CN201455425U - Cutting device of high-frequency welding tube - Google Patents
Cutting device of high-frequency welding tube Download PDFInfo
- Publication number
- CN201455425U CN201455425U CN2009200623416U CN200920062341U CN201455425U CN 201455425 U CN201455425 U CN 201455425U CN 2009200623416 U CN2009200623416 U CN 2009200623416U CN 200920062341 U CN200920062341 U CN 200920062341U CN 201455425 U CN201455425 U CN 201455425U
- Authority
- CN
- China
- Prior art keywords
- cutting
- frame
- cast
- collecting tank
- cutting mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Sawing (AREA)
Abstract
Description
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009200623416U CN201455425U (en) | 2009-08-14 | 2009-08-14 | Cutting device of high-frequency welding tube |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009200623416U CN201455425U (en) | 2009-08-14 | 2009-08-14 | Cutting device of high-frequency welding tube |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201455425U true CN201455425U (en) | 2010-05-12 |
Family
ID=42382776
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009200623416U Expired - Fee Related CN201455425U (en) | 2009-08-14 | 2009-08-14 | Cutting device of high-frequency welding tube |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201455425U (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384596A (en) * | 2014-09-29 | 2015-03-04 | 沈阳黎明航空发动机(集团)有限责任公司 | Fully automatic catheter end cutting device |
| CN106270728A (en) * | 2016-10-18 | 2017-01-04 | 北京工业大学 | A kind of segmenting device |
| CN108568912A (en) * | 2018-04-24 | 2018-09-25 | 江苏奥赛斯现代农业科技有限公司 | A kind of cutter device for quartz material |
| CN109141140A (en) * | 2018-10-18 | 2019-01-04 | 易祖兴 | A kind of fireworks paper tube cutter device |
-
2009
- 2009-08-14 CN CN2009200623416U patent/CN201455425U/en not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104384596A (en) * | 2014-09-29 | 2015-03-04 | 沈阳黎明航空发动机(集团)有限责任公司 | Fully automatic catheter end cutting device |
| CN104384596B (en) * | 2014-09-29 | 2017-08-29 | 沈阳黎明航空发动机(集团)有限责任公司 | A kind of full-automatic conduit pipe end cutting device |
| CN106270728A (en) * | 2016-10-18 | 2017-01-04 | 北京工业大学 | A kind of segmenting device |
| CN108568912A (en) * | 2018-04-24 | 2018-09-25 | 江苏奥赛斯现代农业科技有限公司 | A kind of cutter device for quartz material |
| CN109141140A (en) * | 2018-10-18 | 2019-01-04 | 易祖兴 | A kind of fireworks paper tube cutter device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106424919B (en) | A kind of self-feeding of tubing and cutting mechanism | |
| CN103008505B (en) | Automatic shearing device for stator copper wire | |
| CN208391368U (en) | Overturn clamping device | |
| CN109015169A (en) | A kind of machining metallic conduit notch burr polishing device | |
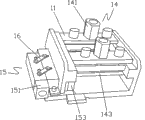
| CN201455425U (en) | Cutting device of high-frequency welding tube | |
| CN103465023B (en) | A kind of Multifunctional pipe end forming machine | |
| CN210498536U (en) | Efficient environment-friendly hydraulic plate shearing machine | |
| CN201168976Y (en) | Horizontal and vertical vibration cutting apparatus for numerical control special-shaped sponge cutter | |
| CN108620667A (en) | It is a kind of to facilitate the Profile cut-off machine for adjusting Cutting Length | |
| CN103111848B (en) | Automatic bending and saw cutting tool on bending machine | |
| CN106140895B (en) | A kind of full-automatic photovoltaic welding belt bending forming machine | |
| CN206614361U (en) | A kind of inner wall of welded pipe removes deburring device | |
| CN201659322U (en) | Cutting device | |
| CN206135185U (en) | Wire sheath device cuts and moves | |
| CN203221535U (en) | Board cutoff device in PVC (polyvinyl chloride) plastic-wood composite board production line | |
| CN202684202U (en) | Workpiece cutting device | |
| CN204235603U (en) | A kind of cutting means | |
| CN202572463U (en) | Horizontal reciprocating type heat insulation board cutting machine | |
| CN201423508Y (en) | Traveling mechanism of on-line automatic cutting machine | |
| CN206614086U (en) | It is a kind of conveniently to adjust the Profile cut-off machine of Cutting Length | |
| CN104406466B (en) | A kind of cutting bottoming machine for hexagon firecracker cake | |
| CN205551636U (en) | Aluminium alloy pipe cutting machine | |
| CN202028815U (en) | Cutting machine for production of automotive air conditioning aluminum tubes | |
| CN207824095U (en) | Proximate matter automatic cutting device | |
| CN102581373A (en) | Wide stainless steel product cut-off device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| ASS | Succession or assignment of patent right |
Owner name: GUANGZHOU DAHUA RENSHENG ALUMINUM TUBE INDUSTRIAL Free format text: FORMER OWNER: GUANGDONG DAHUA RENSHENG SCIEN-TECH CO., LTD. Effective date: 20100915 |
|
| C41 | Transfer of patent application or patent right or utility model | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20100915 Address after: Tai Road No. 1635 room 907 No. 1 Ke Sheng Lu North Baiyun District of Guangzhou City, Guangdong province 510540 Patentee after: Dahua Rensheng Aluminum Tube Industrial Co., Ltd. of Guangzhou Address before: Tai Road No. 1635 room 907 No. 1 Ke Sheng Lu North Baiyun District of Guangzhou City, Guangdong province 510540 Patentee before: GUANGDONG DAHUA RENSHENG SCIEN-TECH Co., LTD. |
|
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100512 Termination date: 20160814 |