CN210940949U - Full-automatic laminating production line - Google Patents
Full-automatic laminating production line Download PDFInfo
- Publication number
- CN210940949U CN210940949U CN201821722419.8U CN201821722419U CN210940949U CN 210940949 U CN210940949 U CN 210940949U CN 201821722419 U CN201821722419 U CN 201821722419U CN 210940949 U CN210940949 U CN 210940949U
- Authority
- CN
- China
- Prior art keywords
- frame
- film
- paper
- production line
- rule
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 26
- 238000010030 laminating Methods 0.000 title claims description 30
- 239000012528 membrane Substances 0.000 claims abstract description 33
- 210000002489 tectorial membrane Anatomy 0.000 claims abstract description 32
- 210000003128 head Anatomy 0.000 claims abstract description 17
- 238000001179 sorption measurement Methods 0.000 claims abstract description 10
- 230000007246 mechanism Effects 0.000 claims description 20
- 239000007888 film coating Substances 0.000 claims description 18
- 238000009501 film coating Methods 0.000 claims description 18
- 238000003825 pressing Methods 0.000 claims description 9
- 230000004888 barrier function Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 10
- 230000006872 improvement Effects 0.000 description 9
- 230000000903 blocking effect Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 230000009471 action Effects 0.000 description 4
- 238000007599 discharging Methods 0.000 description 4
- 238000005034 decoration Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000033001 locomotion Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005192 partition Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000002716 delivery method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images





Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
The utility model discloses a full-automatic tectorial membrane production line, include the frame and all set up adsorption paper feeding device, send membrane device and tectorial membrane device and the paper collecting device in the frame, the frame is equipped with for the position between adsorption paper feeding device and the tectorial membrane device and draws the rule device, draw the rule device including the setting of translation draw rule head and link joint in the frame, the frame is equipped with the link joint idler for drawing the opposite side of rule head, the one end of link joint with draw rule head fixed connection, the other end just walks around the link joint idler for the free end. The utility model discloses a full-automatic tectorial membrane production line, through the setting of drawing rule head and link joint, just need not remove the dismouting backing plate when the position of drawing the rule head is adjusted, so made things convenient for the regulation to the position of drawing the rule head greatly.
Description
Technical Field
The utility model relates to a laminating equipment, more specifically the utility model relates to a full-automatic laminating production line that says so.
Background
The film laminating machine is a special equipment for paper and film. The laminating equipment widely used in China has small volume, low cost and flexible and convenient operation, is suitable for laminating processing of large-batch printed matters, and is also suitable for laminating processing of small-batch and scattered printed matters such as an automatic desktop office system and the like.
The existing laminating machine comprises a paper feeding device, a film feeding device and a film laminating device, wherein in the film laminating process, paper and films are synchronously conveyed into the film laminating device through the paper feeding device and the film conveying device, then the conveyed films are laminated on the paper through the film laminating device, so that the film laminating operation on the paper is completed, in the film laminating operation process of the film laminating device, high requirements are required on the positions of the paper and the films, in the conveying process, because the paper is conveyed one by one, the problem of dislocation is easy to occur in the paper connecting process, so that the problem of film laminating mismatching on the paper can occur, in this way, the existing laminating machine is provided with a pull gauge device between a machine frame and the paper feeding device and the film laminating device, the paper with deviated position is adjusted through the pull gauge function of the pull gauge device, and the relative position between the paper and the films is kept, however, the existing structure of the drawing gauge device includes a drawing gauge head, a frame side spaced from the drawing gauge head, and a backing plate laid between the drawing gauge head and the frame side, and the distance between the drawing gauge head and the frame side is the width of the paper, the drawing gauge operation is performed on the paper by using the principle of passing restriction, and the backing plate is a bedding structure having the same width as the paper by adopting a plurality of splicing modes.
SUMMERY OF THE UTILITY MODEL
Not enough to prior art exists, the utility model aims to provide a draw full-automatic tectorial membrane production line that rule paper width can simple and convenient regulation.
