CN211843219U - 一种fdm型3d打印机的打印头 - Google Patents
一种fdm型3d打印机的打印头 Download PDFInfo
- Publication number
- CN211843219U CN211843219U CN201921754160.XU CN201921754160U CN211843219U CN 211843219 U CN211843219 U CN 211843219U CN 201921754160 U CN201921754160 U CN 201921754160U CN 211843219 U CN211843219 U CN 211843219U
- Authority
- CN
- China
- Prior art keywords
- heat
- nozzle
- pinch roller
- heat source
- printer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Abstract
本实用新型公开了一种FDM型3D打印机的打印头,包括进料机构以及位于进料机构下方的挤出机构,挤出机构包括散热装置、喷嘴、热源、以及与热源接触导热的加热件,散热装置上设有第一通孔道,加热件上具有第二通孔道,所述FDM型3D打印机的挤出机构还包括一隔热块,隔热块上设有第三通孔道,隔热块设于散热装置和加热件间,本实用新型,一方面,加热件的第二通孔道内的料丝受热过程中,中间热传导介质数量少,整个传导过程中热量损耗少,加热件的第二通孔道内料丝吸热率高;另一方面,对于以固态形态进入加热件的第二通孔道内的料丝,可直接加大热源产生的热量,使料丝熔融挤出速度快。
Description
技术领域
本实用新型涉及3D打印设备领域,特别是一种FDM型3D打印机的打印头。
背景技术
区别于传统模具成型技术,3D打印技术是一种以数字模型文件为基础,按照程序将成型材料逐层堆叠成物体的快速成型技术。熔融沉积成型技术(FDM 技术)作为3D打印技术的一种,主要是通过FDM型3D打印机打印头的挤出机构将送料机构送来的热塑性丝状材料(以下统称为料丝)高温熔融并挤出,挤出的熔融状材料失温凝固粘结成固态,在逐层堆叠后,最终形成一个具有稳定形状的实物,其具有可成型材料多样、成型的实物强度高等优点,成型的实物可直接充当产品出售,缺点是打印速度较慢,无法应用于大规模、大批量生产中。
FDM型3D打印机的打印头,作为打印机的关键部件之一,决定着打印速度。现有FDM型3D打印机的打印头,包括进料机构和挤出机构,其中,进料机构包括驱动轮以及与驱动轮配合进料的压紧轮,如中国专利申请号 201810841882.2公开的专利文件中所述,挤出机构则大都如中国专利申请号 201510179258.7公开的专利文件中所述,包括其内设有热源的加热块,加热块上开设有通孔,通孔内同轴设置有轴向连接导通的喉管和喷嘴。工作时,料丝穿过并夹持于进料机构的驱动轮和压紧轮间,驱动轮旋转,驱动轮与料丝间的摩擦力使料丝前进,前进的将料丝送至挤出机构,料丝到达挤出机构后,由挤出机构的喉管依次进入喷嘴,加热块内的热源产生的热量,由热源依次传导至加热块、喉管/喷嘴以及喉管和喷嘴内的料丝,使料丝在喉管和喷嘴内受热熔融,熔融后的料丝由喷嘴挤压出。该FDM型3D打印机的打印头,一方面,挤出机料中喉管受热后,热量沿其轴向向上传递,进入喉管的料丝于较大的一下行行程中,逐渐受热,由最初的固态先变成黏糊状态,黏糊状态的料丝粘性大,下行速度慢,且相比固态,其受热后膨胀,体积变大,下行速度慢且体积变大的黏糊状态的料丝于喉管内易造成堵塞,影响打印;另一方面,料丝于挤出机构喉管内受热后,通常由固态变成黏糊状态,进入喷嘴后,要求料丝继续受热,由黏糊状态变成熔融状态挤出,然而,由于热量由热源传导至喷嘴内的料丝上,期间中间传递介质过多,根据接触热阻的定义,热传导途径中接触界面数量越多则热量损耗越大,可知,热量由热源传导至喷嘴内的料丝上的过程中损耗较大,相对应地,喷嘴内的料丝所吸收的热量则较少,加上喷嘴长度又通常较短,只有10mm-15mm,料丝于喷嘴内行程短、吸热又少,完全熔融挤出所需的时间较长,也即挤出速度较慢,如孔径为0.4mm的喷嘴,料丝硬度一般,且供料充足的情况下,其一般挤出速率在50mm/s左右,其仅适用于低速打印,而无法进行高速打印。
发明内容
本实用新型的目的一在于提供一种FDM型3D打印机的打印头。
一种FDM型3D打印机的打印头,包括进料机构以及位于进料机构下方的挤出机构,进料机构包括由第一驱动电机驱动可转动安装于打印头机架上的驱动轮、以及与驱动轮配合进料的压紧轮,挤出机构包括散热装置、喷嘴、热源、以及与热源接触导热的加热件,散热装置上设有第一通孔道,散热装置用以对进入第一通孔道内的料丝进行散热,加热件上具有第二通孔道,所述挤出机构还包括一隔热块,隔热块上设有第三通孔道,隔热块设于散热装置和加热件间,按使用状态下各结构件的位置,散热装置的第一通孔道、隔热块的第三通孔道、加热件的第二通孔道以及喷嘴由上到下依次轴向连通,工作时,料丝穿过并夹持于进料机构的驱动轮和压紧轮间,压紧轮在第一驱动电机的驱动下转动并带动料丝前进,前进到达挤出机构的料丝由散热装置的第一通孔道进,下行经过隔热块的第三通孔道后,进入加热件的第二通孔道,料丝在与热源直接导热的加热件的第二通孔道内受热完全熔融后,流入加热件下方的喷嘴,由与第二通孔道连通的喷嘴挤出。
进一步地,热源均匀分布于加热件的周围。本实用新型的挤出机构中,热源可均匀分布,也可不均匀分布,相比挤出机构的热源不均匀分布的结构,本实用新型该设置,经过加热件的第二通孔道和喷嘴的料丝周向受热相对较均匀,无论是低速打印中,还是高速打印中,料丝周向都不会出现大的温差,其较利于料丝的熔融。
进一步地,热源长度方向与加热件的第二通孔道的轴向平行。热源长度方向可与加热件的第二通孔道的轴向平行,也可垂直,由于平行结构下,热源与经过加热件的第二通孔道和喷嘴的料丝于轴向上距离均较近,导热面更大,热源产生的热量可更多的传导给料丝,用于料丝的熔融,其大大提高了热源的热能利用率。
进一步地,散热装置包括其上具有散热翅片的本体以及对本体进行散热的降温机构,降温机构为冷却风管、散热风扇中的任一个。散热装置可仅为具有散热翅片的本体,本实用新型,通过散热装置包括其上具有散热翅片的本体以及对本体进行散热的降温机构,降温机构为冷却风管、散热风扇中的任一个,使具有散热翅片的本体降温速度更快,散热效果更好。
