CN211682604U - Plate loading device in density plate production line - Google Patents
Plate loading device in density plate production line Download PDFInfo
- Publication number
- CN211682604U CN211682604U CN202020196582.6U CN202020196582U CN211682604U CN 211682604 U CN211682604 U CN 211682604U CN 202020196582 U CN202020196582 U CN 202020196582U CN 211682604 U CN211682604 U CN 211682604U
- Authority
- CN
- China
- Prior art keywords
- frame
- rod
- plate
- clamping
- guide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images























Landscapes
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
The utility model provides a dress board device for density board production line, it can be sent into the hot press with the density board that the upper and lower two sides covered with the grained paper accurate reliably, and it keeps the in close contact with of grained paper and density board face through the centre gripping of machinery, has avoided the grained paper to drop and slide from the density board, and the machining precision is high. The plate loading device for the density plate production line comprises a rack, a transmission device, a guide rail transport vehicle and a plate loading device, wherein a guide rail is fixed on the rack and comprises a left guide rail and a right guide rail which are positioned on two sides of a pressing plate of a hot press and extend forwards and backwards; the frame of the guide rail transport vehicle comprises a left frame and a right frame which move back and forth relative to the left guide rail and the right guide rail; the guide rail transport vehicle is driven by the transmission device to move back and forth on the guide rail; the board loading device is arranged on the frame and used for clamping the density board to be hot-pressed and the wood grain paper, and transporting the material to be processed to the upper part of the lining board of the hot press and placing the material on the lining board along with the movement of the guide rail transport vehicle.
Description
Technical Field
The patent relates to the field of production and manufacturing of density boards, in particular to a board loading device for feeding the density boards with upper and lower surfaces covered with wood grain paper into a veneering hot press for heating and pressurizing.
Background
With the development of manufacturing industry, the density board is widely applied to the industrial fields of building materials, furniture, decoration, packaging and the like, the demand quantity steadily increases every year, and the market prospect is good. As a good substitute for wood, the processing procedure of density boards is complicated, and for the formed density boards, wood grain paper is often adhered to the upper and lower surfaces of the density boards to improve the aesthetic property and the water resistance of the density boards. In order to completely bond the wood grain paper and the density board, a hot press process of heating and pressing the wood grain paper and the density board is required.
The process needs to convey the density board with the upper and lower surfaces covered with the wood grain paper into a veneering hot press for hot pressing treatment and bonding, and then convey the treated density board out of the veneering hot press. Because the density board in the production process is usually large in area, the operation process has high requirements on the operation technology of workers, the manual efficiency is low, and the manual operation speed is difficult to adapt to the continuous operation requirements of the production line. And because the wood grain paper is not adhered to the density board before the hot pressing treatment, the wood grain paper is easy to fall off and slide from the density board, and the quality of the product is directly influenced by manual board loading operation. In addition, since the process involves a hot press, the process is dangerous and easily affects the personal safety of operators.
Disclosure of Invention
The technical problem that this patent will be solved provides a dress board device to the not enough of above-mentioned prior art, and it can be with the density board that upper and lower two sides cover the grained paper send into the hot press accurately reliably, and it keeps the in close contact with of grained paper and density board face through the centre gripping of machinery, has avoided the grained paper to drop and slide from the density board, and the machining precision is high. The plate loading device can be operated repeatedly, is high in processing speed, high in automation degree, high in processing precision and high in production efficiency, and is suitable for continuous operation of a production line.
In order to achieve the technical purpose, the technical scheme adopted by the patent is as follows:
the plate loading device for the density plate production line comprises a rack, a transmission device, a guide rail transport vehicle and a plate loading device, wherein a guide rail is fixed on the rack and comprises a left guide rail and a right guide rail which are positioned on two sides of a pressing plate of a hot press and extend forwards and backwards; the frame of the guide rail transport vehicle comprises a left frame and a right frame which move back and forth relative to the left guide rail and the right guide rail; the guide rail transport vehicle is driven by the transmission device to move back and forth on the guide rail; the board loading device is arranged on the frame and used for clamping the density board to be hot-pressed and the wood grain paper, and transporting the material to be processed to the upper part of the lining board of the hot press and placing the material on the lining board along with the movement of the guide rail transport vehicle.
In the plate loading device, the guide rail transport vehicle comprises a frame and a wheel device; the frame comprises a plate loading frame at the front part and a plate unloading frame at the rear part, and the plate loading frame and the plate unloading frame are connected through a dismounting structure; the plate loading device is arranged on the plate loading frame.
Foretell mounting plate device, the wheel device include wheel carrier, walking wheel, leading wheel, the wheel carrier is fixed with the frame, the walking wheel sets up perpendicularly in the wheel carrier both sides, and the plane removes on the guide rail, the leading wheel level sets up on the wheel carrier, and with the contact of C type guide rail side, move along C type guide rail side.
In the plate loading device, the plate loading device is divided into a left plate loading device and a right plate loading device which are respectively arranged on the left frame and the right frame, and the right plate loading device and the left plate loading device are completely symmetrical; the right plate loading device comprises a right clamping rod, the right clamping rod is connected with a right clamping mechanism which drives the right clamping rod to translate left and right relative to the right frame, and a right clamping plate mechanism which is used for clamping the side parts of the boards to be hot-pressed and the wood grain paper in the up-down direction is arranged on the right clamping rod.
In the plate loading device, the right clamping mechanism comprises a first cylinder, a main push rod, a first connecting rod mechanism and a second connecting rod mechanism; the cylinder body of the first cylinder is fixed on the right frame, and the output head of the first cylinder is fixedly connected with one end of the main push rod; the first connecting rod mechanism comprises a first sliding rod, a first sliding rod frame, a first sliding block, a first guide rod and a first clamping rod, wherein a right rod head of the first guide rod is hinged with the right frame, and a left rod head of the first guide rod is hinged with the middle section of the first clamping rod; the sliding rod is fixed on the frame through a sliding rod frame, the sliding rod penetrates through the sliding block, and the sliding block can move along the sliding rod; the first clamping rod right rod head, the main push rod and the sliding block are hinged through a pin shaft; the right clamping rod, the first sliding rod and the main push rod are parallel;
the second connecting rod mechanism comprises a second sliding rod, a second sliding rod frame, a second sliding block, a second guide rod and a second clamping rod, the second connecting rod mechanism is the same as the first connecting rod mechanism, the first connecting rod mechanism and the second connecting rod mechanism are respectively arranged at the front and the rear of the right frame, and the left rod head of the first clamping rod and the left rod head of the second clamping rod are hinged to the right clamping rod through pin shafts.
