CN203665134U - 斜锯仿形工装 - Google Patents
斜锯仿形工装 Download PDFInfo
- Publication number
- CN203665134U CN203665134U CN201320652717.5U CN201320652717U CN203665134U CN 203665134 U CN203665134 U CN 203665134U CN 201320652717 U CN201320652717 U CN 201320652717U CN 203665134 U CN203665134 U CN 203665134U
- Authority
- CN
- China
- Prior art keywords
- profiling
- briquetting
- cushion block
- block
- base plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000004677 Nylon Substances 0.000 claims description 4
- 229920001778 nylon Polymers 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 238000003754 machining Methods 0.000 abstract 1
- 230000002035 prolonged effect Effects 0.000 abstract 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 239000004411 aluminium Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
Images


Abstract
本实用新型公开一种斜锯仿形工装,包括底板、压块、仿形垫块、仿形压块、定位螺栓和压紧螺母,所述底板上方设有压块、仿形垫块、仿形压块和压紧螺母,所述仿形垫块固定于所述底板上,所述仿形压块固定于所述压块内侧,所述仿形垫块、仿形压块均位于所述压块的下方,所述仿形垫块位于所述仿形压块下方,所述仿形垫块与所述仿形压块之间用于放置待加工产品;所述压块的一端设置有与压紧螺母配合的孔,压紧螺母穿过该孔后与固定于所述底板的连接块连接,所述压块的另一端与底板连接,在该端的外侧设置有与底板面平行的定位螺栓。本实用新型可有效的减少加工误差,大大提高刀具的实用寿命,从而降低生产成本。
Description
技术领域
本实用新型涉及一种工装,具体地说,涉及的是一种斜锯仿形工装。
背景技术
由于铝型材在汽车上的广泛使用,从而给在铝铝型材的加工带来了很大的压力,昔日的传统加工已经不能满足现在的订单产量;特别是一些复杂零件,截面较为复杂,壁厚薄且宜产生变形,不适合传统的加工,在生产此产品过程中遇到很大难题。
常规工装的缺点表现在以下几点:
1、常规工装加紧点少易变形,加工误差大;
2、常规工装加工需要多种刀具,加工单件时间长且加工面粗糙,很难满足图纸技术要求;
3、常规工装加工时切削力大,对刀具的寿命有着明显的影响。
实用新型内容
本实用新型的目的在于解决现有技术中的上述不足,提供一种斜锯仿形工装,解决了复合角度产品加工难的问题,降低了生产成本。
为实现上述的目的,本实用新型所述的一种斜锯仿形工装,包括底板、压块、仿形垫块、仿形压块、定位螺栓和压紧螺母,所述底板上方设有压块、仿形垫块、仿形压块和压紧螺母,所述仿形垫块固定于所述底板上,所述仿形压块固定于所述压块内侧,所述仿形垫块、仿形压块均位于所述压块的下方,所述仿形垫块位于所述仿形压块下方,所述仿形垫块与所述仿形压块之间用于放置待加工产品;所述压块的一端设置有与压紧螺母配合的孔,压紧螺母穿过该孔后与固定于所述底板的连接块连接,所述压块的另一端与底板连接,在该端的外侧设置有与底板面平行的定位螺栓;所述底板上设有支脚,该支脚中间为定位槽,所述的连接块设置在该定位槽内并固定,该连接块的另一端连接到所述压块。通过该定位槽和连接块的设置,可以实现快速换工装,也能方便迅速夹紧。
优选的,所述仿形压块为尼龙垫块。
优选的,所述压紧螺母为带自锁功能的螺母。
本实用新型有益效果:
1、本实用新型能全方位接触待加工产品,能有效的减少由于壁厚薄及易变形所产生的加工误差;
2、采用本实用新型加工时间短且有效提高表面粗糙度;
3、由于仿形工装的夹紧力及夹紧点密集,从而加工时产生的振动小,对待加工产品的稳定性起着决定性的作用;
4、斜锯仿形工装的锯切头采用φ250mm的锯片,由于切削力小会大大提高刀具的使用寿命从而降低成本。
附图说明
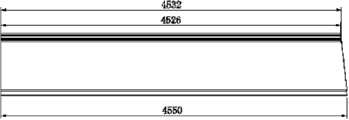
图1为本实用新型待加工产品结构示意图;
图2为本实用新型侧面结构示意图;
图3为本实用新型整体结构示意图。
图中:1为仿形垫块,2为仿形压块,3为压紧螺母,4为定位螺栓,5为连接块,6为压块,7为底板,8为待加工产品,9为定位槽。
具体实施方式
以下结合附图和实施例对本实用新型的技术方案作进一步的解释,但是以下的内容不用于限定本实用新型的保护范围。
如图1所示,为本实施例待加工产品8的结构示意图,待加工产品8的总长为4550mm长,截面较为复杂,壁厚为4mm宜产生变形。
如图2、3所示,本实施例提供一种斜锯仿形工装,包括仿形垫块1、仿形压块2、压紧螺母3、定位螺栓4、连接块5、压块6、底板7,其中:底板7上方设有压块6、仿形垫块1、仿形压块2和压紧螺母3;仿形垫块1固定于底板7上;所述仿形压块2固定于压块6内侧;仿形垫块1、仿形压块2均位于所述压块6的下方,仿形垫块1位于仿形压块2下方,仿形垫块1与仿形压块2之间用于放置待加工产品8;压块6的一端设置有与压紧螺母3配合的孔,压紧螺母3穿过该孔后与固定于底板7的连接块5连接;压块6的另一端与底板7连接,在该端的外侧设置有与底板7面平行的定位螺栓4。
本实施例中,所述底板7上设有支脚,该支脚中间为定位槽9,所述连接块5设置在该定位槽9内并固定,该连接块5的另一端连接到所述压块6。
本实施例中,所述仿形压块2为尼龙垫块。
本实施例中,所述压紧螺母3为带自锁功能的螺母。
在加工待加工产品8时,将待加工产品8放置于仿形垫块1上,从而有效防止待加工产品8变形;同时放下两个压块6使仿形压块2与待加工产品8面接触,仿形压块2是尼龙垫块从而防止加工过程中抖动;同时调节两块压块6另一端上的定位螺栓4以固定待加工产品8;再将两个压紧螺母3穿过两个压块6上设置的孔并与固定于底板7的连接块5连接,压紧螺母3带自锁功能,从而使仿形工装能与待加工产品8全方位接触,夹紧力及夹紧点密集,从而加工时产生的振动小,减少了由于壁厚薄及易变形所产生的加工误差。
尽管本实用新型的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本实用新型的限制。在本领域技术人员阅读了上述内容后,对于本实用新型的多种修改和替代都将是显而易见的。因此,本实用新型的保护范围应由所附的权利要求来限定。
Claims (3)
1.一种斜锯仿形工装,其特征在于,包括底板、压块、仿形垫块、仿形压块、定位螺栓和压紧螺母,所述底板上方设有压块、仿形垫块、仿形压块和压紧螺母,所述仿形垫块固定于所述底板上,所述仿形压块固定于所述压块内侧,所述仿形垫块、仿形压块均位于所述压块的下方,所述仿形垫块位于所述仿形压块下方,所述仿形垫块与所述仿形压块之间用于放置待加工产品;所述压块的一端设置有与压紧螺母配合的孔,压紧螺母穿过该孔后与固定于所述底板的连接块连接,所述压块的另一端与底板连接,在该端的外侧设置有与底板面平行的定位螺栓;所述底板上设有支脚,该支脚中间为定位槽,所述的连接块设置在该定位槽内并固定,该连接块的另一端连接到所述压块。
2.根据权利要求1所述的一种斜锯仿形工装,其特征在于:所述仿形压块为尼龙垫块。
3.根据权利要求1所述的一种斜锯仿形工装,其特征在于:所述压紧螺母为带自锁功能的螺母。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320652717.5U CN203665134U (zh) | 2013-10-22 | 2013-10-22 | 斜锯仿形工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320652717.5U CN203665134U (zh) | 2013-10-22 | 2013-10-22 | 斜锯仿形工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203665134U true CN203665134U (zh) | 2014-06-25 |
Family
ID=50961467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320652717.5U Expired - Lifetime CN203665134U (zh) | 2013-10-22 | 2013-10-22 | 斜锯仿形工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203665134U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107263157A (zh) * | 2017-07-25 | 2017-10-20 | 深圳市圆梦精密技术研究院 | 一种用于机器人加工的零件夹具 |
| CN111230525A (zh) * | 2020-02-26 | 2020-06-05 | 成都飞机工业(集团)有限责任公司 | 一种用于窗框薄板类零件数控机加的辅助压块装置 |
-
2013
- 2013-10-22 CN CN201320652717.5U patent/CN203665134U/zh not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107263157A (zh) * | 2017-07-25 | 2017-10-20 | 深圳市圆梦精密技术研究院 | 一种用于机器人加工的零件夹具 |
| CN111230525A (zh) * | 2020-02-26 | 2020-06-05 | 成都飞机工业(集团)有限责任公司 | 一种用于窗框薄板类零件数控机加的辅助压块装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201744872U (zh) | 一种多轴件铣削夹具 | |
| CN204262828U (zh) | 一种机床加工用固定夹具 | |
| CN203665134U (zh) | 斜锯仿形工装 | |
| CN203993265U (zh) | 棒料45度截面锯切夹具 | |
| CN204195325U (zh) | 一种用于压板固定打孔的定位夹具 | |
| CN203210033U (zh) | 一种增压器转子总成切割检验夹具 | |
| CN201645216U (zh) | 中桥主减速器壳立加工夹具 | |
| CN203092188U (zh) | 一种铣床的带基准定位夹具 | |
| CN201220352Y (zh) | 磁极线圈弯头冲模刃口加工加紧装置 | |
| CN202239796U (zh) | 一种用于抓钢机卡板的钻模模具 | |
| CN201664799U (zh) | 线切割顶针翻转治具 | |
| CN202021567U (zh) | 一种工装压紧卡具 | |
| CN203726160U (zh) | 限制式防松夹具 | |
| CN203343757U (zh) | 一种消声器尾管切割夹具 | |
| CN203956526U (zh) | 二侧面零件加工装备 | |
| CN202726231U (zh) | 一种用于管类零件线切割加工的工装 | |
| CN206483872U (zh) | 一种母线板倒角切割装置 | |
| CN203184994U (zh) | 多用镗孔夹具 | |
| CN205630027U (zh) | 连接叉加工工装 | |
| CN203437962U (zh) | 一种加工连杆盖用夹具 | |
| CN204449987U (zh) | 过滤器壳体夹紧定位工装 | |
| CN203579266U (zh) | 细长薄壁结构件腔型加工装置及系统 | |
| CN216967050U (zh) | 剥皮机刀架盒拉紧斜口车床上加工的夹具 | |
| CN203649940U (zh) | 齿轮端铣加工定位夹具 | |
| CN210849853U (zh) | 一种高压水快速去毛刺工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 201702, Shanghai Qingpu District, Shanghai Qing Ping highway 2058 Patentee after: Shanghai Yousheng Aluminum Co.,Ltd. Address before: 201702, Shanghai Qingpu District, Shanghai Qing Ping highway 2058 Patentee before: SHANGHAI UNISON ALUMINUM PRODUCTS Co.,Ltd. |
|
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20140625 |