CN202494896U - 复合材料撕分异步建张同步卷取控制装置 - Google Patents
复合材料撕分异步建张同步卷取控制装置 Download PDFInfo
- Publication number
- CN202494896U CN202494896U CN2012200256692U CN201220025669U CN202494896U CN 202494896 U CN202494896 U CN 202494896U CN 2012200256692 U CN2012200256692 U CN 2012200256692U CN 201220025669 U CN201220025669 U CN 201220025669U CN 202494896 U CN202494896 U CN 202494896U
- Authority
- CN
- China
- Prior art keywords
- controller
- remote
- programmable logic
- bus
- coiling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000001360 synchronised effect Effects 0.000 title abstract description 3
- 239000002131 composite material Substances 0.000 title abstract 2
- 150000001875 compounds Chemical class 0.000 claims description 10
- 239000000126 substance Substances 0.000 claims description 10
- 229910000831 Steel Inorganic materials 0.000 abstract description 9
- 239000010959 steel Substances 0.000 abstract description 9
- 238000004519 manufacturing process Methods 0.000 abstract description 5
- 239000011157 advanced composite material Substances 0.000 description 2
- 239000013065 commercial product Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images
Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Abstract
本实用新型提供一种复合材料撕分异步建张同步卷取控制装置,包括执行器,操作器,远程I/O控制器,可编程逻辑控制器,其特征在于与卷取机和张力机驱动电机相连的执行器通过总线与逆变器相连,逆变器通过总线与可编程逻辑控制器相连,操作器通过总线与远程I/O控制器相连,远程I/O控制器与可编程逻辑控制器相连。可方便地分别控制每一台卷取机与张力机之间的张力,并在相同转速下先后完成两钢板带的卷取,直至钢板带卷取完毕,仅可以保证两台卷取机的卷取质量,而且能有效节约生产时间,提高生产效率。当卷取段需要反转时,两台卷取机同时反转,以保证上下两层板带能同步运行。
Description
技术领域
本实用新型涉及一种控制装置,特别是一种在新型复合材料撕分、卷取生产线中,对两台卷取机进行异步建张同步卷取控制的装置,属于电气控制技术领域。
背景技术
由于复合材料撕分卷取生产线无法设置专用张力辊,所以卷取机运转时,其张力主要是靠卷取机和张力机之间在运行过程中发生的线速度差来形成的。另由于撕分后的复合材料是通过两台错位设置的卷取机来完成卷取的,虽然两台卷取机的技术参数完全一样,但由于位置不同,故一台先卷取而另一台后卷取,从而导致两台卷取机在同一时间内的张力需求不一致,且当卷至尾板时,第一台卷取机先卷取完毕,可卸张进行收卷,而第二台卷取机则仍在建张继续卷取,直至尾板卷完,这样需要根据两台卷取机自身的需要分别控制对应的张力,以保证两台卷取机的卷取质量。然而现有技术却没有对两台卷取机进行异步建张同步卷取的控制,使卷取质量难于保证。
发明内容
本实用新型的目的在于提供一种复合材料撕分异步建张同步卷取控制装置,以满足两台卷取机安全性、高效性、稳定性要求,提高卷取质量。
本实用新型通过下列技术方案完成:一种复合材料撕分异步建张同步卷取控制装置,包括执行器,操作器,远程I/O控制器,可编程逻辑控制器,其特征在于与卷取机和张力机驱动电机相连的执行器通过总线与逆变器相连,逆变器通过总线与可编程逻辑控制器相连,操作器通过总线与远程I/O控制器相连,远程I/O控制器与可编程逻辑控制器相连,以便根据撕分后的钢板穿带进入卷取机的情况,在操作器上选择张力设定值后,通过远程I/O控制器将该张力设定值传送给可编程逻辑控制器进行运算、处理后,将相应的控制数据通过总线传送给逆变器,逆变器按照控制要求分别对两台卷取机及张力机的执行器进行控制,以实现复合材料撕分后,两台卷取机的异步建张同步卷取控制,确保卷取质量。
所述操作器分别设为二套,一套用于控制第一卷取机,另一套用于控制第二卷取机。
所述执行器分别设为与卷取机和张力机相对应的二套,每一套分别设两台,一套用于控制第一卷取机和张力机,另一套用于控制第二卷取机和张力机。
所述操作器,远程I/O控制器,执行器,可编程逻辑控制器均为市购产品。
本实用新型具有下列优点和效果:采用上述方案,可方便地根据撕分后的两钢板带先后穿带并进入两台卷取机时,分别控制每一台卷取机与张力机之间的张力,并在相同转速下先后完成两钢板带的卷取,直至钢板带卷取完毕,仅可以保证两台卷取机的卷取质量,而且能有效节约生产时间,提高生产效率。当卷取段需要反转时,两台卷取机同时反转,以保证上下两层板带能同步运行。
附图说明
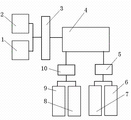
图1为本实用新型之结构方框示意图。
具体实施方式
本实用新型提供的复合材料撕分卷取机异步建张同步卷取控制装置,包括执行器6、7、8、9,操作器1、2,远程I/O控制器3,可编程逻辑控制器4,其中分别与第一卷取机和张力机驱动电机相连的执行器6、7以及分别与第二卷取机和张力机驱动电机相连的执行器8、9均通过总线与对应的逆变器5、10相连,逆变器5、10分别通过总线与可编程逻辑控制器4相连,用于控制第一卷取机的操作器1,以及用于控制第二卷取机的操作器2均通过总线与远程I/O控制器3相连,远程I/O控制器3通过总线与可编程逻辑控制器4相连,如图1。工作时:当撕分后的一钢板到达第一台卷取机并完成2-3圈的初步卷取后,操作人员在操作器1上选择张力设定值后,通过远程I/O控制器3将该张力设定值传送给可编程逻辑控制器4进行运算、处理后,将计算好的速度和转矩通过PROFIBUS现场总线传至第一逆变器5,以控制第一台卷取机建立张力,使第一台卷取机按建张形式运行,当另一钢板到达第二台卷取机并完成2-3圈的卷取后,操作人员在操作器2上选择张力设定值后,通过远程I/O控制器3将该张力设定值传送给可编程逻辑控制器4进行运算、处理后,将计算好的速度和转矩通过PROFIBUS现场总线传至第二逆变器10,以控制第二台卷取机建立张力,使第二台卷取机按建张形式运行,并控制第一台、第二台卷取机以同样的线速度,不同的张力同步卷取,直至钢板卷完。
所述操作器,远程I/O控制器,执行器,可编程逻辑控制器均为市购产品。
Claims (3)
1.一种复合材料撕分异步建张同步卷取控制装置,包括执行器,操作器,远程I/O控制器,可编程逻辑控制器,其特征在于与卷取机和张力机驱动电机相连的执行器通过总线与逆变器相连,逆变器通过总线与可编程逻辑控制器相连,操作器通过总线与远程I/O控制器相连,远程I/O控制器与可编程逻辑控制器相连。
2.根据权利要求1所述的复合材料撕分异步建张同步卷取控制装置,其特征在于所述操作器分别设为控制第一卷取机和第二卷取机的二套。
3.根据权利要求1所述的复合材料撕分异步建张同步卷取控制装置,其特征在于所述执行器分别设为与卷取机和张力机相对应的二套,每一套分别设两台。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200256692U CN202494896U (zh) | 2012-01-19 | 2012-01-19 | 复合材料撕分异步建张同步卷取控制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012200256692U CN202494896U (zh) | 2012-01-19 | 2012-01-19 | 复合材料撕分异步建张同步卷取控制装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202494896U true CN202494896U (zh) | 2012-10-17 |
Family
ID=47001116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012200256692U Expired - Lifetime CN202494896U (zh) | 2012-01-19 | 2012-01-19 | 复合材料撕分异步建张同步卷取控制装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202494896U (zh) |
-
2012
- 2012-01-19 CN CN2012200256692U patent/CN202494896U/zh not_active Expired - Lifetime
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104150256B (zh) | 一种电池极片自动换卷接带系统 | |
| CN202542577U (zh) | 自动换盘无边收线机 | |
| CN203127837U (zh) | 自动收卷机 | |
| CN202655713U (zh) | 剪网机 | |
| CN207346894U (zh) | 缠绕分离式金属管成型复绕机 | |
| CN202494896U (zh) | 复合材料撕分异步建张同步卷取控制装置 | |
| CN103043476B (zh) | 一种宽铅带生产线收卷切换控制系统 | |
| CN105173928A (zh) | 全自动卫生纸复卷机 | |
| CN105458704A (zh) | 一种滚剪钢芯生产流水线和滚剪钢芯加工工艺 | |
| CN201906878U (zh) | 一种钢带边丝回收装置 | |
| CN104801589B (zh) | 一种保护膜剥离方法 | |
| CN102601165B (zh) | 小张力穿带的控制方法 | |
| CN202701962U (zh) | 金属板表面连续拉丝机 | |
| RU97654U1 (ru) | Технологическая линия по производству грузиков для балансировки автомобильных колес | |
| CN103203393B (zh) | 一种适用于剖分重卷机组双卷取的带钢转向机构 | |
| CN204183219U (zh) | 一种滚剪钢芯生产流水线 | |
| CN202414208U (zh) | 一种盒包缓存装置 | |
| CN103043482A (zh) | 一种宽铅带生产线收卷自动控制系统 | |
| CN202494895U (zh) | 复合材料撕分正、反向卷取控制装置 | |
| CN105436239A (zh) | 双变频拉丝机的自动换卷控制系统及其方法和卷径计算方法 | |
| CN105151859A (zh) | 非晶带材高速连续卷取装置 | |
| CN209044372U (zh) | 一种处理线收集带钢废板的控制装置 | |
| CN207689902U (zh) | 一种铝箔剪切机电控系统 | |
| CN104128387B (zh) | 一种极薄带钢高速精整机组正次品分选卷取工艺 | |
| CN202677149U (zh) | 复合材料撕分卷取生产线速度控制装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20121017 |
|
| CX01 | Expiry of patent term |