Foretell dress board device, left splint mechanism include lower splint frame, punch holder, lower clamping cylinder, second cylinder, connecting rod, main crank and time crank, lower splint frame is fixed mutually with left clamping bar, lower clamping cylinder is fixed with lower splint frame, on the cylinder body of second cylinder is fixed in lower splint frame, second cylinder output pole is articulated through the pin with the connecting rod upper end, connecting rod lower extreme and main crank lower extreme all cooperate with the integral key shaft, and the integral key shaft passes lower splint frame, and main crank upper end links to each other through the round pin hub rotation with the lateral part of punch holder, time crank lower extreme links to each other through the round pin hub rotation with lower splint frame, and time crank upper end links to each other through the round pin hub with the punch holder.
In the plate loading device, two left clamping plate mechanisms are arranged and are respectively arranged at the front end and the rear end of the left clamping rod; the middle sections of the left clamping rod and the right clamping rod are respectively fixed with a left supporting plate frame and a right supporting plate frame which are symmetrical; the right supporting plate frame comprises a lower clamping plate frame and a lower clamping cylinder which are the same as the lower clamping plate frame and the lower clamping cylinder in the right clamping plate mechanism; all lower cartridge holders are coplanar.
The beneficial effect of this patent does:
(1) the density board and the wood grain paper are clamped up and down by the board loading device, so that the phenomenon that the wood grain paper falls off and slides from the density board due to the fact that the wood grain paper and the density board are not bonded before hot pressing treatment is prevented, and the processing precision is improved; the middle end of the density board is supported by the support plate frame of the board loading device, so that the stability of the whole board loading device is improved, and the clamping device can be suitable for clamping the density board with a large length-width ratio; the connecting rod design of the clamping mechanism enables the whole plate loading device to clamp plates with various widths to be processed, and the universality and the application range of the clamping mechanism are improved.
(2) The guide rail type design idea is adopted, so that the whole machine is suitable for continuous operation of a production line, the processing speed is high, the automation degree is high, and the production efficiency is high; in order to enable the whole machine to be matched with a hot press, the machine frame, the guide rail transport vehicle and the working device which are separated from each other are designed, so that the guide rail and the guide rail transport vehicle can penetrate through spaces on two sides of a pressing plate of the hot press, the plate loading action can be carried out in the hot press, and the compactness of the structure is improved; the synchronization mechanism of the plate loading device ensures the synchronization of the actions of the left and right plate loading devices, avoids the instability of a workpiece caused by the delay and the error of the plate loading actions of the left and right working devices, and improves the processing precision and the reliability.
(3) The machine frame and the guide rail transport vehicle are designed in a sectional mode, all sections are divided according to functions, all the sections can be detached and separated from one another, the transport convenience is improved, and the transport cost is reduced; all parts of the machine can be manufactured and installed respectively, so that the manufacturing cost of the machine is reduced; the steel materials with different strength and heat resistance can be selected according to different functions of each section, the stress borne by the hot-pressing section guide rail is larger, the steel material with higher strength and rigidity can be used for manufacturing, and the service life of the whole machine is prolonged
Drawings
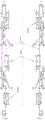
FIG. 1 is a front view of a fully automatic loader/unloader.
FIG. 2 is a top view of a fully automatic loader.
FIG. 3 is a second process tooling diagram for a fully automatic loader/unloader.
Fig. 4 is a schematic view of the frame, transmission.
Fig. 5 is a left side view of the frame, transmission.
Fig. 6 is a top view of the frame and transmission.
Fig. 7 is a schematic structural view of the guideway transit vehicle.
Fig. 8 is a left side view of the guideway transit vehicle.
Figure 9 is a schematic view of the fixture.
Figure 10 is a top view of the fixture.
Fig. 11 is a schematic view of the clamping mechanism.
Fig. 12 is a left side view of the clamping mechanism.
Fig. 13 is a schematic view showing the installation position of the clamping mechanism and the pallet.
FIG. 14 is a schematic view of a plate unloader.
Fig. 15 is a left side view of the plate unloading apparatus.
Fig. 16 is a top view of the plate unloader.
Fig. 17 is a schematic view of a suction cup or the like.
Fig. 18 is an enlarged view of the frame, transmission, etc. of fig. 1.
Fig. 19 is an enlarged view of the frame, the plate unloading device, etc. of fig. 1.
Fig. 20 is an enlarged view of the frame, transmission, etc. of fig. 2.
Fig. 21 is an enlarged view of the frame, the plate mounting device, and the like in fig. 2.
Fig. 22 is an enlarged view of the left tension adjusting mechanism in fig. 6 and the like.
Fig. 23 is an enlarged view of the synchronous lifting mechanism and the like in fig. 14.
Fig. 24 is an enlarged view of the synchronous lifting mechanism and the like in fig. 15.
Detailed Description
The following further description of embodiments of this patent is made with reference to fig. 1-1:
referring to fig. 1-2 and fig. 18-21, the full-automatic plate loading and unloading machine for the density plate production line comprises a frame 6-1, a transmission device 6-2, a guide rail transport vehicle 6-3, a plate loading device 6-4 and a plate unloading device 6-5, wherein the transmission device 6-2 is mounted on the frame 6-1, the transmission device 6-2 drives the guide rail transport vehicle 6-3 to move on a guide rail of the frame 6-1, and the plate loading device 6-4 and the plate unloading device 6-5 are mounted on the guide rail transport vehicle 6-3.
Referring to fig. 2 to 3, the work flow of the full-automatic plate loading and unloading machine is as follows: the clamping mechanism 6-4-1 of the plate loading device 6-4 extends out and drives the clamping rod 6-4-4 to clamp the density plate B which is conveyed by the feeding roller table 300 and is coated with the grainy paper on the upper surface and the lower surface, the clamping plate mechanism 6-4-2 on the clamping rod 6-4-4 clamps the density plate B coated with the grainy paper, and the supporting plate frame 6-4-3 supports the middle section of the density plate B; meanwhile, the synchronous swinging mechanism 6-5-2 of the plate unloading device 6-5 rotates out the sucker mechanisms 6-5-3 collected at the two sides of the guide rail transport vehicle 6-3, the synchronous lifting mechanism 6-5-1 of the plate unloading device 6-5 drives the sucker mechanisms 6-5-3 to descend to the density plate A which is processed and bonded by the hot press, and after the sucker mechanisms 6-5-3 adsorb the density plate A, the synchronous lifting mechanism 6-5-1 drives the sucker mechanisms 6-5-3 to ascend to the original height and take up the density plate A on the lower lining plate 101 of the hot press; then, the transmission device 6-2 drives the guide rail transport vehicle 6-3 to move backwards on the guide rail of the frame 6-1 to a station shown in fig. 3, the sucker mechanism 6-5-3 drives the density board A to move out of the hot press, the sucker mechanism 6-5-3 moves to the position above the cooling roller table 200 and then loosens the density board A, the density board A is transported away along the cooling roller table, and the synchronous swinging mechanism 6-5-2 drives the sucker mechanism 6-5-3 to be collected at two sides of the guide rail transport vehicle 6-3 again; meanwhile, the plate loading device 6-4 drives the density plate B to move to the position above the lower lining plate 101 of the hot press, the clamping plate mechanism 6-4-2 is loosened, the density plate B falls on the surface of the lower lining plate 101 of the hot press, and the clamping mechanism 6-4-1 retracts to the two sides. And finally, returning the guide rail transport vehicle 6-3 to the original station, and repeating a new process by the full-automatic plate loading and unloading machine.
Referring to fig. 4 to 6, the frame 6-1 includes a frame body 6-1-1, a guide rail 6-1-2, a buffer device 6-1-3, and a drag chain bracket 6-1-4. The frame body 6-1-1 is sequentially divided into a plate loading section frame body 6-1-1-1 and a plate unloading section frame body 6-1-1-2 from front to back according to the sequence of working procedures. The hot press 100 is arranged between the plate loading section frame body 6-1-1-1 and the plate unloading section frame body 6-1-1-2, the plate loading section frame body 6-1-1-1 and the plate unloading section frame body 6-1-1-2 respectively comprise supporting feet 6-1-1-1-1, 6-1-1-2-1 and cross supports 6-1-1-2, 6-1-1-2-2, the supporting feet are fixed with the guide rail 6-1-2 through bolts, and the cross supports are fixed among the supporting feet through bolts. Each section of frame body can be divided into a left frame body 6-1-1L and a right frame body 6-1-1R, the guide rails 6-1-2 are C-shaped guide rails installed in pairs, and the left frame body and the right frame body are respectively provided with a pair of C-shaped guide rails. The guide rail 6-1-2 extends from the initial position of the plate loading section frame body 6-1-1-1 to the termination position of the plate unloading section frame body 6-1-1-2, the buffer devices 6-1-3 are respectively fixed at the initial position and the termination position of the left guide rail 6-1-2L and the right guide rail 6-1-2R, four buffer devices are arranged in total, and the drag chain brackets 6-1-4 are fixed on the outer side of the plate unloading section left frame body 6-1-1-2L through welding.
Referring to fig. 4 to 6 and 22, the transmission 6-2 includes a left transmission 6-2L and a right transmission 6-2R, the left transmission 6-2L includes a motor 6-2-1, a gear reducer 6-2-2, a transmission shaft 6-2-3, a first sprocket 6-2-4, a second sprocket 6-2-5, a third sprocket 6-2-6, a fourth sprocket 6-2-7, four left tension sprockets 6-2-8L, a left sprocket tension mechanism 6-2-9L, a first roller chain 6-2-10 and a second roller chain 6-2-11, and the right transmission 6-2R is a further improved technical solution compared with the left transmission 6-2L except that the motor 6-2-1, 6-2R is not provided, The gear reducer 6-2-2, the first chain wheel 6-2-4, the second chain wheel 6-2-5 and other parts are all symmetrical with the left transmission device 6-2L, and the central plane of the frame 6-1 is taken as a symmetrical plane. The motor 6-2-1 is placed below the left frame body 6-1-1-2L of the plate unloading section, an output shaft of the motor 6-2-1 is input into the gear reducer 6-2-2, the gear reducer 6-2-2 reduces the speed of the input shaft and outputs the reduced speed, the first chain wheel 6-2-4 is fixed with the output shaft of the gear reducer 6-2-2 through a key and a shaft end retainer ring, the first chain wheel 6-2-4 is transmitted to the second chain wheel 6-2-5 through the first roller chain 6-2-10, the second chain wheel 6-2-5 is fixed on the transmission shaft 6-2-3, the second chain wheel 6-2-5 drives the transmission shaft 6-2-3 to rotate, the third chain wheel 6-2-6 is fixed on the transmission shaft 6-2-3, arranged outside the second coaxial chain wheel 6-2-5, the third chain wheel 6-2-6 is driven by the rotation of the transmission shaft 6-2-3, and the third chain wheel 6-2-6 is transmitted to the fourth chain wheel 6-2-7 through the second roller chain 6-2-11. The second roller chain 6-2-11 is tensioned by four tensioning sprockets 6-2-8L, the four tensioning sprockets 6-2-8L are divided into two upper and lower legs 6-1-1-2-1L each, which are fastened to the left body 6-1-1-2L of the discharge strand of the machine frame 6-1, the upper two tensioning sprockets are tensioned in the direction of the second roller chain 6-2-11 by the inner side of the chain, the lower two tensioning sprockets are tensioned in the direction of the second roller chain 6-2-11 by the outer side of the chain, and the fourth sprocket 6-2-7 is fastened to a sprocket tensioning mechanism 6-2-9L.
