mode, and the conductive yarns are formed by doubling conductive yarns and second cotton yarns; the second extension layer is formed by the polyester yarns in a full-penetration mode in a reciprocating mode and is continuous with the first polyester yarn layer. The utility model discloses, not only have relatively good elasticity and dimensional stability, still have good gas permeability and crease resistance, possess multiple durable type simultaneously like compound functional such as antibacterial, antistatic, moisture absorption rapid-curing cutback, easy decontamination, satisfied medical personnel's use in multiple occasion, also protected medical personnel's privacy, maintained medical personnel's occupation dignity.
Description
Technical Field
The utility model belongs to the technical field of textile fabric, concretely relates to medical surface fabric of high dimensional stability.
Background
Medical development provides better guarantee for human health, but at present, the working environment of medical staff is still easily exposed to toxic and harmful gas or aerosol, harmful blood or body fluid, harmful infectious virus and the like. Therefore, medical care personnel need to wear professional medical care clothes to isolate germs, viruses, harmful ultrafine dust and the like and keep the environment healthy and clean. Medical care professional clothing is the label of identity as medical personnel's professional uniform, when guaranteeing that medical personnel should deal with multiple work occasion, has also embodied medical personnel's professional dignity.
The characteristics of medical fabrics determine the characteristics of final products of the medical fabrics, most of the medical fabrics are woven fabrics at present, the defects of poor elasticity, poor air permeability, poor dimensional stability, easy wrinkle after washing and the like exist, the medical fabrics are relatively single in functionality, the medical fabrics can be obviously weakened along with the increase of the washing times, the wearing comfort of medical workers is seriously influenced, and the inherent professional dignity of the medical workers is reduced. Therefore, the medical fabric needs to be innovated aiming at the problems, and a novel medical fabric which is stable in size and has multiple durable functions is developed urgently.
SUMMERY OF THE UTILITY MODEL
Therefore, the to-be-solved technical problem of the utility model lies in overcoming medical surface fabric elasticity among the prior art poor, and the gas permeability is poor, dimensional stability is poor and wash shortcoming such as easy fold, give the multiple durable functionality of product simultaneously.
For this reason, the technical scheme who adopts is, the utility model discloses a high dimensional stability's medical surface fabric, including setting gradually:
including setting gradually:
the first polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the second polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the first extension layer is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the second polyester yarn layer;
the base body layer is formed by reciprocating a first cotton yarn and a conductive yarn in a full penetration mode, the conductive yarn is formed by doubling a conductive wire and a second cotton yarn, and the distance between any two conductive yarns is 1.5 cm-2.1 cm;
and the second extension layer is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the first polyester yarn layer.
Preferably, the conductive yarn is prepared by blending or composite spinning of conductive fine particles and a high molecular polymer, and the specification of the conductive yarn is 20-30D.
Preferably, the first polyester yarn layer comprises a plurality of first yarns, and each first yarn completes reciprocating transverse movement in front of the needles of two adjacent knitting needles to form a first loop;
the second polyester yarn layer comprises a plurality of second yarns, and each second yarn completes reciprocating transverse movement in front of needles separated by two knitting needles to form a second loop;
the first extension layer comprises a plurality of third yarns, the third yarns are continuous with the second yarns, and each third yarn completes reciprocating transverse movement at the needle back of two knitting needles separated by two knitting needles to form an inner layer extension line;
the second extension layer comprises a plurality of fourth yarns, the fourth yarns are continuous with the first yarns, and each fourth yarn completes reciprocating transverse movement on needle backs of two adjacent knitting needles to form an outer extension line.
Preferably, in the substrate layer, the twist of the conductive yarn is 250-350 twist/m, and the ratio of the conductive yarn to the first cotton yarn is 1: 20-1: 35.
Preferably, the cotton yarn is single-strand combed pure cotton yarn with 28-60 counts or double-strand combed pure cotton yarn with 56-120 counts, and the using proportion is 10-20%.
Preferably, the polyester yarn is full-dull yarn, and the content of titanium dioxide in the polyester yarn is more than or equal to 2.5%.
Preferably, the first cotton yarn and the second cotton yarn are replaced by a first polyester yarn and a second polyester yarn respectively.
The utility model discloses technical scheme has following advantage: the utility model discloses, not only have relatively good elasticity and dimensional stability, still have good gas permeability and crease resistance, possess multiple durable type simultaneously for example antibacterial, antistatic, moisture absorption rapid-curing cutback, composite functionality such as easy decontamination. The medical professional garment made of the fabric is more comfortable due to good elasticity, is washable and not shrunk due to good dimensional stability, is not stuffy due to good air permeability, and is not wrinkled after washing due to good wrinkle resistance, so that the medical professional garment meets the use requirements of medical workers in various occasions such as instrument rooms, sickrooms, offices and the like, effectively improves the comprehensive protection performance, protects the privacy of the medical workers, and maintains the professional dignity of the medical workers.
Additional features and advantages of the invention will be set forth in the description which follows, and in part will be obvious from the description, or may be learned by the practice of the invention. The objectives and other advantages of the invention will be realized and attained by the structure particularly pointed out in the written description and claims hereof as well as the appended drawings.
The technical solution of the present invention is further described in detail by the accompanying drawings and examples.
Drawings
The accompanying drawings are included to provide a further understanding of the invention, and are incorporated in and constitute a part of this specification, illustrate embodiments of the invention, and together with the description serve to explain the invention and not to limit the invention. In the drawings:
fig. 1 is a side view of the present invention;
fig. 2 is a top view of the present invention;
fig. 3 is a schematic structural view of the second polyester yarn layer and the first stretching layer in the present invention;
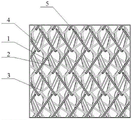
FIG. 4 is a schematic structural view of a substrate layer according to the present invention;
fig. 5 is a schematic structural diagram of the first polyester yarn layer and the second stretching layer in the present invention.
The drawings are numbered as follows: 1-a first polyester yarn layer; 2-a second polyester yarn layer; 3-a first spreader layer, 4-a substrate layer; 5-a second extensible layer.
Detailed Description
In order to make the above objects, features and advantages of the present invention more comprehensible, the present invention is described in detail with reference to the accompanying drawings and the detailed description.
In the description of the present application, it is to be understood that the terms "intermediate," "top," "bottom," "inner," "outer," and the like are used in the orientations and positional relationships indicated in the drawings for convenience in describing the present application and simplicity in description, and do not indicate or imply that the referenced devices or elements must have a particular orientation, be constructed in a particular orientation, and be operated in a particular orientation, and thus should not be construed as limiting the present application. The terms "first", "second" and "first" are used for descriptive purposes only and are not to be construed as indicating or implying relative importance or implicitly indicating the number of technical features indicated. Thus, a feature defined as "first" or "second" may explicitly or implicitly include one or more of that feature. In the description of the present application, "a plurality" means two or more unless specifically limited otherwise.
In addition, unless expressly stated or limited otherwise, the terms "mounted," "connected," "secured," and the like are intended to be inclusive and mean, for example, that there may be a fixed connection, a removable connection, or an integral connection; can be mechanically or electrically connected; they may be connected directly or indirectly through intervening media, or they may be interconnected between two elements. The specific meaning of the above terms in the present application can be understood by those of ordinary skill in the art as appropriate.
In this application, unless expressly stated or limited otherwise, the first feature "on" or "under" the second feature may comprise direct contact of the first and second features, or may comprise contact of the first and second features not directly but through another feature in between. Also, the first feature being "on," "above" and "over" the second feature includes the first feature being directly on and obliquely above the second feature, or merely indicating that the first feature is at a higher level than the second feature. A first feature being "under," "below," and "beneath" a second feature includes the first feature being directly under and obliquely below the second feature, or simply meaning that the first feature is at a lesser elevation than the second feature.
Referring to fig. 1-5, the utility model provides a medical fabric with high dimensional stability, including setting gradually:
the first polyester yarn layer 1 is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the second polyester yarn layer 2 is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the first extension layer 3 is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the second polyester yarn layer;
the base layer 4 is formed by reciprocating a first cotton yarn and a conductive yarn in a full-penetration mode, the conductive yarn is formed by doubling a conductive yarn and a second cotton yarn, and the twist of the conductive yarn is 250-350 twists/m;
and the second extension layer 5 is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the first polyester yarn layer.
The first polyester yarn layer 1 comprises a plurality of first yarns, and each first yarn completes reciprocating transverse movement in front of the needles of two adjacent knitting needles to form a first loop. The second polyester yarn layer 2 comprises a plurality of second yarns, and each second yarn completes reciprocating transverse movement in front of the needles separated by two knitting needles (the first one and the third one) to form a second loop. The first spreading layer 3 comprises a plurality of third yarns, the third yarns are continuous with the second yarns and actually belong to the same continuous yarns, and each third yarn completes reciprocating transverse movement at the needle backs of two knitting needles (a first yarn and a third yarn) separated from each other to form an inner-layer spreading line. The second extending layer 5 comprises a plurality of fourth yarns, the fourth yarns are continuous with the first yarns and actually belong to the same continuous yarns, and each fourth yarn completes the reciprocating transverse movement at the needle backs of two adjacent knitting needles to form an outer extending line.
This kind of structure, first dacron silk layer 1, second dacron silk layer 2, first extension layer 3 and second extension layer 5 and base member layer 4 all adopt the mode of threading of "full wear", base member layer 4 does not have the relation of connection with other each layer, by the parcel in the centre, the gas permeability and the performance of moisture absorption rapid-curing cutback of surface fabric can be promoted greatly to this kind of structure, ensure not sultry in the dress, and have more good elasticity and ensure to wear comfortablely, and adopt multilayer structure, can promote the stability of surface fabric greatly.
In order to realize low light reflection and low light transmission of the product, the content of titanium dioxide in the polyester yarn is not less than 2.5 percent and the polyester yarn is full-dull yarn. Titanium dioxide is commonly called titanium dioxide, is white opaque powder, can be used as an additive to reduce the transparency of polyester yarns, and as the addition amount of the titanium dioxide increases, the reflection and the light transmission of the polyester yarns are weakened, and according to the addition amount of the titanium dioxide, the titanium dioxide is respectively big bright yarns (0%), bright yarns (0.1%), semi-dull yarns (0.3% -0.5%) and full-dull yarns (2.5% or more). The number of the holes is increased, so that the reflection and refraction times of light on the polyester yarns are further reduced, the reflection and light transmission of the product are further reduced, meanwhile, the single fiber diameter of the yarn with the same thickness is less than 1.1dtex (fine denier fiber) due to the increase of the number of the holes, so that the fabric is endowed with more exquisite surface style and comfortable hand feeling, the specific surface area of the fiber is increased by the special-shaped section, and the moisture absorption and quick drying performance is improved.
Preferably, the utility model discloses select for use the specification to be 45 ~ 90 denier's full dull and stereotyped fine denier polyester yarn, 24 ~ 144 holes are selected to the hole number, and the fibre cross-section is circular or dysmorphism etc. adopts through flat or warp satin tissue form to weave it into.
The full-dull sliced polyester yarn not only reduces the reflection and flicker phenomena of the fiber, but also ensures that the subsequent fiber has the advantages of soft luster, good deep dyeing property, high fabric drapability, strong shielding property and the like, and can meet the requirements of manufacturing advanced medical garments.
Regarding the base layer 4, the conductive yarn is formed by doubling the conductive yarn and the second cotton yarn, and the conductive yarn after doubling improves the overall strength, is convenient for knitting operation, and cannot be broken. And then the doubled conductive yarn and the first cotton yarn are interwoven in a full-penetration mode to form the fabric. The distance between any two conducting yarns is 1.5-2.1 cm, the ratio of the conducting yarns to the first cotton yarns is 1: 20-1: 35, and the strength and the stability of the medical fabric with high dimensional stability after weaving are improved by the base layer formed by the structure.
Furthermore, the conductive wire can adopt a hollow structure with three concentric circles or a solid structure, and the conductive component is clamped in the middle layer to be compounded into the fiber. The sandwich structure enables the conductive component to be close to the surface and wrapped in the middle, so that the whiteness is increased, the washing and friction resistance is realized, and the conductive effect is good and durable. The ratio of the non-conductive component to the conductive component in the conductive wire is 80: 20-60: 40, the higher the ratio of the conductive component is, the better the antistatic performance is, but the flexibility is reduced, and the conductive wire adopting the ratio has better conductive performance and the flexibility also meets the requirement.
After fully mixing the conductive carbon powder and the molten polyamide, the mixture is compounded with the matrix polyamide through a spinneret orifice to form a fiber, so that the bicomponent conductive filament is formed, the outer layer of the bicomponent conductive filament is an ultrathin skin-shaped conductive polymer with high conductivity, and the inner part of the bicomponent conductive filament is completely a nylon 6 polymer. The conductive yarn has larger conductive area and more stable and durable antistatic performance.
The cotton yarn has good hygroscopicity and a capillary effect, can obviously improve the air permeability and the skin touch of the fabric, but has larger production difficulty on a warp knitting machine due to technical factors such as strength, hairiness, yarn knots, yarn levelness and the like. In order to overcome this kind of problem, the utility model discloses in, the first cotton yarn of all uses adopts 28 ~ 60 single strands pure cotton yarn of combing or 56 ~ 120 double strands pure cotton yarn of combing, and the proportion of use is 10 ~ 20%. Weaving the fabric in a weft insertion weave mode. The combed cotton is characterized in that an exquisite carding procedure is added in the spinning process, short fibers are combed off, impurities in the cotton are removed, smooth yarns are manufactured, the cotton is more flexible, fluffing is not prone to occurring, and the quality of the cotton is more stable. The first cotton yarn has higher strength and toughness and better performance. The utility model discloses well first cotton yarn and the cotton yarn of second can select the cotton yarn that the specification performance is the same.
The utility model discloses in, first cotton yarn and the cotton yarn of second also can be replaced simultaneously by first dacron silk and second dacron silk, perhaps first nylon and second nylon etc.. That is, when the conductive yarn is formed by doubling the conductive yarn and the second cotton yarn, the base layer 1 is formed by interweaving the doubled conductive yarn and the first cotton yarn. When the conductive yarn is formed by doubling the conductive yarn and the second polyester yarn, the base body layer 1 is formed by interweaving the doubled conductive yarn and the first polyester yarn. The first polyester yarn and the second polyester yarn can also be selected as polyester yarns with the same specification and performance. But are typically not custom-made full-dull yarns as described above, and are typically other textured polyester filaments having a thickness approximating that of the first and second cotton yarns to facilitate bonding with the conductive yarns or filaments.
The conductive yarn is prepared by blending or composite spinning of conductive particles and high molecular polymers, the corona discharge effect can avoid high-voltage electrostatic aggregation, and the conductive performance of the conductive yarn is mainly based on the movement of free electrons and does not depend on moisture absorption and ion transfer, so that the conductive yarn still has excellent conductive and antistatic performances under relatively low humidity.
Preferably, the specification of the conductive yarn is 20-30D, the using proportion is controlled to be not less than 0.1%, and the conductive yarn and the second cotton yarn/second polyester yarn are woven in a weft insertion weave mode after being doubled.
The utility model also provides a preparation method of the medical surface fabric of high dimensional stability as above, including following steps:
preparing conductive yarns for later use, performing doubling treatment on the conductive yarns and second cotton yarns/polyester yarns to form the conductive yarns, controlling the twist of the conductive yarns to be 250-350 yarns/m after doubling, and omitting repeated description on specific doubling modes and parameters such as the above;
warping, namely warping the first cotton yarns, the guide yarns and the polyester yarns on a warping machine respectively;
and (3) weaving, namely weaving the warped conductive yarns and the first cotton yarns in a weft insertion weave mode to form a base layer, and weaving the polyester yarns and the base layer simultaneously to form a first polyester yarn layer 1, a second extension layer 5, a second polyester yarn layer 2 and a first extension layer 3 which are respectively sleeved on two sides of the base layer in a penetrating manner. The structures and the needle threading modes of the first polyester yarn layer 1 and the second extension layer 5, and the second polyester yarn layer 2 and the first extension layer 3 are as described above, and are not repeated, and grey cloth of the fabric is obtained after weaving and is put in storage;
scouring and bleaching grey cloth, and performing bleaching in a high-temperature high-pressure liquid flow dyeing machine at the temperature of 90-110 ℃ for 30-60 minutes at a bath ratio of 1: 8-1: 15;
setting for the first time, wherein a positive overfeeding process is adopted, the cloth feeding speed is greater than the speed of a tenter or a setting machine, the temperature is 180-220 ℃, and the cloth feeding speed is 15-30 m/min;
dyeing, namely adding a dye, a moisture absorption quick-drying auxiliary agent and a bacteriostatic agent for dyeing, and performing post-treatment by adopting a soaping-hot washing-neutralizing process after dyeing;
and (5) setting for the second time, namely, adopting a positive overfeeding process to obtain the medical fabric after setting.
In the warping step, warping the polyester yarns at a warping speed of 300-700 m/min and a warping tension of 0.15-0.25 cn/dtex;
the warping speed of the cotton yarn is 200-600 m/min, and the warping tension is 0.15-0.20 cn/dtex, so as to ensure the stability of the weaving tension.
In the warp knitting step, three or more guide bars are adopted to finish the knitting of grey cloth, different raw materials are respectively knitted into different layers according to the characteristics of the raw materials, and the different layers are interwoven to form fabrics with different styles and textures by matching with respective tissue forms and yarn threading modes.
The utility model adopts 3 or more guide bars for production, the outer layer (the first polyester yarn layer 1 and the second extension layer 5) is polyester yarn, and the guide bars are mainly DTY; the middle layer (the substrate layer 4) is made of cotton yarn and conductive yarn, the inner layer (the second polyester yarn layer 2 and the first extension layer 3) is made of polyester yarn, and the guide bar is DTY or FDY.
The multilayer structure design makes the fabric thicker, has increased shielding nature and structural stability, makes the fabric more durable, utilizes the weft insertion tissue to weave the electrically conductive yarn into the fabric inside simultaneously, reduces the limit bending of electrically conductive yarn, has not only significantly reduced the weaving in-process, and the broken yarn frequency of electrically conductive yarn has also avoided the mechanical damage to electrically conductive yarn of violent washing in the use.
The utility model discloses a to the selection of raw materials variety and specification, design different sley bar numbers, organizational structure and threading mode, change product style or texture. The relative position of each looping machine element must be adjusted on the machine, and the tension compensation setting is adjusted according to the product, so that the let-off tension is controlled to be 15-20 cN, and smooth weaving is ensured.
The key point of the weaving of the cotton yarn and the conductive yarn is that the cotton yarn and the conductive yarn are woven into the interior in a weft insertion weave mode so as to reduce the influence of yarn knots and uneven yarn levelness on the appearance quality of the cloth cover.
The key of the permanent antistatic property is that the using proportion of the conductive yarn is not less than 0.1 percent so as to ensure that the conductive yarn meets the requirements of corresponding technical indexes and simultaneously control the production cost.
In the step of scouring and bleaching the grey cloth, 3-5 g/L of bleaching auxiliary agent hydrogen peroxide and 3-5 g/L of sodium hydroxide are added. The bleaching is used for removing colloid impurities in the cotton yarn, improving the whiteness of the cotton yarn, and being beneficial to coloring uniformity and controlling the color.
The first sizing is the core process of the product, and directly influences the dimensional stability of the final finished product. The utility model discloses, in the production process of product, all experience and be the scouring bleaching of grey cloth and this twice process of first design, in the step of first design, the selection temperature is 180 ~ 220 ℃ moreover, and speed is 15 ~ 30 m/min. And the positive overfeeding process is adopted, so that the longitudinal stability of the fabric can be improved, the dimensional stability of the final product can be achieved, and the dimensional change rate after boiling for 30 times is +/-3%.
The first sizing before dyeing, the fabric is fully heated by utilizing the high temperature of 180-220 ℃, and the molecules in the fabric are melted and recrystallized under the condition of tension, and the fabric keeps higher dimensional stability when the temperature is lower than the temperature; after the dyeing process, the dyeing temperature is only about 130 ℃ and is far lower than the setting temperature, so that the dyed fabric has high dimensional stability and small dimensional change rate.
In the dyeing step, the dyeing temperature is 125-135 ℃, the dyeing time is 30-60 min, the bath ratio is 1: 8-1: 15, a large number of experiments prove that at the temperature, the molecular gap is fully opened, and the moisture absorption quick-drying auxiliary agent and the bacteriostatic agent are added at the stage, so that the effective molecules of the auxiliary agent can be stably combined with the terylene, which is the essential reason that the product can achieve the lasting functionality. The sweat absorption, sweat releasing and bacteriostasis functions are ensured, the core functionality of continuous durability is ensured, and the antibacterial AAA level after 50 times of water washing can be reached by taking bacteriostasis as an example. The selection of dyeing time and bath ratio ensures full dyeing and improves the overall aesthetic property of the fabric.
If a high-quality dark-colored product is formed, the color fastness is required to be maintained in an important way, and the phenomenon that the surface is loose is cleaned by adding a soaping procedure.
In the second setting step, the temperature is selected to be 180-200 ℃, the speed is 15-30 m/min, and a resin finishing agent is added to improve the hand feeling. In this process, the temperature and the speed of design have decided the degree that the product received the heat effect in the design press, and the degree is higher, and speed is lower, and the heat effect degree is higher, and the design effect is better, but too high temperature can lead to the product to change colors, and too low speed also can lead to the product to change colors, and is too fast, and the design effect variation reduces the stability of size. The utility model discloses confirm through a large amount of experiments that the temperature is 180 ~ 200 ℃, speed is when 15 ~ 30m/min, and it is effectual to finalize the design, and the stability of product is strong, feels also to obtain promoting. Meanwhile, the positive overfeeding process is still adopted in the secondary shaping, so that the stability of the fabric is also improved.
The utility model discloses, not only have relatively good elasticity and dimensional stability, still have good gas permeability and crease resistance, possess multiple durable type simultaneously for example antibacterial, antistatic, moisture absorption rapid-curing cutback, composite functionality such as easy decontamination. The medical professional garment made of the fabric is more comfortable due to good elasticity, is washable and not shrunk due to good dimensional stability, is not stuffy due to good air permeability, and is not wrinkled after washing due to good wrinkle resistance, so that the medical professional garment meets the use requirements of medical workers in various occasions such as instrument rooms, sickrooms, offices and the like, effectively improves the comprehensive protection performance, protects the privacy of the medical workers, and maintains the professional dignity of the medical workers.
It should be noted that the above embodiments are all preferred embodiments, relevant functional components may be replaced by other components, and the related units and modules are not necessarily required by the present application. The embodiments in the present specification are described in a progressive manner, each embodiment focuses on differences from other embodiments, and the same and similar parts among the embodiments are referred to each other.
The medical fabric and the preparation method thereof provided by the application are introduced in detail, specific examples are applied in the description to explain the principle and the implementation mode of the application, and the description of the examples is only used for helping to understand the method and the core idea of the application; meanwhile, for a person skilled in the art, according to the idea of the present application, there may be variations in the specific embodiments and the application scope, and in summary, the content of the present specification should not be construed as a limitation to the present application.
Claims (7)
1. The utility model provides a medical surface fabric of high dimensional stability which characterized in that, including setting gradually:
the first polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the second polyester yarn layer is formed by sequentially stringing and sleeving polyester yarns into a loop in a full-penetration mode;
the first extension layer is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the second polyester yarn layer;
the base body layer is formed by reciprocating a first cotton yarn and a conductive yarn in a full penetration mode, the conductive yarn is formed by doubling a conductive wire and a second cotton yarn, and the distance between any two conductive yarns is 1.5 cm-2.1 cm;
and the second extension layer is formed by sequentially reciprocating polyester yarns in a full-penetration mode and is continuous with the first polyester yarn layer.
2. The medical fabric with high dimensional stability as claimed in claim 1, wherein the conductive yarn has a size of 20-30D.
3. The medical fabric with high dimensional stability as claimed in claim 1,
the first polyester yarn layer comprises a plurality of first yarns, and each first yarn completes reciprocating transverse movement in front of the needles of two adjacent knitting needles to form a first loop;
the second polyester yarn layer comprises a plurality of second yarns, and each second yarn completes reciprocating transverse movement in front of needles separated by two knitting needles to form a second loop;
the first extension layer comprises a plurality of third yarns, the third yarns are continuous with the second yarns, and each third yarn completes reciprocating transverse movement at the needle back of two knitting needles separated by two knitting needles to form an inner layer extension line;
the second extension layer comprises a plurality of fourth yarns, the fourth yarns are continuous with the first yarns, and each fourth yarn completes reciprocating transverse movement on needle backs of two adjacent knitting needles to form an outer extension line.
4. The medical fabric with high dimensional stability according to claim 1, wherein the conductive yarn in the substrate layer has a twist of 250-350 twists/m.
5. The medical fabric with high dimensional stability according to claim 1, wherein the first cotton yarn is single-strand combed pure cotton yarn or double-strand combed pure cotton yarn.
6. The medical fabric with high dimensional stability according to claim 1, wherein the polyester yarns are full-dull yarns.
7. The medical fabric with high dimensional stability according to claim 1, wherein the first cotton yarn and the second cotton yarn are replaced by first polyester yarn and second polyester yarn, respectively.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020636044.4U CN212477055U (en) | 2020-04-24 | 2020-04-24 | Medical fabric with high dimensional stability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020636044.4U CN212477055U (en) | 2020-04-24 | 2020-04-24 | Medical fabric with high dimensional stability |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212477055U true CN212477055U (en) | 2021-02-05 |
Family
ID=74450846
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020636044.4U Active CN212477055U (en) | 2020-04-24 | 2020-04-24 | Medical fabric with high dimensional stability |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212477055U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111575896A (en) * | 2020-04-24 | 2020-08-25 | 浙江万方安道拓纺织科技有限公司 | Medical fabric with high dimensional stability and preparation method thereof |
-
2020
- 2020-04-24 CN CN202020636044.4U patent/CN212477055U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111575896A (en) * | 2020-04-24 | 2020-08-25 | 浙江万方安道拓纺织科技有限公司 | Medical fabric with high dimensional stability and preparation method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210420366U (en) | Cool knitted fabric and garment | |
| CN212335446U (en) | Copper ammonia silk-like elastic knitted fabric and garment | |
| CN212477055U (en) | Medical fabric with high dimensional stability | |
| CN107326516B (en) | Knitted fabric with moisture absorption, sweat releasing, warm keeping and antibacterial functions and production method thereof | |
| CN202800955U (en) | Hua tuo silk fiber raschel woolen blanket | |
| CN110468463B (en) | High-end knitted fabric and processing method thereof | |
| KR101374774B1 (en) | Blended filament yarn with sheath-core type yarn and latent crimp yarn, and fabric using the blended filament yarn | |
| JP2004044059A (en) | Combined yarn and combined woven/knitted fabric | |
| CN111575896A (en) | Medical fabric with high dimensional stability and preparation method thereof | |
| CN116791270A (en) | Three-layer single-guide moisture-permeable knitted fabric and weaving method thereof | |
| CN211645522U (en) | Fine denier polyethylene super cool fabric and garment | |
| CN213172771U (en) | Elastic woven fabric | |
| CN214324414U (en) | Novel jacquard fabric | |
| CN109421321A (en) | A kind of gauze | |
| CN210415807U (en) | Garment fabric and garment | |
| CN110685061A (en) | Imitated silk knitted fabric and preparation method thereof | |
| CN211897560U (en) | Ramie fabric and garment | |
| CN219749108U (en) | Breathable cooling knitted fabric | |
| CN215040997U (en) | Anti-ultraviolet knitted fabric | |
| KR102276508B1 (en) | Athleisure fabrics using weft insertion process and manufacturing method thereof | |
| CN221877317U (en) | Ultraviolet-resistant cool fabric and sun-proof garment using same | |
| CN215473567U (en) | High-tenacity polyester dyed fabric | |
| CN219727488U (en) | Recyclable recycled fabric | |
| CN217415147U (en) | Nylon polyester yarn garment fabric | |
| CN215792304U (en) | Radiation-proof elastic textile fabric |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |