CN203566977U - Automatic control forming machine for vulcanization of brake pad - Google Patents
Automatic control forming machine for vulcanization of brake pad Download PDFInfo
- Publication number
- CN203566977U CN203566977U CN201320726387.XU CN201320726387U CN203566977U CN 203566977 U CN203566977 U CN 203566977U CN 201320726387 U CN201320726387 U CN 201320726387U CN 203566977 U CN203566977 U CN 203566977U
- Authority
- CN
- China
- Prior art keywords
- pressure
- forming machine
- sulfuration
- control system
- brake
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Braking Arrangements (AREA)
Abstract
The utility model belongs to the technical field of brake pad processing and particularly relates to an automatic control forming machine for vulcanization of a brake pad. The forming machine comprises a working platform, a pressure mechanism, a vulcanization heating mechanism and an oil pressure pipeline system, wherein the side of a pressure plate of the pressure mechanism is provided with a height sensor; an oil line of the oil pressure pipeline system is provided with a pressure inverter; one side of the working platform is provided with an electronic control cabinet in which a PLC (Programmable Logic Controller) control system is arranged. The forming machine also comprises a liquid crystal touch panel, wherein the height sensor and the pressure inverter are electrically connected with the PLC control system; the PLC control system is electrically connected with the liquid crystal touch panel. The forming machine can be used for automatically controlling pressure distribution, pressure compensation and air exhaust and is high in production efficiency, relatively high in rate of finished products, capable of sufficiently ensuring the product quality, good in consistence of product performances, stable in quality, convenient to operate and use and capable of saving labor and reducing the production cost.
Description
Technical field
The utility model belongs to brake(-holder) block processing technique field, particularly relates to a kind of brake(-holder) block sulfuration and automatically controls forming machine.
Background technology
It joins existing brake(-holder) block vulcanization forming machine pressure, ftercompction and exhaust process and all leans on Artificial Control, thereby controls not in placely to joining the time of pressure, ftercompction and exhaust, causes the bad control of Lift, and the bad control of number of times of opening, finally cause yield rate low, quality cannot guarantee, unstable.
Summary of the invention
The technical problems to be solved in the utility model overcomes above-mentioned the deficiencies in the prior art exactly, and provide a kind of, joins pressure, ftercompction and exhaust and realizes automation and control, and yield rate is higher, and forming machine is controlled in the brake(-holder) block sulfuration that quality can fully guarantee automatically.
For solving the problems of the technologies described above, the technical solution of the utility model is:
Forming machine is controlled in a kind of brake(-holder) block sulfuration automatically, comprise workbench, pressure mechanism, sulfuration heating arrangements and oil pipeline system, side at the contained pressing plate of pressure mechanism is provided with height sensor, pressure is installed on the contained oil circuit of oil pipeline system and becomes contrary device, in workbench one side, electrical control cubicles is installed, PLC control system is installed in electrical control cubicles, also comprise liquid crystal touch panel, described height sensor and pressure become between contrary device and PLC control system and are electrically connected to, and between PLC control system and liquid crystal touch panel, are electrically connected to.
Described sulfuration heating arrangements comprises the upper sulfuration heating plate being fixedly mounted on the contained pressing plate of pressure mechanism, and is arranged on the lower sulfuration heating plate on work top, and upper and lower sulfuration heating plate surrounding side has wire to be connected with power supply; On lower sulfuration heating plate, be installed with mould.
In mould, be evenly distributed with a plurality of core rods.
The beneficial effect of technical solutions of the utility model is:
1, structurally, the sulfuration of the utility model brake(-holder) block is automatically controlled forming machine and is had additional height sensor, and pressure becomes contrary device, and PLC control system and liquid crystal touch panel, can to joining pressure, ftercompction and exhaust, control in real time accurately, high to time control accuracy, Lift and opening times are controlled accurately, and production efficiency is high, finished product rate is high, quality is fully guaranteed, and properties of product high conformity, and quality is very stable; In addition, the utility model can be realized and join pressure, ftercompction and exhaust automation control, has saved manually, and a people can control many simultaneously, has reduced production cost.
2, structurally, sulfuration heating arrangements described in the utility model comprises upper and lower sulfuration heating plate, and has wire to be connected with power supply in upper and lower sulfuration heating plate surrounding side, simple in structure, and heating is convenient, and cure efficiency is good; On lower sulfuration heating plate, be installed with mould, be evenly distributed with a plurality of core rods in mould, can once vulcanize a plurality of brake(-holder) blocks of heating, production efficiency is high, easy for operation.
3, to sum up, the automatic control of the utility model brake(-holder) block sulfuration forming machine is joined pressure, ftercompction and exhaust and is realized automation control, and production efficiency is high, and yield rate is higher, quality can fully guarantee, properties of product high conformity, steady quality, and easy for operation, save artificial, reduce production cost, therefore, be very suitable for promotion and implementation.
Accompanying drawing explanation
Below in conjunction with accompanying drawing, the specific embodiment of the present utility model is described in further detail, wherein:
Fig. 1 is that the structural representation of forming machine is controlled in the sulfuration of the utility model brake(-holder) block automatically;
Fig. 2 is the structural representation that forming machine sulfuration heating arrangements is controlled in the sulfuration of the utility model brake(-holder) block automatically;
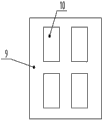
Fig. 3 is that the structural representation of the mould of forming machine is controlled in the sulfuration of the utility model brake(-holder) block automatically;
Sequence number in figure: 1, workbench, 2, pressure mechanism, 3, sulfuration heating arrangements, 3-1, upper sulfuration heating plate, 3-2, lower sulfuration heating plate, 3-3, wire, 4, oil pipeline system, 5, height sensor, 6, pressure becomes contrary device, and 7, electrical control cubicles, 8, liquid crystal touch panel, 9, mould, 10, core rod.
the specific embodiment
Embodiment mono-:
Referring to figure to Fig. 3, in figure, forming machine is controlled in the sulfuration of the utility model brake(-holder) block automatically, comprise workbench 1, pressure mechanism 2, sulfuration heating arrangements 3 and oil pipeline system 4, in the side of the contained pressing plate of pressure mechanism, height sensor 5 is installed, pressure is installed on the contained oil circuit of oil pipeline system and becomes contrary device 6, in workbench one side, electrical control cubicles 7 is installed, PLC control system is installed in electrical control cubicles, also comprise liquid crystal touch panel 8, described height sensor and pressure become between contrary device and PLC control system and are electrically connected to, between PLC control system and liquid crystal touch panel, be electrically connected to.
Described sulfuration heating arrangements comprises the upper sulfuration heating plate 3-1 being fixedly mounted on the contained pressing plate of pressure mechanism, and is arranged on the lower sulfuration heating plate 3-2 on work top, and upper and lower sulfuration heating plate surrounding side has wire 3-3 to be connected with power supply; On lower sulfuration heating plate, be installed with mould.
In mould 9, be evenly distributed with a plurality of core rods 10.
The foregoing is only the schematic specific embodiment of the utility model; not in order to limit scope of the present utility model; any those skilled in the art is not departing from equivalent variations and the modification of making under the prerequisite of the utility model design and principle, all should belong to the scope of the utility model protection.
Claims (3)
1. forming machine is controlled in a brake(-holder) block sulfuration automatically, comprise workbench, pressure mechanism, sulfuration heating arrangements and oil pipeline system, it is characterized in that: the side at the contained pressing plate of pressure mechanism is provided with height sensor, pressure is installed on the contained oil circuit of oil pipeline system and becomes contrary device, in workbench one side, electrical control cubicles is installed, PLC control system is installed in electrical control cubicles, also comprise liquid crystal touch panel, described height sensor and pressure become between contrary device and PLC control system and are electrically connected to, and between PLC control system and liquid crystal touch panel, are electrically connected to.
2. forming machine is controlled in brake(-holder) block sulfuration according to claim 1 automatically, it is characterized in that: described sulfuration heating arrangements comprises the upper sulfuration heating plate being fixedly mounted on the contained pressing plate of pressure mechanism, and being arranged on the lower sulfuration heating plate on work top, upper and lower sulfuration heating plate surrounding side has wire to be connected with power supply; On lower sulfuration heating plate, be installed with mould.
3. forming machine is controlled in brake(-holder) block sulfuration according to claim 2 automatically, it is characterized in that: in mould, be evenly distributed with a plurality of core rods.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320726387.XU CN203566977U (en) | 2013-11-18 | 2013-11-18 | Automatic control forming machine for vulcanization of brake pad |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320726387.XU CN203566977U (en) | 2013-11-18 | 2013-11-18 | Automatic control forming machine for vulcanization of brake pad |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203566977U true CN203566977U (en) | 2014-04-30 |
Family
ID=50534733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320726387.XU Expired - Fee Related CN203566977U (en) | 2013-11-18 | 2013-11-18 | Automatic control forming machine for vulcanization of brake pad |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203566977U (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106584888A (en) * | 2016-12-07 | 2017-04-26 | 天长市良文运动器材有限公司 | Heating formation control device for carbon fiber club molds |
| CN114290580A (en) * | 2021-11-30 | 2022-04-08 | 山东博仁新材料科技有限公司 | Vulcanizing machine for producing novel composite material based on one-step forming and production process |
-
2013
- 2013-11-18 CN CN201320726387.XU patent/CN203566977U/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106584888A (en) * | 2016-12-07 | 2017-04-26 | 天长市良文运动器材有限公司 | Heating formation control device for carbon fiber club molds |
| CN114290580A (en) * | 2021-11-30 | 2022-04-08 | 山东博仁新材料科技有限公司 | Vulcanizing machine for producing novel composite material based on one-step forming and production process |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203470883U (en) | Cooling water control device for casting mold | |
| CN201663202U (en) | Low-pressure injection molding equipment | |
| CN203566977U (en) | Automatic control forming machine for vulcanization of brake pad | |
| CN203622947U (en) | Automatic nut hot-melt pressing welder | |
| CN205024241U (en) | Over -and -under type leather knurling device | |
| CN205058581U (en) | Plasticator is inhaled to fluid pressure type | |
| CN205178898U (en) | DC power supply apparatus | |
| CN204670111U (en) | A kind of egg hatching device | |
| CN202142760U (en) | Processing apparatus of double-hole plug of common electric appliance | |
| CN204172334U (en) | The hot-forming controller of a kind of material | |
| CN205020632U (en) | Be applied to drift quick change structure of bending of continuous mould | |
| CN205303603U (en) | Hot press mechanism of lithium cell hot press | |
| CN205272471U (en) | Automatic mould device that opens of foaming | |
| CN203418020U (en) | Automatic timing constant-temperature control system for high-voltage motor coil compression moulding | |
| CN203510569U (en) | Constant temperature mold | |
| CN204053176U (en) | A kind of automatic tin soldering device | |
| CN203599823U (en) | Motor brake pad press-fit device | |
| CN205058583U (en) | Die pressing mechanism of plasticator is inhaled to fluid pressure type | |
| CN204546425U (en) | A kind of butterfly valve kludge valve rod hydraulic pressure cluster tool | |
| CN203932556U (en) | Adjustable workshop power supply wiring framework | |
| CN203503554U (en) | Online programming sequential relay used for sequential control output | |
| CN204954288U (en) | High controllable rigging machine of laminating | |
| CN203406750U (en) | High voltage motor coil compression molding sequential constant voltage automatic control system | |
| CN204221876U (en) | Heat energy hole-cutting device | |
| CN203266084U (en) | Screw positioning device of automatic screw twisting machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140430 Termination date: 20141118 |
|
| EXPY | Termination of patent right or utility model |