Referring to fig. 4 and 5, the left tension adjusting mechanism 6-2-9L of the left transmission device 6-2L comprises a pair of square-head screws 6-2-9-1, a pair of nuts 6-2-9-2, a pair of chutes 6-2-9-3, a pair of sliders 6-2-9-4, a pair of baffles 6-2-9-5 and a driven shaft 6-2-9-6, wherein the driven shaft 6-2-9-6 is matched with a fourth chain wheel 6-2-7 of the left transmission device 6-2L through a bearing, two ends of the driven shaft 6-2-9-6 are matched with the left slider 6-2-9-4 and the right slider 6-2-9-4 through a bearing, and the chutes 6-2-9-3 are fixed in the pair of baffles 6-2-9-5 The baffle 6-2-9-5 is welded on the frame 6-1, the sliding block 6-2-9-4 can slide in the sliding groove 6-2-9-3, the head of the sliding block 6-2-9-4 is fixed with the square-head threaded rod 6-2-9-1 through a retaining ring pin, the square-head threaded rod 6-2-9-1 penetrates through a hole in the center of the baffle 6-2-9-5, the nut 6-2-9-2 is sleeved on the square-head threaded rod 6-2-9-1 through threaded connection and is retained outside the baffle 6-2-9-5, the size of the nut 6-2-9-2 is larger than the diameter of the hole, and the square-head threaded rod 6-2-9-1 is screwed tightly to enable the square-head threaded rod 6-2-9-1 to be screwed outwards away from the baffle 6-2-9-5 So that the slide block 6-2-9-4 fixed with the slide block moves along the slide groove 6-2-9-3 to drive the driven shaft 6-2-9-6 to move, and the fourth chain wheel 6-2-7 on the driven shaft 6-2-9-6 moves away from the third chain wheel 6-2-6, thereby tensioning the second roller chain 6-2-11.
Referring to fig. 4 and 7, the guide rail transport vehicle 6-3 comprises a vehicle frame 6-3-1, a left zipper puller 6-3-2, a right zipper puller 6-3-3, a left wheel device 6-3-3, a right wheel device 6-3-4, a drag chain support plate 6-3-4 and a drag chain 6-3-5. The frame 6-3-1 comprises a plate loading frame 6-3-1-1 and a plate unloading frame 6-3-1-2, each frame is divided into a left frame 6-3-1L and a right frame 6-3-1R, and the plate loading frame 6-3-1-1 and the plate unloading frame 6-3-1-2 are fixed through bolts and can be mutually disassembled. The drag chain support plate 6-3-4 is welded and fixed at the tail of the plate unloading frame 6-3-1-2; the zipper puller 6-3-2 is fixed below the tail of the plate unloading vehicle frame 6-3-1-2 through bolts, the left vehicle frame and the right vehicle frame are respectively provided with the zipper puller 6-3-2, the zipper puller 6-3-2-2 comprises a guard plate 6-3-2-1 and a pin 6-3-2-2, the guard plate 6-3-2-1 and the plate unloading vehicle frame 6-3-1-2 are fixed through screws, and the pin 6-3-2-2 penetrates through a chain hole of the roller chain and is fixed on the guard plate 6-3-2-1, so that the zipper puller 6-3-2 and the second roller chain 6-2-11 are fixed. When the left and right transmission devices 6-2 are driven by the motor 6-2-1, the second roller chain 6-2-11 is driven, and the left and right chain sliders 6-3-2 are pulled by the second roller chain 6-2-11 of the left and right transmission devices to drive the guide rail transport vehicle 6-3 to move on the guide rail 6-1-2 of the rack 6-1.
Referring to fig. 7 and 8, the wheel device 6-3-3 includes a wheel frame 6-3-3-1, a traveling wheel 6-3-3-2, and a guide wheel 6-3-3-3, the wheel frame 6-3-3-1 is fixed with the frame 6-3-1 by a screw, and a traveling wheel axle sleeved with the traveling wheel 6-3-2 and a guide wheel axle sleeved with the guide wheel 6-3-3-3 are fixed with the wheel frame 6-3-3-1 by a bolt. The walking wheels 6-3-3-2 are vertically arranged on two sides of the wheel carrier 6-3-3-1 and move (roll) on the plane of the guide rail 6-1-2, and the guide wheels 6-3-3-3 are horizontally arranged on the wheel carrier 6-3-3-1 and are in contact with the side surface of the C-shaped guide rail 6-1-2 to play a role in guiding. The left frame and the right frame of the plate unloading frame 6-3-1-2 are respectively fixed with three wheel devices 6-3-3, and the left frame and the right frame of the plate loading frame 6-3-1-1 are respectively fixed with two wheel devices 6-3-3.
Referring to fig. 2, 9 and 10, the plate loading device 6-4 is divided into a left plate loading device and a right plate loading device which are respectively arranged on a left plate loading frame and a right plate loading frame, the right plate loading device 6-4R is completely symmetrical to the left plate loading device 6-4L, and the right plate loading device 6-4R comprises a right clamping mechanism 6-4-1R, a right clamping plate mechanism 6-4-2R, a right supporting plate frame 6-4-3R and a right clamping rod 6-4-4R.
The right clamping mechanism 6-4-1R comprises a first air cylinder 6-4-1-1, a main push rod 6-4-1-2, a first connecting rod mechanism 6-4-1-3 and a second connecting rod mechanism 6-4-1-4.
The first cylinder 6-4-1-1 is fixed at the position, close to the vehicle head, of the plate loading vehicle frame 6-3-1-1 through a bolt, and an output head of the first cylinder 6-4-1-1 is fixed with the general push rod 6-4-1-2 through a bolt;
the first connecting rod mechanism 6-4-1-3 of the right clamping mechanism 6-4-1R comprises a first sliding rod 6-4-1-3-1, a first sliding rod frame 6-4-1-3-2, a first sliding block 6-4-1-3-3, a first guide rod 6-4-1-3-4 and a first clamping rod 6-4-1-3-5; the first connecting rod mechanism 6-4-1-3 is arranged on the clamping frame 6-3-1-1 and close to the vehicle head, the right rod head of the first guide rod 6-4-1-3-4 is hinged with the vehicle frame 6-3-1 through a pin shaft, the left rod head of the first guide rod 6-4-1-3-4 is hinged with the middle section of the first clamping rod 6-4-1-3-5 through a bolt, the right rod head of the first clamping rod 6-4-1-3-5, the first sliding block 6-4-1-3-3 and the front rod head of the total push rod 6-4-1-2 are connected through a pin shaft and can rotate mutually, the first sliding rod 6-4-1-3-1 passes through the first sliding rod frame 6-4-1-3-2, the first slide bar frame 6-4-1-3-2 is fixed on the vehicle frame 6-3-1, the first slide bar 6-4-1-3-1 passes through the first slide block 6-4-1-3-3, and the first slide block 6-4-1-3-3 can move along the first slide bar 6-4-1-3-1.
