CN210972754U - RGV dolly - Google Patents
RGV dolly Download PDFInfo
- Publication number
- CN210972754U CN210972754U CN201921627417.5U CN201921627417U CN210972754U CN 210972754 U CN210972754 U CN 210972754U CN 201921627417 U CN201921627417 U CN 201921627417U CN 210972754 U CN210972754 U CN 210972754U
- Authority
- CN
- China
- Prior art keywords
- trolley
- motor
- camera
- rgv
- loading space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
The utility model discloses a RGV dolly, include: the automatic yarn feeding device comprises a first motor, a vehicle body, a conveying unit, a first camera, a positioning unit, a detection unit and a control unit, wherein the vehicle body is driven by the first motor, and a loading space is arranged on the vehicle body to store a yarn vehicle; the conveying unit is arranged in the loading space so as to convey the yarn car to or from the loading space before or after the transfer; the first camera is arranged on the vehicle body and used for scanning the product identification and sending product information; the positioning unit comprises a position mark and a second camera, the position mark is arranged on one side of the trolley body along the movement direction of the trolley, and the second camera is arranged on the trolley body and used for scanning the position mark and sending position information; the detection unit is connected with the second camera and used for receiving the position information and generating positioning information according to the position information; the control unit is respectively connected with the first camera, the detection unit and the first motor, and controls the working state of the first motor according to the product information and the positioning information; realize automatic and directional transfer yarn car.
Description
Technical Field
The utility model relates to a glass fiber transportation equipment technical field, concretely relates to RGV dolly.
Background
The glass fiber is an inorganic high-performance fiber material with extremely wide application, and along with the continuous improvement of the use demand, people also put higher requirements on the production and processing of the glass fiber.
In the existing glass fiber production and processing process, yarn reels are generally loaded on a yarn trolley, the yarn trolley loaded with different types of yarn reels is manually conveyed to a corresponding station according to the processing procedure, time and labor are wasted, and the yarn trolley is conveyed to the corresponding station by mostly adopting an RGV (red gas discharge) conveying trolley in order to further improve the automation degree of glass fiber processing; however, the existing RGV cannot realize automatic and directional carrying of the yarn car, and the difficulty in realizing automatic glass fiber transportation is increased.
SUMMERY OF THE UTILITY MODEL
In order to overcome the unable automation and the directional transport that realize the yarn car of current RGV dolly to lead to the technical problem that glass fiber transportation process automation degree is low, the utility model provides an RGV dolly.
RGV dolly, include: a first motor for driving the motor to rotate,
the device comprises a vehicle body, a first motor, a second motor, a third motor, a fourth motor, a fifth motor, a sixth motor;
the conveying unit is arranged in the loading space and used for conveying the yarn car to or from the loading space before or after transferring;
the first camera is arranged on the trolley body, is opposite to the product identifier on the yarn trolley, and is used for scanning the product identifier and sending product information;
the positioning unit comprises a position mark and a second camera, the position mark is arranged on one side of the trolley body along the movement direction of the trolley, and the second camera is arranged on the trolley body, is opposite to the position mark, and is used for scanning the position mark and sending position information;
the detection unit is connected with the second camera and used for receiving the position information and generating positioning information according to the position information;
and the control unit is respectively connected with the first camera, the detection unit and the first motor, and is used for receiving the product information and the positioning information and controlling the working state of the first motor according to the product information and the positioning information.
Preferably, the bottom of the vehicle body is rotatably provided with a first rotating shaft and a second rotating shaft, the first rotating shaft and the second rotating shaft are arranged at intervals along the moving direction of the trolley, and two wheels are respectively arranged at two ends of the first rotating shaft and two ends of the second rotating shaft.
Preferably, the first rotating shaft is provided with a plurality of first chain wheels along the axial direction thereof, the driving end of the first motor is provided with a plurality of second chain wheels, and the first chain wheels are in transmission connection with the second chain wheels corresponding to the first chain wheels.
