CN201848370U - 点胶机即时检测控制系统 - Google Patents
点胶机即时检测控制系统 Download PDFInfo
- Publication number
- CN201848370U CN201848370U CN 201020575064 CN201020575064U CN201848370U CN 201848370 U CN201848370 U CN 201848370U CN 201020575064 CN201020575064 CN 201020575064 CN 201020575064 U CN201020575064 U CN 201020575064U CN 201848370 U CN201848370 U CN 201848370U
- Authority
- CN
- China
- Prior art keywords
- light
- emitting diode
- module
- ring
- control system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000011897 real-time detection Methods 0.000 title abstract 2
- 238000012360 testing method Methods 0.000 claims abstract description 31
- 230000002950 deficient Effects 0.000 claims abstract description 25
- 238000005286 illumination Methods 0.000 claims abstract description 13
- 239000000084 colloidal system Substances 0.000 claims abstract description 6
- 239000003292 glue Substances 0.000 claims description 50
- 238000010068 moulding (rubber) Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 17
- 238000012856 packing Methods 0.000 claims description 7
- 238000001035 drying Methods 0.000 claims description 6
- 238000004026 adhesive bonding Methods 0.000 abstract description 3
- 238000010586 diagram Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000001514 detection method Methods 0.000 description 3
- 238000012937 correction Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 241001062009 Indigofera Species 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images






Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
本实用新型的点胶机即时检测控制系统在点胶模组之后紧接着设有一测试比对模组,该测试比对模组具有一光照元件及一光型面积比对元件,主要由光照元件对各完成点胶动作的发光二极管元件进行环状光照射,使环状光线由该发光二极管元件内的胶体反射而形成环状光型,并由光型面积比对元件就各发光二极管元件的环状光型与资料库的参数进行比对,并将相关比对测试信息回授至点胶模组,供即时修正出胶量,以达到即时修正不良率的功效。
Description
技术领域
本实用新型有关一种发光二极管点胶控制系统,尤指一种可供即时发现不良品,并立即对相关信息回授至点胶模组,以供即时修正不良率的即时检测控制系统。
背景技术
随着电子制造业技术的不断进步,制造过程中各环节的相关设备的速度及精密度需求逐渐提高,用来封装电子元件的点胶设备亦随的产生对应需求。
例如,SMD型发光二极管因为可以在制造过程当中,将金属料片、铝基板或载板冲压成型具有复数个供做为SMD型发光二极管导线架的“部件”,因此尤适合利用自动设备对料片上呈矩阵排列的部件进行点胶、晶粒封装等加工制程。
在既有的技术领域当中,习用发光二极管元件自动点胶设备经由控制点胶头位移的方式,透过点胶头的单一针筒或复数个排列针筒对每一个单位料片上的所有发光二极管元件进行点胶动作。至于,点胶头的移动方式及各针筒的点胶时机及点胶量则受控制模组所设定的模式运作。
因此在进行实际的点胶作业时,点胶机依照预设的动作模式对料片上所有的发光二极管元件点胶;每一次点胶动作,让同一点胶头的所有针筒依照相同的点胶时间或压力控制其点胶量,但当点胶作业进行一段时间之后,针筒难免会因会受热或其它因素而变形,因此影响正常的出胶量;故,必须在完成点胶作业之后,逐一对每一个完成点胶封装的发光二极管元件进行检测,习用的检测方法利用光谱仪读取部件所产生的光源并进行比对,例如发光二极管元件出光偏蓝即判定点胶量太低、发光二极管元件出光偏黄即判定点胶量太高的方式判别不良品。
然而,一般发光二极管元件的点胶流程依序:点胶、干燥、下料(切割形成单颗发光二极管元件)、单颗测试、光学全检(依测试情形予以分级),及最后的包装等加工步骤,因此当检出有不良品时,事实上距离先前的点胶动作已经过冗长的干燥步骤,根本无法即时回授相关的修正动作、无法即时修正不良率,并造成胶料及半成品零件的浪费。
实用新型内容
本实用新型所解决的技术问题即在提供一种可供即时发现不良品,并立即对相关信息回授至点胶模组,以供即时修正不良率的点胶机即时检测控制系统。
本实用新型的技术方案为:一种点胶机即时检测控制系统,包括有:一点胶模组,用以每次一预定数量的方式对料片上的发光二极管元件进行点胶动作;一测试比对模组,该测试比对模组设于该点胶模组之后,用以对完成点胶动作的发光二极管元件进行环状光照射,使环状光线由该发光二极管元件内的胶体反射而形成环状光型,再就发光二极管元件的环状光型进行比对,并将相关比对测试信息回授至点胶模组。
其中,该测试比对模组具有一光照元件及一光型面积比对元件,该光照元件可对完成点胶动作的发光二极管元件进行环状光照射,该光型面积比对元件并设有一资料库、影像撷取元件、运算元件以及一比对元件,可由该比对元件就各发光二极管元件的环状光型面积与资料库所存取的参数进行比对。
进一步设有一干燥模组以及一下料模组,该干燥模组用以对完成点胶动作并完成测试比对的料片进行烘干,而该下料模组用以对发光二极管元件进行下料流程,该下料模组亦可接收该测试比对模组的相关比对测试信息,仅将判定为良品的发光二极管元件进入后续的包装模组进行包装流程。
该即时检测控制系统进一步结合有一光学全检模组,用以将完成烘干流程的发光二极管元件进行分级。
本实用新型的有益效果为:本实用新型的即时检测控制系统在点胶模组之后紧接着设有一测试比对模组,该测试比对模组具有一光照元件及一光型面积比对元件,主要由光照元件对各完成点胶动作的发光二极管元件进行环状光照射,使环状光线由该发光二极管元件内的胶体反射而形成环状光型,并由光型面积比对元件就各发光二极管元件的环状光型与资料库的参数进行比对,并将相关比对测试信息回授至点胶模组,供即时修正出胶量,以达到即时修正不良率的功效。
在该测试比对模组之后依序设有一干燥模组分别对所有完成点胶的发光二极管元件进行烘干流程,以及设有一下料模组对发光二极管元件进行下料流程,该下料模组可同时接收该测试比对模组的相关比对测试信息,以直接将判定为不良品的发光二极管元件保留或剔除,仅将判定为良品的发光二极管元件进入后续的包装模组进行包装流程,大幅提升发光二极管元件的产能。
附图说明
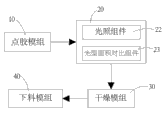
图1为本实用新型点胶机即时检测控制系统的基本组成架构方块示意图。
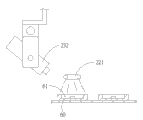
图2为本实用新型中测试比对模组的方块示意图。
图3为本实用新型中光照元件与发光二极管元件的结构示意图。
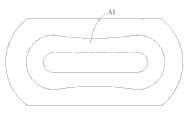
图4为判定为良品的发光二极管元件环状光型影像示意图。
图5为本实用新型点胶机即时检测控制方法的流程示意图。
图6为本实用新型测试比对模组进行比对测试的流程示意图。
图7为判定为胶量不足的发光二极管元件环状光型影像示意图。
图8为判定为胶量超出预定范围的发光二极管元件环状光型影像示意图。
图9为依照环状光型面积变化推算胶量进而推算出的点胶量曲线图。
【图号说明】
环状光型A1、A2、A3;点胶模组10;测试比对模组20;光照元件22;环型光源221;光型面积比对元件23;资料库231;影像撷取元件232;比对元件233;运算元件234;干燥模组30;下料模组40;发光二极管元件60;胶体61。
具体实施方式
如图1及图2所示,本实用新型的点胶机即时检测控制系统包括有:一点胶模组10、一测试比对模组20、一干燥模组30,以及一下料模组40;其中:该点胶模组10以每次一预定数量的方式对料片上的发光二极管元件进行点胶动作。
该测试比对模组20设于该点胶模组10之后,该测试比对模组20具有一光照元件22及一光型面积比对元件23,该光照元件22设有一环型光源221,逐一对所有完成点胶动作的发光二极管元件60进行环状光照射,请同时参阅图3及图4所示,使环状光线由该发光二极管元件60内的胶体61反射而形成环状光型A1,该光型面积比对元件23并设有一资料库231、影像撷取元件232、运算元件234以及一比对元件233,并由该比对元件233就各发光二极管元件60的环状光型面积与资料库231所存取的参数进行比对,并将相关比对测试信息回授至点胶模组10及下料模组40;当然该测试比对模组可与该点胶模组设于同一机台上,或者可设置于不同机台上。
于实施时,该影像撷取元件232可以为一数字影像撷取元件(CCD)供撷取发光二极管元件60的环状光型;至于,该干燥模组30对所有完成点胶动作并完成测试比对的料片进行烘干,使胶料完全凝固定型。至于,该下料模组40用以将完成烘干流程的料片发光二极管元件60进行下料流程,让判定为良品的发光二极管元件60进入后续的包装模组50进行最后的包装流程;或者,可进一步结合有一光学全检模组,用以将完成烘干流程的料片发光二极管元件进行分级。
具体而言,本实用新型点胶机回授控制方法,如图5,依序包括有下列步骤。
步骤a.由一点胶模组以每次一预定数量的方式对料片上的发光二极管元件进行点胶。
步骤b.由一测试比对模组进行测试,请同时参阅图6所示,该光照元件可对完成点胶动作的发光二极管元件进行环状光照射,或者选择性对某些完成点胶动作的发光二极管元件进行环状光照射,使各发光二极管元件反射而形成环状光型,再藉由影像撷取元件撷取发光二极管元件的环状光型,并利用比对元件就各发光二极管元件的环状光型与资料库的参数进行比对,并将相关比对测试信息回授至点胶模组,可使该点胶模组依据该相关比对测试信息来即时修正出胶量。
步骤c.由一干燥模组对所有完成点胶动作并完成测试比对的料片进行烘干。
步骤d.由一下料模组对发光二极管元件进行下料流程,该下料模组同时接收该测试比对模组的相关比对测试信息,以直接将判定为不良品的发光二极管元件保留或剔除,仅将判定为良品的发光二极管元件进入后续的包装模组进行包装流程;亦或者可进一步结合有一光学全检步骤,由一光学全检模组可对发光二极管元件进行分级。
如图4所示为胶量符合预定范围的良品影像,图7所示为胶量不足的不良品影像,该环状光型A2面积较小,图8所示为胶量超出预定范围的不良品影像,该环状光型A3面积较大,而由该影像撷取元件撷取该环状光型影像后,并由该运算元件计算该环状光型面积(环状光型影像面积乘于影像撷取元件的分辨率),故可将不同胶量所对应的环状光型面积存取于资料库中,该光型面积比对元件可依环状光型面积变化推算胶量,进而推算出如图9所示的点胶量曲线,做为判定发光二极管元件为良品或不良品的依据,亦可作为修正出胶量的依据。
由于,本实用新型点胶机即时检测控制系统在发光二极管元件完成点胶动作之后,立即逐一或选择性对所有完成点胶动作的发光二极管元件的环状光型面积与资料库的参数进行比对,并将相关比对测试信息回授至点胶模组及一下料模组,供即时修正出胶量,以及在下料流程中将判定为不良品的发光二极管元件保留或剔除,仅将判定为良品的发光二极管元件进入后续的包装模组进行包装流程,俾达到即时修正不良率,以及提升发光二极管元件产能的功效。
Claims (4)
1.一种点胶机即时检测控制系统,其特征在于,包括有:
一点胶模组,用以每次一预定数量的方式对料片上的发光二极管元件进行点胶动作;
一测试比对模组,该测试比对模组设于该点胶模组之后,用以对完成点胶动作的发光二极管元件进行环状光照射,使环状光线由该发光二极管元件内的胶体反射而形成环状光型,再就发光二极管元件的环状光型进行比对,并将相关比对测试信息回授至点胶模组。
2.如权利要求1所述的点胶机即时检测控制系统,其特征在于,该测试比对模组具有一光照元件及一光型面积比对元件,该光照元件可对完成点胶动作的发光二极管元件进行环状光照射,该光型面积比对元件并设有一资料库、影像撷取元件、运算元件以及一比对元件,可由该比对元件就各发光二极管元件的环状光型面积与资料库所存取的参数进行比对。
3.如权利要求1或2所述的点胶机即时检测控制系统,其特征在于,进一步设有一干燥模组以及一下料模组,该干燥模组用以对完成点胶动作并完成测试比对的料片进行烘干,而该下料模组用以对发光二极管元件进行下料流程,该下料模组亦可接收该测试比对模组的相关比对测试信息,仅将判定为良品的发光二极管元件进入后续的包装模组进行包装流程。
4.如权利要求3所述的点胶机即时检测控制系统,其特征在于,该即时检测控制系统进一步结合有一光学全检模组,用以将完成烘干流程的发光二极管元件进行分级。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201020575064 CN201848370U (zh) | 2010-10-25 | 2010-10-25 | 点胶机即时检测控制系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201020575064 CN201848370U (zh) | 2010-10-25 | 2010-10-25 | 点胶机即时检测控制系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201848370U true CN201848370U (zh) | 2011-06-01 |
Family
ID=44090784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201020575064 Expired - Lifetime CN201848370U (zh) | 2010-10-25 | 2010-10-25 | 点胶机即时检测控制系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201848370U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105080787A (zh) * | 2014-04-25 | 2015-11-25 | 富泰华工业(深圳)有限公司 | 点胶装置及点胶方法 |
| CN106493045A (zh) * | 2016-12-26 | 2017-03-15 | 上海斐讯数据通信技术有限公司 | 一种自动ic涂覆设备及涂覆方法 |
| CN113499957A (zh) * | 2021-09-10 | 2021-10-15 | 南通市海鸥救生防护用品有限公司 | 一种用于船舶配件组装的点胶设备 |
-
2010
- 2010-10-25 CN CN 201020575064 patent/CN201848370U/zh not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105080787A (zh) * | 2014-04-25 | 2015-11-25 | 富泰华工业(深圳)有限公司 | 点胶装置及点胶方法 |
| CN105080787B (zh) * | 2014-04-25 | 2019-04-12 | 富泰华工业(深圳)有限公司 | 点胶装置及点胶方法 |
| CN106493045A (zh) * | 2016-12-26 | 2017-03-15 | 上海斐讯数据通信技术有限公司 | 一种自动ic涂覆设备及涂覆方法 |
| CN113499957A (zh) * | 2021-09-10 | 2021-10-15 | 南通市海鸥救生防护用品有限公司 | 一种用于船舶配件组装的点胶设备 |
| CN113499957B (zh) * | 2021-09-10 | 2021-11-19 | 南通市海鸥救生防护用品有限公司 | 一种用于船舶配件组装的点胶设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201195146Y (zh) | 点胶机结构 | |
| TWI587110B (zh) | 光學薄膜製程即時監測系統及其方法 | |
| CN201848370U (zh) | 点胶机即时检测控制系统 | |
| CN203178203U (zh) | 基于机器视觉的太阳能硅晶片颜色自动检测装置 | |
| CN106964561A (zh) | 一种锥形弹簧预压、检测一体机及其检测方法 | |
| CN107270816A (zh) | 一种手机、平板电脑辅料检测设备 | |
| CN102980103A (zh) | 一种机器视觉led照明光源 | |
| CN204203417U (zh) | 一种led漏电流检测装置 | |
| CN202951639U (zh) | 自动cob-led分光分色检测分选系统 | |
| CN106950911B (zh) | 一种宏观光感应微阵列热压成型的实时控制装置及方法 | |
| TWI408007B (zh) | Dispenser feedback control system and feedback control method | |
| CN111106014A (zh) | 一种快速排片设备和方法 | |
| CN209963021U (zh) | 一种在线式石墨舟中硅片的检测系统 | |
| CN202079390U (zh) | 汽车灯具齿盘调节螺钉防止错漏装工装 | |
| CN203425993U (zh) | 一种带荧光粉厚度视觉检测装置的新型点胶机 | |
| CN103658057A (zh) | 自动cob-led分光分色检测分选系统 | |
| CN201195147Y (zh) | 自动点胶机 | |
| CN205228783U (zh) | Led分光检测机及系统 | |
| CN105116354A (zh) | Led封装用在线测试设备及其在线测试方法 | |
| CN206747059U (zh) | 一种锥形弹簧预压、检测一体机 | |
| CN102064270A (zh) | 点胶机回授控制方法 | |
| CN119229191A (zh) | 物料识别方法、装置、设备及存储介质 | |
| CN208171328U (zh) | 一种汽车发动缸体钢丝螺套漏装及错装的检测装置 | |
| TW201215457A (en) | Real-time inspection control system and method for paste dispenser | |
| CN117160890A (zh) | 基于机器视觉的led发光二极管智能分选系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20110601 |