Referring to fig. 9 and 10, the second link mechanism 6-4-1-4 of the right clamping mechanism 6-4-1R is completely the same as the first link mechanism 6-4-1-3, the second link mechanism 6-4-1-4 is disposed at the position of the plate loading frame 6-3-1-1 near the tail of the vehicle, the right rod head of the second guide rod 6-4-1-4-4 is hinged with the frame 6-3-1 through a pin, the left rod head of the second guide rod 6-4-1-4-4 is hinged with the middle section of the second clamping rod 6-4-1-4-5 through a bolt, the right rod head of the second clamping rod 6-4-1-4-5, the second sliding block 6-4-1-3 and the rear rod head of the total push rod 6-4-1-2 are hinged through a pin The left rod head of the first clamping rod 6-4-1-3-5 and the left rod head of the second clamping rod 6-4-1-4-5 are hinged with the middle section of the right clamping rod 6-4-4R through pin shafts. The axes of the right clamping rod 6-4-4R, the first slide bar 6-4-1-3-1, the total push rod 6-4-1-2 and the first cylinder 6-4-1-1 are parallel to each other.
Referring to fig. 9 and 10, the first link mechanism operates as follows: the output head of the first cylinder 6-4-1-1 extends out to enable the general push rod 6-4-1-2 to be pushed, so as to drive the first slide block 6-4-1-3-3 fixed on the general push rod 6-4-1-2 to move along the first slide bar 6-4-1-3-1, and the first clamping rod 6-4-1-3-5 is also driven to move due to the fact that the right end of the first clamping rod is hinged with the first slide block 6-4-1-3-3; when the right end of the first clamping rod 6-4-1-3-5 moves, because the right rod head of the first guide rod 6-4-1-3-4 is hinged on the vehicle frame 6-3-1, the first guide rod 6-4-1-3-4 can only swing around the hinged part with the vehicle frame, the first clamping rod 6-4-1-3-5 simultaneously rotates under the guiding action of the first guide rod 6-4-1-3-4 (swings around the hinged part with the first sliding block 6-4-1-3-3), the left rod head of the first clamping rod 6-4-1-3-5 is pushed out leftwards, and when the first cylinder 6-4-1-1 extends to the limit, the first sliding block 6-4-1-3-3 moves to the first sliding rod 6-4-1-3-6 -1 extreme position, the left head of the first clamping bar 6-4-1-3-5 is pushed out to the extreme position; meanwhile, the left rod heads of the second clamping rods 6-4-1-4-5 with the same structure are also pushed out, and the left rod heads of the two clamping rods are hinged to the right clamping rod 6-4-4R, so that the right clamping rod 6-4-4R is driven to translate leftwards until the clamping position is reached; because the left and right plate loading devices are completely symmetrical, the left clamping rod 6-4-4L also translates rightwards to the clamping position.
Referring to fig. 11 to 13, two clamping plate mechanisms 6-4-2 are respectively fixed on the left clamping rod 6-4-4 and the front and the rear clamping plate mechanisms 6-4-2L are fixed on the left clamping rod 6-4-4L. The left clamping plate mechanism 6-4-2L comprises a lower clamping plate frame 6-4-2-1, an upper clamping plate 6-4-2-2, two lower clamping cylinders 6-4-2-3, a second cylinder 6-4-2-4, a connecting rod 6-4-2-5, a main crank 6-4-2-6 and a secondary crank 6-4-2-7. The lower clamping plate frame 6-4-2-1 is fixed with the left clamping rod 6-4-4L through a bolt, the two lower clamping cylinders 6-4-2-3 are fixed with the lower clamping plate frame 6-4-2-1 through a bolt, the second air cylinder 6-4-2-4 is fixed on the lower clamping plate frame 6-4-2-1, the output rod of the second air cylinder 6-4-2-4 is hinged with the upper end of the connecting rod 6-4-2-5 through a pin, the lower end of the connecting rod 6-4-2-5 and the lower end of the main crank 6-4-2-6 are both matched with the spline shaft in the circumferential direction, the spline shaft penetrates through the lower clamping plate frame 6-4-2-1, and the upper end of the main crank 6-4-2-6 and the upper clamping plate 6-4-2-2 through a pin shaft to rotate The lower end of the secondary crank 6-4-2-7 is rotationally connected with the lower splint frame 6-4-2-1 through a pin shaft, and the upper end of the secondary crank 6-4-2-7 is rotationally connected with the upper splint 6-4-2-2 through a pin shaft.
Referring to fig. 11 and 12, the action of the clamping mechanism is as follows: the output rod of the second air cylinder 6-4-2-4 contracts to drive the connecting rod 6-4-2-5 to rotate clockwise, the connecting rod 6-4-2-5 rotates to drive the spline shaft with the lower end connected with the main crank 6-4-2-6 to rotate clockwise, the spline shaft rotates to drive the main crank 6-4-2-6 to rotate clockwise, the upper end of the main crank 6-4-2-6 is connected with the upper clamping plate 6-4-2-2 through the pin shaft, the clockwise rotation of the main crank 6-4-2-6 drives the upper clamping plate 6-4-2-2 to descend, the upper clamping plate 6-4-2-2 descends to drive the secondary crank 6-4-2-7 to rotate clockwise, the secondary crank 6-4-2-7 plays a role in strengthening the structural stability, and the descending upper clamping plate 6-4-2-2 and the fixed lower clamping cylinder 6-4-2-3 clamp the density board and the wood grain paper in the middle to play a role in clamping.
Referring to fig. 13, a left pallet 6-4-3L and a right pallet 6-4-3R are respectively fixed at the middle sections of the left and right clamping rods 6-4-4, and the pallet 6-4-3 comprises a lower pallet 6-4-2-1 and two lower clamping cylinders 6-4-2-3 in the clamping mechanism 6-4-2. The supporting plate frame 6-4-3 is used for supporting the middle section of the density board and increasing the clamping stability of the whole board loading device 6-4.
