CN202399060U - Special fixture for processing pressure-bearing surface and bolt hole of connecting rod - Google Patents
Special fixture for processing pressure-bearing surface and bolt hole of connecting rod Download PDFInfo
- Publication number
- CN202399060U CN202399060U CN2011205651566U CN201120565156U CN202399060U CN 202399060 U CN202399060 U CN 202399060U CN 2011205651566 U CN2011205651566 U CN 2011205651566U CN 201120565156 U CN201120565156 U CN 201120565156U CN 202399060 U CN202399060 U CN 202399060U
- Authority
- CN
- China
- Prior art keywords
- riser
- connecting rod
- base plate
- hole
- big
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Jigs For Machine Tools (AREA)
Abstract
The utility model relates to a special fixture for processing a pressure-bearing surface and a bolt hole of a connecting rod, which comprises the connecting rod, driving parts and a clamping part. The clamping part comprises a big-head positioning pin, a small-head positioning pin, a base plate, a pressure block, a riser, a bottom plate and a rib plate; the riser is arranged on the bottom plate by the rib plate and is vertical to the bottom plate; the base plate is arranged between the riser and a workpiece; the big-head positioning pin is arranged in a hole of the base plate; the small-head positioning pin passes through the other hole of the base plate to be connected with the riser by a bolt; the driving parts are arranged on the riser; the driving parts are in drive connection with the pressure block and is used for driving to press the pressure block at the middle part of a big head of the connecting rod; the driving parts are rotating hydraulic cylinders which are symmetrically arranged at both sides of the connecting rod on the riser; a chamfered edge pin is used as the big-head positioning pin; the big-head positioning pin is arranged in the hole of the base plate in an interference mode; and the surface of the base plate, which is used for supporting the big head, is slightly higher than the surface of the base plate, which is used for supporting a small head. According to the utility model, the special fixture adopts a two-hole and one surface positioning mode, is accurate and reliable and is suitable for various connecting rods no matter whether the connecting rods are provided with lateral positioning surfaces or not.
Description
Technical field
The utility model relates to the automobile connecting bar manufacture field, is specifically related to a kind of special fixture of processing connecting rod pressure-bearing surface and bolt hole.
Background technology
In the production process of automobile connecting bar, adopting a pin two sides is the conventional positioning mode.But in up-to-date link design, cancelled the locating surface of major part both sides for the intensity of strengthening the connecting rod pressure-bearing surface; Therefore cause the conventional positioning mode can not be applicable to up-to-date link design; Need to design the anchor clamps that are applicable to up-to-date link design, to satisfy the production needs of connecting rod.
The utility model content
The utility model provides a kind of special fixture of processing connecting rod pressure-bearing surface and bolt hole, to above-mentioned prior art present situation, and a kind of special fixture of not having the major part locating surface and frequently being installed, locating reliable Machining of Connecting Rod of being suitable for is provided.
For realizing above-mentioned purpose, adopt following technical scheme:
A kind of special fixture of processing connecting rod pressure-bearing surface and bolt hole; Comprise connecting rod, driver part and clamping parts, said clamping parts comprise that major part location is cut, microcephaly's alignment pin, backing plate, briquetting, riser, base plate and floor, and said riser is installed on the base plate through floor and is vertical with base plate; Between said riser and the workpiece backing plate is installed; Said major part alignment pin is installed in the backing plate hole, and microcephaly's alignment pin passes another hole of backing plate and is connected through bolt with riser, and said driver part is installed on the riser; And be in transmission connection with briquetting, drive briquetting and compress the big end middle part.
Said driver part is the rotating hydraulic cylinder, and rotating hydraulic cylinder symmetry is installed in the connecting rod both sides on the riser; The interference of said major part alignment pin is installed in the hole of backing plate, and said major part alignment pin adopts the chamfered edge pin, and the one side of said backing plate support major part is slightly higher than the one side that supports the microcephaly.
The utility model adopts " two holes simultaneously " formula location, and the location is simple, and accurately, reliably, goes for various connecting rods, no matter has or not side-locating face; The rotating hydraulic cylinder drives briquetting and is pressed in the big end middle part; It is little that connecting rod is compressed the force deformation amount; Prevent that the connecting rod warpage from causing mismachining tolerance, backing plate major part segment thickness is slightly thicker than microcephaly's thickness simultaneously, has reduced like this because the position error that connecting rod concentric reducer thickness error causes.
Description of drawings
According to embodiment and accompanying drawing the utility model is done further explain below.
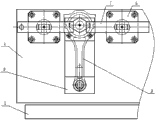
Fig. 1 is the front view of the utility model;
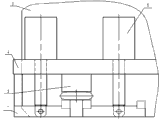
Fig. 2 is the left view of Fig. 1;
Fig. 3 is the vertical view of Fig. 1.
Among the figure:
1, cut the major part location; 2, microcephaly's alignment pin; 3, backing plate; 4, riser; 5, base plate; 6, floor; 7, briquetting; 8, rotating hydraulic cylinder; 9, connecting rod.
The specific embodiment
Shown in Fig. 1 to 3, provided a specific embodiment of the utility model, among the figure; Comprise connecting rod 9, driver part and clamping parts; Said driver part is a rotating hydraulic cylinder 8, and said clamping parts comprise that major part location cuts 1, microcephaly's alignment pin 2, backing plate 3, riser 4, base plate 5, floor 6 and briquetting 7, and rotating hydraulic cylinder 8 is connected on the riser 4; Riser 4 is equipped with copper sheathing to reach antifriction effect; Riser 4 is installed on the base plate 5 through floor 6, and base plate 5 links to each other with the machining center workbench, and riser 4 guarantees vertical with base plate 5 and workbench.Major part alignment pin 1 adopts the chamfered edge pin, and it is installed on through interference in the hole of backing plate 3, and the tapping hole is to guarantee detachability on the major part alignment pin 1.Backing plate 3 tops link to each other with riser 4 through 4 screws, and the latter half links to each other with riser through microcephaly's alignment pin and inner screw.Because four apertures on top greater than the diameter of bolt, so backing plate 3 can be done the trace swing around microcephaly's alignment pin 2, so that make connecting rod 9 levels after the adjustment, guarantee the perpendicularity of bolt hole and pressure-bearing surface.
Connecting rod 9 adopts major part location chamfered edge pin, microcephaly's alignment pin 2 and backing plate 3 " two holes one side " formula location, and rotating hydraulic cylinder 8 drives briquetting 7 and is pressed in connecting rod 9 big centriciputs, and it is little that connecting rod 9 is compressed the force deformation amount, prevents that connecting rod 9 warpages from causing mismachining tolerance; Backing plate 3 major part segment thicknesses have reduced because the position error that connecting rod 9 concentric reducer thickness errors cause a little more than microcephaly's thickness so simultaneously.The utility model can also adopt multistation to arrange, and processes many connecting rods 9 simultaneously, to enhance productivity.
The utility model adopts " two holes simultaneously " formula location, and the location is simple, and accurately, reliably, goes for various connecting rods, no matter has or not side-locating face; The rotating hydraulic cylinder drives briquetting and is pressed in the big end middle part; It is little that connecting rod is compressed the force deformation amount; Prevent that the connecting rod warpage from causing mismachining tolerance, backing plate major part segment thickness is slightly thicker than microcephaly's thickness simultaneously, has reduced like this because the position error that connecting rod concentric reducer thickness error causes.
Claims (3)
1. a special fixture of processing connecting rod pressure-bearing surface and bolt hole comprises connecting rod, driver part and clamping parts, it is characterized in that; Said clamping parts comprise that major part location is cut, microcephaly's alignment pin, backing plate, briquetting, riser, base plate and floor; Said riser is installed on the base plate through floor and is vertical with base plate, between said riser and the workpiece backing plate is installed, and said major part alignment pin is installed in the backing plate hole; Microcephaly's alignment pin passes another hole of backing plate and is connected through bolt with riser; Said driver part is installed on the riser, and is in transmission connection with briquetting, drives briquetting and compresses the big end middle part.
2. a kind of special fixture of processing connecting rod pressure-bearing surface and bolt hole according to claim 1 is characterized in that said driver part is the rotating hydraulic cylinder, and rotating hydraulic cylinder symmetry is installed in the connecting rod both sides on the riser.
3. a kind of special fixture of processing connecting rod pressure-bearing surface and bolt hole according to claim 1 is characterized in that the interference of major part alignment pin is installed in the hole of backing plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011205651566U CN202399060U (en) | 2011-12-30 | 2011-12-30 | Special fixture for processing pressure-bearing surface and bolt hole of connecting rod |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011205651566U CN202399060U (en) | 2011-12-30 | 2011-12-30 | Special fixture for processing pressure-bearing surface and bolt hole of connecting rod |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202399060U true CN202399060U (en) | 2012-08-29 |
Family
ID=46696736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011205651566U Expired - Lifetime CN202399060U (en) | 2011-12-30 | 2011-12-30 | Special fixture for processing pressure-bearing surface and bolt hole of connecting rod |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202399060U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922344A (en) * | 2012-11-26 | 2013-02-13 | 广东鸿泰科技股份有限公司 | Automobile rear attached bracket machining fixture device |
| CN106271771A (en) * | 2016-08-30 | 2017-01-04 | 杭州九龙机械制造有限公司 | A kind of hydraulically operated fixture |
| CN106425445A (en) * | 2016-12-21 | 2017-02-22 | 重庆昌跃机电制造有限公司 | Crankshaft connection rod manufacturing torque device |
| CN108747518A (en) * | 2018-08-20 | 2018-11-06 | 江苏罡阳股份有限公司 | Engine link concentric reducer bore hole is integrally machined device |
-
2011
- 2011-12-30 CN CN2011205651566U patent/CN202399060U/en not_active Expired - Lifetime
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922344A (en) * | 2012-11-26 | 2013-02-13 | 广东鸿泰科技股份有限公司 | Automobile rear attached bracket machining fixture device |
| CN102922344B (en) * | 2012-11-26 | 2015-01-14 | 广东鸿泰科技股份有限公司 | Automobile rear attached bracket machining fixture device |
| CN106271771A (en) * | 2016-08-30 | 2017-01-04 | 杭州九龙机械制造有限公司 | A kind of hydraulically operated fixture |
| CN106425445A (en) * | 2016-12-21 | 2017-02-22 | 重庆昌跃机电制造有限公司 | Crankshaft connection rod manufacturing torque device |
| CN106425445B (en) * | 2016-12-21 | 2019-03-22 | 重庆昌跃机电制造有限公司 | A kind of torquer for crankshaft-link rod production |
| CN108747518A (en) * | 2018-08-20 | 2018-11-06 | 江苏罡阳股份有限公司 | Engine link concentric reducer bore hole is integrally machined device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102126145B (en) | Power takeoff shift fork fixture | |
| CN2880363Y (en) | Porous deformed plate milling drilling clamp | |
| CN201505824U (en) | Positioning and clamping device for rail support bent plate boreholes | |
| CN202399046U (en) | Special clamp for machining bolt outlet of connecting rod | |
| CN202399060U (en) | Special fixture for processing pressure-bearing surface and bolt hole of connecting rod | |
| CN202539963U (en) | Special-purpose clamp for drilling and rough-boring small hole on connecting rod | |
| CN201931419U (en) | Automobile door gap adjustment tool | |
| CN202015957U (en) | Power takeoff shift fork clamp | |
| CN103084860A (en) | Caterpillar track link clamping device | |
| CN203418337U (en) | Fixture suitable for rapid drilling of rope clip | |
| CN203470972U (en) | Drill jig tool for mounting holes of automobile panel | |
| CN102430936B (en) | Self-adaptive blank outline clamping mechanism | |
| CN102489923B (en) | Engine gear-shift shaft welding tool | |
| CN205613898U (en) | Vehicle vent -pipe lifting hook support cuts off mould | |
| CN102837147A (en) | Movable arm splicing-welding die for excavator | |
| CN102806478B (en) | A kind of steel tube end part chamfer machining fixture | |
| CN203711937U (en) | Shaft ex-circle hole transformable modular drill jig | |
| CN205363145U (en) | Be used for pipe fitting welded anchor clamps | |
| CN201544054U (en) | Quick clamping device used in workpieces machining | |
| CN202224861U (en) | Device for welding safety tongs of elevator | |
| CN201565865U (en) | Following clamp for manufacturing front shaft | |
| CN201815761U (en) | Linear cutting and tooth alignment clamp used for reduction gear | |
| CN203426750U (en) | Universal tool for sawing elbow riser | |
| CN203316949U (en) | Tailor-welding die for movable arm of excavating machine | |
| CN204353843U (en) | A kind of fixture for connecting-rod threaded hole processing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: 067000 East Chengde Industrial Park, Hebei Patentee after: Chengde Ken Galaxy link Co., Ltd. Address before: 067000 Chengde high tech Industrial Development Zone, Hebei Patentee before: Chengde Suken Yinhe Connecting Rod Co.,Ltd. |
|
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20120829 |