Preferably, the conveying unit includes: the at least two transmission line bodies are arranged on the bearing surface of the loading space at intervals, and each transmission line body is provided with a groove;
the at least two third chain wheels are rotatably arranged at two ends of the transmission line body, and the plane where the third chain wheels are located is axially parallel to the transmission line body;
and the transmission chain is arranged in the groove and is in transmission connection with the third chain wheels at two ends of the transmission line body.
Preferably, the detection unit comprises a first optical communication module and a second optical communication module which are arranged oppositely, the first optical communication module is arranged at the starting end of the position mark, the second optical communication module is arranged on the vehicle body, and the second optical communication module is connected with the second camera.
Preferably, the RGV trolley further comprises a second motor, and the second motor drives the transmission chain to rotate so as to transport the yarn trolley to or from the loading space.
Preferably, the control unit includes: the frequency converter is connected with the second motor and used for regulating and controlling the transmission speed of the transmission chain;
and the input ends of the P L C and the P L C are respectively connected with the first camera and the detection unit, and the output end of the P L C is connected with the first motor so as to control the working state of the first motor according to the product information and the positioning information.
Preferably, the RGV trolley further comprises a power supply unit comprising:
the at least two support frames are arranged at intervals along the movement direction of the trolley and are positioned on one side of the trolley body;
the conductive bar is carried on the support frame;
the power supply supplies power to the conducting bar;
and the sliding contact block is arranged on the vehicle body, the input end of the sliding contact block is electrically connected with the conductive bar, and the output end of the sliding contact block is respectively connected with the first motor and the frequency converter.
Preferably, the conveying unit further comprises at least two guide rods, the two guide rods are arranged in parallel and at intervals, and the at least two guide rods are respectively arranged on the outer side of the transmission line body along the direction perpendicular to the moving direction of the trolley and are located above the transmission line body.
Preferably, the conveying unit further comprises a plurality of travel switches, and the travel switches are respectively arranged at two ends of the loading space along the direction perpendicular to the movement direction of the trolley and used for detecting the position of the yarn trolley in the loading space.
In summary, a conveying unit is arranged on the vehicle body, before the yarn car needs to be transferred, the conveying unit conveys the yarn car to a loading space of the RGV car, after the yarn car is loaded in place, a first camera scans a product identifier attached to the back of the yarn car, the yarn car on the loading space is confirmed to be an empty yarn car or a full yarn car filled with yarn rolls, the type of the yarn car is confirmed, namely the destination of transferring the yarn car is confirmed, after the information is confirmed, the information is sent to a control unit, meanwhile, the RGV car runs along a track, during the running process, a second camera scans a position identifier arranged on one side of the car along a running path, scanned position information is generated and sent to a detection unit, the detection unit generates positioning information about the current position of the car according to the position information and sends the positioning information to the control unit, the control unit compares the product information with the positioning information, and after the car is judged to run to the transfer destination, the first motor is controlled to stop working, the trolley stops moving, the conveying unit conveys the yarn car away from the loading space, automatic and directional transfer of the yarn car is completed, and the automation degree of the glass fiber conveying process is improved.
Drawings
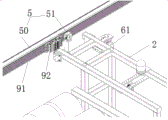
FIG. 1 is a schematic view of the overall structure of the RGV of the present invention;
FIG. 2 is a schematic diagram of the RGV car body structure;
FIG. 3 is an enlarged schematic view of the RGV positioning unit and the power supply unit of the present invention;
FIG. 4 is a schematic structural view of a conveying unit of the present invention;
fig. 5 is a schematic side view of the structure of the middle conveying unit of the present invention.
The system comprises a first motor 1, a second chain wheel 10, a vehicle body 2, a first rotating shaft 20, a first chain wheel 200, a second rotating shaft 21, a wheel 22, an anti-collision component 23, an anti-overturning component 24, a conveying unit 3, a transmission line 30, a third chain wheel 31, a transmission chain 32, a guide rod 33, a travel switch 34, a first camera 4, a positioning unit 5, a position mark 50, a second camera 51, a detection unit 6, a first optical communication module 60, a second optical communication module 61, a control unit 7, a second motor 8, a power supply unit 9, a support frame 90, a conductive bar 91 and a sliding contact block 92.
Detailed Description
The following description of the embodiments according to the present invention is made with reference to the accompanying drawings.
In the following description, numerous specific details are set forth in order to provide a thorough understanding of the present invention, however, the present invention may be practiced in other ways than those specifically described herein, and the present invention is not limited to the specific embodiments disclosed below.
In order to overcome the unable automation and the directional transport that realize the yarn car of current RGV dolly to lead to the technical problem that glass fiber transportation process automation degree is low, the utility model provides an RGV dolly.
The RGV trolley of the utility model, as shown in figure 1 and figure 2, include: the first electric motor (1) is provided with a stator,
the trolley comprises a trolley body 2, wherein the trolley body 2 is driven by a first motor 1, and a loading space is arranged on the trolley body 2 and used for storing a yarn trolley;
the conveying unit 3 is arranged in the loading space and used for conveying the yarn car to or from the loading space before or after transferring;
a first camera 4, the first camera 4 is arranged on the vehicle body 2 and is opposite to a product mark (not shown in the figure) on the yarn vehicle, and is used for scanning the product mark and sending product information;
the positioning unit 5 comprises a position mark 50 and a second camera 51, the position mark 50 is arranged on one side of the vehicle body 2 along the movement direction of the trolley, and the second camera 51 is arranged on the vehicle body 2 and is opposite to the position mark 50 and used for scanning the position mark 50 and sending position information;
the detection unit 6, the detection unit 6 is connected with the second camera 51, and is used for receiving the position information and generating the positioning information according to the position information;
and the control unit 7 is connected with the first camera 4, the detection unit 6 and the first motor 1 respectively, and is used for receiving the product information and the positioning information and controlling the working state of the first motor 1 according to the product information and the positioning information.
In this embodiment, the product identifier attached to the corresponding position of the yarn car may be a two-dimensional code, and the product identifier includes yarn car state information and yarn car type information, where the yarn car state information is used to indicate whether a yarn roll is stored on the yarn car, that is, whether the yarn car is an empty yarn car or a full yarn car; the yarn car type information is used for indicating the type of the yarn rolls on the yarn car, namely indicating that the yarn rolls under the corresponding type need to be transferred to the corresponding destination; the position marker 50 is located on one side of the cart for marking the on-site location of the transportation site, which may be a two-dimensional code strip.
By adopting the technical scheme, the vehicle body 2 is provided with the conveying unit 3, and the conveying unit 3 conveys the yarn vehicle to or from the loading space of the RGV trolley before or after the yarn vehicle needs to be transported; and the car body 2 is provided with a first camera 4 which scans a product mark attached to the back of the yarn car, confirms the state information and the type information of the yarn car on the loading space, sends the information to the control unit 7 after confirming, meanwhile, the RGV car runs along the track, during the running process, a second camera 51 scans a position mark 50 arranged on one side of the car along the running path, generates scanned position information and sends the scanned position information to the detection unit 6, the detection unit 6 generates positioning information about the current position of the car according to the position information and sends the positioning information to the control unit 7, the control unit 7 compares the product information with the positioning information, and when judging that the car runs to a transfer destination, the first motor 1 is controlled to stop working, the car stops moving, the conveying unit 3 transports the yarn car out of the loading space, and the automatic and directional transfer of the yarn car is completed, the automation degree of the glass fiber transportation process is improved.
On the basis of the above embodiment, further, the bottom of the vehicle body 2 is rotatably provided with a first rotating shaft 20 and a second rotating shaft 21, the first rotating shaft 20 and the second rotating shaft 21 are arranged at intervals along the moving direction of the trolley, and two wheels 22 are respectively arranged at two ends of the first rotating shaft 20 and the second rotating shaft 21.
By adopting the above technical scheme, the first rotating shaft 20 and the second rotating shaft 21 are arranged at the bottom of the vehicle body 2 in parallel and at intervals along the moving direction of the trolley, and two wheels 22 are respectively arranged at two ends of the first rotating shaft 20 and the second rotating shaft 21 to facilitate the movement of the vehicle body 2.
In addition to the above embodiments, further, a guide flange (not shown) is provided on the inner side of each wheel 22, and when the RGV car moves on the rail, the guide flange abuts against the rail to guide the car to move.
On the basis of the above embodiment, further, the first rotating shaft 20 is provided with a plurality of first chain wheels 200 along the axial direction thereof, the driving end of the first motor 1 is provided with a plurality of second chain wheels 10, and the first chain wheels 200 are in transmission connection with the corresponding second chain wheels 10.
In this embodiment, the number of the first chain wheel 200 and the second chain wheel 10 can be two, so that two groups of chain wheels and chains are used for transmission between the first motor 1 and the first rotating shaft 20, thereby improving the system stability; of course, the number of the first sprocket 200 and the second sprocket 10 is not limited to the two, and the specific number can be set according to actual conditions.
Adopt above-mentioned technical scheme, adopt the drive mode of sprocket, chain, can transmit the drive power of first motor 1 to first pivot 20 steadily, guarantee that the functioning speed of dolly is more steady.
In other alternative embodiments, the first rotating shaft 20 is provided with a plurality of first gears (not shown in the figures) along the axial direction thereof, the driving end of the first motor 1 is provided with a plurality of second gears (not shown in the figures), the first gears are in transmission connection with the corresponding second gears, and the driving force of the first motor 1 is transmitted to the first rotating shaft 20 by adopting a gear engagement manner.
On the basis of the above embodiment, further, as shown in fig. 4, the conveying unit 3 includes: at least two transmission line bodies 30, the at least two transmission line bodies 30 are arranged on the bearing surface of the loading space at intervals, and each transmission line body 30 is provided with a groove;
at least two third chain wheels 31, wherein the at least two third chain wheels 31 are rotatably arranged at two ends of the transmission line body 30, and the plane where the third chain wheels 31 are located is axially parallel to the transmission line body 30;
and the transmission chain 32 is arranged in the groove and is in transmission connection with the third chain wheels 31 at the two ends of the transmission line body 30.
In this embodiment, at least two transmission line bodies 30 are arranged in parallel and at intervals on the carrying surface of the loading space, and the distance between the two transmission line bodies 30 for carrying one charkholder is equal to the distance between the motion tracks of the charkholder, so as to ensure that the charkholder can be smoothly transported to or from the loading space.
By adopting the above technical scheme, the transmission line body 30 is used as a bearing support of the transmission chain 32 and is arranged on a bearing surface of the loading space, at least two third chain wheels 31 are rotatably arranged at two ends of the transmission line body 30, the plane where the third chain wheels 31 are located is parallel to the axial direction of the transmission line body 30, the transmission chain 32 is in transmission connection with the third chain wheels 31 at two ends of the transmission line body 30, namely, the transmission chain 32 can rotate along the length extension direction of the transmission line body 30, thereby realizing the carrying of the yarn car.
On the basis of the above embodiment, further, as shown in fig. 1, the detection unit 6 includes a first optical communication module 60 and a second optical communication module 61 which are oppositely arranged, the first optical communication module 60 is arranged at the starting end of the position indicator 50, the second optical communication module 61 is arranged on the vehicle body 2, and the second optical communication module 61 is connected with the second camera 51.
By adopting the technical scheme, the detection unit 6 carries out communication and corresponding information transmission based on optical signals through the optical communication module, can effectively shield wireless signal interference, improves the accuracy of transmitted information, ensures that the RGV trolley can transfer the yarn trolley to a correct destination, and improves the reliability of the system.
On the basis of the above embodiment, further, as shown in fig. 5, the RGV car further includes a second motor 8, and the second motor 8 drives the transmission chain 32 to rotate, so as to transport the yarn car to or from the loading space.
In this embodiment, the driving end of the second motor 8 is connected to a transmission shaft, two sprockets are spaced and arranged in parallel along the axial direction of the transmission shaft, the plane where the two sprockets are located is perpendicular to the axial direction of the transmission shaft, moreover, the distance between the two sprockets is equal to the distance between two transmission chains 32 on two transmission line bodies 30, and the two sprockets are respectively connected to the two transmission chains 32 in a transmission manner, so that the second motor 8 drives the transmission chains 32 to rotate.
On the basis of the above embodiment, further, a protective cover is arranged on the periphery of the second motor 8 for preventing other components from influencing the normal operation of the second motor 8 and the conveying unit 3.
On the basis of the above embodiment, further, the control unit 7 includes: the frequency converter is connected with the second motor 8 and used for regulating and controlling the transmission speed of the transmission chain 32;
and the input ends of the P L C and the P L C are respectively connected with the first camera 4 and the detection unit 6, and the output end of the P L C is connected with the first motor 1 so as to control the working state of the first motor 1 according to the product information and the positioning information.
By adopting the technical scheme, the frequency converter is connected with the second motor 8, the rotating speed of the driving end of the second motor 8 can be controlled by changing the working power supply frequency mode of the second motor 8, namely the transmission speed of the transmission chain 32 is controlled, so that the transmission speed of the transmission chain 32 can be correspondingly adjusted according to the change of working conditions, the yarn car can be transported to or from a loading space at corresponding time, and P L C is used for controlling the whole process of transportation, and the automation of the process of transporting the yarn car is realized.
On the basis of the above embodiments, further, as shown in fig. 1 and 3, the RGV car further includes a power supply unit 9, and the power supply unit 9 includes:
at least two support frames 90, wherein the at least two support frames 90 are arranged at intervals along the movement direction of the trolley and are positioned at one side of the trolley body 2;
the conductive bar 91, the conductive bar 91 is carried on the supporting frame 90;
a power source (not shown) for supplying power to the conductive bar 91;
and the sliding contact block 92 is arranged on the vehicle body 2, the input end of the sliding contact block 92 is electrically connected with the conductive bar 91, and the output end of the sliding contact block 92 is respectively connected with the first motor 1 and the frequency converter.
By adopting the technical scheme, the first motor 1 and the frequency converter are electrically connected with the conductive bar 91 through the sliding contact block 92, and can supply power to the trolley by adopting a sliding contact mode in the RGV trolley movement process, so that the trolley does not need to carry a power supply battery, the weight of the trolley is reduced, and on the other hand, the trolley does not need to be charged in the working process, and the working time of the trolley is prolonged.
On the basis of the above embodiment, as shown in fig. 2, the conveying unit 3 further includes at least two guide rods 33, the two guide rods 33 are parallel and spaced, and the at least two guide rods 33 are respectively disposed on the outer side of the transmission line body 30 and above the transmission line body 30 along the direction perpendicular to the moving direction of the cart.
In this embodiment, each guide rod 33 is disposed outside the transmission line body 30 through at least one mounting bracket, specifically, one end of the mounting bracket is fixedly connected outside the transmission line body 30, the other end of the mounting bracket is provided with a mounting seat matched with the guide rod 33, and the guide rod 33 is clamped in the mounting seat.
By adopting the technical scheme, before or after the transfer, the conveying unit 3 is required to convey the yarn car to or from the loading space, and the guide rod 33 is arranged above the outer side of the transmission line body 30 for conveying the yarn car, so that the yarn car can be guided to move on the transmission line body 30 along the specified direction on one hand, and the support is provided for the yarn car during the movement on the other hand, thereby avoiding the yarn car from moving along the movement direction of the trolley and damaging yarn rolls loaded on the yarn car.
On the basis of the above embodiment, as shown in fig. 1, the conveying unit 3 further includes a plurality of travel switches 34, and the travel switches 34 are respectively disposed at two ends of the loading space along a direction perpendicular to the moving direction of the cart, and are used for detecting the position of the cart in the loading space.
In this embodiment, two travel switch sets are respectively arranged at two ends of the loading space along a direction perpendicular to the moving direction of the trolley, each travel switch set comprises two travel switches 34, and is located at an initial position along the direction perpendicular to the moving direction of the trolley, namely, an initial position on the conveying unit 3, and the two travel switches 34 are arranged on the conveying unit, when the two travel switches 34 detect that a yarn trolley is input, it is indicated that the yarn trolley enters the conveying unit 3, the transmission speed of the transmission chain 32 is reduced, and the phenomenon that the yarn trolley shakes due to the excessively high transmission speed and cannot stably bear yarn rolls on the conveying unit is avoided; and at the end position perpendicular to the trolley moving direction, namely the end position on the conveying unit 3, two travel switches 34 are arranged, and when the two travel switches 34 detect that the trolley is input, the trolley is loaded in position, and the transmission chain 32 stops rotating.
It should be noted that the number and the arrangement positions of the travel switches 34 are not limited to the above-mentioned embodiment, and may be set according to specific conditions.
By adopting the technical scheme, the conveying unit 3 is respectively provided with the travel switches 34 at the initial position and the end position of the loading space, and the travel switches are used for detecting the position of the yarn car relative to the conveying unit 3, so that the automation of the transportation process of the yarn car can be further improved when the safety of the yarn car in the transportation process to or from the loading space is improved.
On the basis of the above embodiment, further, as shown in fig. 2, the RGV car further includes at least two collision-prevention assemblies 23, and the two collision-prevention assemblies 23 are respectively disposed at the front end and the rear end of the car body 2 along the car moving direction; each of the collision avoidance modules 23 includes an elastic member having one end connected to the vehicle body 2, a collision avoidance panel connected to the other end of the elastic member, and two collision avoidance stroke switches connected to both ends of the collision avoidance panel.
In this embodiment, the elastic member may be a spring, the anti-collision plate includes a protection portion and two connection portions symmetrically connected to two ends of the protection portion, respectively, and the two connection portions are bent inward in a direction close to the vehicle body 2, respectively, for protecting four corners of the RGV car; two anticollision travel switches are fixed respectively in the both sides of the front/rear end of RGV dolly, and the both ends of anticollision board are connected with two connecting plates respectively, and two connecting plates are respectively with its anticollision travel switch joint that corresponds, and in the dolly motion process, the anticollision board is touch the barrier and can compress spring and retreat, and the connecting plate triggers anticollision travel switch, and anticollision travel switch detects the dolly motion promptly and receives the hindrance, realizes dolly emergency stop, ensures dolly operation safety.
On the basis of the above embodiment, further, as shown in fig. 2, the RGV trolley further includes a rollover prevention assembly 24 for preventing the RGV trolley from fixing the relative position of the trolley and the loading space when transferring the trolley.
In this embodiment, the anti-overturn component 24 includes a return spring, one end of the return spring is arranged at one side of the loading space through a bracket, and the other end is suspended in the air, wherein the height of the bracket is equal to the height of the base of the yarn car when the yarn car is positioned in the loading space; stably park in loading space at the yarn car, reset spring's free end and the base butt of yarn car can be in the transportation, when appearing rocking, give the vertical decurrent effort of yarn car base, avoid the yarn car along being on a parallel with vertical direction upward movement, improve the transportation security.
To sum up, the car body 2 is provided with a conveying unit 3, before the yarn car needs to be transferred, the conveying unit 3 conveys the yarn car to a loading space of the RGV car, after the yarn car is loaded in place, the first camera 4 scans a product mark attached to the back of the yarn car, confirms that the yarn car on the loading space is an empty yarn car or a full yarn car filled with yarn rolls, confirms the type of the yarn car, namely confirms the destination of the yarn car transfer, sends the information to the control unit 7 after confirming, meanwhile, the RGV car runs along the track, during the running process, the second camera 51 scans a position mark 50 arranged on one side of the car along the running path, generates scanned position information and sends the scanned position information to the detection unit 6, the detection unit 6 generates positioning information about the current position of the car according to the position information and sends the positioning information to the control unit 7, the control unit 7 compares the product information with the positioning information, when the trolley is judged to move to the transfer destination, the first motor 1 is controlled to stop working, the trolley stops moving, the yarn trolley is conveyed away from the loading space by the conveying unit 3, automatic and directional transfer of the yarn trolley is completed, and the automation degree of the glass fiber conveying process is improved.
The above description is only a preferred embodiment of the present invention and is not intended to limit the present invention, and various modifications and changes may be made by those skilled in the art. Any modification, equivalent replacement, or improvement made within the spirit and principle of the present invention should be included in the protection scope of the present invention.
Claims (10)
1. An RGV cart, comprising: a first motor for driving the motor to rotate,
the trolley body is driven by the first motor, and a loading space is arranged on the trolley body and used for storing a yarn trolley;
a transport unit disposed in the loading space for transporting the cart to or from the loading space before or after the transfer;
the first camera is arranged on the trolley body, is opposite to the product identifier on the yarn trolley, and is used for scanning the product identifier and sending product information;
the positioning unit comprises a position mark and a second camera, the position mark is arranged on one side of the trolley body along the movement direction of the trolley, and the second camera is arranged on the trolley body, is opposite to the position mark, and is used for scanning the position mark and sending position information;
the detection unit is connected with the second camera and used for receiving the position information and generating positioning information according to the position information;
and the control unit is respectively connected with the first camera, the detection unit and the first motor, and is used for receiving the product information and the positioning information and controlling the working state of the first motor according to the product information and the positioning information.
2. The RGV trolley as claimed in claim 1, wherein the bottom of the trolley body is rotatably provided with a first rotating shaft and a second rotating shaft, the first rotating shaft and the second rotating shaft are arranged at intervals along the movement direction of the trolley, and two wheels are respectively arranged at two ends of the first rotating shaft and the second rotating shaft.
3. The RGV trolley as claimed in claim 2, wherein the first rotating shaft is provided with a plurality of first chain wheels along the axial direction thereof, the driving end of the first motor is provided with a plurality of second chain wheels, and the first chain wheels are in transmission connection with the second chain wheels corresponding to the first chain wheels.
4. The RGV cart of claim 1, wherein the transport unit comprises: the at least two transmission line bodies are arranged on the bearing surface of the loading space at intervals, and each transmission line body is provided with a groove;
the at least two third chain wheels are rotatably arranged at two ends of the transmission line body, and the plane where the third chain wheels are located is axially parallel to the transmission line body;
and the transmission chain is arranged in the groove and is in transmission connection with the third chain wheels at the two ends of the transmission line body.
5. The RGV trolley according to claim 1, wherein the detection unit comprises a first optical communication module and a second optical communication module which are oppositely arranged, the first optical communication module is arranged at the starting end of the position mark, the second optical communication module is arranged on the trolley body, and the second optical communication module is connected with the second camera.
6. The RGV cart in accordance with claim 4, further comprising a second motor that drives rotation of the transport chain to effect transport of the charkhouse to or from the loading space.
7. The RGV cart of claim 6, wherein the control unit includes: the frequency converter is connected with the second motor and used for regulating and controlling the transmission speed of the transmission chain;
and the input end of the P L C is connected with the first camera and the detection unit respectively, and the output end of the P L C is connected with the first motor so as to control the working state of the first motor according to the product information and the positioning information.
8. The RGV cart in accordance with claim 7, further comprising a power supply unit, the power supply unit comprising:
the at least two support frames are arranged at intervals along the movement direction of the trolley and are positioned on one side of the trolley body;
the conductive bar is carried on the support frame;
a power supply that supplies power to the conductive bar;
and the sliding contact block is arranged on the vehicle body, the input end of the sliding contact block is electrically connected with the conductive bar, and the output end of the sliding contact block is respectively connected with the first motor and the frequency converter.
9. The RGV trolley according to claim 4, characterized in that the conveying unit further comprises at least two guide rods, the two guide rods are arranged in parallel and at intervals, and the at least two guide rods are respectively arranged on the outer side of the transmission line body along the direction perpendicular to the trolley moving direction and above the transmission line body.
10. The RGV cart as claimed in claim 1, wherein the transport unit further comprises a plurality of travel switches respectively disposed at both ends of the loading space in a direction perpendicular to the cart movement direction for detecting the position of the cart in the loading space.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921627417.5U CN210972754U (en) | 2019-09-27 | 2019-09-27 | RGV dolly |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921627417.5U CN210972754U (en) | 2019-09-27 | 2019-09-27 | RGV dolly |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210972754U true CN210972754U (en) | 2020-07-10 |
Family
ID=71418941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921627417.5U Active CN210972754U (en) | 2019-09-27 | 2019-09-27 | RGV dolly |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210972754U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113955419A (en) * | 2021-11-09 | 2022-01-21 | 中国兵器装备集团自动化研究所有限公司 | There is rail dolly that shuttles back and forth suitable for hazardous environment |
-
2019
- 2019-09-27 CN CN201921627417.5U patent/CN210972754U/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113955419A (en) * | 2021-11-09 | 2022-01-21 | 中国兵器装备集团自动化研究所有限公司 | There is rail dolly that shuttles back and forth suitable for hazardous environment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR0150412B1 (en) | Article transport system and carriage for use therewith | |
| CN210310337U (en) | Shuttle that can rapid transport | |
| CN100347060C (en) | Transport installation for paper reels, method for its operation and vehicle | |
| CN211034131U (en) | Roller butt-joint type automatic guide transport vehicle | |
| CN112340336A (en) | Sorting equipment and sorting method | |
| US6415721B1 (en) | Storage conveyor for hybrid carrying truck | |
| CN210972754U (en) | RGV dolly | |
| CN113788091A (en) | Flexible automobile assembling system | |
| KR20110139656A (en) | Transportation vehicle system | |
| CN214988231U (en) | Be applied to AGV material transfer device | |
| JP2009287269A (en) | Object moving unit | |
| JPH06297276A (en) | Method for supplying parts on production line | |
| CN212172039U (en) | AGV dolly is transported to wheel pair | |
| CN113291721A (en) | Rail guided vehicle and transport system | |
| CN213706953U (en) | Material conveying equipment | |
| CN216033884U (en) | Transmission device and power swapping station | |
| CN215204518U (en) | Transmission in-place detection system for battery transfer of battery replacement station | |
| CN109835678A (en) | A kind of annular sorting shuttle | |
| CN115676714A (en) | Omnidirectional AGV with lifting and side-moving functions | |
| CN206537863U (en) | Halved belt sorts AGV | |
| CN214526352U (en) | RGV dolly | |
| CN113580481A (en) | Material handling device | |
| CN115092612A (en) | Annular shuttle and annular shuttle logistics conveying system | |
| CN215434721U (en) | Material handling device | |
| CN217417189U (en) | Transfer device capable of automatically switching conveying equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |