CN201773695U - Pin adjusting equipment of transformer - Google Patents
Pin adjusting equipment of transformer Download PDFInfo
- Publication number
- CN201773695U CN201773695U CN2010205281738U CN201020528173U CN201773695U CN 201773695 U CN201773695 U CN 201773695U CN 2010205281738 U CN2010205281738 U CN 2010205281738U CN 201020528173 U CN201020528173 U CN 201020528173U CN 201773695 U CN201773695 U CN 201773695U
- Authority
- CN
- China
- Prior art keywords
- tool
- presser feet
- cylinder
- guide rail
- links
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Automatic Assembly (AREA)
Abstract
The utility model provides one set of pin adjusting equipment of a transformer, which comprises a bracket, an upper mold device, a lower mold device, a horizontal sliding device and a vertical sliding device. The horizontal sliding device is connected with the bracket and drives the bracket to move in a horizontal direction. The upper mold device is equipped at the bracket, and furthermore the bracket drives the upper mold device to move. The vertical sliding device is connected with the upper mold device and drives the upper mold device to move in the vertical direction relatively to the bracket. The upper mold device comprises a pin pressing jig. The lower mold device comprises a pin adjusting jig. A projected strip of the pin pressing jig can be inserted into a groove of the pin adjusting jig.
Description
Technical field
The utility model relates to a kind of transformer manufacturing equipment, relates in particular to the whole pin equipment of a kind of transformer.
Background technology
The leg of transformer now is two kinds that vertical direction setting and horizontal direction are provided with, and the transformer leg of horizontal direction setting is to be pressed into the horizontal direction setting by tool after needing earlier leg to be made as vertical direction.At present, this section production process is all with manual manufacture, and evenness is inconsistent, inefficiency, cost of labor height become main production defective.
The utility model content
In order to solve the problems of the prior art, the utility model provides a kind of transformer to put in order pin equipment.
The utility model provides a kind of transformer to put in order pin equipment, comprise carrier base, upper mould device, following die device, horizontal slip device, vertical slide, described horizontal slip device links to each other with described carrier base and drives described carrier base and carries out moving of horizontal direction, described upper mould device is installed on described carrier base place and described carrier base and drives described upper mould device and move, and described vertical slide links to each other with described upper mould device and drives described upper mould device and carries out vertical direction with respect to described carrier base and move; Described upper mould device comprises the presser feet tool, and described die device down comprises leg correcting tool, and the raised line of described presser feet tool can embed in the groove of described leg correcting tool.
As further improvement of the utility model, described presser feet tool comprises the symmetrically arranged first presser feet tool and the second presser feet tool, and the described first presser feet tool and the second presser feet tool are positioned at both sides and the raised line of the first presser feet tool and the vertical groove that slips into described leg correcting tool of raised line of the second presser feet tool of described leg correcting tool.
As further improvement of the utility model, described vertical slide comprises second cylinder, the 3rd guide rail and the 4th guide rail, described upper mould device also comprises fixed head, vibrator, briquetting, connecting shaft, the connecting plate that links to each other successively, described fixed head and the described first presser feet tool and the second presser feet tool are fixedly linked, described vibrator and described fixed head are installed together, described briquetting and described vibrator are fixedly linked, and described briquetting and described connecting plate link together by described connecting shaft; Described second cylinder is installed on the described carrier base, and the piston end of described second cylinder links to each other with described connecting plate, and the described first presser feet tool links to each other with the slide block of described the 4th guide rail, and the described second presser feet tool links to each other with the slide block of described the 3rd guide rail.
As further improvement of the utility model, described connecting shaft outer surface is set with spring.
As further improvement of the utility model, described vibrator is a cylinder, and contacted of described briquetting and described vibrator are curved surface.
As further improvement of the utility model, described horizontal slip device comprises first cylinder, first guide rail, second guide rail, described carrier base comprises first fixed block, second fixed block, support, described support is door type, described support two ends link to each other with second fixed block with described first fixed block respectively, described first fixed block links to each other with the slide block of described first guide rail, described second fixed block links to each other with the slide block of described second guide rail, and described first cylinder links to each other with described support, and promoting described first fixed block and described second fixed block moves back and forth on described first guide rail and described second guide rail.
As further improvement of the utility model, the whole pin equipment of this transformer also comprises mounting panel, cylinder holder, cylinder support, described die device down also comprises the contiguous block that is positioned at described leg correcting tool below and links to each other with described leg correcting tool, and described contiguous block is arranged on the described mounting panel; Described cylinder holder is installed on the described mounting panel, and described first cylinder is installed on the described cylinder holder; Described first guide rail and described second guide rail all are arranged on the described mounting panel; Described cylinder support is positioned at described cantilever tip, and described second cylinder is installed on the described cylinder support.
As further improvement of the utility model, described leg correcting tool is between described first fixed block and described second fixed block.
The beneficial effects of the utility model are: the utility model is done with respect to leg correcting tool by horizontal slip device driving upper mould device and is carried out horizontal reciprocating movement, with convenient transformer is placed on the leg correcting tool; Drive upper mould device by vertical slide and carry out up-and-down movement, be pressed in the groove of leg correcting tool with the leg of control presser feet tool, to finish the whole pin of transformer leg with transformer with respect to leg correcting tool; Upper mould device also comprises a vibrator, when the driving of presser feet tool by cylinder with the groove of the compacting of the raised line on presser feet tool leg correcting tool in the time, again by this vibrator in the mode of vibration with the leg horizontal direction of the transformer pressure of shaking, make the leg pressure in the horizontal direction of transformer even.
Description of drawings
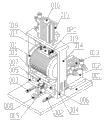
Fig. 1 is a structural representation of the present utility model.
Embodiment
As shown in Figure 1, a kind of transformer is put in order pin equipment, comprise carrier base, upper mould device, following die device, horizontal slip device, vertical slide, described horizontal slip device links to each other with described carrier base and drives described carrier base and carries out moving of horizontal direction, described upper mould device is installed on described carrier base place and described carrier base and drives described upper mould device and move, and described vertical slide links to each other with described upper mould device and drives described upper mould device and carries out vertical direction with respect to described carrier base and move; Described upper mould device comprises the presser feet tool, and described die device down comprises leg correcting tool 009, and the raised line of described presser feet tool can embed in the groove of described leg correcting tool 009.
Described presser feet tool comprises the symmetrically arranged first presser feet tool 006 and the second presser feet tool 007, and the described first presser feet tool 006 and the second presser feet tool 007 are positioned at both sides and the raised line of the first presser feet tool 006 and the vertical groove that slips into described leg correcting tool 009 of raised line of the second presser feet tool 007 of described leg correcting tool 009.
Described vertical slide comprises second cylinder 016, the 3rd guide rail and the 4th guide rail, described upper mould device also comprises fixed head 010, vibrator 011, briquetting 017, connecting shaft 019, the connecting plate 018 that links to each other successively, described fixed head 010 is fixedly linked with the described first presser feet tool 006 and the second presser feet tool 007, described vibrator 011 is installed together with described fixed head 010, described briquetting 017 is fixedly linked with described vibrator 011, and described briquetting 017 links together by described connecting shaft 019 with described connecting plate 018; Described second cylinder 016 is installed on the described carrier base, the piston end of described second cylinder 016 links to each other with described connecting plate 018, the described first presser feet tool 006 links to each other with the slide block of described the 4th guide rail, and the described second presser feet tool 007 links to each other with the slide block of described the 3rd guide rail.
Described connecting shaft 019 outer surface is set with spring 020, regulates the pressure that briquetting 017 bears described second cylinder 016 by spring 020.
Described vibrator 011 is a cylinder, and described briquetting 017 is a curved surface with 011 contacted of described vibrator.Because described briquetting 017 and described vibrator 011 be connected the way of contact with curved surface, make the pressure of described second cylinder 016 can be evenly and act on stably on the described vibrator 011.
Described horizontal slip device comprises first cylinder 013, first guide rail 002, second guide rail 003, described carrier base comprises first fixed block 004, second fixed block 005, support 014, described support 014 is door type, described support 014 two ends link to each other with second fixed block 005 with described first fixed block 004 respectively, described first fixed block 004 links to each other with the slide block of described first guide rail 002, described second fixed block 005 links to each other with the slide block of described second guide rail 003, and described first cylinder 013 links to each other with described support 014, and promoting described first fixed block 004 and described second fixed block 005 moves back and forth on described first guide rail 002 and described second guide rail 003.
The whole pin equipment of this transformer also comprises mounting panel 001, cylinder holder 012, cylinder support 015, described die device down also comprises the contiguous block 008 that is positioned at described leg correcting tool 009 below and links to each other with described leg correcting tool 009, and described contiguous block 008 is arranged on the described mounting panel 001; Described cylinder holder 012 is installed on the described mounting panel 001, and described first cylinder 013 is installed on the described cylinder holder 012; Described first guide rail 002 and described second guide rail 003 all are arranged on the described mounting panel 001; Described cylinder support 015 is positioned at described support 014 top, and described second cylinder 016 is installed on the described cylinder support 015.
Described leg correcting tool 009 is between described first fixed block 004 and described second fixed block 005, suppress the leg of being located at the transformer on the described leg correcting tool 009 by the raised line that described first presser feet tool 006 and the described second presser feet tool 007 are provided with, the leg that the welding of the transformer both sides level to the left and right of being pressed into is stretched out.
The course of work: manually or with manipulator product is placed on the leg correcting tool 009, first cylinder 013 drives the first presser feet tool 006 and the described second presser feet tool 007 is done the horizontal direction displacement, the first presser feet tool 006 and the described second presser feet tool 007 are positioned at directly over leg correcting tool 009, and make groove set on raised line set on the first presser feet tool 006 and the second presser feet tool 007 and the leg correcting tool 009 corresponding, second cylinder 016 drives the first presser feet tool 006 and the second presser feet tool 007 is done the vertical direction displacement, the raised line of the first presser feet tool 006 and the second presser feet tool 007 is pressed in the groove of leg correcting tool 009, make the leg of being located at the transformer on the leg correcting tool 009 be able to press forming, and presser feet tool 009 is carried out the undersized displacement of horizontal direction by the vibration of vibrator 011, make transformer leg be able to steadily reach smooth compacting, realize that the whole foot-propelled of leg of transformer is done.
Above content be in conjunction with concrete preferred implementation to further describing that the utility model is done, can not assert that concrete enforcement of the present utility model is confined to these explanations.For the utility model person of an ordinary skill in the technical field, under the prerequisite that does not break away from the utility model design, can also make some simple deduction or replace, all should be considered as belonging to protection range of the present utility model.
Claims (8)
1. a transformer is put in order pin equipment, it is characterized in that: comprise carrier base, upper mould device, following die device, horizontal slip device, vertical slide, described horizontal slip device links to each other with described carrier base and drives described carrier base and carries out moving of horizontal direction, described upper mould device is installed on described carrier base place and described carrier base and drives described upper mould device and move, and described vertical slide links to each other with described upper mould device and drives described upper mould device and carries out vertical direction with respect to described carrier base and move; Described upper mould device comprises the presser feet tool, and described die device down comprises leg correcting tool, and the raised line of described presser feet tool can embed in the groove of described leg correcting tool.
2. transformer according to claim 1 is put in order pin equipment, it is characterized in that: described presser feet tool comprises the symmetrically arranged first presser feet tool and the second presser feet tool, and the described first presser feet tool and the second presser feet tool are positioned at both sides and the raised line of the first presser feet tool and the vertical groove that slips into described leg correcting tool of raised line of the second presser feet tool of described leg correcting tool.
3. transformer according to claim 2 is put in order pin equipment, it is characterized in that: described vertical slide comprises second cylinder, the 3rd guide rail and the 4th guide rail, described upper mould device also comprises fixed head, vibrator, briquetting, connecting shaft, the connecting plate that links to each other successively, described fixed head and the described first presser feet tool and the second presser feet tool are fixedly linked, described vibrator and described fixed head are installed together, described briquetting and described vibrator are fixedly linked, and described briquetting and described connecting plate link together by described connecting shaft; Described second cylinder is installed on the described carrier base, and the piston end of described second cylinder links to each other with described connecting plate, and the described first presser feet tool links to each other with the slide block of described the 4th guide rail, and the described second presser feet tool links to each other with the slide block of described the 3rd guide rail.
4. transformer according to claim 3 is put in order pin equipment, it is characterized in that: described connecting shaft outer surface is set with spring.
5. transformer according to claim 4 is put in order pin equipment, it is characterized in that: described vibrator is a cylinder, and contacted of described briquetting and described vibrator are curved surface.
6. transformer according to claim 5 is put in order pin equipment, it is characterized in that: described horizontal slip device comprises first cylinder, first guide rail, second guide rail, described carrier base comprises first fixed block, second fixed block, support, described support is door type, described support two ends link to each other with second fixed block with described first fixed block respectively, described first fixed block links to each other with the slide block of described first guide rail, described second fixed block links to each other with the slide block of described second guide rail, and described first cylinder links to each other with described support, and promoting described first fixed block and described second fixed block moves back and forth on described first guide rail and described second guide rail.
7. transformer according to claim 6 is put in order pin equipment, it is characterized in that: the whole pin equipment of this transformer also comprises mounting panel, cylinder holder, cylinder support, described die device down also comprises the contiguous block that is positioned at described leg correcting tool below and links to each other with described leg correcting tool, and described contiguous block is arranged on the described mounting panel; Described cylinder holder is installed on the described mounting panel, and described first cylinder is installed on the described cylinder holder; Described first guide rail and described second guide rail all are arranged on the described mounting panel; Described cylinder support is positioned at described cantilever tip, and described second cylinder is installed on the described cylinder support.
8. according to claim 6 or the whole pin equipment of 7 described transformers, it is characterized in that: described leg correcting tool is between described first fixed block and described second fixed block.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205281738U CN201773695U (en) | 2010-09-14 | 2010-09-14 | Pin adjusting equipment of transformer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205281738U CN201773695U (en) | 2010-09-14 | 2010-09-14 | Pin adjusting equipment of transformer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201773695U true CN201773695U (en) | 2011-03-23 |
Family
ID=43753537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010205281738U Expired - Fee Related CN201773695U (en) | 2010-09-14 | 2010-09-14 | Pin adjusting equipment of transformer |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201773695U (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103500638A (en) * | 2013-09-26 | 2014-01-08 | 中江县凯讯电子有限公司 | Auxiliary corrector used for lead pin of network transformer |
| CN103500637A (en) * | 2013-09-26 | 2014-01-08 | 中江县凯讯电子有限公司 | Auxiliary correction device for lead pins of network transformer |
-
2010
- 2010-09-14 CN CN2010205281738U patent/CN201773695U/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103500638A (en) * | 2013-09-26 | 2014-01-08 | 中江县凯讯电子有限公司 | Auxiliary corrector used for lead pin of network transformer |
| CN103500637A (en) * | 2013-09-26 | 2014-01-08 | 中江县凯讯电子有限公司 | Auxiliary correction device for lead pins of network transformer |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201351684Y (en) | Ball gathering and distributing mechanism for deep groove ball bearing retainer assembler | |
| CN106040949B (en) | Riveting machine | |
| CN205571104U (en) | Two -way extruded punching machine | |
| CN106040948A (en) | Riveting mechanism of riveting machine | |
| CN203578467U (en) | Equipment for bending four corners of door plate of refrigerator | |
| CN201773695U (en) | Pin adjusting equipment of transformer | |
| CN200991730Y (en) | Two edge folding mould of bending machine | |
| CN208434189U (en) | A kind of pressing device of PCB circuit board | |
| CN204672772U (en) | A kind of novel press | |
| CN103518871B (en) | Tea leaf leveling device | |
| CN102602116A (en) | Heating and pressing device for automotive upholsteries | |
| CN205349957U (en) | Shield glass microscope base pressure splicing machine | |
| CN208520899U (en) | Pressing device is used in a kind of test of electronics mainboard | |
| CN208712638U (en) | Side-stamping die structure with precision positioning mechanism | |
| CN204138270U (en) | The self-powered platform of Novel car door taping machine | |
| CN103009091A (en) | Cam compression clamp | |
| CN207117116U (en) | A kind of power transmission line dust plug for electromechanical equipment | |
| CN207787429U (en) | Novel punch component | |
| CN215969288U (en) | Cement hollow block forming machine | |
| CN2853347Y (en) | Two-sided hydraulic brick machine | |
| CN202540900U (en) | Heating and pressing device for automotive interiors | |
| CN107150096A (en) | Winding displacement blanking apparatus | |
| CN203664577U (en) | Riveting device for motor brush holder | |
| CN202516946U (en) | Rapid die installing and regulating auxiliary device | |
| CN105931890A (en) | Rivet feeding and punching device for travel switch bottom assembly machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110323 Termination date: 20150914 |
|
| EXPY | Termination of patent right or utility model |