CN202498174U - Closing die for self-locking nut - Google Patents
Closing die for self-locking nut Download PDFInfo
- Publication number
- CN202498174U CN202498174U CN2012201255911U CN201220125591U CN202498174U CN 202498174 U CN202498174 U CN 202498174U CN 2012201255911 U CN2012201255911 U CN 2012201255911U CN 201220125591 U CN201220125591 U CN 201220125591U CN 202498174 U CN202498174 U CN 202498174U
- Authority
- CN
- China
- Prior art keywords
- self
- locking nut
- closing
- hole
- moulding hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Insertion Pins And Rivets (AREA)
Abstract
The utility model relates to a closing die for a self-locking nut. The die can fix the position of the self-locking nut on a press machine by virtue of a locating pin on a lower die body, a closing end of the self-locking nut is processed through coordination of a stopping surface which is convexly arranged on the hole wall of a moulding hole on an upper die body and the closing end of the self-locking nut, when the closing die is used, the closing end of the self-locking nut can be processed through interaction of the upper die and the lower die, thus the closing end of the self-locking nut can be conveniently and rapidly processed; and the annular circumferential wall of the closing end is uniformly stressed when the closing end of the self-locking nut is closed, thus processing precision of closing processing on the self-locking nut is guaranteed, and the closing die disclosed by the utility model has the advantages of high processing efficiency and high processing precision.
Description
Technical field
The utility model relates to the self-locking nut processing technique field, relates in particular to a kind of self-locking nut crimping mould.
Background technology
Self-locking nut is owing to having good connection, location, anti-vibration and locking effect, and is quick and easy for installation, obtained extensive use in fields such as Aeronautics and Astronautics.In relevant criterion; Connection to self-locking nut is firm, accurate positioning, locking property, installation method etc. all have special requirement; This just requires the locking torque of self-locking nut must be controlled in certain scope, and the self-locking nut after the processing do not allow to occur the situation that nylon ring rotates, cuts circle and go too far at the trial, thus the locking torque of self-locking nut must be stablized, reliably; And be controlled in certain scope, this just makes the crimping processing method of self-locking nut seem particularly important.
At present; Usually adopt the crimping processing method of the processing method of lathe rotary pressing processing as self-locking nut; Be about to self-locking nut and be clamped on the three-jaw or four paws of lathe, and the closing in end of self-locking nut is exposed from the end of three-jaw or four paws, be pressed into gradually on the ring end face of nylon ring through the sidewall of lathe tool then the closing in end of self-locking nut; Thereby reach the purpose that makes self-locking nut crimping; But because in the whole machining process process, lathe tool is in a side of self-locking nut workpiece all the time, thereby makes the self-locking nut workpiece in processed process, occur rocking; And then the machining accuracy of the closing in processing of self-locking nut workpiece is reduced; Make the locking torque of self-locking nut product unstable, nylon ring is deviate from self-locking nut easily, therefore adopt the processing method of closing in of the processing method processing self-locking nut of lathe spinning to have that working (machining) efficiency is low, the shortcoming of machining accuracy difference.
The utility model content
The utility model provides a kind of self-locking nut crimping mould, the working (machining) efficiency that is intended to solve the crimping processing method of self-locking nut in the prior art is low, the problem of machining accuracy difference.
The technical scheme of this self-locking nut crimping mould is following:
A kind of self-locking nut crimping mould; Comprise upper die body and lower mold body; Described lower mold body is provided with the alignment pin of endoporus to stop the self-locking nut workpiece to move along the radial that is used for inserting the self-locking nut workpiece; Offer the moulding hole that be used to relative with alignment pin supplies the closing in end of self-locking nut workpiece to insert on the described upper die body; Described moulding hole has the hole wall that is used for when the closing in end of self-locking nut inserts with the outer peripheral face applying of the closing in end of self-locking nut; Convex with the Stop structure that extends to moulding hole inwall on the hole wall in described moulding hole, described Stop structure has the closing in end that is used to push self-locking nut so that the aduncate stopping surface of perisporium of the closing in end of self-locking nut.
Described moulding hole is a blind hole, and described Stop structure is the cecum in moulding hole, and described stopping surface is the cecum end face in moulding hole.
Offer shaping groove on the described stopping surface, the arc groove that upwards is absorbed in perpendicular to the cross section of its circumferential direction of described shaping groove around the annular of the axial setting of described alignment pin.
The utility model is located the position of self-locking nut on forcing press through the alignment pin on the lower mold body; Stopping surface that is convexly equipped with on the hole wall through the moulding hole on the upper die body and the closing in end of cooperating of the closing in end of self-locking nut processing self-locking nut; In use, the closing in end of self-locking nut can be processed through cooperatively interacting of upper and lower pressing mold, makes that the closing in processing of self-locking nut is simple and efficient; And because the closing in end of self-locking nut is when closing up; The annular perisporium of end of closing up is evenly stressed, thereby has guaranteed the machining accuracy of the closing in processing of self-locking nut, therefore the utlity model has working (machining) efficiency height, advantage that machining accuracy is high.
Description of drawings
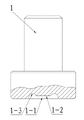
Fig. 1 is the structural representation of self-locking nut workpiece;
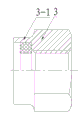
Fig. 2 is the structural representation of self-locking nut finished product;
Fig. 3 is the left view of Fig. 2;
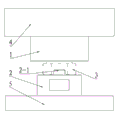
Fig. 4 is the structural representation of the embodiment of the utility model;
Fig. 5 is the structural representation of upper die body among Fig. 4;
Fig. 6 is the structural representation of lower mold body among Fig. 4.
The specific embodiment
The embodiment of the self-locking nut crimping mould of the utility model: extremely shown in Figure 6 like Fig. 1; This closing-in mould is made up of upper die body 1 and lower mold body 2; Wherein, Lower mold body 2 is provided with the alignment pin 2-1 of endoporus to stop self-locking nut workpiece 3 to move radially that is used for inserting self-locking nut workpiece 3; Offer the moulding hole 1-1 that be used to relative with alignment pin 2-1 supplies the closing in end of self-locking nut workpiece 3 to insert on the upper die body 1, this moulding hole 1-1 is a blind hole, and the cecum end face of moulding hole 1-1 is that the closing in end 3-1 that is used to push self-locking nut workpiece 3 is so that the aduncate stopping surface 1-2 of perisporium of the closing in end 3-1 of self-locking nut 3.Offer on the upper die body 1 and be in stopping surface 1-2 near the shaping groove 1-3 on the end face of lower mold body 2, the arc groove of this shaping groove 1-3 for upwards being absorbed in, and along the annular edge of stopping surface 1-2 along extension.
The utility model at first is fixed on upper die body 1 in the die shank hole of crank press slide block 4 in use, and lower mold body 2 is fixed on the die shoe 5; Self-locking nut workpiece 3 is placed on the lower mold body 2; And alignment pin 2-1 is inserted in the endoporus of self-locking nut workpiece 3, and adjust machine tool travel then, can receive press operation; In the pressurized process of self-locking nut workpiece 3, the outer peripheral face of the closing in end 3-1 of self-locking nut workpiece 3 and the hole wall of moulding hole 1-1 are fitted.After receiving the pressure end, take off self-locking nut workpiece 3, promptly accomplish the closing in processing of self-locking nut workpiece, obtain self-locking nut finished product 7.
In the above-described embodiments, the moulding hole is a blind hole, and stopping surface is the cecum end face of blind hole, and in other embodiments, the moulding hole also can be through hole, and stopping surface is the inner face of plug fixing in this moulding hole.
Claims (3)
1. self-locking nut crimping mould; It is characterized in that: comprise upper die body and lower mold body; Described lower mold body is provided with the alignment pin of endoporus to stop the self-locking nut workpiece to move along the radial that is used for inserting the self-locking nut workpiece; Offer the moulding hole that be used to relative with alignment pin supplies the closing in end of self-locking nut workpiece to insert on the described upper die body; Described moulding hole has the hole wall that is used for when the closing in end of self-locking nut inserts with the outer peripheral face applying of the closing in end of self-locking nut; Convex with the Stop structure that extends to moulding hole inwall on the hole wall in described moulding hole, described Stop structure has the closing in end that is used to push self-locking nut so that the aduncate stopping surface of perisporium of the closing in end of self-locking nut.
2. self-locking nut crimping mould according to claim 1 is characterized in that: described moulding hole is a blind hole, and described Stop structure is the cecum in moulding hole, and described stopping surface is the cecum end face in moulding hole.
3. self-locking nut crimping mould according to claim 1 and 2; It is characterized in that: offer shaping groove on the described stopping surface, the arc groove that upwards is absorbed in perpendicular to the cross section of its circumferential direction of described shaping groove around the annular of the axial setting of described alignment pin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201255911U CN202498174U (en) | 2012-03-29 | 2012-03-29 | Closing die for self-locking nut |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201255911U CN202498174U (en) | 2012-03-29 | 2012-03-29 | Closing die for self-locking nut |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202498174U true CN202498174U (en) | 2012-10-24 |
Family
ID=47034801
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012201255911U Expired - Fee Related CN202498174U (en) | 2012-03-29 | 2012-03-29 | Closing die for self-locking nut |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202498174U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103846369A (en) * | 2012-11-29 | 2014-06-11 | 中国航空工业标准件制造有限责任公司 | Closing method and die for slotted self-locking nuts |
| CN105221541A (en) * | 2015-09-22 | 2016-01-06 | 河南航天精工制造有限公司 | A kind of sealed type non-metallic insert self-locking nut and forming stamper |
| CN105665574A (en) * | 2014-11-17 | 2016-06-15 | 昌河飞机工业(集团)有限责任公司 | Extrusion and closing-in method of hexagonal self-locking nut |
| CN105772598A (en) * | 2016-05-06 | 2016-07-20 | 江西昌河航空工业有限公司 | Closing tool for self-locking nut |
-
2012
- 2012-03-29 CN CN2012201255911U patent/CN202498174U/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103846369A (en) * | 2012-11-29 | 2014-06-11 | 中国航空工业标准件制造有限责任公司 | Closing method and die for slotted self-locking nuts |
| CN105665574A (en) * | 2014-11-17 | 2016-06-15 | 昌河飞机工业(集团)有限责任公司 | Extrusion and closing-in method of hexagonal self-locking nut |
| CN105221541A (en) * | 2015-09-22 | 2016-01-06 | 河南航天精工制造有限公司 | A kind of sealed type non-metallic insert self-locking nut and forming stamper |
| CN105772598A (en) * | 2016-05-06 | 2016-07-20 | 江西昌河航空工业有限公司 | Closing tool for self-locking nut |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204234905U (en) | A kind of gear teeth clamp | |
| CN202498174U (en) | Closing die for self-locking nut | |
| CN202316776U (en) | Die device for simultaneously forming automobile axle shaft spline and center hole | |
| CN104400042B (en) | A kind of automatic locating center device of Hub fixture and its seek heart method | |
| CN102501020A (en) | Method for machining separated type outer ring of small and medium-sized thin-wall crossed cylindrical roller turntable bearing | |
| CN202377796U (en) | Numerical control turning fixture for inner outline of focusing guide ring | |
| CN201735910U (en) | High precision hobbing tensioning tooling | |
| CN201969905U (en) | Wedge-type inner expansion fixture | |
| CN202088012U (en) | Mechanical clamping spring collet for holes | |
| CN201872022U (en) | Fixture for grinding inner bore of thin-wall component | |
| CN201350563Y (en) | Thin-wall sleeve processing clamp | |
| CN203817831U (en) | Fast locking and positioning device | |
| CN206169717U (en) | But rapid Assembly's combination formula dabber | |
| CN203409558U (en) | Pneumatic clamp for axis parts | |
| CN207155335U (en) | A kind of fixture of anti-cage ring machining deformation | |
| CN202571004U (en) | Bulging die for pipeline piece | |
| CN212857405U (en) | Gear shaft gear pressing forming tool | |
| CN203448701U (en) | Finish turning clamp used in middle adjustment core of circular knitting machine | |
| CN204053592U (en) | Intermediate flange boring spline mesopore fixture | |
| CN203470669U (en) | Steel tube necking die | |
| CN203002948U (en) | Spin pressing and forming die set for wide flange cylindrical piece | |
| CN206854781U (en) | A kind of gear shaft gear shaping positioning, clamp special tooling | |
| CN206366664U (en) | Elastic chuck clamps | |
| CN202169498U (en) | Fixture of cylindrical positioning and upper and lower end face clamping | |
| CN205763972U (en) | A kind of VVT phaser rotor eccentric lock pin-and-hole turning clamp |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121024 Termination date: 20170329 |