In order to achieve the above purpose, the utility model provides a following technical scheme: the utility model provides a full-automatic tectorial membrane production line, includes the frame and all sets up adsorption paper feeding device, send membrane device and tectorial membrane device and the paper collecting device in the frame, wherein adsorption paper feeding device carries the tectorial membrane device to paper, send membrane device to carry the tectorial membrane device in, the tectorial membrane device with the membrane attach the membrane on the paper in the back input collection paper device, the frame is equipped with for being equipped with on the position between adsorption paper feeding device and the tectorial membrane device and draws the gauge device, draw the gauge device including the setting of translation draw gauge head and link joint in the frame, the frame is equipped with the link joint idler for drawing the opposite side of gauge head, the one end and the first fixed connection that draws gauge, the other end just walks around the link joint idler for the free end to can slide and span in the frame, along with drawing the removal of gauge head.
As a further improvement of the utility model, draw the rule head including drawing the rule base and setting and drawing the rule subassembly on drawing the rule base, drawing the setting that the rule base can transversely slide in the frame, the end fixing of link joint draws the rule base on, the frame is equipped with lead screw actuating mechanism for drawing the below of rule base, this lead screw actuating mechanism with draw the rule base and link mutually to the drive draws the rule base translation in the frame.
As the utility model discloses a further improvement, but draw the rule subassembly to include pendulum rod and the rotatable drawing rule wheel that sets up in pendulum rod swing one end of luffing motion setting on drawing the rule base, the downside fixedly connected with preforming of pendulum rod wobbling one end, the both sides perk of this preforming to the direction of advance setting of one side for the paper of perk, draw the rotatable inlay of rule wheel and establish in the one end of pendulum rod for the preforming to wear out the preforming from the downside, make the wheel face offset with drawing the rule base.
As a further improvement, send membrane device including putting the membrane roller and connecing membrane mechanism, put the rotatable setting of membrane roller in the frame position that is close to the tectorial membrane device, connect the top of membrane mechanism setting at the tectorial membrane device, wherein the membrane passes after putting the membrane roller and connect and enter into in the tectorial membrane device behind the membrane mechanism, connect membrane mechanism including leading the membrane roller and the case that induced drafts, the case that induced drafts is fixed in the frame for the position of tectorial membrane device top, the rotatable setting of guide membrane roller is in the top of case that induced drafts, and wherein the membrane passes through the case that induced drafts after putting the membrane roller and pulling out, and it enters into the tectorial membrane device to bypass behind the guide membrane roller, the case that induced drafts has seted up a plurality of hole for one side of membrane to when connecing the membrane, the case that induced drafts, adsorb the.
As a further improvement, the case that induced drafts offers for the one side in the hole that induced drafts and connects the rete along the length direction extension of case that induced drafts, a plurality of the hole that induced drafts is connecing the both sides evenly distributed in rete along the extending direction who connects the rete.
As a further improvement, the frame is equipped with down paper output device for the position between tectorial membrane device and the collection device, paper output device includes left side guide roller group, middle part footboard and right side guide roller group down, left side guide roller group sets up in the frame on being close to the position of tectorial membrane device to carry the paper guide that the tectorial membrane is good to middle part footboard below, right side guide roller group sets up in the frame on being close to the position of collection device, carries to the collection device in with the paper guide of middle part footboard below.
As a further improvement, the frame is equipped with the device of cutting for the position between tectorial membrane device and the collection device, should cut the device and include circular disk cutter mount pad and the rotatable circular disk cutter of setting on the circular disk cutter mount pad, the setting that the circular disk cutter mount pad can slide is in the frame to take the circular disk cutter to make a round trip to slide in the frame.
As a further improvement, one side fixedly connected with disc cutter gap bridge plate of disc cutter mount pad, the below that the frame was crossed the bridge plate for disc cutter is equipped with the bridge plate mount pad of crossing the frame, the fixed bridge plate of crossing of upside fixedly connected with of bridge plate mount pad, the setting that the disc cutter gap bridge plate can slide is on fixed bridge plate, fixed bridge plate goes up a plurality of magnet of fixedly connected with, when disc cutter gap bridge plate slided to fixed bridge plate, the disc cutter gap bridge plate was lived to magnet.
As a further improvement, the delivery device includes a delivery frame and a delivery platen, the delivery frame is fixed in one end of the frame back to the adsorption paper feeding device, the setting that the delivery platen can slide from top to bottom is in the delivery frame, but the delivery frame is equipped with the baffler of translation for the position of delivery platen top, when the delivery platen moves to the minimum downwards, the baffler from the frame in roll-off to the delivery frame to in the top of delivery platen.
As a further improvement, the baffler includes two chains and a plurality of horizontal poles, be fixed with two chain guide that relative setting, two on the relative both sides of collection frame are close to the position of its upside the chain can the gliding setting respectively in two chain guide, a plurality of the both ends of horizontal pole respectively with two the chain link one-to-one of chain is connected to constitute the link joint structure, the chain is equipped with the weight for the one end of frame, the rotatable sprocket that is connected with of the one end of the relative frame of chain guide, the one end that the chain was equipped with the weight is walked around behind the sprocket vertical below of hanging in the frame.
The beneficial effects of the utility model, through adsorption paper feeding device, send the membrane device, tectorial membrane device and collection device's setting, alright the effectual automatic laminating machine that constitutes, and through the setting of drawing the rule device, then can effectual realization draw the rule operation with the paper, avoid appearing the problem of tectorial membrane failure, and through drawing the mode that the rule device set to draw rule head and link joint, alright realize utilizing to draw the rule head to draw the rule operation, the link joint then can replace backing plate among the prior art, so draw the in-process of rule head position in the adjustment, only need direct adjustment draw the rule head can, just need not install and dismantle the backing plate again, so great increase to the convenience of the process of drawing rule paper size regulation, very big having made things convenient for to drawing the regulation of rule head.
Drawings
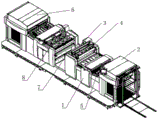
FIG. 1 is an overall structure diagram of the full-automatic film coating production line of the present invention;
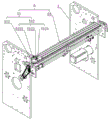
FIG. 2 is an overall block diagram of the pull gauge apparatus of FIG. 1;
FIG. 3 is a view showing the overall configuration of the film feeding apparatus shown in FIG. 1;
fig. 4 is an overall configuration view of the lower sheet discharging device in fig. 1;
FIG. 5 is an overall configuration view of the slitting device of FIG. 1;
FIG. 6 is an overall configuration view of the delivery unit in FIG. 1;
fig. 7 is an overall structural view of the group partition in fig. 6.
Detailed Description
The present invention will be described in further detail with reference to embodiments shown in the drawings.
Referring to fig. 1 to 7, the full-automatic film coating production line of the embodiment includes a frame 1, and a paper feeding device 2, a film feeding device 3, a film coating device 4, and a paper collecting device 6 all disposed on the frame 1, wherein the paper feeding device 2 feeds paper into the film coating device 4, the film feeding device 3 feeds film into the film coating device 4, the film coating device 4 attaches film on the paper and feeds the film into the paper collecting device 6, a pull gauge device 5 is disposed on the frame 1 at a position corresponding to a position between the paper feeding device 2 and the film coating device 4, the pull gauge device 5 includes a pull gauge head 51 and a chain plate 53 translatably disposed on the frame 1, a chain plate idler 11 is disposed on the other side of the frame 1 corresponding to the pull gauge head 51, one end of the chain plate 53 is fixedly connected with the pull gauge head 51, the other end is a free end and bypasses the chain plate idler 11 so as to be slidable and cross over the frame 1, the paper is conveyed to the film coating device 4 through the paper conveying device 2, the film is conveyed to the film coating device 4 through the film conveying device 3, then the film coating effect of the film coating device 4 is utilized to effectively realize that the paper is collected by the paper collecting device 6 after being coated with the film, the paper input into the film coating device 4 can be firstly subjected to the drawing operation through the arrangement of the drawing gauge device 5 to adjust the position of the paper, the problem of film coating failure caused by the position deviation of the paper is avoided, the drawing gauge device 5 is arranged in a mode that the drawing gauge heads 51 and 53 are matched with each other, and the chain plate can realize the position adjustment of the drawing gauge head 51 in the process of using the production line of the embodiment, only need direct movement draw the gauge head 51 can, and need not be the same among the prior art, need dismouting backing plate, because in the in-process that draws gauge head 51 to move, link joint 53 also can be along with moving, then realize drawing the in-process that gauge head 51 moved through the mode that link joint 53 changes the length on frame 1 and hangs the length under frame 1 through link joint idler 11 steering action, link joint 53 can effectually play the effect of a backing plate, and the in-process of adjusting need not carry out dismouting action, and adopted the link joint 53 structure, unnecessary link joint 53 can be kept in through the mode of hanging, compare in the structure that adopts the hardboard, the problem that the hindrance people that leads to because unnecessary link joint 53 outside frame 1 walked through can not appear.
As an improved specific embodiment, the gauge head 51 includes a gauge base 511 and a gauge assembly 512 disposed on the gauge base 511, the gauge base 511 is disposed on the frame 1 in a laterally slidable manner, an end of the chain plate 53 is fixed on the gauge base 511, a screw driving mechanism is disposed below the frame 1 relative to the gauge base 511, the screw driving mechanism is linked with the gauge base 511 to drive the gauge base 511 to move on the frame 1 in a translational manner, the gauge head 51 is configured as the gauge base 511 and the gauge assembly 512, a slidable gauge head structure can be implemented, and by the arrangement of the screw driving mechanism, the position of the gauge base 511 can be automatically adjusted, and further the position of the gauge head 51 can be automatically adjusted, so that the degree of automation of the production line is further increased, and the screw driving mechanism of the embodiment is a manner of combining a screw and a servo motor in the prior art, the screw rod is matched with a threaded hole in the pull gauge base 511 to achieve the effect of driving the pull gauge base 511 to slide by the rotation of the servo motor.
As an improved specific embodiment, the pull gauge assembly 512 comprises a swing link 5121 which is arranged on the pull gauge base 511 in a way of swinging up and down and a pull gauge wheel 5122 which is rotatably arranged at one swinging end of the swing link 5121, a pressing piece 5123 is fixedly connected to the lower side of one swinging end of the swing link 5121, two sides of the pressing piece 5123 are tilted, the tilted side is arranged relative to the advancing direction of the paper, the pull gauge wheel 5122 is rotatably embedded in one end of the swing link 5121 relative to the pressing piece 5123 and penetrates out of the pressing piece 5123 from the lower side, so that the wheel surface is abutted against the pull gauge base 511, through the arrangement of the swing link 5121, the effect of providing paper pressure to the pull gauge can be realized by being matched with the pressing piece 5123, the problem of paper slippage in the process of the pull gauge can be avoided, and through the arrangement of the pull gauge wheel 5122, a pull gauge action can be realized by utilizing the rotation of the pull gauge wheel 5122, wherein in this embodiment, in, therefore, a driving wheel is arranged on the lower side surface of the pull gauge wheel 5122 to drive the pull gauge wheel 5122 to rotate, so that better pull gauge action can be realized.
As an improved specific embodiment, the film feeding device 3 includes a film releasing roller 31 and a film receiving mechanism 32, the film releasing roller 31 is rotatably disposed at a position of the frame 1 near the film covering device 4, the film receiving mechanism 32 is disposed above the film covering device 4, wherein the film passes through the film receiving mechanism 32 after being pulled out from the film releasing roller 31 and enters the film covering device 4, the film receiving mechanism 32 includes a film guiding roller 321 and an air suction box 322, the air suction box 322 is fixed at a position of the frame 1 above the film covering device 4, the film guiding roller 321 is rotatably disposed above the air suction box 322, wherein the film passes through the air suction box 322 after being pulled out from the film releasing roller 31 and bypasses the film guiding roller 321 and enters the film covering device 4, the air suction box 322 is provided with a plurality of air suction holes 3221 on one side of the film, so that the air suction box 322 sucks air to adsorb the film on the air suction holes 3221 during film receiving, through the setting of the case 322 of induced drafting and the hole 3221 of induced drafting above it, alright realize when connecing the membrane, utilize to send the draft on the case 322 of induced drafting on with the effectual absorption of membrane to the hole 3221 of induced drafting, whole assembly line was shut down this moment, then the workman will induced draft the membrane on the hole 3221 and dock through the sticky tape, compare like this and connect the membrane mode in prior art, connect simple accuracy more of membrane process.
As an improved specific embodiment, a film connecting groove 3222 extending along the length direction of the air suction box 322 is formed in one side of the air suction box 322 relative to the air suction holes 3221, the air suction holes 3221 are uniformly distributed on two sides of the film connecting groove 3222 along the extending direction of the film connecting groove 3222, and by the arrangement of the film connecting groove 3222, the rear end of the front film and the front end of the rear film can be stacked on the film connecting groove 3222 in the film connecting process, and then the two films can be cut along the film connecting groove 3222 by using a knife, so that the connection between the two films can be flattened because the knife is cut along the film connecting groove 3222 in the film connecting process, and the problem of the distortion of the film connection caused by the uneven edge of the film is solved, wherein in this embodiment, the film suction effect is mainly achieved by additionally arranging a fan at one end of the air suction box 322.
As an improved specific embodiment, the frame 1 is provided with a lower paper discharging device 7 at a position between the film covering device 4 and the paper collecting device 6, the lower paper discharging device 7 comprises a left guide roller group 71, a middle pedal 72 and a right guide roller group 73, the left guide roller group 71 is arranged at a position of the frame 1 close to the film covering device 4 to guide and convey the film-covered paper to a position below the middle pedal 72, the right guide roller group 73 is arranged at a position of the frame 1 close to the paper collecting device 6 to guide and convey the paper below the middle pedal 72 into the paper collecting device 6, and by means of the arrangement of the lower paper discharging device 7, people can walk through the middle pedal 72 therein, thereby avoiding the problem that the workers need to bypass the whole production line when moving from one side to the other side due to long length of the production line, effectively increasing the working efficiency of the workers, the left guide roller group 71 and the right guide roller group 73 in this embodiment are effectively formed by using a plurality of guide rollers, and thus, detailed description thereof is omitted in this embodiment.
As an improved specific embodiment, the frame 1 is provided with a slitting device 8 in a position between the film covering device 4 and the paper collecting device 6, the slitting device 8 includes a circular cutter mounting seat 81 and a circular cutter 82 rotatably disposed on the circular cutter mounting seat 81, the circular cutter mounting seat 81 is slidably disposed on the frame 1 to bring the circular cutter 82 to slide back and forth on the frame 1, so that by disposing the circular cutter mounting seat 81, a movable slitting device 8 can be effectively formed, so that trimming can be performed on film covering paper sheets with different specifications and widths, the circular cutter 82 in this embodiment is an active circular cutter, that is, as shown in fig. 5, by combining a motor and a blade, the blade can be effectively realized, and the blade is coaxially fixed on a rotating shaft of the motor.
As a modified specific embodiment, a circular disc cutter bridge plate 83 is fixedly connected to one side of the circular disc cutter mounting seat 81, a bridge plate mounting seat 84 crossing the frame 1 is arranged below the circular disc cutter bridge plate 83 of the frame 1, a fixed bridge plate 85 is fixedly connected to the upper side of the bridge plate mounting seat 84, the circular disc cutter bridge plate 83 is slidably arranged on the fixed bridge plate 85, a plurality of magnets 86 are fixedly connected to the fixed bridge plate 85, when the circular disc cutter bridge plate 83 slides on the fixed bridge plate 85, the circular disc cutter bridge plate 83 is attracted by the magnets 86, and the existing circular disc cutter adopts a separate small bridge plate for adapting to paper with various widths, which is troublesome in use. Although the gap bridge plate has been known in this manner, there are problems in that, as the cutter disk gap bridge plate 83 moves toward the fixed gap bridge plate 85, the cutter disk gap bridge plate 83 is tilted by the fixed gap bridge plate 85 by a larger inclination angle, the paper can not pass through, the strong magnet 86 is added in the embodiment, the disk cutter gap bridge plate 83 can be firmly adsorbed on the fixed gap bridge plate 85, the gap bridge plate mounting seat 84 is made of aluminum alloy materials, the dispersion of magnetic force is reduced, the corresponding circular cutter mounting seat 81 is driven by a screw rod in a translation mode, a rotatable screw rod is arranged on the bridge plate mounting seat 84, then a motor is arranged to link the rotating shaft of the motor with the screw rod, a threaded hole which is in threaded fit with the screw rod is arranged below the circular cutter mounting seat 81, therefore, the active driving of the translation of the circular cutter mounting seat 81 can be simply and effectively realized.
As a modified specific embodiment, the delivery device 6 includes a delivery frame 61 and a delivery platen 62, the delivery frame 61 is fixed on one end of the frame 1 opposite to the paper feeding device 2, the delivery platen 62 is slidably disposed in the delivery frame 61 up and down, a barrier plate 63 capable of translating is disposed on the delivery frame 61 above the delivery platen 62, when the delivery platen 62 slides down to the lowest point, the barrier plate 63 slides out of the frame 1 into the delivery frame 61, and above the delivery platen 62, when the delivery platen is full of enough paper, in order to improve the production efficiency, a non-stop delivery mode is often adopted. The traditional non-stop paper delivery method is to insert a paper delivery board with one surface similar to the size of a paper delivery bedplate above the paper delivery bedplate. Some large-scale machines, the corresponding delivery boards are also large, and the manual work has certain trouble when in use. And through the setting of barrier plate 63, the effect of the delivery plank of an automatic removal of alright effectual realization has avoided reduction in production efficiency's problem.
As an improved specific embodiment, the blocking plate 63 includes two chains 631 and a plurality of cross bars 632, two opposite chain guide rails 633 are fixed on two opposite sides of the delivery frame 61 near the upper side thereof, the two chains 631 are slidably disposed in the two chain guide rails 633, two ends of the plurality of cross bars 632 are connected with the links of the two chains 631 in a one-to-one correspondence manner to form a chain plate structure, one end of the chain 631 opposite to the frame 1 is provided with a weight 634, one end of the chain guide rail 633 opposite to the frame 1 is rotatably connected with a sprocket 635, one end of the chain 631 provided with the weight 634 passes around the sprocket 635 and then is vertically hung below the frame 1, and by arranging the blocking plate 63 in such a manner that the chains 631 and the cross bars 632 are combined with each other, the blocking plate can be matched with the weight 634, when the group partition plate 63 is not used, the blocking plate 63 is vertically hung below the rack 1 for storage, so that compared with a structure adopting an integral plate, the blocking plate 63 can be further conveniently stored when not used, the moving space of the blocking plate 63 is divided into two parts of vertical translation, the space required by translation is reduced, and the heavy hammer 634 can effectively ensure that the blocking plate 63 is vertically hung when not used.
In summary, the full-automatic laminating production line of this embodiment, through the mode that draws gauge head 51 and link joint 63 combination to make up into and draw gauge device 5, can be very big convenient to draw gauge device 5's position control for draw gauge device 5 can be better be applicable to the different paper of specification width.
It is above only the utility model discloses a preferred embodiment, the utility model discloses a scope of protection does not only confine above-mentioned embodiment, the all belongs to the utility model discloses a technical scheme under the thinking all belongs to the utility model discloses a scope of protection. It should be noted that, for those skilled in the art, various modifications and decorations can be made without departing from the principle of the present invention, and these modifications and decorations should also be regarded as the protection scope of the present invention.
Claims (10)
1. The utility model provides a full-automatic tectorial membrane production line, includes frame (1) and all sets up adsorption paper device (2) in frame (1), send membrane device (3) and tectorial membrane device (4) and paper collecting device (6), wherein adsorption paper device (2) carry paper in tectorial membrane device (4), send membrane device (3) to carry the membrane in tectorial membrane device (4), tectorial membrane device (4) with the membrane attach on the paper in the back input paper collecting device (6), frame (1) are equipped with on the position between adsorption paper device (2) and tectorial membrane device (4) and draw rule device (5), its characterized in that: draw rule device (5) including the setting of translation draw rule head (51) and link joint (53) on frame (1), frame (1) is equipped with link joint idler (11) for the opposite side of drawing rule head (51), the one end of link joint (53) with draw rule head (51) fixed connection, the other end just walks around link joint idler (11) for the free end to can slide and span on frame (1), move along with the removal of drawing rule head (51).
2. The full-automatic film coating production line according to claim 1, characterized in that: draw rule head (51) including drawing rule base (511) and set up and draw rule subassembly (512) on drawing rule base (511), draw the setting that rule base (511) can transversely slide on frame (1), the tip of link joint (53) is fixed on drawing rule base (511), frame (1) is equipped with lead screw actuating mechanism for drawing the below of rule base (511), and this lead screw actuating mechanism links with drawing rule base (511) mutually to the drive draws rule base (511) translation on frame (1).
3. The full-automatic film coating production line according to claim 2, characterized in that: the drawing gauge assembly (512) comprises a swing rod (5121) which is arranged on a drawing gauge base (511) and can swing up and down and a drawing gauge wheel (5122) which is rotatably arranged at one swinging end of the swing rod (5121), a pressing sheet (5123) is fixedly connected to the lower side face of one swinging end of the swing rod (5121), two sides of the pressing sheet (5123) are tilted, one tilted side is arranged relative to the advancing direction of paper, the drawing gauge wheel (5122) is rotatably embedded in one end of the swing rod (5121) relative to the pressing sheet (5123) and penetrates out of the pressing sheet (5123) from the lower side, and the wheel face is abutted to the drawing gauge base (511).
4. The full-automatic laminating production line according to claim 1, 2 or 3, characterized in that: the film feeding device (3) comprises a film placing roller (31) and a film receiving mechanism (32), the film placing roller (31) is rotatably arranged at a position, close to the film laminating device (4), of the frame (1), the film receiving mechanism (32) is arranged above the film laminating device (4), a film passes through the film receiving mechanism (32) after being pulled out from the film placing roller (31) and then enters the film laminating device (4), the film receiving mechanism (32) comprises a film guiding roller (321) and an air suction box (322), the air suction box (322) is fixed at a position, opposite to the position above the film laminating device (4), of the frame (1), the film guiding roller (321) is rotatably arranged above the air suction box (322), the film passes through the air suction box (322) after being pulled out from the film placing roller (31) and then enters the film laminating device (4) after bypassing the film guiding roller (321), and the air suction box (322) is provided with a plurality of air suction holes (3221) relative to one side of the film, when the membrane is connected, the air suction box (322) sucks air to adsorb the membrane on the air suction holes (3221).
5. The full-automatic film coating production line according to claim 4, characterized in that: one side of the air suction box (322) opposite to the air suction holes (3221) is provided with film receiving grooves (3222) extending along the length direction of the air suction box (322), and the air suction holes (3221) are uniformly distributed on two sides of the film receiving grooves (3222) along the extending direction of the film receiving grooves (3222).
6. The full-automatic laminating production line according to claim 1, 2 or 3, characterized in that: frame (1) is equipped with down paper output device (7) for the position between tectorial membrane device (4) and collection device (6), paper output device (7) include left side guide roller group (71), middle part footboard (72) and right side guide roller group (73) down, left side guide roller group (71) set up in frame (1) are close to the position of tectorial membrane device (4) to carry the paper guide that the tectorial membrane is good to middle part footboard (72) below, right side guide roller group (73) set up in frame (1) are close to the position of collection device (6) on, in order to carry the paper guide of middle part footboard (72) below to collection device (6).
7. The full-automatic laminating production line according to claim 1, 2 or 3, characterized in that: frame (1) is equipped with on the position for between tectorial membrane device (4) and collection paper device (6) and cuts device (8), should cut device (8) and include circular disc cutter mount pad (81) and rotatable circular disc cutter (82) of setting on circular disc cutter mount pad (81), setting that circular disc cutter mount pad (81) can slide is in frame (1) to take circular disc cutter (82) to make a round trip to slide on frame (1).
8. The full-automatic film coating production line according to claim 7, characterized in that: bridge plate (83) is crossed to one side fixedly connected with circle disc cutter of circle disc cutter mount pad (81), frame (1) is equipped with bridge plate mount pad (84) of crossing of frame (1) for the below of circle disc cutter bridge plate (83), the fixed bridge plate (85) of crossing of upside fixedly connected with of bridge plate mount pad (84), the setting that can slide of circle disc cutter bridge plate (83) is on fixed bridge plate (85), fixed bridge plate (85) of crossing is gone up a plurality of magnet (86) of fixedly connected with, and when circle disc cutter bridge plate (83) slide to fixed bridge plate (85), circle disc cutter bridge plate (83) are lived in magnet (86).
9. The full-automatic laminating production line according to claim 1, 2 or 3, characterized in that: the paper collecting device (6) comprises a paper collecting frame (61) and a paper collecting bedplate (62), the paper collecting frame (61) is fixed at one end of the rack (1) back to the paper feeding device (2), the paper collecting bedplate (62) can be arranged in the paper collecting frame (61) in a vertically sliding mode, a barrier plate (63) capable of translating is arranged at a position, above the paper collecting bedplate (62), of the paper collecting frame (61), and when the paper collecting bedplate (62) slides downwards to the lowest point, the barrier plate (63) slides out of the rack (1) into the paper collecting frame (61) and is arranged above the paper collecting bedplate (62).
10. The full-automatic film coating production line according to claim 9, characterized in that: the utility model discloses a paper collection rack, including baffle board (63), delivery rack (61) and chain guide (631), baffle board (63) include two chains (631) and a plurality of horizontal pole (632), the relative both sides of delivery rack (61) are close to two chain guide (633) that are fixed with relative setting on the position of its upside, two chain (631) can the gliding setting respectively in two chain guide (633), a plurality of the both ends of horizontal pole (632) respectively with two the chain link one-to-one of chain (631) is connected to constitute the link joint structure, chain (631) are equipped with weight (634) for the one end of frame (1), the rotatable sprocket (635) that is connected with of the one end of relative frame (1) of chain guide (633), vertical hanging in the below of frame (1) behind chain (631) are equipped with weight (634).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201821722419.8U CN210940949U (en) | 2018-10-24 | 2018-10-24 | Full-automatic laminating production line |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201821722419.8U CN210940949U (en) | 2018-10-24 | 2018-10-24 | Full-automatic laminating production line |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210940949U true CN210940949U (en) | 2020-07-07 |
Family
ID=71377312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201821722419.8U Withdrawn - After Issue CN210940949U (en) | 2018-10-24 | 2018-10-24 | Full-automatic laminating production line |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210940949U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109591451A (en) * | 2018-10-24 | 2019-04-09 | 温州光明印刷机械有限公司 | A kind of full-automatic coating production line |
-
2018
- 2018-10-24 CN CN201821722419.8U patent/CN210940949U/en not_active Withdrawn - After Issue
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109591451A (en) * | 2018-10-24 | 2019-04-09 | 温州光明印刷机械有限公司 | A kind of full-automatic coating production line |
| CN109591451B (en) * | 2018-10-24 | 2024-05-10 | 温州光明印刷机械有限公司 | Full-automatic tectorial membrane production line |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210940949U (en) | Full-automatic laminating production line | |
| CN109591451B (en) | Full-automatic tectorial membrane production line | |
| CN202185955U (en) | Automatic advancing, edge-milling and sawing machine of short timber | |
| CN209440222U (en) | A kind of cutting mechanism of knitting machine | |
| CN208663900U (en) | A kind of cutting mechanism for laminating machine | |
| CN209408564U (en) | A kind of paper cutter improving cut paper smoothness | |
| CN211104180U (en) | Multi-prepreg cutting device | |
| CN210678954U (en) | Cutting mechanism of adjustable high-speed precise double-shaft cutting machine | |
| CN214085210U (en) | Transverse paper feeding and pasting mechanism | |
| CN209937033U (en) | Waste collecting device of film splitter | |
| CN204660970U (en) | Automation label marking equipment | |
| CN209648905U (en) | A kind of double face planer of vertical planing | |
| CN116315131A (en) | Novel battery side glue attaching device | |
| CN207618686U (en) | A kind of automatic deviation correction transmission mechanism | |
| CN107097553B (en) | Automatic collating device | |
| CN210854657U (en) | Insulating paper pasting machine | |
| CN210551485U (en) | Edge cutting machine for aluminizer | |
| CN204057411U (en) | One is cross-cutting machine paper feed feedway independently | |
| CN206678061U (en) | A kind of release film device | |
| CN207983450U (en) | A kind of cutting means of truncation plastic floor | |
| CN208516613U (en) | A kind of adjustable non-woven fabrics cutting machine | |
| CN214646601U (en) | Bar code sticker machine | |
| CN218809261U (en) | Vertical glass sheet paper-padding machine | |
| CN205438710U (en) | Abrasive band cylinder cutting structure | |
| CN201587752U (en) | Green tape cutting edging collecting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20200707 Effective date of abandoning: 20240510 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20200707 Effective date of abandoning: 20240510 |