CN212264576U - 一种多功能的镗孔装置 - Google Patents
一种多功能的镗孔装置 Download PDFInfo
- Publication number
- CN212264576U CN212264576U CN202021166531.5U CN202021166531U CN212264576U CN 212264576 U CN212264576 U CN 212264576U CN 202021166531 U CN202021166531 U CN 202021166531U CN 212264576 U CN212264576 U CN 212264576U
- Authority
- CN
- China
- Prior art keywords
- hole
- mandrel
- cutter
- sleeve
- adjusting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Drilling And Boring (AREA)
Abstract
本实用新型公开了一种多功能的镗孔装置,包括夹持体、芯轴、锁止螺塞、端盖、刀套、刀具、调节螺塞及调节底座;所述夹持体的上端为莫氏外圆锥,下端为圆柱形的容置体,容置体的侧部至少设有一个滑套;所述芯轴包括上下两段,长压缩弹簧的下端抵接于芯轴上段的顶端,所述容置体的底部设有第二通孔,端盖连接于第二通孔的下口处,芯轴下段与端盖之间设有导向机构A;所述刀套呈台阶状,刀具可拆卸的插接于刀套;所述锁止螺塞与滑套顶端内螺纹配合,所述刀套尾端的端面上部设有球形触头,球形触头与芯轴上段的仿形面接触,且刀套与滑套之间设有导向机构B。本实用新型结构简单,科学合理,加工精度高,且设计、制造成本低,方便异形孔的加工。
Description
技术领域
本实用新型涉及机加工设备技术领域,尤其涉及一种多功能的镗孔装置。
背景技术
镗孔,指的是对锻出,铸出或钻出孔的进一步加工。镗孔可扩大孔径,提高精度,减小表面粗糙度,还可以较好地纠正原来孔轴线的偏斜。
生产中经常会碰到各种大异形孔的加工,比如大圆弧孔、大圆锥孔等,由于普通镗床只能加工圆柱孔,没有加工这些孔的功能,而使用成型刀具或利用加工中心进行加工,由于加工中心加工设备价格昂贵,相应的加工成本偏高。
因此,发明一种多功能的镗孔装置来解决上述问题很有必要。
实用新型内容
本实用新型的目的在于提供一种多功能的镗孔装置,结构简单,科学合理,方便异形孔的加工,以达到解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:
一种多功能的镗孔装置,包括夹持体、芯轴、锁止螺塞、端盖、刀套、刀具、调节螺塞及调节底座;
所述夹持体的上端为莫氏外圆锥,下端为圆柱形的容置体,容置体的侧部至少设有一个滑套,滑套内设有第一通孔,所述莫氏外圆锥下端设有与容置体内腔贯通的第一盲孔,第一盲孔内设有长压缩弹簧;
所述芯轴包括上下两段,长压缩弹簧的下端抵接于芯轴上段的顶端,所述容置体的底部设有第二通孔,端盖连接于第二通孔的下口处,且端盖底端设有第三通孔,芯轴上段与第二通孔及端盖内壁滑动配合,所述芯轴下段与第三通孔内滑动配合,且芯轴下段与端盖之间设有导向机构A,所述调节螺塞转动连接于芯轴下段的底端,调节底座内螺纹与调节螺塞外螺纹配合;
所述刀套呈台阶状,刀具可拆卸的连接于刀套;所述锁止螺塞外螺纹与滑套顶端内螺纹配合,锁止螺塞上设有第四通孔,刀套的尾端外圆柱与第一通孔内滑动配合,且刀套的尾端与锁止螺塞之间设有短压缩弹簧,短压缩弹簧外轮廓与第一通孔内滑动配合,刀套首端外圆柱与第四通孔内滑动配合,所述刀套尾端的端面上部设有球形触头,球形触头与芯轴上段的仿形面接触,且刀套与滑套之间设有导向机构B。
本实用新型的进一步改进方案是,所述第一盲孔呈台阶状,上端小孔与长压缩弹簧外轮廓滑动配合,下端大孔与芯轴上段滑动配合;所述芯轴上段的顶端固定连接有上短轴,上短轴外圆柱与长压缩弹簧的内孔过度配合。
本实用新型的进一步改进方案是,所述芯轴下段的底端固定连接有下短轴,下短轴外圆柱与推力球轴承内孔过盈配合,调节螺塞的上端设有第二盲孔,且第二盲孔与推力球轴承的下挡圈外圆过盈配合。
本实用新型的进一步改进方案是,所述导向机构A包括内六角长圆柱端紧定螺钉及导向槽;所述导向槽设于芯轴下段的外壁上,端盖的第三通孔处设有横向的螺纹通孔,内六角长圆柱端紧定螺钉与该螺纹通孔螺纹配合,且内六角长圆柱端紧定螺钉的圆柱与导向槽内滑动配合。
本实用新型的进一步改进方案是,所述刀套的首端设有方形的第三盲孔,刀具与第三盲孔的内壁间隙配合,刀套两端外圆上表面分别设有竖向的螺纹通孔,内六角压紧螺栓将刀具锁定于第三盲孔中,且内六角压紧螺栓位于滑套外侧。
本实用新型的进一步改进方案是,所述导向机构B包括导向孔与内六角锥端调节螺栓,长腰型的导向孔设于滑套上端,内六角锥端调节螺栓与刀套尾端的螺纹通孔螺纹配合,且内六角锥端调节螺栓与导向孔内滑动配合。
本实用新型的进一步改进方案是,所述锁止螺塞呈台阶状,锁止螺塞的小圆柱体与短压缩弹簧内孔过度配合。
本实用新型的进一步改进方案是,所述芯轴上段的仿形面为凸弧面、凹弧面或锥面。
本实用新型的进一步改进方案是,所述滑套为左右对称设置的两个,且夹持体整体呈T字形。
本实用新型的进一步改进方案是,所述第三盲孔内设有用于调整刀具伸出长度的调节杆,所述调节杆为圆柱状且与第三盲孔滑动配合,调节杆的一端与刀具尾端接触,调节杆另一端设有倒角,且该倒角和内六角锥端调节螺栓的锥面接触。
本实用新型的有益效果:
第一、本实用新型的多功能的镗孔装置,结构简单,科学合理,加工精度高,且设计、制造成本低,方便异形孔的加工。
第二、本实用新型的多功能的镗孔装置,可更换不同形状的芯轴来实现凹弧、凸弧、锥形等各种异形孔的加工,扩大了加工的范围。
第三、本实用新型的多功能的镗孔装置,适用的范围较广,可广泛的适配于立式镗床、立式铣床、立式钻床、摇臂钻床等机床。
第四、本实用新型的多功能的镗孔装置,滑套为左右对称设置的两个,以保证双刀切削,实现了粗、精一次加工,提高了生产效率。
第五、本实用新型的多功能的镗孔装置,第三盲孔内设有用于调整刀具伸出长度的调节杆,利用内六角锥端调节螺栓下压长度调节杆倒角的作用下,可以微调刀具伸出长度,从而保证孔的尺寸精度。
附图说明
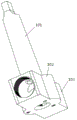
图1为本实用新型的整体结构示意图。
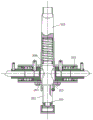
图2为本实用新型在加工凹弧孔时的整体剖视图。
图3为本实用新型在加工凸弧孔时的整体剖视图。
图4为本实用新型的夹持体结构示意图。
图5为本实用新型的刀套结构示意图。
图6为本实用新型的锁止螺塞结构示意图。
图7为本实用新型的端盖结构示意图。
图中:1-夹持体、101-莫氏外圆锥、102-容置体、103-滑套、1031-导向孔、2-芯轴、201-芯轴上段、202-芯轴下段、203-仿形面、204-上短轴、205-下短轴、206-导向槽、3-锁止螺塞、4-端盖、5-刀套、6-刀具、7-调节螺塞、8-调节底座、9-长压缩弹簧、10-球形触头、11-推力球轴承、12-内六角长圆柱端紧定螺钉、13-内六角压紧螺栓、14-内六角锥端调节螺栓、15-调节杆、16-短压缩弹簧。
具体实施方式
下面结合附图和具体实施例,进一步阐明本实用新型。
实施例1:如图1~7所示,一种多功能的镗孔装置,包括夹持体1、芯轴2、锁止螺塞3、端盖4、刀套5、刀具6、调节螺塞7及调节底座8;所述夹持体1的上端为莫氏外圆锥101,下端为圆柱形的容置体102,容置体102的侧部至少设有一个滑套103,滑套103内设有第一通孔,所述莫氏外圆锥101下端设有与容置体102内腔贯通的第一盲孔,第一盲孔内设有长压缩弹簧9;所述芯轴2包括上下两段,长压缩弹簧9的下端抵接于芯轴上段201的顶端,所述容置体102的底部设有第二通孔,端盖4通过六角头螺栓固定连接于第二通孔的下口处,且端盖4底端设有第三通孔,芯轴上段201与第二通孔及端盖4内壁滑动配合,所述芯轴下段202与第三通孔内滑动配合,且芯轴下段202与端盖4之间设有导向机构A,所述调节螺塞7转动连接于芯轴下段202的底端,调节底座8内螺纹与调节螺塞7外螺纹配合;所述刀套5呈台阶状,刀具6可拆卸的连接于刀套5;所述锁止螺塞3与滑套103顶端螺纹配合,锁止螺塞3上设有第四通孔,刀套5的尾端外圆柱于第一通孔内滑动配合,且刀套5的尾端与锁止螺塞3之间设有短压缩弹簧16,短压缩弹簧16外轮廓与第一通孔内滑动配合,刀套5首端外圆柱与第四通孔内滑动配合,所述刀套5尾端的端面上部设有球形触头10,球形触头10与芯轴上段201的仿形面203接触,且刀套5与滑套103之间设有导向机构B;所述第一盲孔呈台阶状,上端小孔与长压缩弹簧9滑动配合,下端大孔与芯轴上段201滑动配合;所述芯轴上段201的顶端固定连接有上短轴204,上短轴204外圆柱与长压缩弹簧9的内孔过度配合;所述芯轴下段202的底端固定连接有下短轴205,下短轴205外圆柱与推力球轴承11内孔过盈配合,调节螺塞7的上端设有第二盲孔,且第二盲孔与推力球轴承11的下挡圈外圆过盈配合;所述导向机构A包括内六角长圆柱端紧定螺钉12及导向槽206;所述导向槽206设于芯轴下段202的外壁上,端盖4的第三通孔处设有横向的螺纹通孔,内六角长圆柱端紧定螺钉12与该螺纹通孔螺纹配合,且内六角长圆柱端紧定螺钉12的圆柱与导向槽206内滑动配合;所述刀套5的首端设有方形的第三盲孔,刀具6与第三盲孔的内壁间隙配合,刀套5两端外圆上表面分别设有竖向的螺纹通孔,内六角压紧螺栓13将刀具6锁定于第三盲孔中,且内六角压紧螺栓13位于滑套103外侧;所述导向机构B包括导向孔1031与内六角锥端调节螺栓14,长腰型的导向孔1031设于滑套103上端,内六角锥端调节螺栓14与刀套5尾端的螺纹通孔螺纹配合,且内六角锥端调节螺栓14与导向孔1031内滑动配合;所述锁止螺塞3呈台阶状,锁止螺塞3的小圆柱体与短压缩弹簧16内孔过度配合;所述芯轴上段201的仿形面203为凸弧面、凹弧面或锥面等;所述滑套103为左右对称设置的两个,且夹持体1整体呈T字形。
实施例2:本实施例为实施例1的进一步改进,主要改进之处在于,实施例1在使用时,无法实现刀具6伸出长度的微调;而在本实施例中,可以避免上述缺陷,具体地说:
所述第三盲孔内设有用于调整刀具6伸出长度的调节杆15,所述调节杆15为圆柱状且与第三盲孔滑动配合,调节杆15的一端与刀具6尾端接触,调节杆15另一端设有倒角,且该倒角和内六角锥端调节螺栓14的锥面接触;本实施例在使用时,第三盲孔内设有用于调整刀具6伸出长度的调节杆15,利用内六角锥端调节螺栓14下压长度调节杆15倒角的作用下,可以微调刀具6伸出长度,从而保证孔的尺寸精度。
除此之外,本实施例与实施例1完全相同,此处不作赘述。
本实用新型的具体工作原理如下:
加工前,根据孔的形状选择相应的芯轴2,按照图1装配好该装置,根据孔的大小选择合适的刀具6和长度调节杆15,两把刀具6刀尖高度相差1~3mm、伸出长度相差1mm左右,保证长刀具6伸出的长度所加工孔的尺寸为孔的最终尺寸,这样可以保证内孔粗精加工一次完成,如果孔的精度要求高,可以先稍微松开刀具6压紧螺栓,拧紧内六角锥端调节螺栓14,依靠它的下端锥面和调节杆15倒角的接触,在锥体下压调节杆15倒角的作用下,可以微调刀具6伸出长度,从而保证孔的尺寸精度。
加工时,首先找正孔圆心和主轴轴线同轴线,然后调整机床主轴和调节底座8,使刀具6刀尖高度略高于孔的上平面,同时保证调节底座8的底面与机床工作台的台面接触,最后让主轴向下自动走刀,在长压缩弹簧9和内六角长圆柱端紧定螺钉12导向的作用下,芯轴2上下保持不动的同时夹持体1带动刀具6从上向下旋转运动,在短压缩弹簧16和内六角锥端调节螺栓14导向的作用下,刀套5尾端端面上的球形触头10始终和芯轴2的仿形面203接触,从而实现刀具的刀尖按照仿形面203的轮廓运行,最终完成成型面的加工。
上述实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所做的等效变换或修饰,都应涵盖在本实用新型的保护范围之内。
Claims (10)
1.一种多功能的镗孔装置,其特征在于:包括夹持体(1)、芯轴(2)、锁止螺塞(3)、端盖(4)、刀套(5)、刀具(6)、调节螺塞(7)及调节底座(8);
所述夹持体(1)的上端为莫氏外圆锥(101),下端为圆柱形的容置体(102),容置体(102)的侧部至少设有一个滑套(103),滑套(103)内设有第一通孔,所述莫氏外圆锥(101)下端设有与容置体(102)内腔贯通的第一盲孔,第一盲孔内设有长压缩弹簧(9);
所述芯轴(2)包括上下两段,长压缩弹簧(9)的下端抵接于芯轴上段(201)的顶端,所述容置体(102)的底部设有第二通孔,端盖(4)连接于第二通孔的下口处,且端盖(4)底端设有第三通孔,芯轴上段(201)与第二通孔及端盖(4)内壁滑动配合,所述芯轴下段(202)与第三通孔内滑动配合,且芯轴下段(202)与端盖(4)之间设有导向机构A,所述调节螺塞(7)转动连接于芯轴下段(202)的底端,调节底座(8)内螺纹与调节螺塞(7)外螺纹配合;
所述刀套(5)呈台阶状,刀具(6)可拆卸的连接于刀套(5);所述锁止螺塞(3)外螺纹与滑套(103)顶端内螺纹配合,锁止螺塞(3)上设有第四通孔,刀套(5)的尾端外圆柱与第一通孔内滑动配合,且刀套(5)的尾端与锁止螺塞(3)之间设有短压缩弹簧(16),短压缩弹簧(16)外轮廓于第一通孔内滑动配合,刀套(5)首端外圆柱与第四通孔内滑动配合,所述刀套(5)尾端的端面上部设有球形触头(10),球形触头(10)与芯轴上段(201)的仿形面(203)接触,且刀套(5)与滑套(103)之间设有导向机构B。
2.如权利要求1所述的一种多功能的镗孔装置,其特征在于:所述第一盲孔呈台阶状,上端小孔与长压缩弹簧(9)外轮廓滑动配合,下端大孔与芯轴上段(201)滑动配合;所述芯轴上段(201)的顶端固定连接有上短轴(204),上短轴(204)外圆柱与长压缩弹簧(9)的内孔过度配合。
3.如权利要求2所述的一种多功能的镗孔装置,其特征在于:所述芯轴下段(202)的底端固定连接有下短轴(205),下短轴(205)外圆柱与推力球轴承(11)内孔过盈配合,调节螺塞(7)的上端设有第二盲孔,且第二盲孔与推力球轴承(11)的下挡圈外圆过盈配合。
4.如权利要求3所述的一种多功能的镗孔装置,其特征在于:所述导向机构A包括内六角长圆柱端紧定螺钉(12)及导向槽(206);所述导向槽(206)设于芯轴下段(202)的外壁上,端盖(4)的第三通孔处设有横向的螺纹通孔,内六角长圆柱端紧定螺钉(12)与该螺纹通孔螺纹配合,且内六角长圆柱端紧定螺钉(12)的圆柱与导向槽(206)内滑动配合。
5.如权利要求1所述的一种多功能的镗孔装置,其特征在于:所述刀套(5)的首端设有方形的第三盲孔,刀具(6)与第三盲孔的内壁间隙配合,刀套(5)两端外圆上表面分别设有竖向的螺纹通孔,内六角压紧螺栓(13)将刀具(6)锁定于第三盲孔中,且内六角压紧螺栓(13)位于滑套(103)外侧。
6.如权利要求5所述的一种多功能的镗孔装置,其特征在于:所述导向机构B包括导向孔(1031)与内六角锥端调节螺栓(14),长腰型的导向孔(1031)设于滑套(103)上端,内六角锥端调节螺栓(14)与刀套(5)尾端的螺纹通孔螺纹配合,且内六角锥端调节螺栓(14)与导向孔(1031)内滑动配合。
7.如权利要求6所述的一种多功能的镗孔装置,其特征在于:所述锁止螺塞(3)呈台阶状,锁止螺塞(3)的小圆柱体与短压缩弹簧(16)内孔过度配合。
8.如权利要求1所述的一种多功能的镗孔装置,其特征在于:所述芯轴上段(201)的仿形面(203)为凸弧面、凹弧面或锥面。
9.如权利要求5-7中任一项所述的一种多功能的镗孔装置,其特征在于:所述滑套(103)为左右对称设置的两个,且夹持体(1)整体呈T字形。
10.如权利要求9所述的一种多功能的镗孔装置,其特征在于:所述第三盲孔内设有用于调整刀具(6)伸出长度的调节杆(15),所述调节杆(15)为圆柱状且与第三盲孔滑动配合,调节杆(15)的一端与刀具(6)尾端接触,调节杆(15)另一端设有倒角,且该倒角和内六角锥端调节螺栓(14)的锥面接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021166531.5U CN212264576U (zh) | 2020-06-22 | 2020-06-22 | 一种多功能的镗孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021166531.5U CN212264576U (zh) | 2020-06-22 | 2020-06-22 | 一种多功能的镗孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212264576U true CN212264576U (zh) | 2021-01-01 |
Family
ID=73881347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021166531.5U Active CN212264576U (zh) | 2020-06-22 | 2020-06-22 | 一种多功能的镗孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212264576U (zh) |
-
2020
- 2020-06-22 CN CN202021166531.5U patent/CN212264576U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111842962A (zh) | 一种用于镗削异形孔的刀具夹持装置 | |
| CN212264576U (zh) | 一种多功能的镗孔装置 | |
| CN207522050U (zh) | 一种钛合金组合体深锥孔加工工具 | |
| CN217166545U (zh) | 一种车铣两用可变径内撑工装 | |
| CN214023525U (zh) | 一种长度可调式顶尖 | |
| CN106808169A (zh) | 一种连杆的机加工工艺及钻铰工装方法 | |
| CN212191286U (zh) | 一种用于工件内部曲面加工的偏心刀具 | |
| CN210757106U (zh) | 深孔型腔短槽珩磨刀具 | |
| CN113523433A (zh) | 一种铣铰刀 | |
| CN207267165U (zh) | 一种台阶孔定位夹紧工装 | |
| CN212946561U (zh) | 一种一体式锁紧刀柄 | |
| CN216912175U (zh) | 一种在外圆面钻斜孔的定位工装 | |
| CN208033688U (zh) | 一种微调精密镗头 | |
| CN215356237U (zh) | 一种贯通孔粗精镗一体式镗刀 | |
| CN216421103U (zh) | 一种多功能镗刀 | |
| CN211939234U (zh) | 一种内置式跟刀架 | |
| CN220347276U (zh) | 一种切削刀具锁牙结构 | |
| CN214023848U (zh) | 一种多功能的椎管铰刀 | |
| CN212665537U (zh) | 一种车床用工件定位装置 | |
| CN218799164U (zh) | 一种车削螺钉杆部用定位装置 | |
| CN221871056U (zh) | 一种新型夹头刀柄 | |
| CN213002682U (zh) | 一种环槽刀具 | |
| CN212945615U (zh) | 一种锥度球头刀 | |
| CN216707109U (zh) | 螺纹深孔底锥面研磨工具 | |
| CN214185266U (zh) | 新型可调刀架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |