CN201735623U - Hot extrusion outer ring die being not closed completely - Google Patents
Hot extrusion outer ring die being not closed completely Download PDFInfo
- Publication number
- CN201735623U CN201735623U CN201020256844XU CN201020256844U CN201735623U CN 201735623 U CN201735623 U CN 201735623U CN 201020256844X U CN201020256844X U CN 201020256844XU CN 201020256844 U CN201020256844 U CN 201020256844U CN 201735623 U CN201735623 U CN 201735623U
- Authority
- CN
- China
- Prior art keywords
- counterdie
- outer ring
- patrix
- die cavity
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Forging (AREA)
Abstract
The utility model discloses a hot extrusion outer ring die being not closed completely, which aims at solving the problems that the existing hot extrusion outer ring die adopts the open type backward extrusion free formation way, thereby leading a processed workpiece to have rugged mouth surface, wasting materials and increasing the difficulty in the follow-up machining. A closing block which encircles an upper die is arranged on the upper die, the closing block comprises a bottom surface which can lead the mouth surface of the processed workpiece to be smooth, the bottom surface is flushed with the mouth surface of a lower die, and the diameter d of the closing block is smaller than the diameter D of the mouth surface of the lower die. A product after being processing by the hot extrusion outer ring die has the smooth mouth surface and the appearance of the product is improved obviously, the follow-up machining efficiency is improved obviously, save the raw materials and the cost of the product is lowered.
Description
Technical field
The utility model relates to hot extrude outer ring mould manufacturing field, the outer ring mould of particularly a kind of non-complete closed hot extrude.
Background technology
For the general open type backward extrusion free formings that adopt of outer ring series products, be characterized in: technology is simple, ripe more; Its defective is: the workpiece actinal surface that can cause processing is uneven, and presents waveform, and height differs maximum and has more than the 3mm, and (about 3% ~ %5), and increase difficulty for follow-up machined, big as allowance, cutter consumption is many, and is time-consuming etc. to cause waste of material.
Chinese patent notification number CN201257456Y, June 17 2009 day for announcing, announced the mfg. moulding die of a kind of universal joint with outer ring body, it mainly is to be made of die and the punch of arranging that complement one another, described die intermediate configurations has the die iron chains spare of inserting for product spare, dispose punch in the die cavity that supplies product spare to insert that is provided with in the middle of the die iron chains spare, also dispose the ejector of downward roof pressure in this die cavity, this mould still adopts open type backward extrusion free forming, and the workpiece actinal surface that can cause processing is uneven.
Summary of the invention
The purpose of this utility model is to solve the outer ring mould of existing hot extrude and adopts open type backward extrusion free forming mode, the workpiece actinal surface that causes processing is uneven, waste of material, and increase the problem of difficulty for follow-up machined, provide a kind of non-complete closed hot extrude outer ring mould, product actinal surface after its processing is smooth, and outward appearance is obviously improved, and has significantly improved follow-up machined efficient, save material, reduced product cost.
The technical scheme that its technical problem that solves the utility model adopts is: the outer ring mould of a kind of non-complete closed hot extrude, described patrix is provided with the sealing retaining around patrix, described sealing retaining has the bottom surface that can make the processing work actinal surface smooth, this bottom surface flushes with the counterdie actinal surface, and the diameter d of sealing retaining is less than the diameter D of counterdie actinal surface.Just can make Workpiece shaping after the upper die and lower die mating reaction, original patrix is not provided with the sealing retaining, the product cooked mode is an open type backward extrusion free forming, the workpiece actinal surface of processing is uneven, present waveform, to cause waste of material, and increase difficulty for follow-up machined, in order to address this problem, design sealing retaining on patrix, the bottom surface of sealing retaining is the plane, and the bottom surface of sealing retaining flushes with the counterdie actinal surface, can guarantee that like this workpiece processing back product actinal surface is smooth, product appearance be improved significantly, follow-up machined efficient significantly improves, and has saved raw material, has reduced product cost; The counterdie actinal surface refers to the opening surface of counterdie recess, be positioned at counterdie recess upper end, for preventing the mould explosion, the diameter d of sealing retaining needs the diameter D less than the counterdie actinal surface, the sealing retaining constitutes non-airtight space fully with counterdie like this, the outer surface of sealing retaining and the gap width of counterdie die cavity sidewall should be looked product wall thickness, bottom thickness, highly set with diameter, generally, and wall thickness 〉=5mm, bottom thickness 〉=5, highly≤35, the product of diameter≤50, its gap width is answered<1mm; Wall thickness<5mm, bottom thickness<5, highly>35, the product of diameter>50, its gap width is answered>1mm, and the purpose of She Zhiing is in order to guarantee product quality like this, convenient again production, thin-wall part difficulty when moulding is also corresponding big, so its gap width should be more bigger.
As preferably, described sealing retaining and patrix termination constitute step-like.The patrix termination is that drift is convenient to workpiece machine-shaping, and the sealing retaining constitutes the step-like final molding state that can control the workpiece actinal surface effectively with the patrix termination, guarantees that the product actinal surface is smooth.
As preferably, patrix is a punch, and counterdie is a die, and the bottom of counterdie die cavity is provided with backing plate, and the middle part of counterdie die cavity bottom surface has the through hole that runs through counterdie, is inserted with push rod in the through hole, the lower surface of the upper end contact backing plate of push rod.For ease of Workpiece shaping and depanning, in counterdie, be provided with backing plate and push rod, during the forging moulding, backing plate is the part of entire die, after moulding finished, patrix was up, and push rod also moves upward under the drive of pull bar and promotes backing plate and upwards and with workpiece eject die cavity simultaneously.
As preferably, patrix termination and counterdie die cavity have all designed draw taper, and the draw taper of patrix termination is greater than 0.1 ° ~ 0.3 ° of the draw taper of counterdie die cavity.In order to prevent that workpiece is bonded at patrix and causes difficulty to the demoulding, different draw tapers is arranged in the upper die and lower die design.
As preferably, the gap of backing plate and counterdie die cavity sidewall is 0.1 ~ 0.15mm, and the via clearance of push rod and counterdie die cavity bottom surface is 0.1 ~ 0.15mm.Be provided with like this and be convenient to backing plate and push rod easy on and off motion in counterdie, be convenient to the workpiece depanning.
The beneficial effects of the utility model are: patrix is provided with the sealing retaining around patrix, the bottom surface of described sealing retaining flushes with the counterdie actinal surface, can guarantee that like this workpiece processing back product actinal surface is smooth, product appearance be improved significantly, significantly improved follow-up machined efficient, save raw material, reduced product cost; The diameter d of sealing retaining can prevent the mould explosion less than the diameter D of counterdie actinal surface; Workpiece shaping and depanning are convenient in the setting of backing plate and push rod.
Description of drawings
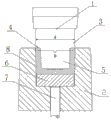
Fig. 1 is a kind of main TV structure schematic diagram of the present utility model;
Fig. 2 is the structural representation before the utility model improves;
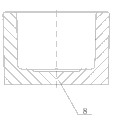
Fig. 3 is the structural representation through the utility model product processed;
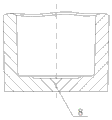
Fig. 4 is the structural representation of the product of the Mould Machining before improving.
Among the figure: 1, patrix, 2, counterdie, 3, the sealing retaining, 4, sealing retaining bottom surface, 5, the patrix lower end, 6, backing plate, 7, push rod, 8, workpiece.
The specific embodiment
Below by specific embodiment, and in conjunction with the accompanying drawings, the technical solution of the utility model is described in further detail.
Embodiment:
The outer ring mould (referring to accompanying drawing 1) of a kind of non-complete closed hot extrude, comprise the patrix 1 and the counterdie 2 that complement one another and be provided with, patrix 1 is a punch, counterdie 2 is a die, counterdie 2 middle parts are the die cavity of cylindrical recess, patrix 1 is the boss shape, patrix lower end 5 is a socket cap, the top of patrix lower end 5 is provided with the sealing retaining 3 around patrix 1, described sealing retaining 3 is the annulus column, sealing retaining 3 constitutes step-like with patrix lower end 5, sealing retaining 3 is an one with patrix 1, sealing retaining 3 has can make the smooth bottom surface of processing work 8 actinal surfaces, sealing retaining bottom surface 4 flushes with counterdie 2 actinal surfaces, the diameter d of sealing retaining 3 is less than the diameter D of counterdie 2 actinal surfaces, the gap of sealing retaining 3 outer surfaces and counterdie 2 die cavity sidewalls is 0.8mm, the bottom of counterdie 2 die cavitys is provided with backing plate 6, backing plate 6 is a circular slab, the middle part of counterdie 2 die cavity bottom surfaces has the through hole that runs through counterdie 2, be inserted with push rod 7 in the through hole, push rod 7 is a round bar, the lower surface of the upper end contact backing plate 6 of push rod 7, backing plate 6 is 0.1mm with the gap of counterdie 2 die cavity sidewalls, push rod 7 is 0.1mm with the via clearance of counterdie 2 die cavity bottom surfaces, patrix lower end 5 and counterdie 2 die cavitys have all designed draw taper, and the draw taper of patrix lower end 5 is greater than 0.1 ° of the draw taper of counterdie 2 die cavitys.
When starting working, patrix 1 is descending, described patrix 1 at first joins to merging with counterdie 2 and forms a non-complete closed space, meanwhile, under the acting in conjunction of counterdie 2 and push rod 7, finish the shaping work of workpiece 8, after moulding finished, patrix 1 was up and drive push rod 7 by pull bar and move upward, and backing plate 6 ejects workpiece 8 under the promotion of push rod 7 from counterdie 2.
Mould before improving is not provided with sealing shelves 3(accompanying drawing 2), the product cooked mode is an open type backward extrusion free forming, workpiece 8 actinal surfaces of processing are uneven by (accompanying drawing 4), present waveform, cause waste of material, and increase difficulty for follow-up machined; Through the product actinal surface that the utility model processes smooth (accompanying drawing 3), product appearance be improved significantly, significantly improved follow-up machined efficient, saved raw material, reduced product cost.
Above-described embodiment is a kind of preferable scheme of the present utility model, is not that the utility model is done any pro forma restriction, also has other variant and remodeling under the prerequisite that does not exceed the technical scheme that claim puts down in writing.
Claims (6)
1. the outer ring mould of a non-complete closed hot extrude, comprise the upper die and lower die that complement one another and be provided with, it is characterized in that: described patrix is provided with the sealing retaining around patrix, described sealing retaining has the bottom surface that can make the processing work actinal surface smooth, this bottom surface flushes with the counterdie actinal surface, and the diameter d of sealing retaining is less than the diameter D of counterdie actinal surface.
2. the outer ring mould of non-complete closed hot extrude according to claim 1, it is characterized in that: described sealing retaining and patrix termination constitute step-like.
3. the outer ring mould of non-complete closed hot extrude according to claim 1 and 2, it is characterized in that: patrix is a punch, counterdie is a die, the bottom of counterdie die cavity is provided with backing plate, the middle part of counterdie die cavity bottom surface has the through hole that runs through counterdie, be inserted with push rod in the through hole, the lower surface of the upper end contact backing plate of push rod.
4. the outer ring mould of non-complete closed hot extrude according to claim 3, it is characterized in that: patrix termination and counterdie die cavity have all designed draw taper, and the draw taper of patrix termination is greater than 0.1 ° ~ 0.3 ° of the draw taper of counterdie die cavity.
5. the outer ring mould of non-complete closed hot extrude according to claim 3, it is characterized in that: the gap of backing plate and counterdie die cavity sidewall is 0.1 ~ 0.15mm, the via clearance of push rod and counterdie die cavity bottom surface is 0.1 ~ 0.15mm.
6. the outer ring mould of non-complete closed hot extrude according to claim 4, it is characterized in that: the gap of backing plate and counterdie die cavity sidewall is 0.1 ~ 0.15mm, the via clearance of push rod and counterdie die cavity bottom surface is 0.1 ~ 0.15mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020256844XU CN201735623U (en) | 2010-07-13 | 2010-07-13 | Hot extrusion outer ring die being not closed completely |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201020256844XU CN201735623U (en) | 2010-07-13 | 2010-07-13 | Hot extrusion outer ring die being not closed completely |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201735623U true CN201735623U (en) | 2011-02-09 |
Family
ID=43550905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201020256844XU Expired - Fee Related CN201735623U (en) | 2010-07-13 | 2010-07-13 | Hot extrusion outer ring die being not closed completely |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201735623U (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104014996A (en) * | 2014-06-03 | 2014-09-03 | 重庆东轻铝合金锻造有限公司 | Aluminum alloy annular blank manufacturing method and backward extruding die |
| CN104624906A (en) * | 2015-01-29 | 2015-05-20 | 西安三角航空科技有限责任公司 | Forging die and forging method |
| CN105772528A (en) * | 2016-03-17 | 2016-07-20 | 山东大学 | Reverse-extrusion male die design method for increasing flush degree of end faces of non-axial-symmetric cup-shaped piece |
| CN112601939A (en) * | 2018-08-31 | 2021-04-02 | 松下知识产权经营株式会社 | Ultrasonic flowmeter |
| CN117047064A (en) * | 2023-10-12 | 2023-11-14 | 四川富生电器有限责任公司 | Method for controlling demolding sequence of centrifugal casting mold of motor rotor |
-
2010
- 2010-07-13 CN CN201020256844XU patent/CN201735623U/en not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104014996A (en) * | 2014-06-03 | 2014-09-03 | 重庆东轻铝合金锻造有限公司 | Aluminum alloy annular blank manufacturing method and backward extruding die |
| CN104624906A (en) * | 2015-01-29 | 2015-05-20 | 西安三角航空科技有限责任公司 | Forging die and forging method |
| CN105772528A (en) * | 2016-03-17 | 2016-07-20 | 山东大学 | Reverse-extrusion male die design method for increasing flush degree of end faces of non-axial-symmetric cup-shaped piece |
| CN112601939A (en) * | 2018-08-31 | 2021-04-02 | 松下知识产权经营株式会社 | Ultrasonic flowmeter |
| CN112601939B (en) * | 2018-08-31 | 2024-08-20 | 松下知识产权经营株式会社 | Ultrasonic flowmeter |
| CN117047064A (en) * | 2023-10-12 | 2023-11-14 | 四川富生电器有限责任公司 | Method for controlling demolding sequence of centrifugal casting mold of motor rotor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201735623U (en) | Hot extrusion outer ring die being not closed completely | |
| CN101947567B (en) | Processing technique of flat-head hexagon bolt for cold extrusion shaping cart | |
| CN101537472A (en) | Bolt processing technic featuring one-step molding | |
| CN201815555U (en) | Machining equipment for flat-head hexagon bolt of cold-extrusion forming vehicle | |
| CN209110081U (en) | The precompressed of cup shaped product oral area and automatic discharging forging mold | |
| CN102806242B (en) | Hot-extrusion die of axial copper lock body | |
| CN201455164U (en) | Die for processing one-step forming bolt | |
| CN201511545U (en) | Vertical flat-die straw briquetting machine template | |
| CN204685697U (en) | Ball stud cold extrusion die | |
| CN211221713U (en) | Half flash mould pressing structure of vertical shear type | |
| CN202824210U (en) | Extrusion die for slender rod part | |
| CN203227786U (en) | Circular die base | |
| CN201572849U (en) | Knockout plate for positioning conical hole of stamping die of conical thin-walled piece | |
| CN204523817U (en) | Flange shaft connecting hole spline structure of extrusion | |
| CN202824206U (en) | Axial bronze lock body hot extrusion mould | |
| CN204320833U (en) | A kind of cold extrusion die of lamp radiator | |
| CN210450781U (en) | Alloy steel gear ring die | |
| CN204322380U (en) | A kind of particular manufacturing craft making band inclined-plane cosmetic package enclosing cover | |
| CN213972199U (en) | Wood-plastic great wall plate extrusion die | |
| CN219381398U (en) | Injection molding machine mold convenient for feeding | |
| CN210100562U (en) | Soft-contact pressing block type non-threaded cover die | |
| CN210100598U (en) | 80 gram bottle lid mould | |
| CN220075708U (en) | Mould ejection mechanism of easy-to-stick mould | |
| CN219667577U (en) | Die with adjustable eccentric structure | |
| CN208019282U (en) | Improve the concordant die mould compound flushing of cylindrical forged piece oral area |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110209 Termination date: 20180713 |