Referring to fig. 14 to 16, 23 and 24, the plate unloading device 6-5 comprises a left plate unloading frame and a right plate unloading frame, the left plate unloading frame and the right plate unloading frame are respectively fixed on the left plate unloading frame 6-3-1-2, and the plate unloading device comprises a synchronous lifting mechanism 6-5-1, a synchronous swinging mechanism 6-5-2, a left suction cup mechanism 6-5-3, a right suction cup mechanism 6-5-3 and a synchronous shaft 6-5-4. The four sucker mechanisms 6-5-3 of the plate unloading device 6-5 are arranged in a row along the guide rail 6-1-2, the synchronous lifting mechanism 6-5-1 is used for controlling synchronous lifting action of the sucker mechanisms 6-5-3, and the synchronous swinging mechanism 6-5-2 is used for controlling rotary extension and retraction of the sucker mechanisms 6-5-3.
Referring to fig. 17, the sucker mechanism 6-5-3 comprises a sucker 6-5-3-1, a swing arm 6-5-3-2, a sucker shaft 6-5-3-3, a spring 6-5-3-4, a spline shaft 6-5-3-5 and a shaft sleeve 6-5-3-6. The lower half end of the sucker shaft 6-5-3-3 is a hollow shaft, the outer wall of the hollow shaft end of the sucker shaft 6-5-3-3 is provided with an air suction hole, the sucker shaft 6-5-3-3 penetrates through the center of the sucker 6-5-3-1, the sucker shaft 6-5-3-3 is in up-and-down sliding fit with one end of the swing arm 6-5-3-2 through a sliding bearing, a spring 6-5-3-4 is clamped between the sucker shaft 6-5-3-3 and the lower part of the swing arm 6-5-3-2, the upper end of the sucker shaft 6-5-3-3 penetrates through the swing arm and is fixed through a nut, a key groove hole at the other end of the swing arm 6-5-3-2 is matched with the spline shaft 6-5, the key slot hole is provided with a seam, the swing arm 6-5-3-2 is fixed with the spline shaft 6-5-3-5 by clamping the seam with a bolt, the spline shaft 6-5-3-5 is sleeved with a shaft sleeve 6-5-3-6 which slides relative to the spline shaft in the axial direction, and the sliding sleeve is rotatably arranged on the plate unloading frame.
Referring to fig. 14 to 16, the left synchronous lifting mechanism 6-5-1L includes a third cylinder 6-5-1-1, a left synchronous connecting rod 6-5-1-2L, a driving connecting rod 6-5-1-3, a main transmission shaft 6-5-1-4, four driven connecting rods 6-5-1-5, four fixed shaft sleeves 6-5-1-6, six bearing seats 6-5-1-7, a transition block 6-5-1-8, and a transition rod 6-5-1-9.
The third cylinder 6-5-1-1 is a double-head cylinder, a piston rod on the third cylinder 6-5-1-1L is connected with a transition block 6-5-1-8, and a third slideway 6-5-1-8-1 extending in the direction vertical to the axis of the piston rod on the third cylinder is arranged on the transition block; one end of the left synchronous connecting rod 6-5-1-2L is connected with a third roller shaft through a bolt, and a third roller sleeved on the third roller shaft is positioned in a third slideway 6-5-1-8-1 and can slide along the third slideway; the synchronizing shaft 6-5-4 simultaneously passes through the left synchronizing connecting rod 6-5-1-2L and the right synchronizing connecting rod 6-5-1-2R, a key is arranged between the synchronizing shaft 6-5-4 and the left and right synchronizing connecting rods, when a third air cylinder 6-5-1-1 of the left synchronizing lifting mechanism 6-5-1L extends and contracts, the left synchronizing connecting rod 6-5-1-2L is driven to rotate (swing) around the axis of the synchronizing shaft 6-5-4, and the left synchronizing connecting rod 6-5-1-2L is fixedly connected with the synchronizing shaft 6-5-4 through a key, so that the synchronizing shaft 6-5-4 also rotates, the other end of the synchronizing shaft 6-5-4 is connected with the right synchronizing connecting rod 6-5-1-2R of the right synchronizing lifting mechanism 6-5-1R, therefore, the right synchronous connecting rod 6-5-1-2R in the right synchronous lifting mechanism keeps the same rotation (swing) with the left synchronous connecting rod 6-5-1-2L along with the rotation of the synchronous shaft 6-5-4, and a transition block, a right third cylinder 6-5-1-1R and the like in the right synchronous lifting mechanism, which are connected with the right synchronous connecting rod 6-5-1-2R, keep the synchronization with the transition block, the left third cylinder 6-5-1-1L and the like in the left synchronous lifting mechanism, so that the synchronous lifting of the left and right sucker mechanisms 6-5-3 is ensured.
Referring to fig. 14 to 16, the lower piston rod of the third cylinder 6-5-1-1 is connected with a transition rod 6-5-1-9, and the transition rod is provided with a first slideway 6-5-1-9-1 extending in the direction perpendicular to the axis of the piston rod of the third cylinder; the upper end of the driving connecting rod 6-5-1-3 is connected with a first roller shaft through a bolt, and a first roller 6-5-1-10 sleeved on the first roller shaft is positioned in the first slideway and can slide along the first slideway. The main transmission shaft 6-5-1-4 penetrates through the driving connecting rod 6-5-1-3 and is fixed with the lower end of the driving connecting rod 6-5-1-3 through a key. Six bearings are axially sleeved on the main transmission shaft 6-5-1-4 and fixed in bearing seats 6-5-1-7, and the bearing seats 6-5-1-7 and the left unloading plate frame 6-3-1-2L are fixed through bolts. Four driven connecting rods 6-5-1-5 are axially sleeved on the main transmission shaft 6-5-1-4, the lower ends of the driven connecting rods 6-5-1-5 are clamped with the main transmission shaft 6-5-1-4 through bolts, and the driven connecting rods and the main transmission shaft 6-5-1-4 are in key transmission. The lower end of the spline shaft 6-5-3-5 is provided with a fixed shaft sleeve 6-5-1-6 which is axially fixed and circumferentially rotates, and the fixed shaft sleeve is provided with a second slideway 6-5-1-6-1 which extends in the direction vertical to the axis of the spline shaft; the upper end of the driven connecting rod 6-5-1-5 is connected with a second roller shaft through a bolt, and a second roller 6-5-1-11 sleeved on the second roller shaft is positioned in the second slideway and can slide along the second slideway.
Referring to fig. 14 to 16, the left synchronous lifting mechanism 6-5-1 is implemented as follows: because the lower piston rod of the third cylinder 6-5-1-1 is connected with the driving connecting rod 6-5-1-3 through the first roller and the like, the lower piston rod of the left third cylinder 6-5-1-1L extends downwards to push the driving connecting rod 6-5-1-3 to rotate (swing) anticlockwise around the axis of the main transmission shaft 6-5-1-4, and because the lower end of the driving connecting rod 6-5-1-3 is fixedly connected with the main transmission shaft 6-5-1-4 through a key, the driving connecting rod 6-5-1-3 rotates (swings) anticlockwise to drive the main transmission shaft 6-5-1-4 to rotate in the same direction, and the anticlockwise rotation of the driving shaft 6-5-1-4 drives the four driven connecting rods 6-5-1-5 to rotate (swing) in the same direction, because the driven connecting rod 6-5-1-5 is connected with the spline shaft 6-5-3-5 of the sucker mechanism 6-5-3 through the second roller, the fixed shaft sleeve 6-5-1-6 and the like, the driven connecting rod 6-5-1-5 rotates anticlockwise to pull the fixed shaft sleeve 6-5-1-6, the spline shaft 6-5-3-5 and the like to descend relative to the shaft sleeve 6-5-3-6, and synchronous descending of the four sucker mechanisms 6-5-3 of the left synchronous lifting mechanism 6-5-1 is completed; the upward contraction of the lower piston rod of the left third cylinder 6-5-1-1L leads to the opposite movement, and the synchronous lifting of the four sucker mechanisms 6-5-3 of the left synchronous lifting mechanism 6-5-1 is completed.
Referring to fig. 14 and 16, the left synchronous swing mechanism 6-5-2L comprises a fourth cylinder 6-5-2-1, a cylinder frame 6-5-2-2, three swing synchronizing rods 6-5-2-3 and four rotating rods 6-5-2-4, a cylinder body of the fourth cylinder 6-5-2-1 is hinged to the cylinder frame 6-5-2-2 fixed to the left panel unloading frame 6-3-1-2L, a piston rod of the fourth cylinder 6-5-2-1, a first swing synchronizing rod 6-5-2-3-1 and a first rotating rod 6-5-2-4-1 are hinged through a pin, and the other end of the first rotating rod 6-5-2-4-1 is hinged to the first suction disc mechanism 6-5- The spline shaft 6-5-3-5 of the shaft 3 slides in the axial direction and is in transmission fit in the circumferential direction, the other end of the first swing synchronous rod 6-5-2-3-1 is hinged with the second swing synchronous rod 6-5-2-3-2 and the second rotating rod 6-5-2-4-2 through a pin, the swing synchronous rod 6-5-2-3 is connected, the rotating rod 6-5-2-4 is connected, and the like.
Referring to fig. 14 and 16, the left synchronous swing mechanism 6-5-2L is implemented as follows: the piston rod of the fourth cylinder 6-5-2-1 extends out to push the first rotating rod 6-5-2-4-1 connected with the fourth cylinder to rotate anticlockwise, and because the first rotating rod 6-5-2-4-1 is provided with a key groove and the first rotating rod 6-5-2-4-1 is sleeved on the spline shaft 6-5-3-5 through the key groove, the anticlockwise rotation of the first rotating rod 6-5-2-4-1 drives the spline shaft 6-5-3-5 and the shaft sleeve 6-5-3-6 to rotate together relative to the left plate unloading frame 6-3-1-2L, the swing arm 6-5-3-2 which is in circumferential transmission fit with the spline shaft 6-5-3-5 swings around the axis of the spline shaft 6-5-3-5, thereby driving the first sucker mechanism 6-5-3 to rotate around the axis of the spline shaft 6-5-3-5 anticlockwise; the hinged joint of the first rotating rod 6-5-2-4-1 and the piston rod of the fourth cylinder 6-5-2-1 is also hinged with a first swing synchronous rod 6-5-2-3-1, so that the first swing synchronous rod 6-5-2-3-1 moves along with the extension of the piston rod to drive the second rotating rod 6-5-2-4-2 connected with the first swing synchronous rod to rotate anticlockwise, and the transmission mode is analogized so that the left synchronous swing mechanism 6-5-2L can synchronously control the rotation of the four left sucker mechanisms 6-5-3L; similarly, the right synchronous swing mechanism 6-5-2R adopts a completely symmetrical mechanism to control the rotation of the four right sucker mechanisms 6-5-3R.
Claims (7)
1. Plate loading device in density board production line, density board production line include frame, transmission, guide rail transport vechicle, plate loading device, characterized by: guide rails are fixed on the rack, and the guide rails comprise a left guide rail and a right guide rail which are positioned on two sides of the hot press pressing plate and extend forwards and backwards; the frame of the guide rail transport vehicle comprises a left frame and a right frame which move back and forth relative to the left guide rail and the right guide rail; the guide rail transport vehicle is driven by the transmission device to move back and forth on the guide rail; the board loading device is arranged on the frame and used for clamping the density board to be hot-pressed and the wood grain paper, and transporting the material to be processed to the upper part of the lining board of the hot press and placing the material on the lining board along with the movement of the guide rail transport vehicle.
2. The board loading device according to claim 1, wherein: the guide rail transport vehicle comprises a frame and a wheel device; the frame comprises a plate loading frame at the front part and a plate unloading frame at the rear part, and the plate loading frame and the plate unloading frame are connected through a dismounting structure; the plate loading device is arranged on the plate loading frame.
3. The board loading device according to claim 2, wherein: the wheel device comprises a wheel carrier, traveling wheels and guide wheels, wherein the wheel carrier is fixed with the frame, the traveling wheels are vertically arranged on two sides of the wheel carrier and move on the plane of the guide rail, and the guide wheels are horizontally arranged on the wheel carrier, are in contact with the side surface of the C-shaped guide rail and move along the side surface of the C-shaped guide rail.
4. The board loading device according to claim 1, wherein: the plate loading devices are divided into a left plate loading device and a right plate loading device which are respectively arranged on the left frame and the right frame, and the right plate loading device and the left plate loading device are completely symmetrical; the right plate loading device comprises a right clamping rod, the right clamping rod is connected with a right clamping mechanism which drives the right clamping rod to translate left and right relative to the right frame, and a right clamping plate mechanism which is used for clamping the side parts of the boards to be hot-pressed and the wood grain paper in the up-down direction is arranged on the right clamping rod.
5. The board loading device according to claim 4, wherein: the right clamping mechanism comprises a first cylinder, a main push rod, a first connecting rod mechanism and a second connecting rod mechanism; the cylinder body of the first cylinder is fixed on the right frame, and the output head of the first cylinder is fixedly connected with one end of the main push rod; the first connecting rod mechanism comprises a first sliding rod, a first sliding rod frame, a first sliding block, a first guide rod and a first clamping rod, wherein a right rod head of the first guide rod is hinged with the right frame, and a left rod head of the first guide rod is hinged with the middle section of the first clamping rod; the sliding rod is fixed on the frame through a sliding rod frame, the sliding rod penetrates through the sliding block, and the sliding block can move along the sliding rod; the first clamping rod right rod head, the main push rod and the sliding block are hinged through a pin shaft; the right clamping rod, the first sliding rod and the main push rod are parallel;
the second connecting rod mechanism comprises a second sliding rod, a second sliding rod frame, a second sliding block, a second guide rod and a second clamping rod, the second connecting rod mechanism is the same as the first connecting rod mechanism, the first connecting rod mechanism and the second connecting rod mechanism are respectively arranged at the front and the rear of the right frame, and the left rod head of the first clamping rod and the left rod head of the second clamping rod are hinged to the right clamping rod through pin shafts.
6. The board loading device according to claim 4, wherein: left splint mechanism includes lower splint frame, punch holder, lower cartridge, second cylinder, connecting rod, main crank and time crank, lower splint frame is fixed mutually with left clamping bar, lower cartridge is fixed with lower splint frame, on the cylinder body of second cylinder is fixed in lower splint frame, second cylinder output lever is articulated through the pin with the connecting rod upper end, connecting rod lower extreme and main crank lower extreme all cooperate with the integral key shaft, and the integral key shaft passes lower splint frame, and main crank upper end passes through the round pin hub connection with the lateral part of punch holder and rotates continuously, time crank lower extreme and lower splint frame rotate continuously through the round pin axle, and time crank upper end links to each other through the round pin axle with the punch holder.
7. The board loading device according to claim 6, wherein: the two left clamping plate mechanisms are respectively arranged at the front end and the rear end of the left clamping rod; the middle sections of the left clamping rod and the right clamping rod are respectively fixed with a left supporting plate frame and a right supporting plate frame which are symmetrical; the right supporting plate frame comprises a lower clamping plate frame and a lower clamping cylinder which are the same as the lower clamping plate frame and the lower clamping cylinder in the right clamping plate mechanism; all lower cartridge holders are coplanar.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020196582.6U CN211682604U (en) | 2020-02-20 | 2020-02-20 | Plate loading device in density plate production line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020196582.6U CN211682604U (en) | 2020-02-20 | 2020-02-20 | Plate loading device in density plate production line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211682604U true CN211682604U (en) | 2020-10-16 |
Family
ID=72776250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020196582.6U Expired - Fee Related CN211682604U (en) | 2020-02-20 | 2020-02-20 | Plate loading device in density plate production line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211682604U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111152309A (en) * | 2020-02-20 | 2020-05-15 | 南京林业大学 | Plate loading device in density plate production line |
-
2020
- 2020-02-20 CN CN202020196582.6U patent/CN211682604U/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111152309A (en) * | 2020-02-20 | 2020-05-15 | 南京林业大学 | Plate loading device in density plate production line |
| CN111152309B (en) * | 2020-02-20 | 2024-05-24 | 南京林业大学 | Plate loading device in density board production line |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108526377B (en) | High-speed railway brake block riveter | |
| CN112045239B (en) | Aluminum profile cutting device | |
| CN103121053A (en) | Horizontal bending machine | |
| CN212216963U (en) | Automatic riveting set of (window) curtain pulley | |
| CN214646700U (en) | Multi-station upward-swinging heat transfer printing machine for taper products | |
| CN112025298A (en) | Automatic bull horn wheel assembling machine | |
| CN211682604U (en) | Plate loading device in density plate production line | |
| CN110921280A (en) | Pipe fitting material loading press-fitting mechanism | |
| CN211709547U (en) | Full-automatic plate loading and unloading machine for density plate production line | |
| CN110509018B (en) | Workpiece transferring and press-fitting device | |
| CN211687032U (en) | Plate unloading device for density plate production line | |
| CN111152309B (en) | Plate loading device in density board production line | |
| CN200957983Y (en) | Collector of polyphenyl composite thermal-insulating wallboard | |
| CN111152308B (en) | Full-automatic plate loading and unloading machine for density plate production line | |
| CN209289823U (en) | A kind of automatic apparatus for turning of corrugated board | |
| CN115055953B (en) | Manufacturing process of bicycle aluminum alloy shelf with LED tail lamp | |
| CN115783696A (en) | Synchronous butt joint device for material production | |
| CN216780932U (en) | Support pressing sleeve equipment of automobile windscreen wiper assembly mechanism | |
| CN115532995A (en) | Wire rod forming equipment | |
| CN111098054B (en) | Straight seam welding machine for welding angle steel and flat steel on civil air defense door frame | |
| CN210655993U (en) | Big and small scroll separation lift | |
| CN208592415U (en) | A kind of sheet stock punching branch mechanism | |
| CN112743974A (en) | Multi-station upward-swinging heat transfer printing machine for taper products | |
| CN112743375A (en) | Tubular product feed arrangement for copper sheathing processingequipment | |
| CN109454196B (en) | Automatic feeding and discharging device of automobile disc brake pad spin riveting machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20201016 Termination date: 20210220 |