进一步地,进料机构还包括压紧轮移动机构,所述压紧轮移动机构包括压紧轮安装座、直线移动机构、以及两端分别与压紧轮安装座、直线移动机构连接的弹簧,压紧轮可转动安装于压紧轮安装座上,压紧轮安装座活动安装于打印头机架上,直线移动机构设于打印头机架上,直线移动机构在一动力机构的驱动下施加新增作用力于弹簧,并依次传递该新增作用力于压紧轮安装座、压紧轮,使压紧轮与驱动轮对其间穿过的料丝的夹持力得以调节。本实用新型FDM型3D 打印机的打印头,其进料机构可以是如中国专利申请号201810841882.2公开的专利文件中所述的结构,也可以是无弹簧的固定结构,本实用新型通过使进料机构包括压紧轮移动机构,压紧轮移动机构的弹簧的一端连接直线移动机构,直线移动机构在一动力机构的驱动下施加新增作用力于弹簧,并依次传递该新增作用力于压紧轮安装座、压紧轮,使压紧轮与驱动轮对其间穿过的料丝的夹持力得以调节,而非固定不变,以适应各种工况的加工,特别是采用不同材料的料丝时,或高速打印中,其甚至还可使压紧轮直接远离或靠近驱动轮,以便可在压紧轮与驱动轮完全分开的状态下,将料丝穿过压紧轮与驱动轮间以进行装丝,装丝操作更简单,且停机后,可使压紧轮与驱动轮完全分开,压紧轮与驱动轮对其间穿过的料丝无夹持力,而避免料丝夹持于压紧轮与驱动轮间,料丝及打印机受损。
进一步地,一驱动轮和一压紧轮为一组,本实用新型所述FDM型3D打印机的打印头具有两组相同的驱动轮和压紧轮,两组的压紧轮均可转动安装于压紧轮安装座上,两组驱动轮和压紧轮的进丝路径在同一直线上。本实用新型,驱动轮和压紧轮的数量可以为一组、两组或若干组,由于在直线移动机构的作用下,压紧轮与驱动轮对其间穿过的料丝的夹持力可调,且可调节范围较大,在使驱动轮和压紧轮的数量为两组时,直线移动机构作用,可使每组压紧轮与驱动轮对其间穿过的料丝的夹持力均足够大,相比现有驱动轮和压紧轮对其间穿过的料丝的夹持力恒定不变且不够大的结构,其通过增加驱动轮和压紧轮的组数,可实质性地增大料丝与驱动轮间的摩擦力,进而以便适应高速打印要求。
进一步地,第一驱动电机为带编码器的直流电机或交流电机。驱动驱动轮转动的第一驱动电机可以为步进电机,也可为带编码器的直流电机或交流电机,因直流电机或交流电机具有高速运转下扭矩平缓衰弱的特性,即高速下直流电机或交流电机仍具有相对较大的扭矩,这使得由第一驱动电机驱动转动的驱动轮在高速转运下,仍能保证由其带动向前的料丝的出丝量,从而满足高速打印下对料丝的出丝速度、出丝量的要求。
进一步地,压紧轮安装座滑动安装或摆动安装于打印头机架上。本实用新型,可在打印头机架上设置滑道,压紧轮安装座安装于打印头机架的滑道上,也可在压紧轮安装座上设置滑道,如直线孔道,在用两个定位销穿过压紧轮安装座的直线孔道,定位销与打印头机架固定,实现压紧轮安装座与打印头机架的滑动安装;或本实用新型在压紧轮安装座上开设一通孔,压紧轮安装座的该通孔穿过一固定于打印头机架上的固定销上,压紧轮安装座可绕固定销摆动设置,实现压紧轮安装座与打印头机架的摆动安装。
进一步地,驱动直线移动机构的动力机构为驱动电机。本实用新型,驱动直线移动机构的动力机构可以是操作人员,也可以是驱动电机,为实现操作的省时省力,高效准确,较佳地,驱动直线移动机构的动力机构为驱动电机。
本实用新型FDM型3D打印机的打印头,工作时,料丝穿过并夹持于进料机构的驱动轮和压紧轮间,驱动轮在第一驱动电机的驱动下转动并带动料丝前进,将料丝送至挤出机构,到达挤出机构的料丝由散热装置的第一通孔道进,下行经过隔热块的第三通孔道后,进入加热件的第二通孔道,料丝在与热源直接导热的加热件的第二通孔道内受热完全熔融后,流入加热件下方的喷嘴,由与第二通孔道连通的喷嘴挤出。该FDM型3D打印机的打印头,通过在挤出机构的散热装置和加热件间设置隔热块,使隔热块对加热件和散热装置间的热量传导进行隔离,避免加热件上的热量传导到散热装置上,相比散热装置的第一通孔道内由其下方具有热量传导来的料丝,散热装置的温度更低,温度更低的散热装置不会将热量传递给其第一通孔道内的料丝,相反第一通孔道内的料丝会将其上热量传导给散热装置,通过散热装置将热量散发出去,从而对第一通孔道内的料丝进行降温,以便第一通孔道内的料丝不会因受热呈黏糊状态,其减小了料丝呈黏糊状态的行程,料丝整个熔融进程更可靠,不必顾虑和担心在散热装置的第一通孔道内进入黏糊状态而膨胀堵塞,相应地,第一通孔道内的料丝则始终可保持固态,以固态的形态进入加热件的第二通孔道内。固态料丝进入加热件的第二通孔道后,一方面,由于加热件的第二通孔道内的料丝受热过程中,热源产生的热量经过一个加热件的中间热传导介质的传导后,即传导至加热件的第二通孔道内的料丝上,中间热传导介质数量少,整个传导过程中热量损耗少,加热件的第二通孔道内料丝吸热率高;另一方面,对于以固态形态进入加热件的第二通孔道内的料丝,因隔热块的隔离作用,加热件上的热量不会传导给散热装置,因此,可直接加大热源产生的热量,间接加大传导至第二通孔道内料丝上的热量,使吸热率高的料丝吸收的热量大,料丝熔融挤出速度快,可用于打印速度更高的3D打印中。
本实用新型的目的二在于提供一种FDM型3D打印机的控制系统。
一种FDM型3D打印机的控制系统,应用于本实用新型FDM型3D打印机的打印头和用以驱动打印头沿XYZ轴三轴移动的三轴移动机构上,包括热源温度传感器、喷嘴温度传感器和控制器,所述热源温度传感器和喷嘴温度传感器均与控制器通讯连接,控制器还分别与三轴移动机构、进料机构的第一驱动电机、挤出机构的热源通讯连接,其中,热源温度传感器用于实时感应挤出机构的热源的温度,并将感应到的热源的温度信号传送给控制器;
喷嘴温度传感器用于实时感应挤出机构的喷嘴的温度,并将感应到的挤出机构的喷嘴的温度信号传送给控制器;
控制器用于接收热源温度传感发送来的热源的温度信号和喷嘴温度传感器发送来的喷嘴的温度信号;及,根据喷嘴温度传感器发送来的喷嘴的温度信号,判断喷嘴温度传感器发送来的喷嘴的温度信号是否在预设的喷嘴的温度值的允许范围内,如果喷嘴温度传感器发送来的喷嘴的温度信号高出预设的喷嘴的温度值的允许范围,发送控制信号给挤出机构的热源,使热源减小产热,同时控制进料机构的第一驱动电机和三轴移动机构按各自预设的运行速度值同步运行,如果喷嘴温度传感器发送来的喷嘴的温度信号低于预设的喷嘴的温度值的允许范围,发送各控制信号给进料机构的第一驱动电机、三轴移动机构和挤出机构的热源,使进料机构的第一驱动电机和三轴移动机构同步减速,同时,使热源产生更大的热量,如果喷嘴温度传感器发送来的喷嘴的温度信号在预设的喷嘴的温度值的允许范围内,控制热源按当前产热量进行产热,控制进料机构的第一驱动电机和三轴移动机构按各自预设的运行速度值同步运行;及,根据热源和喷嘴的温度差,计算料丝的吸热性能参数,并将料丝的吸热性能参数输送至显示设备显示。
本实用新型FDM型3D打印机的控制系统,通过喷嘴温度传感器实时感应挤出机构的喷嘴的温度,并将感应到的喷嘴的温度送给控制器,控制器根据喷嘴温度传感器送来的实真的准确的喷嘴的温度信号,一方面,实时调整热源产生的热量,使喷嘴的温度恒定在预设的喷嘴的温度值的允许范围内,另一方面,实时调整进料机构的第一驱动电机和三轴移动机构的运行速度,特别是喷嘴温度传感器发送来的喷嘴的温度信号低于预设的喷嘴的温度值的允许范围时,发送各控制信号给进料机构的第一驱动电机和三轴移动机构,使进料机构的第一驱动电机和三轴移动机构按较小的速度值同步运行,进而以便料丝于挤出机构内具有较长的熔融时间,料丝充分熔融后挤出,其有效避免了料丝处于未完全熔融状态而挤出时产生的阻力,对料丝、打印机及打印物体造成的伤害。且,通过热源温度传感器的设置,实时感应挤出机构的热源的温度,并将感应到的挤出机构的热源的温度信号发送给控制器,控制器根据热源温度传感器发送来的挤出机构的热源的温度信号与喷嘴温度传感器发送来的喷嘴的温度信号间的差值,即热源和喷嘴间的温度差,判断计算料丝的吸热性能参数,并将料丝的吸热性能参数输送至显示设备显示,以便操作人员对料丝的吸热性能有所掌握,并根据掌握的料丝的吸热性能,对料丝预设的运行速度值及时调整,使料丝按较佳运行速度进行打印。
附图说明
图1是本实用新型FDM型3D打印机的打印头的第一种实施方式的立体结构示意图;
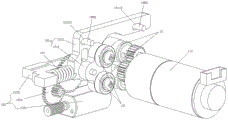
图2是图1不包括打印头机架的结构示意图;
图3是本实用新型FDM型3D打印机的打印头的第一种实施方式下进料机构的结构示意图;
图4是本实用新型FDM型3D打印机的打印头的第一种实施方式下挤出机构的轴向剖视结构示意图;
图5是本实用新型FDM型3D打印机的打印头的第二种实施方式的立体结构示意图;
图6是图5不包括打印头机架的结构示意图;
图7是本实用新型FDM型3D打印机的打印头的第二种实施方式下挤出机构的轴向剖视结构示意图;
图8是本实用新型FDM型3D打印机的打印头的进料机构的第二种实施方式的第一种视角角度下的立体结构示意图,图中进料机构为包括打印头机架;
图9是本实用新型FDM型3D打印机的打印头的进料机构的第二种实施方式的第二种视角角度下的立体结构示意图,图中进料机构为包括打印头机架;
图10是本实用新型FDM型3D打印机的打印头的进料机构的第三种实施方式的第一种视角角度下的立体结构示意图,图中进料机构不包括打印头机架;
图11是本实用新型FDM型3D打印机的打印头的进料机构的第三种实施方式的第二种视角角度下的立体结构示意图,图中进料机构不包括打印头机架和第一驱动电机;
图12是本实用新型FDM型3D打印机的打印头的进料机构的第三种实施方式的第三种视角角度下的立体结构示意图,图中进料机构不包括打印头机架和第一驱动电机;
图13是本实用新型FDM型3D打印机的控制系统的功能模块结构示意图。
具体实施方式
下面结合附图对本实用新型FDM型3D打印机的打印头的具体实施方式作详细的说明:
图1至图4示出了本实用新型FDM型3D打印机的打印头的第一种实施方式。如图1至图4所示,一种FDM型3D打印机的打印头,包括进料机构1以及位于进料机构1下方的挤出机构2,进料机构1包括由第一驱动电机111驱动可转动安装于打印头机架100上的驱动轮11、以及与驱动轮11配合进料的压紧轮12,挤出机构2包括散热装置21、喷嘴23、热源24、以及与热源24接触导热的加热件22,散热装置21上设有第一通孔道211,散热装置21用以对进入第一通孔道211内的料丝进行散热,加热件22上具有第二通孔道221,所述挤出机构2 还包括一隔热块25,隔热块25上设有第三通孔道251,隔热块25设于散热装置 21和加热件22间,按使用状态下各结构件的位置,散热装置21的第一通孔道 211、隔热块25的第三通孔道251、加热件22的第二通孔道221以及喷嘴23由上到下依次轴向连通,工作时,料丝穿过并夹持于进料机构1的驱动轮11和压紧轮12间,压紧轮12在第一驱动电机111的驱动下转动并带动料丝前进,前进到达挤出机构2的料丝由散热装置21的第一通孔道211进,下行经过隔热块25的第三通孔道251后,进入加热件22的第二通孔道221,料丝在与热源24直接导热的加热件22的第二通孔道221内受热完全熔融后,流入加热件22下方的喷嘴23,由与第二通孔道221连通的喷嘴23挤出。
本实用新型FDM型3D打印机的打印头的第一种实施方式中,具有两组相同的驱动轮11和压紧轮12,两组驱动轮11和压紧轮12的进丝路径在同一直线上。且进料机构1还包括压紧轮移动机构13,所述压紧轮移动机构13包括压紧轮安装座131、直线移动机构132、以及两端分别与压紧轮安装座131、直线移动机构132连接的弹簧133,其中,压紧轮安装座131包括基座1311和铰接安装于基座1311上的压紧轮安装块1312,两组驱动轮11和压紧轮12中的两压紧轮12均可转动安装于压紧轮安装块1312上,基座1311上开设有通孔13111,基座1311的通孔13111内穿设有固定于打印头机架100上的固定销1001,直线移动机构132包括安装于打印头机架100上由第二驱动电机1321驱动可转动的丝杆1322、以及套设于丝杆1322上与丝杆1322螺纹配合的第一移动块1323,弹簧133的两端分别与压紧轮安装座131的基座1311和直线移动机构132的第一移动块1323连接。且,第一驱动电机111为带编码器的直流电机或交流电机。
本实用新型FDM型3D打印机的打印头的第一种实施方式中,驱动直线移动机构132的动力机构为第二驱动电机1321,第二驱动电机1321驱动丝杆 1322转动,转动的丝杆1322带动第一移动块1323沿丝杆1322轴向移动,移动的第一移动块1323施加新增作用力于弹簧133,同时依次传递该新增作用力于基座1311、压紧轮安装块1312和压紧轮12,实现弹簧133的力度、压紧轮12 与驱动轮11对其间穿过的料丝的夹持力的调节。驱动电机1321驱动,丝杆1322、第一移动块1323的传动下,弹簧133甚至还可带动压紧轮安装座131的基座1311,使基座1311及其上的压紧轮安装块1312绕固定销1001摆动,进而使压紧轮安装块1312上的压紧轮12靠近或远离安装于机架100上的驱动轮11,实现压紧轮12与驱动轮11对其间穿过的料丝的夹持力、压紧轮12与驱动轮11间距的双重调节。
本实用新型FDM型3D打印机的打印头的第一种实施方式中,通过在基座1311上开设通孔13111,以及使基座1311的通孔13111内穿设固定于打印头机架100上的固定销1001,实现压紧轮安装座131的基座1311与打印头机架100 的摆动安装。基座1311及其上的压紧轮安装块1312绕固定销1001摆动后,为使压紧轮安装块1312上的两压紧轮12与两驱动轮11对其间料丝的夹持力相同,通过压紧轮安装座131包括基座1311和铰接安装于基座1311上的压紧轮安装块 1312,使安装两压紧轮12的压紧轮安装块1312可转动设置。
本实用新型FDM型3D打印机的打印头的第一种实施方式中,散热装置 21包括其上具有散热翅片2121的本体212以及对本体212进行散热的降温机构 213,降温机构213为冷却风管。
本实用新型FDM型3D打印机的打印头的第一种实施方式中,加热件22 为块状结构,热源24为包裹于加热件22外的环形电热元器件。且热源24的长度方向与加热件22的第二通孔道221的轴向平行。
图5和图7示出了本实用新型FDM型3D打印机的打印头的第二种实施方式。在本实用新型FDM型3D打印机的打印头的第二种实施方式中,加热件 22为块状结构,热源24为块状电热元器件,数量为两个,两个热源24均匀分布于加热件22的周围,散热装置21仅包括其上具有散热翅片2121的本体212。其他除打印头机架100的具体结构、散热装置21的本体212的具体结构不同外,均与实施例一相同,在本实用新型FDM型3D打印机的打印头的第二种实施方式中,具有第二通孔道221的加热件22设有两热源安装槽,两热源14安装于加热件22的两热源安装槽内。
本实用新型FDM型3D打印机的打印头,工作时,料丝依次穿过进料机构1的每组驱动轮11和压紧轮12间,第一驱动电机111驱动每个驱动轮11转动,带动料丝前进,将料丝送至挤出机构2,到达挤出机构2的料丝由散热装置 21的第一通孔道211进,下行经过隔热块25的第三通孔道251后,进入加热件22的第二通孔道221,料丝在与热源24直接导热的加热件22的第二通孔道221 内受热完全熔融后,流入加热件22下方的喷嘴23,由与第二通孔道221连通的喷嘴23挤出。
本实用新型FDM型3D打印机的打印头,通过在挤出机构2的散热装置 21和加热件22间设置隔热块25,使隔热块25对加热件22和散热装置21间的热量传导进行隔离,避免加热件22上的热量传导到散热装置21上,相比散热装置21的第一通孔道211内由其下方具有热量传导来的料丝,散热装置21的温度更低,温度更低的散热装置21不会将热量传递给其第一通孔道211内的料丝,相反第一通孔道211内的料丝会将其上热量传导给散热装置21,通过散热装置 21将热量散发出去,从而对第一通孔道211内的料丝进行降温,以便第一通孔道211内的料丝不会因受热呈黏糊状态,其减小了料丝呈黏糊状态的行程,料丝整个熔融进程更可靠,不必顾虑和担心在散热装置21的第一通孔道211内进入黏糊状态而膨胀堵塞,相应地,第一通孔道211内的料丝则始终可保持固态,以固态的形态进入加热件22的第二通孔道221内。固态料丝进入加热件22的第二通孔道221后,一方面,由于加热件22的第二通孔道221内的料丝受热过程中,热源24产生的热量经过一个加热件22的中间热传导介质的传导后,即传导至加热件22的第二通孔道221内的料丝上,中间热传导介质数量少,整个传导过程中热量损耗少,加热件22的第二通孔道221内料丝吸热率高;另一方面,对于以固态形态进入加热件22的第二通孔道221内的料丝,因隔热块25的隔离作用,加热件22上的热量不会传导给散热装置21,因此,可直接加大热源24产生的热量,间接加大传导至第二通孔道221内料丝上的热量,使吸热率高的料丝吸收的热量大,料丝熔融挤出速度快,可用于打印速度更高的3D打印中。
本实用新型FDM型3D打印机的打印头,可使加热件22的工作温度控制在300℃及以上,而不必顾虑散热装置21的第一通孔道211内的料丝进入半熔融黏糊状态,膨胀堵塞,其可进行的工作温度远高于传统3D打印机的250℃最高温度限制。
本实用新型FDM型3D打印机的打印头,热源24不仅可以为电热元器件,还可以为热气管。其中,热气管为通有热气的管道;电热元器件为各种通电后可大量发热的元器件。电热元器件按其结构分为单一电热元件和复合电热元件两大类,单一电热元件由一种材料组成,复合电热元件是由几种材料组成的;按其材质不同可分为金属电热元件和非金属电热元件两种,金属电热元件如镍铬丝 (Ni-Cr)、铁铬铝丝(Fe-Cr-Al)、镍铁丝(Ni-Fe)、镍铜丝(Ni-Cu))等,非金属电热元件有碳化硅、硅钼棒、PTC电热元件、电热涂料等;按其形状不同又可分为金属管状、石英管状、陶瓷管状、板状、方形、椭圆形、圆形、陶瓷包复状电热元件等;按制热原理,可分为直接制热装置和间接制热装置,以电流在电阻以及各种导电体内流动而直接产生热效应的元件、装置,为直接制热元件、装置,以电能产生其它能量,比方说微波辐射,运动摩擦,电荷击穿绝缘体等效应,从而间接产生热量的元件,装置,为间接制热元件、装置。
本实用新型FDM型3D打印机的打印头,图8和图9示出了不同于实施例一的第二种进料机构,其中,基座1311上开设有第一直线孔道13112,基座 1311的第一直线孔道13112内穿设有固定于打印头机架100上的第一定位销 1002,直线移动机构132包括安装于打印头机架100上由第二驱动电机1321驱动传动的第一齿轮组1324、以及与第一齿轮组1324传动连接的齿轮条1325,齿轮条1325可直线滑动安装于打印头机架100上,齿轮条1325的滑动路径与基座 1311的第一直线孔道13112平行,弹簧133的两端分别与压紧轮安装座131的基座1311和直线移动机构132的齿轮条1325连接。该进料机构的其他结构与实施例一的进料机构相同。图8和图9所示的进料机构,驱动直线移动机构132 的动力机构也为第二驱动电机1321,第二驱动电机1321驱动,依次传动第一齿轮组1324和齿轮条1325,使齿轮条1325沿平行于基座1311的第一直线孔道 13112的方向移动,移动的齿轮条1325施加新增作用力于弹簧133,同时依次传递该新增作用力于基座1311、压紧轮安装块1312和压紧轮12,实现弹簧133的力度、压紧轮12与驱动轮11对其间穿过的料丝的夹持力的调节。第二驱动电机1321驱动,第一齿轮组1324和齿轮条1325的传动下,弹簧133甚至还可带动压紧轮安装座131的基座1311,使基座1311及其上的压紧轮安装块1312沿平行于第一直线孔道13112的方向移动,进而使安装于压紧轮安装块1312上的压紧轮12靠近或远离安装于机架100上的驱动轮11,实现压紧轮12与驱动轮11 对其间穿过的料丝的夹持力、压紧轮12与驱动轮11间间距的双重调节。图8和图9所示的进料机构,通过在基座1311上开设第一直线孔道13112,以及使基座1311的第一直线孔道13112内穿设固定于打印头机架100上的第一定位销 1002,实现压紧轮安装座131的基座1311与打印头机架100的滑动安装。
本实用新型FDM型3D打印机的打印头,图10至图12示出了不同于实施例一的第三种进料机构,其中,压紧轮安装座131和弹簧133的数量均为两个,两压紧轮132分别可转动安装于两压紧轮安装座131上,每个压紧轮安装座131 上开设有第二直线孔道1310,压紧轮安装座131的第二直线孔道1310内穿设有固定于打印头机架100上的第二定位销1003,直线移动机构132包括安装于打印头机架100上由第二驱动电机1321驱动可转动的丝杆1322、以及套设于丝杆 1322上与丝杆1322螺纹配合的第二移动块1326,丝杆1322与第二直线孔道1310 平行,第二驱动电机1321与丝杆1322间通过第二齿轮组1327传动连接,两弹簧133一端分别与一压紧轮安装座131连接,两弹簧133的另一端均与第二移动块1326连接。该进料机构的其他结构与实施例一的进料机构相同。图10至图 12所示的进料机构,驱动直线移动机构132的动力机构也为第二驱动电机1321,第二驱动电机1321驱动,依次传动第二齿轮组1327和丝杆1322,使丝杆1322 转动,转动的丝杆1322带动第二移动块1326沿丝杆1322轴向移动,移动的第二移动块1326施加新增作用力于两弹簧133,同时依次传递该新增作用力于压紧轮安装座131和压紧轮12,改变两弹簧133的力度、以及两组压紧轮12与驱动轮11对其间穿过的料丝的夹持力。第二驱动电机1321驱动,第二齿轮组1327、丝杆1322和第二移动块1326的传动下,弹簧133甚至也可带动压紧轮安装座 131,使压紧轮安装座131上的压紧轮12靠近或远离安装于机架100上的驱动轮 11,实现压紧轮12与驱动轮11对其间穿过的料丝的夹持力、压紧轮12与驱动轮11间距的双重调节。本实用新型FDM型3D打印机的打印头,进料机构1可以是如中国专利申请号201810841882.2公开的专利文件中所述的结构,或是无弹簧的固定结构,较佳地,进料机构1还包括压紧轮移动机构13,所述压紧轮移动机构13包括压紧轮安装座131、直线移动机构132、以及两端分别与压紧轮安装座131、直线移动机构132连接的弹簧133,压紧轮12可转动安装于压紧轮安装座131上,压紧轮安装座131活动安装于打印头机架100上,直线移动机构 132设于打印头机架100上,直线移动机构132在一动力机构的驱动下施加新增作用力于弹簧133,并依次传递该新增作用力于压紧轮安装座131、压紧轮12,使压紧轮11与驱动轮12对其间穿过的料丝的夹持力得以调节。较佳方式下,压紧轮移动机构13的弹簧133的一端连接直线移动机构132,直线移动机构132 在一动力机构的驱动下施加新增作用力于弹簧133,并依次传递该新增作用力于压紧轮安装座131、压紧轮12,使压紧轮11与驱动轮12对其间穿过的料丝的夹持力得以调节,而非固定不变。由于弹簧133的力度、驱动轮11和压紧轮12对其间穿过的料丝的夹持力可调,且可调范围较大,上限远远大大现在结构所能提供的作用力值,因此,在进行高速打印时,对于一些韧性好的不易折断的料丝,可加大驱动轮11和压紧轮12对其间穿过的料丝的夹持力,确保驱动轮11高速旋转以高速打印过程中,可增大驱动轮11与料丝间的摩擦,实现料丝的高速驱动,而不会打滑,稳定进料;及,由于驱动轮11和压紧轮12对其间穿过的料丝的夹持力可调,使得打印机还可适应各种不同材料的料丝的打印,同时,在直线移动机构132的驱动,甚至可使压紧轮12直接远离或靠近驱动轮11,以便可在压紧轮12与驱动轮11完全分开的状态下,将料丝穿过压紧轮12与驱动轮11间以进行装丝,装丝操作更简单,且停机后,可使压紧轮12与驱动轮11完全分开,压紧轮12与驱动轮11对其间穿过的料丝无夹持力,而避免料丝夹持于压紧轮 12与驱动轮11间,料丝及打印机受损;及,结合控制器,可在不停机时实现压紧轮12与驱动轮11对其间穿过的料丝的夹持力的实时调节,且调节过程中无需使用任何螺丝刀等辅助工具。
本实用新型FDM型3D打印机的打印头的较佳方式下,进料机构1的弹簧133两端与压紧轮安装座131、直线移动机构132的连接,可以是固定连接,也可以是无固定的抵触连接。
本实用新型FDM型3D打印机的进料机构的较佳方式下,压紧轮12可通过轴承实现在压紧轮安装座131上的可转动安装,也可直接将轴承用作压紧轮 12,可转动安装于压紧轮安装座131上。
本实用新型FDM型3D打印机的打印头,驱动轮11和压紧轮12的数量可以为一组、两组或若干组。然而,相比一组的驱动轮11和压紧轮12,由于在直线移动机构132的作用下,压紧轮12与驱动轮11对其间穿过的料丝的夹持力可调,且可调节范围较大,因此,在使驱动轮11和压紧轮12的数量为两组时,通过直线移动机构132的调节,可使每组压紧轮12与驱动轮11对其间穿过的料丝的夹持力均足够大,相比现有驱动轮11和压紧轮12对其间穿过的料丝的夹持力恒定不变且不够大的结构,其通过增加驱动轮11和压紧轮12的组数,可实质性地增大料丝与驱动轮12间的摩擦力,进而以便适应高速打印要求。
本实用新型FDM型3D打印机的打印头,进料机构1的第一驱动电机111 与所有驱动轮11间可通过齿轮联动机构传动,还可以通过同步皮带联动机构传动。
本实用新型FDM型3D打印机的打印头,驱动驱动轮11转动的第一驱动电机111可以为步进电机,也可为带编码器的直流电机或交流电机,然而,相比步进电机,直流电机或交流电机具有高速运转下扭矩平缓衰弱的特性,即高速下直流电机或交流电机仍具有相对较大的扭矩,这使得由第一驱动电机111驱动转动的驱动轮11在高速转运下,仍能保证由其带动向前的料丝的出丝量,从而满足高速打印下对料丝的出丝速度、出丝量的要求。
本实用新型FDM型3D打印机的打印头,驱动驱动轮11转动的第一驱动电机111为带编码器的直流电机或交流电机时,第一驱动电机111所带的编码器作为执行反馈元件,可以是红外光栅盘编码器、激光光栅盘编码器、霍尔传感器等。
本实用新型FDM型3D打印机的打印头,驱动直线移动机构132的动力机构可以是操作人员,也可以是驱动电机,如在图8和图9所示的进料机构中的第一齿轮组1324上安装旋转手轮,通过操作人员人为旋转旋转手轮,驱动直线移动机构132,第一齿轮组1324上安装旋转手轮,人为驱动直线移动机构132,属常规技术手段,关于旋转手轮的具体安装结构也为常规技术,本实用新型不再进行详细阐述;驱动直线移动机构132的动力机构也可以是驱动电机,如第二驱动电机1321,为实现操作的省时省力,高效准确,较佳地,驱动直线移动机构 132的动力机构为驱动电机。当然,在同一直线移动机构132中还可同时设置旋转手轮和第二驱动电机1321,以适应不同应用场合。
本实用新型FDM型3D打印机的打印头,散热装置21可以仅包括具有散热翅片2121的本体212,较佳地,散热装置21包括其上具有散热翅片2121的本体212以及对本体212进行散热的降温机构213,其中,降温机构213可以为具有气流接入的冷却风管或散热风扇。该较佳方式下,降温机构213可使具有散热翅片2121的本体212降温速度更快,散热效果更好。
本实用新型FDM型3D打印机的打印头,热源24可不均匀分布于加热件 22的周围,较佳地,热源24均匀分布于加热件22的周围。该较佳方式下,经过加热件22的第二通孔道221和喷嘴23的料丝周向受热相对较均匀,无论是低速打印中,还是高速打印中,料丝周向都不会出现大的温差,其较利于料丝的熔融。
本实用新型FDM型3D打印机的打印头,热源24的长度方向与加热件 22的第二通孔道221的轴向可平行或不平行如垂直,较佳地,热源24的长度方向与加热件22的第二通孔道221的轴向平行。该较佳方式下,热源24与经过加热件22的第二通孔道221和喷嘴23的料丝于轴向上距离均较近,导热面更大,热源24产生的热量可更多的传导给料丝,用于料丝的熔融,其大大提高了热源 24的热能利用率。
本实用新型FDM型3D打印机的打印头,还可在散热装置21底面及安装加热件22的打印头机架100上表面设置隔热块25的定位槽,安装时,隔热块 25位于散热装置21底面及安装加热件22的机架上表面的定位槽内,通过定位槽的设置,可快速使隔热块25上的第三通孔道251与散热装置21的第一通孔道 211、加热件22的第二通孔道221对位准确,高度同轴。
本实用新型还提供了一种FDM型3D打印机的控制系统。
如图13所示,一种FDM型3D打印机的控制系统,应用于本实用新型 FDM型3D打印机的打印头和用以驱动打印头沿XYZ轴三轴移动的三轴移动机构10上,包括热源温度传感器31、喷嘴温度传感器32和控制器33,所述热源温度传感器31和喷嘴温度传感器32均与控制器33通讯连接,控制器33还分别与三轴移动机构10、进料机构1的第一驱动电机111、挤出机构2的热源24通讯连接,其中,热源温度传感器31用于实时感应挤出机构2的热源24的温度,并将感应到的热源24的温度信号传送给控制器33;
喷嘴温度传感器32用于实时感应挤出机构2的喷嘴23的温度,并将感应到的挤出机构2的喷嘴23的温度信号传送给控制器33;
控制器33用于接收热源温度传感器31发送来的热源24的温度信号和喷嘴温度传感器32发送来的喷嘴23的温度信号;及,根据喷嘴温度传感器32发送来的喷嘴23的温度信号,判断喷嘴温度传感器32发送来的喷嘴23的温度信号是否在预设的喷嘴的温度值的允许范围内,如果喷嘴温度传感器32发送来的喷嘴23 的温度信号高出预设的喷嘴的温度值的允许范围,发送控制信号给挤出机构的热源24,使热源24减小产热,同时控制进料机构1的第一驱动电机111和三轴移动机构10按各自预设的运行速度值同步运行,如果喷嘴温度传感器32发送来的喷嘴23的温度信号低于预设的喷嘴的温度值的允许范围,发送各控制信号给进料机构1的第一驱动电机111、三轴移动机构10和挤出机构2的热源24,使进料机构1的第一驱动电机111和三轴移动机构10同步减速,同时,使热源24产生更大的热量,如果喷嘴温度传感器32发送来的喷嘴23的温度信号在预设的喷嘴的温度值的允许范围内,控制热源24按当前产热量进行产热,控制进料机构 1的第一驱动电机111和三轴移动机构10各自预设的运行速度值同步运行;及,根据热源24和喷嘴23的温度差,计算料丝的吸热性能参数,并将料丝的吸热性能参数输送至显示设备显示。
本实用新型FDM型3D打印机的控制系统,所应用的FDM型3D打印机的打印头以及驱动打印头沿XYZ轴三轴移动的三轴移动机构10构成了FDM型 3D打印机,即FDM型3D打印机包括打印头以及驱动打印头沿XYZ轴三轴移动的三轴移动机构10,其中,三轴移动机构10的具体结构可如中国专利申请号 201711402937.1公开的专利文件或中国专利申请号201410081889.0公开的专利文件所述,但不局限于上述两种,还可以是其他任何应用于FDM型3D打印机中用以驱动打印头沿XYZ轴三轴移动的移动机构。
本实用新型FDM型3D打印机的控制系统,通过喷嘴温度传感器32实时感应挤出机构2的喷嘴23的温度,并将感应到的喷嘴23的温度送给控制器33,控制器33根据喷嘴温度传感器32送来的实真的准确的喷嘴23的温度信号,一方面,实时调整热源24产生的热量,使喷嘴的温度恒定在预设的喷嘴的温度值的允许范围内,另一方面,实时调整进料机构1的第一驱动电机111和三轴移动机构10的运行速度,特别是喷嘴温度传感器32发送来的喷嘴23的温度信号低于预设的喷嘴的温度值的允许范围时,发送各控制信号给进料机构1的第一驱动电机111和三轴移动机构10,使进料机构1的第一驱动电机111和三轴移动机构10按较小的速度值同步运行,进而以便料丝于挤出机构内具有较长的熔融时间,料丝充分熔融后挤出,其有效避免了料丝处于未完全熔融状态而挤出时产生的阻力,对料丝、打印机及打印物体造成的伤害。且,通过热源温度传感器31的设置,实时感应挤出机构的热源24的温度,并将感应到的挤出机构的热源24的温度信号发送给控制器33,控制器33根据热源温度传感器31发送来的挤出机构的热源24的温度信号与喷嘴温度传感器32发送来的喷嘴23的温度信号间的差值,即热源24和喷嘴23间的温度差,判断计算料丝的吸热性能参数,并将料丝的吸热性能参数输送至显示设备显示,以便操作人员对料丝的吸热性能有所掌握,并根据掌握的料丝的吸热性能,对料丝预设的运行速度值及时调整,使料丝按较佳运行速度进行打印。
本实用新型FDM型3D打印机的控制系统,控制器33还可将热源温度传感器31发送来的热源24的温度信号、喷嘴温度传感器32发送来的喷嘴23的温度信号、以及热源24和喷嘴23的温度差输送至显示设备显示。
本实用新型FDM型3D打印机的控制系统,控制器33通常与显示设备 34连接,控制器33可将各种数据如料丝的吸热性能参数、热源温度传感器31 发送来的热源24的温度信号、喷嘴温度传感器32发送来的喷嘴23的温度信号、以及热源24和喷嘴23的温度差送至显示设备34进行显示。
本实用新型FDM型3D打印机的控制系统,较佳地,控制器33还与进料机构1的第二驱动电机1321通讯连接,通过控制器33控制第二驱动电机1321 动作,可实现压紧轮12与驱动轮11对其间穿过的料丝的夹持力的实时、不停机、全自动调节。
本实用新型FDM型3D打印机的控制系统,还可设置对挤出机构其他位置上的温度进行感应的温度传感器,控制器33可根据不只热源温度传感器31 发送来的挤出机构的热源的温度信号和喷嘴温度传感器32发送来的喷嘴的温度信号来进行控制运算。
本实用新型FDM型3D打印机的控制系统,热源温度传感器31和喷嘴温度传感器32实质均为温度传感器,只是它们的检测的对象不同,热源温度传感器31检测的是打印机挤出机构的热源的温度,喷嘴温度传感器32检测的是打印机挤出机构的喷嘴的温度。
本实用新型FDM型3D打印机的控制系统,热源温度传感器31和喷嘴温度传感器32于打印机挤出机构中的安装位置不定,可以是安装在加热块上或机架上或喷嘴23上,其能感应打印机挤出机构的热源的温度、打印机挤出机构的喷嘴的温度即可。
本实用新型FDM型3D打印机的控制系统,控制器3还与其它机构如电源管理等子系统通讯连接。
本实用新型FDM型3D打印机的控制系统,控制器33为任何可以执行预先安排程序动作的一切设备、装置或电路板,包括但不局限于FPGA、ASIC等,还可以是其上具备有可以容纳微代码、软件、程序运行的处理器的主板,其中,处理器可以是8位、16位或32位的单片机或微处理器芯片。
本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
Claims (10)
1.一种FDM型3D打印机的打印头,包括进料机构以及位于进料机构下方的挤出机构,进料机构包括由第一驱动电机驱动可转动安装于打印头机架上的驱动轮、以及与驱动轮配合进料的压紧轮,其特征在于:挤出机构包括散热装置、喷嘴、热源、以及与热源接触导热的加热件,散热装置上设有第一通孔道,散热装置用以对进入第一通孔道内的料丝进行散热,加热件上具有第二通孔道,所述挤出机构还包括一隔热块,隔热块上设有第三通孔道,隔热块设于散热装置和加热件间,按使用状态下各结构件的位置,散热装置的第一通孔道、隔热块的第三通孔道、加热件的第二通孔道以及喷嘴由上到下依次轴向连通。
2.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:热源均匀分布于加热件的周围。
3.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:热源长度方向与加热件的第二通孔道的轴向平行。
4.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:散热装置包括其上具有散热翅片的本体以及对本体进行散热的降温机构,降温机构为冷却风管、散热风扇中的任一个。
5.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:进料机构还包括压紧轮移动机构,所述压紧轮移动机构包括压紧轮安装座、直线移动机构、以及两端分别与压紧轮安装座、直线移动机构连接的弹簧,压紧轮可转动安装于压紧轮安装座上,压紧轮安装座活动安装于打印头机架上,直线移动机构设于打印头机架上,直线移动机构在一动力机构的驱动下施加新增作用力于弹簧,并依次传递该新增作用力于压紧轮安装座、压紧轮,使压紧轮与驱动轮对其间穿过的料丝的夹持力得以调节。
6.根据权利要求5所述的FDM型3D打印机的打印头,其特征在于:一驱动轮和一压紧轮为一组,所述FDM型3D打印机的打印头具有两组相同的驱动轮和压紧轮,两组的压紧轮均可转动安装于压紧轮安装座上,两组驱动轮和压紧轮的进丝路径在同一直线上。
7.根据权利要求5所述的FDM型3D打印机的打印头,其特征在于:压紧轮安装座滑动安装或摆动安装于打印头机架上。
8.根据权利要求5所述的FDM型3D打印机的打印头,其特征在于:驱动直线移动机构的动力机构为驱动电机。
9.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:第一驱动电机为带编码器的直流电机或交流电机。
10.根据权利要求1所述的FDM型3D打印机的打印头,其特征在于:还包括应用于所述FDM 型3D打印机的打印头和用以驱动打印头沿XYZ轴三轴移动的三轴移动机构上的一种FDM型3D打印机的控制系统,所述FDM型3D打印机的控制系统包括热源温度传感器、喷嘴温度传感器和控制器,所述热源温度传感器和喷嘴温度传感器均与控制器通讯连接,控制器还分别与三轴移动机构、进料机构的第一驱动电机、挤出机构的热源通讯连接,其中,
热源温度传感器用于实时感应挤出机构的热源的温度,并将感应到的热源的温度信号传送给控制器;
喷嘴温度传感器用于实时感应挤出机构的喷嘴的温度,并将感应到的挤出机构的喷嘴的温度信号传送给控制器;
控制器用于接收热源温度传感发送来的热源的温度信号和喷嘴温度传感器发送来的喷嘴的温度信号;及,根据喷嘴温度传感器发送来的喷嘴的温度信号,判断喷嘴温度传感器发送来的喷嘴的温度信号是否在预设的喷嘴的温度值的允许范围内,如果喷嘴温度传感器发送来的喷嘴的温度信号高出预设的喷嘴的温度值的允许范围,发送控制信号给挤出机构的热源,使热源减小产热,同时控制进料机构的第一驱动电机和三轴移动机构按各自预设的运行速度值同步运行,如果喷嘴温度传感器发送来的喷嘴的温度信号低于预设的喷嘴的温度值的允许范围,发送各控制信号给进料机构的第一驱动电机、三轴移动机构和挤出机构的热源,使进料机构的第一驱动电机和三轴移动机构同步减速,同时,使热源产生更大的热量,如果喷嘴温度传感器发送来的喷嘴的温度信号在预设的喷嘴的温度值的允许范围内,控制热源按当前产热量进行产热,控制进料机构的第一驱动电机和三轴移动机构按各自预设的运行速度值同步运行;及,根据热源和喷嘴的温度差,计算料丝的吸热性能参数,并将料丝的吸热性能参数输送至显示设备显示。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921754160.XU CN211843219U (zh) | 2019-10-18 | 2019-10-18 | 一种fdm型3d打印机的打印头 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921754160.XU CN211843219U (zh) | 2019-10-18 | 2019-10-18 | 一种fdm型3d打印机的打印头 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211843219U true CN211843219U (zh) | 2020-11-03 |
Family
ID=73130456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921754160.XU Active CN211843219U (zh) | 2019-10-18 | 2019-10-18 | 一种fdm型3d打印机的打印头 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211843219U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112693110A (zh) * | 2019-10-18 | 2021-04-23 | 阙锦山 | 一种fdm型3d打印机的打印头 |
| GB2615832A (en) * | 2022-02-22 | 2023-08-23 | E3D Online Ltd | Assembly for an extruder |
-
2019
- 2019-10-18 CN CN201921754160.XU patent/CN211843219U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112693110A (zh) * | 2019-10-18 | 2021-04-23 | 阙锦山 | 一种fdm型3d打印机的打印头 |
| GB2615832A (en) * | 2022-02-22 | 2023-08-23 | E3D Online Ltd | Assembly for an extruder |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211843219U (zh) | 一种fdm型3d打印机的打印头 | |
| CN106827499B (zh) | 一种多功能3d打印头 | |
| JP2017206011A (ja) | 積層造形によって印刷された部分における層間接着性の向上 | |
| CN104802408A (zh) | 一种自适应送丝3d打印机及其打印方法 | |
| CN203805326U (zh) | 一种基于fdm技术的3d打印机送丝系统 | |
| US20160009028A1 (en) | Three-dimensional printer | |
| CN209381385U (zh) | 带有摩擦驱动的fdm3d打印机用挤出机总成 | |
| CN112188952B (zh) | 高速挤出3-d打印系统 | |
| CN104552955A (zh) | 一种双色3d打印机及其换色方法 | |
| CN112041151B (zh) | 用于积层制造的系统 | |
| CN106239922B (zh) | 一种3d打印机喷头及使用该喷头的3d打印机 | |
| CN105291437A (zh) | 一种新型3d打印机构及3d打印机 | |
| JP4908535B2 (ja) | ソリッドインクプリンタにおける溶融インクの生成量向上のための溶融装置 | |
| CN112693110A (zh) | 一种fdm型3d打印机的打印头 | |
| CN107856307A (zh) | 用于3d打印耗材的熔接机及熔接方法 | |
| CN110181811A (zh) | 基于石墨烯导电丝材打印大功率led散热基板的3d打印喷头 | |
| CN213618373U (zh) | 一种抗扰动的3d打印喷头 | |
| CN204471872U (zh) | 一种双色3d打印机 | |
| CN111619103A (zh) | 行星齿轮切换的双色三维打印机推料装置 | |
| CN102092138B (zh) | 一种自动铺带热风预热预浸带的方法及热风预热装置 | |
| CN210969939U (zh) | 一种热能利用率高的fdm型3d打印机的挤出机构 | |
| CN211467489U (zh) | 一种fdm型3d打印机的控制系统 | |
| CN206066951U (zh) | 一种3d打印机喷头及使用该喷头的3d打印机 | |
| CN210969940U (zh) | 一种fdm型3d打印机的挤出机构 | |
| CN117656465A (zh) | 一种3d打印头及打印方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |