CN1230579C - Liaosaier fiobre and its preparing process - Google Patents
Liaosaier fiobre and its preparing process Download PDFInfo
- Publication number
- CN1230579C CN1230579C CNB01132547XA CN01132547A CN1230579C CN 1230579 C CN1230579 C CN 1230579C CN B01132547X A CNB01132547X A CN B01132547XA CN 01132547 A CN01132547 A CN 01132547A CN 1230579 C CN1230579 C CN 1230579C
- Authority
- CN
- China
- Prior art keywords
- fiber
- cellulose
- spinning
- solution
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/56—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving in association with fibre formation, e.g. immediately following extrusion of staple fibres
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F2/00—Monocomponent artificial filaments or the like of cellulose or cellulose derivatives; Manufacture thereof
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/098—Melt spinning methods with simultaneous stretching
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
- D01D5/14—Stretch-spinning methods with flowing liquid or gaseous stretching media, e.g. solution-blowing
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/18—Formation of filaments, threads, or the like by means of rotating spinnerets
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
- D04H1/4258—Regenerated cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4282—Addition polymers
- D04H1/4291—Olefin series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/013—Regenerated cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/03—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Artificial Filaments (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
The invention is lyocell fiber characterized by a pebbled surface as seen at high magnification and having a variable cross section and diameter along and between fibers. The fiber is produced by centrifugal spinning, melt blowing or its spunbonding variation. The fibers can be made in the microdenier range with average weights as low as one denier or less. The fibers have inherently low gloss and can be formed into tight yarns for making fabrics of very soft hand. Alternatively, the fibers can be formed into selfbonded nonwoven fabrics.
Description
The application requires to have the provisional application series number 60/023,909 of filing an application on August 23rd, 1996 and 60/024,462 both priority.
Technical field
This patent relate to have novel character in haussaire (Lyocell) fiber and method for making thereof.The application also relates to these fibrogenic yarns and the fabric and the bondedfibre fabric that contain these fibers.Specifically, the method comprises that elder generation forms spinning solution with cellulose dissolution in amine oxide.Then, spinning solution is clamp-oned in the air flow of the latent silk of drawing of fiber cellulose solution through aperture, or spinning solution is made latent fiber through the centrifugal discharge of aperture.Then, the fiber of will diving is regenerated in the liquid non-solvent and is formed fiber.No matter the sort of method can be produced the autoadhesion bondedfibre fabric.
Background technology
Cellulosic strong fiber with viscose process and cuprammonium process regeneration has had more than 100 year history.Back one method obtained patent in 1890, and viscose process also patents after 2 years.In viscose process, elder generation immerses cellulose in the mercerizing strength of alkali caustic soda and generates alkali cellulose, generates cellulose xanthate ester with the carbon disulfide reaction then, thereupon, cellulose xanthate ester is dissolved in rare soda lye.After filtration with the degassing after, the regeneration that xanthogenate solution is clamp-oned sulfuric acid, sodium sulphate, zinc sulfate and glucose from subsurface spinneret forms continuous filament yarn bathing.The so-called viscose rayon that obtains is widely used in textile industry at present, and past attempts is widely used in the enhancing of rubber, as tire and conveyer belt.
Cellulose also dissolves in the cupric oxide solution of ammonia, and this character constitutes the basis of making copper rayon.Cellulose solution is entered in 5% soda lye or the dilute sulfuric acid and forms fiber through subsurface spinneret.After decopper(ing) and washing, the fiber that obtains has high wet strength.Copper rayon can be made into the fiber at very low dawn, all is used for textile industry.
Developed other cellulose solvent recently, a kind of such solvent is based on nitrogen tetraoxide at dimethyl formamide.Although carried out many research, also do not make the commercial run of regenerated celulose fibre in this way.
The reasonable time since known that tertiary amine-N-oxide can be used as cellulosic solvent.Graenacher is at United States Patent (USP) 2,179, discloses one group of material that is suitable for the amine oxide of making solvent in 181.But this inventor only can make the cellulose solution of low concentration, and solvent recovery becomes subject matter.Johnson is at United States Patent (USP) 3,447, discusses in 939 and uses anhydrous N-methylmorpholine-N-oxide (NMMO) and other the amine n-oxide solvent as many natural and synthetic polymers of cellulose and other.It is very low that but these solution remain solids content.In United States Patent (USP) 3,508,941 thereafter, Johnson proposes to mix various natural and synthetic polymers and forms immixture with cellulose in solution.For reducing spinning solution viscosity, add cellulosic non-solvent such as dimethyl sulfoxide (DMSO).With the directly spinning in cold methanol of this polymer solution, but the silk intensity that obtains is quite low.
Yet beginning in 1979 has announced that a series of patents make the cellulose fibre that solvent preparation is regenerated with various amine oxides.Specifically, the N-methylmorpholine-N-oxide that contains 12% water approximately is especially effective solvent.Under the condition of heating, be generally 90-130 ℃, cellulose dissolution in this solvent, and is clamp-oned in the air through the spinneret that a large amount of pores are arranged.The cellulose spin dope silk through the about 3-10 of mechanical stretching in air doubly, makes molecularly oriented continuously.Make fiber enter non-solvent then, be generally in the water, make cellulose regenerated.Other regenerated solvent has also been proposed, as lower aliphatic alcohols.The example of the method is at people's such as McCorsley and McCorsley United States Patent (USP) 4,142,913,4,144,080,4,211,574,4,426,221 and 4,416, and 698 grades had and go through.People such as Jurkovic are at United States Patent (USP) 5,252,284 and people such as Michels at United States Patent (USP) 5,417, the geometry of the extrusion nozzle that is dissolved in the cellulose spinning among the NMMO has been discussed in 909 specially.People's such as Brandner United States Patent (USP) 4,246,228th, the representative of many patents, these patent disclosures use all cpds to degrade in the NMMO of heat solution to prevent cellulose and/or solvent as stabilizing agent.People such as Franks are at United States Patent (USP) 4,145, and 532 and 4,196,282 have discussed the difficulty that cellulose is dissolved in the amine oxide solvent and reaches the plain concentration of higher fiber.
Haussaire fiber in being known as by the cellulosic textile fibre of NMMO solvent spinning.In the general title of the fiber formed of the cellulose that is settled out by organic solution of haussaire fiber, wherein, hydroxyl does not take place replaces and do not generate chemical intermediate.A kind of by Courtaulds, the haussaire product is the Tencel that sells on the market in the Ltd. production
Fiber.These fibers are 0.9-2.7 dawn weight and heavier.Dawn is the gram number of the weight of 9000 meters fibers.Because very thin, the fabric that is prepared by its yarn of making has fabulous feel.
The haussaire fiber restriction is its geometric functions in making now.They are to form continuously, generally have very uniformly, are generally circle or elliptic cross-section, lack during spinning and curl, and have the surface of quite smooth band gloss.This makes it not ideal as staple fibre, because be difficult to reach uniformly separately at carding process, obtains uneven mixing and uneven yarn.Be the problem that part is proofreaied and correct the straight line fiber, before prescinding, staple fiber always will curl in supporting process.At people's such as Sellars United States Patent (USP) 5,591,388 or 5,601, can see curling example in 765, wherein, the fiber of pulling out is compressed and heat with dry gas stream at stuffer box.Be also pointed out that and have the yarn that continuous uniform cross-section and glossiness surface are often had " plastics " outward appearance.Yarn by the thermoplastic polymer manufacturing often need add delusterant before spinning, as titanium dioxide.People such as Wilkers are at United States Patent (USP) 5,458, the viscose rayon fibers with star section and other shaped cross have been discussed in 835.People such as Michels are at United States Patent (USP) 5,417, disclose in 909 use special-shaped spinneret production have noncircular cross section in the haussaire fiber, but this inventor does not know any commercial use of this method.
People such as Kaneko are at United States Patent (USP) 3,833, the cellulose bondedfibre fabric of making autoadhesion with the copper rayon method have been discussed in 438.But known to the inventor, the haussaire bondedfibre fabric does not occur as yet in the autoadhesion.
Produced the low dawn fiber of synthetic polymer by many extrusion moldings.Wherein three kinds of methods are relevant with the present invention.A kind of being called, " melt and spray " method.Molten polymer is expressed into usually and extrudes in the air flow of fiber PARALLEL FLOW through a series of small diameter bore.Along with the cooling drawing of fiber.Stretching has two kinds of purposes: molecule to a certain degree machine-direction oriented, and the final diameter that reduces fiber.Another kind of similar methods is " spunbond " method, and fiber is got in the pipe through stretching through the air flow in the pipe that the pipe end vacuum produces.In a word, the spun-bond process fiber is continuous, and the fiber of meltblown generally is the short length of separation.Other method is " centrifugal spinning " method, and difference is that molten polymer is discharged through the aperture of fast rotational cylinder wall, is stretched slightly by air drag along with cylinder rotates.But the keen draft that does not generally resemble melting and spraying exists.These three kinds of methods can be used for making bondedfibre fabric.Since commodity production for many years, these methods existing patent and technical literature widely.The representative patents that melts and sprays is people's such as people's such as Weber United States Patent (USP) 3,959,421 and Milligan a United States Patent (USP) 5,075,068.People's such as Weber patent is used in air-flow and is sprayed water with rapid cooling fiber.Relevant slightly method has been discussed in PCT Publication WO91/18682, and this method relates to improved meltblown and is coated with paper.The coating material of being advised is liquid, aqueous, as " aqueous solution of starch, carboxymethyl cellulose, polyvinyl alcohol, latex, bacterial cellulose suspension or any hydrous material, solution or emulsion ".But the method is the atomising material that will extrude rather than forms the fiber of diving.People such as Zikeli are at United States Patent (USP) 5,589, propose in 125 and 5,607,639 when fiber leaves spinneret with air flow across haussaire spinning solution in extruding.This air flow only is used for cooling and drawing of fiber not.
At people's such as Rook United States Patent (USP) 5,242,633 and 5,326, exemplified centrifugal spinning in 241, people such as Okada are at United States Patent (USP) 4,440, the centrifugal spinning that is used for thermoplastic have been discussed in 700.When material was discharged, fiber was pounced on to collect firmly and by the cold liquid curtain that flows ringwise and is moved down around spinneret.The polymer that is applicable to this method comprises polyvinyl alcohol and polyacrylonitrile.Under the situation of these two kinds of materials, material spins through " wetting ", i.e. spinning in solution has replaced the cooling fluid curtain with coagulating bath.
Except above-mentioned people's such as Kaneko patent, be similar to melt and spray, method spunbond and centrifugal spinning never is used for cellulosic material, because cellulose itself cannot not be molten basically.
Superfine fibre is called " little dawn fiber ", generally is meant 1.0 dawn or lower fiber.The diameter of the meltblown fibers of being made by various synthetic polymers such as polypropylene, nylon or polyester is low to moderate 0.4 micron (about 0.001 dawn).But the intensity of these fibers and " toughness " are generally lower, and when being used to take fabric, the water imbibition difference is a unfavorable factor.Only just making little dawn cellulose fibre at 0.5 dawn not long ago by viscose process.
Summary of the invention
The present invention make new in the haussaire fiber, overcome by fiber, the artificial silk of synthetic polymer production and obtain at present in many restrictions of haussaire fiber.Can generate the fiber that low dawn and dawn distribute.Simultaneously, every fiber has thick assorted surface, and cross section and the diameter and the tangible natural crimp of different shape arranged along its length.All these be most of natural fabrics all and commodity production at present in the unexistent performance of haussaire fiber.
The present invention relates to regenerated celulose fibre and manufacturing method of fabrics and fiber of being produced and fabric.Here used " cellulose " and speech scopes such as " regenerated celluloses " are quite wide, comprise the mixture of cellulose natural with other in synthetic polymer, and these mixtures can be dissolved in the spin solvent mutually, wherein the major part of cellulose comprises weight.Specifically, the present invention relates to by cellulose at the solution of amine n-oxide by similar in appearance to the low dawn fiber that melts and sprays or the centrifugal spinning method obtains.When using " melting and spraying ", " spunbond " or methods such as " centrifugal spinnings ", should understand the method that is meant similar in appearance to being used to produce thermoplastic fibre, although cellulose be in solution and spinning temperature contour in just." continuously elongated " speech be meant present commerce make in the method for haussaire fiber, use Mechanical Method to stretch, earlier through the air gap so that elongate fiber and molecularly oriented bathe through regeneration then.
This method comprises cellulosic material is dissolved in the amine oxide that contains some water, specifically, is preferably in N-methylmorpholine-N-oxide (NMMO).Can prepare this spinning solution or the solution of cellulose in NMMO as the method for in people's such as above-mentioned McCorsley or Franks patent, discussing by known technology.In the method for the invention, then spinning solution is transferred in the spinning equipment with about 90-130 ℃ pump or extruder under high slightly temperature.Finally, spinning solution enters air through many apertures.Under the situation of melting and spraying, the cellulose spin dope strand of extruding is collected by the rough air that the approach parallel direction with silk flows.Along with cellulose solution is extruded through aperture, in the continuous flow line after leaving aperture, liquid line or latent be stretched (or diameter obviously reduces and length increases).Disturbance has guided between curling naturally and the fiber and along the final fibre diameter of individual fibers length some variations.These are obviously different with continuously elongated fiber, and the latter's diameter is uniformly, and lacking curls or must introduce in the back spinning process curls.These curl is irregular, the peak-peak wave amplitude greater than an about fibre diameter and cycle greater than about 5 fibre diameters.
Spunbondly can regard melt and spray a kind of as, fiber collecting and be stretching in the air flow and do not have a mechanical stretching.In the present invention, melt and spray with spunbond should to regard function as identical.
When with the centrifugal spinning producd fibers, the spinning solution strand enters in the air through aperture, and the inertia of being given by spinneret stretches.Then silk is entered actified solution or actified solution is sprayed on the silk.Actified solution is a non-solvent, as the mixture of water, lower aliphatic alcohols or these compounds.The NMMO that is used as solvent can reclaim from regeneration is bathed and re-use.
When melting and spraying with spunbond preparation, the disturbance of the fiber strand ambient air of diving and vibration are considered to the reason of its unique geometry.
The silk that is low to moderate 0.1 dawn or lower dawn can be made at an easy rate.Dawn can include but not limited to diameter, air velocity, spinning head speed and the spinning solution viscosity in hole by many controlling factors.Spinning solution viscosity is decided by cellulosic degree of polymerization and concentration again.The length of fiber similarly can be by the design and the speed control of extrusion cavities ambient air stream.Can obtain continuous fibers or quite short staple fibre according to spinning condition.Can improve equipment at an easy rate to form individual fibers or to make it to become cellulose bondedfibre fabric fabric.In the latter case, before cellulose regenerated, can form fabric and become autoadhesion.Then, thus, from the continuous recycled fiber of regenerating medium, through further washing, then bleaching if desired, dry and processing.
Lacking under the delusterant, the gloss of fiber be starkly lower than continuously elongated in the haussaire fiber, so there be not " plastics outward appearance ".This is considered to because " thick assorted " surface of the uniqueness that shows under high-power microscope.
By suitably controlling spinning condition, can obtain having the fiber of different cross sectional shapes and the distribution of fiber diameters that is rather narrow.Some of diameter and cross-sectional configuration unusual along individual fibers length and fiber between occur.These fibers are unique concerning regenerated cellulose, are similar to natural fabric on form.
Have natural crimp by the fiber that melts and sprays or centrifugal spinning obtains, be different from very much by curling that stuffer box is given.The quite rule of curling by stuffer box is given has quite low wave amplitude, generally is lower than a fibre diameter, and the short peak-peak cycle, generally equals 2-3 fibre diameter.The curling amplitude that has irregular greater than a fibre diameter of fiber of the present invention, the cycle that surpasses about 5 fibre diameters that degree of irregularity is very high.Fiber has outward appearance curling or waveform.
The performance of fiber of the present invention can be complementary with the combing and the spinning of traditional weaving techniques.Although have the attribute of many natural fabrics, can obtain little dawn fiber that natural fabric does not have.The multilayer yarn that can directly make the autoadhesion fabric or closely reel.
A special advantage of the present invention is can form cellulose with think originally can not the compatible polymers mixtures of material.Amine oxide is extremely effective solvent, can dissolve many other the polymer except that cellulose, therefore can form the mixture of cellulose with material such as lignin, nylon, poly(ethylene oxide), poly(propylene oxide), polyacrylonitrile, PVP, polyacrylic acid, starch, polyvinyl alcohol, polyester, casein, cellulose acetate, chain starch, amylopectin, cationic starch etc.Every kind of material can be made with cellulosic homogeneous mixture has new and fiber peculiar property.
The purpose of this invention is to provide by the method that in the solution of amine oxide-aqueous medium, melts and sprays, spunbond or centrifugal spinning method generates low dawn regenerated celulose fibre or cellulose mixtures fiber by being similar to.
A further object of the invention provides has the favourable geometry that generates yarn and the low dawn cellulose fibre of surface characteristic.
The purpose that the present invention also has provides the fiber with natural crimp and low luster.
Another object of the present invention provide have many performance classes like or surpass the regenerated celulose fibre of natural fabric.
A further object of the invention provides all chemicals method production the above-mentioned type fiber of recovery and reuse easily.
Another object of the present invention provide autoadhesion in haussaire bondedfibre fabric fabric.
Below reading be described in detail and with reference to the accompanying drawings after, these will be understood those of ordinary skill in the art easily with many other purposes.
Description of drawings
Fig. 1 is the flow chart that is used for the step of reality of the present invention.
Fig. 2 is the part perspective view of the used typical centrifugal spinning equipment of the present invention.
Fig. 3 is the part perspective view of the melt-blowing equipment that is suitable for of the present invention.
Fig. 4 is the sectional view that can be used for the typical extruder head of above-mentioned melt-blowing equipment.
The haussaire fiber was in the scanning electron micrograph of 100 times and 10,000 times amplifications Fig. 5 and 6 was respectively commercially available.
The scanning electron micrograph of haussaire fiber under 200 times and 10,000 times of amplifications in Fig. 7 and 8 is respectively produced by centrifugal spinning.
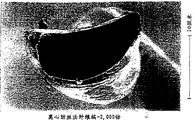
Fig. 9 and 10 is the scanning electron micrographs that show along 2,000 times of amplifications of independent centrifugal spinning fibre section.
Figure 11 and 12 respectively melts and sprays the scanning electron micrograph of 100 times and 10,000 times amplifications of haussaire fiber in the system.
Figure 13 produces haussaire fiber matting flow chart in the autoadhesion with meltblown.
Figure 14 produces haussaire fiber matting flow chart in the autoadhesion with centrifugal spinning.
The specific embodiment
The type of the cellulosic material that the present invention is used is undemanding.Can use bleaching or unbleached wood pulp, these wood pulps can pass through prepared in various methods, and wherein the sulfate process of sulfate process, prehydrolysis or sulphite process are its representatives.Many other cellulosic materials are suitable equally as the cotton linters of purifying.Before being dissolved in amine oxide, tabular if cellulose is, generally to be torn into fine hair so that dissolving.
Can prepare cellulose solution with known method, as McCorsley at United States Patent (USP) 4,246, the method for discussing in 221.Here, cellulose wets in the mixture of about 40%NMMO of non-solvent and 60% water.Cellulose is about 1.5 with the weight ratio of wet NMMO: mixture mixed being steamed up to enough water in about 1.3 hours under about 120 ℃ and decompression in both arms sigma paddle agitator 1., stay water for the about 12-14% of NMMO, thereby the formation cellulose solution, the spinning solution that obtains contains 30% cellulose approximately.Or, beginning can be with the NMMO that contains suitable quantity of water to get rid of the needs of vacuum distillation.This is the method that makes things convenient at prepared in laboratory spinning spinning solution, and the NMMO of at this moment commercially available 40-60% concentration can mix with the laboratory reagent NMMO of 3% water of only having an appointment, and obtains containing the cellulose solution of 7-15% water.The moisture content that exists in the cellulose can be regulated the moisture content of required existence in the solvent.Can be with reference to Chanzy, H. and A.Peguy, at the polymer science magazine, polymer physics version (Journal of Polymer Science, Polymer Physics Ed.) article and the Navard of .18:1137-1144 (1980), P. with J.M.Haudin at Britain's polymer magazine (British Polymer Journal), 174 pages, the article in February, 1980 is with the preparation spinning solution of cellulose in the NMMO-aqueous solvent.
Can see the flow chart of the inventive method with reference to figure 1.As noted, cellulose is conventional in the preparation of the spinning solution of moisture NMMO.Unconventional is the spinning process of these spinning solutions.Cellulose solution enters turbulent airflow through the extruding aperture, rather than directly enters the regeneration that resembles viscose process and the cuprammonium process and bathe.Just be only the regeneration of the silk of diving after a while.But method of the present invention also is different from the method for haussaire fiber in traditional preparation, because spinning solution is not to pull down continuously through the air gap as not disconnected strand to enter the regeneration bath.
Fig. 2 is the explanation that centrifugal spinning is sent out.The cellulose spin dope 1 of heat is entered the band closed base of heat and at sidewall being generally in hollow drum or the drum 2 of many apertures 4 arranged.Along with drum rotates, spinning solution is discharged with thin strand 8 through aperture.When these strands run into resistance from surrounding air, they are stretched downwards with big multiple.Amount of tension depends on the factor of easy control, as rotating speed, aperture and the spinning solution viscosity of drum.Spinning solution strand or force by gravity fall or by air flow enters downwards in the non-solvent 10 that is contained in the tank 12, and at this, spinning solution is frozen into the fiber of the about 1-25 of length centimetre autoorientation.Perhaps, spinning solution thigh silk 8 is partly or entirely regenerated by the water spray from nozzle ring 16 that is provided by actified solution source 18.In addition, as hereinafter described, spinning solution can be made bondedfibre fabric before regeneration or in the regeneration.Water is preferably to solidify non-solvent, and ethanol or water-ethanol admixture also are effective certainly.Thus, fiber collecting and washing removing the NMMO of any remnants, are then bleached and dry as needs.Embodiment 2 subsequently is with the specific details of illustrative experiment chamber centrifugal spinning.
The details of Fig. 3 and the typical meltblown of 4 explanations.As can be seen from Figure 3, spinning solution source (not shown) enters extruder 32, and extruder forces cellulose solution to the spinning head 34 with many holes 36.Through pipeline 38 air supplies or other gas, around and carry the solution strand 40 extrude.Bath or groove 42 contain actified solution 44, therein, regenerate in the solution of strand by solvent, obtain cellulose fibre.Perhaps, the latent fiber of water spray makes its regeneration or partly regeneration.Amount of tension depends on the factor of easy control, as aperture, spinning solution viscosity, the cellulose concentration in spinning solution and the configuration of air velocity and nozzle.
Fig. 4 represents typical extrusion cavities.Orifice plate 20 is drilled with many holes 36.Be fixed on extruder head 22 bodies by a series of tap bolt 18.Inner member 24 constitutes the extrusion 26 of cellulose solution.Extrusion 26 is surrounded by air duct 28, and air duct 28 is around the solution silk of extruding 40, makes it drop-down and assist it to transfer in the regenerating medium.Embodiment 3 subsequently will describe in detail laboratory scale by melting and spraying the preparation fiber.
Shown in Fig. 5-6 is by haussaire fiber scanning electron micrograph in traditional continuously elongated method preparation.Diameter that it should be noted that these fibers is very even, and is straight line basically.From Fig. 6, see it is quite smooth with the photo that amplifies 10,000 times.
Fig. 7-the 10th is by the fiber of centrifugal spinning manufactured of the present invention.The fiber of seeing in Fig. 7 has different diameters and crookedly slightly makes it have natural curling.This natural curl different fully with the waveform configuration of the rule that obtains at stuffer box.Be wave amplitude and cycle all to be irregular, height and length have the diameter of several fibers at least.Most of fibers are smooth a little, and some has a large amount of distortions.Fibre diameter is about 1.5-20 micron (<0.1-3.1 dawn).Most of fibers are near 12 microns of average diameters (about 1 dawn).
Fig. 8 is 10,000 times a enlarged photograph of Fig. 7 fiber.The outward appearance on the surface of fiber is evenly thick assorted, is different from commercially available fiber fully.Thereby gloss is low and spinning properties is improved.
Fig. 9 and 10 is scnning micrographs of the fibre section that get at about 5 millimeters intervals on independent centrifugal spinning fiber.Obviously shown along fibre section and diameter variation.This variation is the characteristics of centrifugal spinning and meltblown fibers.
Figure 11 and 12 is scnning micrographs that meltblown fibers is low and high power is amplified.Although fibre diameter still changes, be lower than the centrifugal spinning fiber.Yet curling of these samples is much bigger.The microphoto of 10,000 times of amplifications of Figure 12 shows that thick assorted surface resembles the centrifugal spinning fiber very much.
The whole morphology of the fiber that these two kinds of methods obtain is favourable to forming thin tight yarn, because many feature similarities are in natural fabric.This be considered to of the present invention in the characteristics of haussaire fiber.
Figure 13 illustrate with improved meltblown prepare autoadhesion in the method for haussaire bondedfibre fabric.Cellulose spin dope 50 is delivered to extruder 52, enter extruder head 54 thus.When extruder head descends, air supply 56 is at extrusion cavities stretch spinning stoste strand 58.The selection of procedure parameter should make that the fiber that obtains is continuous rather than mixed and disorderly short length.These fibers drop on the poriferous zone 60 that moves continuously of being supported and being driven by cylinder 62 and 64, form the bondedfibre fabric fabric 66 of diving at this.Top cylinder (not shown) is used for compressing fiber and guarantees in the crosspoint bonding.Be with on 60 although still be supported in, when fabric 66 along its road when carrying out, by sprayer 70 spray actified solutions 68 downwards.From band edge regeneration product 72 is removed, can further process thus, as further washing, bleaching and drying.
Figure 14 prepares the another kind of method of autoadhesion bondedfibre fabric with centrifugal spinning.Cellulose mucus 80 sent at sidewall have in the drum 82 of quick rotation of many apertures.84 fibers of will diving are discharged through the hole, and the inertia that given by the drum of air drag and rotation stretches or elongates.They impinge upon receptor surface 88 internal side wall, recipient be positioned at coaxially bulging around.Recipient can be chosen wantonly to have and shrink conical bottom 90 gradually.The curtain of actified solution or spraying to dirty, will strike the cellulosic fabric partial coagulation of receiver sidewall by the ring 94 around the wall of recipient 88.Ring 94 position can be as shown in the figure, if or the fiber self-adhesion synthesis of non-woven fabric of diving need more time, also can move on to lower position.The coagulating bath 98 that the bondedfibre fabric 96 of partial coagulation is entered container 100 from the bottom 90 continuous mechanical stretchings of recipient.Along with fabric moves along its road warp, by the two layers of nonwoven fabric structure of drum shape configuration complanation.Get thing cylinder 106 and from bathe, remove the two-layer fabrics 108 that solidifies fully.When cylinder 102,104 times is mobile, fabric remains in the bath.Any or all cylinder 100,102 or 104 can drive.Then, fabric 108 enters washing and/or bleaching operation (not shown) continuously, after this carries out drying for storing.Can when tearing or being opened into the individual layer bondedfibre fabric or needing, keep two layers of material.
Embodiment 1
The preparation of cellulose spin dope
The cellulose slurry that is used for this and subsequently embodiment is the bleached southern softwood sulfate pulp of standard, and Grade NB 416 is that the Weyerhaeser Company by the New Bern of Bei Kalailuonazhou makes.The about 88-89% of its chemical cellulose content, the degree of polymerization about 1200.Before the use, wood-pulp board is broken into independent basically fiber and fubril piece with defibrator.The cellulose, the 66.2 gram 97%NMMO, 24.5 that add the separation of 5.3 grams in 250 milliliters three neck glass flask restrain 50% NMMO and 0.05 gram propyl gallate.Flask is dipped in 120 ℃ the oil bath, inserted the agitator continuous stirring about 0.5 hour.Obtain being directly applied for the runny spinning solution of spinning.
Embodiment 2
Prepare fiber by centrifugal spinning
Used device for spinning is improved " cotton candy " type, similar in appearance to people such as Fuisz at United States Patent (USP) 5,447, the equipment shown in 423.The root diameter that is preheating to 120 ℃ is 89 millimeters, rotates with 2800 rev/mins speed.Can to make hole count be 1-84 by sealing the hole.8 holes that diameter is 700 microns are used for following experiment.With the central authorities that also are 120 ℃ spinning solution impouring spinning rotor.The finespun silk stock solution strand of gushing out drops in the room temperature water that contains in the tank of surrounding rotor by gravity.In this regeneration.Although accidental some fiber is bonding mutually, great majority still keep independent, and length is several centimetres.
Except the method for firm discussion, reach 30% cornstarch or polyacrylic mixture also can successfully be made similar little dawn fiber same containing by bleaching and unbleached sulfate pulp, sulfite pulp, microcrystalline cellulose and cellulose.
Can control diameter (or dawn) by several method.The viscosity of spinning solution is high more, the normal fiber that weighs that generates.And spinning solution viscosity is comprised the control of cellulose solids content or cellulosic degree of polymerization.Less spinning aperture or higher bulging rotating speed obtain the fiber of minor diameter.Fiber with about 5-20 micron of diameter (0.2-3.1 dawn) can repeat to make.The heavier fiber of diameter 20-50 micron (3.1-19.5 dawn) also can easily be made.The length of fiber can be about 0.5-25 centimetre, depends on the geometry and the operating parameter of system on the certain degree.
Embodiment 3
Prepare fiber by meltblown
To remain on 120 ℃ and to deliver to be to make to melt and spray in the equipment of synthetic polymer originally at the spinning solution of embodiment 1 preparation.About 50 millimeters of the total length in hole, 635 microns of diameters drop to 400 microns of discharge end gradually.Behind the about 20 centimetres disturbance air wave of process, fiber falls into water-bath and regenerates.The fibre length difference of regeneration.Form some staple fibres, but most of length is several centimetres tens centimetres.The difference of extruding parameter makes and can generate continuous fibers.It is shocking that plurality of fibers is uneven along the cross section of fibre length.It is particularly advantageous that these characteristics are expected at the spinning of carrying out tight yarn with little dawn material of the present invention, because the whole form of fiber more resembles natural fabric.
In the variation of said method, can before entering the regeneration bath, fiber be struck on the mobile stainless steel sift band, can obtain the bondedfibre fabric of good bonding.
The haussaire bondedfibre fabric does not need autoadhesion in being appreciated that.They are only to be part autoadhesion or autoadhesion not fully.In these cases, they can be bonding by any known method, includes but not limited to that water twines method, uses adhesive such as starch or various polymer emulsion or these method to cooperate.
Embodiment 4
Haussaire fiber in the preparation of use microcrystalline cellulose batching melts and sprays
For the solids content that increases in the spinning solution uses the crystallite batching to repeat the method for embodiment 1 without wood pulp.Used product is Avicel
Type PH-101 microcrystalline cellulose is the product of the FMC Corp. of Delaware State Newark.Prepare spinning solution with 15 grams and 28.5 gram microcrystalline celluloses (dry weight) with 66.2 gram 97%NMMO, 24.5 gram 50%NMMO and 0.05 gram propyl gallate.Method is as discussing among the embodiment 1.The spinning solution that obtains contains 14% and 24% the cellulose of having an appointment separately.These spinning solutions are carried out melting and spraying as embodiment 3.The fiber that obtains is substantially the same in the fiber of embodiment 2 and 3 on form.
The dawn that is appreciated that fiber is depended on many controllable factors.The solids content of solution is wherein arranged, in diameter, the air pressure in the solution pressure of extruder head and temperature, hole and be familiar with melting and spraying other variable known to the personnel with the centrifugal spinning technology.By melt and spray or centrifugal spinning can produce consistently have average 0.5 dawn or lower in the haussaire fiber.0.5 the fiber at dawn is equivalent to the about 7-8 micron of average diameter (according to the estimation of identical circular section area).
Fiber of the present invention has been measured degree of crystallinity and crystallization type by x-ray analysis.Also other cellulose fibre in the table compares below being shown in.The data of little dawn fiber are taken from the centrifugal spinning material of embodiment 2.
Table 1
The crystallographic property of different cellulose fibres
| Fiber | Little dawn cellulose of the present invention | Haussaire fiber in common | Tencel | Cotton |
| Crystallinity index | 67% | 65% | 70% | 85% |
| Crystallite | Cellulose II | Cellulose II | Cellulose II | Cellulose I |
In the tensile strength of measuring individual fibers, have some difficulties, so the intensity numeral in showing is below estimated.In addition, little dawn fiber of the present invention compares with many other fibers.
Table 2
The mensuration of fibrous physics character
| Fiber | Cotton | So.Pine | Artificial silk (1) | Silk | Haussaire in the centrifugal spinning | Tencel |
| The typical length micron | 4 | 0.5 | 40 | >10 4 | 5-25 | Variable |
| The | 20 | 40 | 16 | 10 | 5 | 12 |
| Breaking strength gram/the dawn | 2.5-3.0 | - | 0.7-3.2 | 2.8-5.2 | 2.1 | 4.5-5.0 |
(1)Viscose process
Have haussaire fiber in the about 5 microns centrifugal spinning of average diameter and be equivalent to the fiber at about 0.25 dawn.
The thick assorted surface of fiber of the present invention cause desirable low luster and without any need for the delusterant of inside.Although gloss is the difficult character of surveying, following test will be the fiber made by embodiment 2 methods and commercially available in typical difference between the haussaire fiber.Make little wetting by fiber separately, the handmade paper of method, and carried out optical refractometry measuring.The reflectivity of embodiment 2 materials is 5.4%, and the reflectivity of commercially available fiber is 16.9%.
The present invention has discussed the best pattern of the present invention that realizes.To other personnel that are familiar with this field can be to understand: many variations of not enumerated should be included in the broad range of the present invention.
Claims (5)
1. method that forms Lyocell fibers comprises cellulose is dissolved in the amine oxide solvent forming cellulose spin dope, spinning solution is melted and sprayed forming and to elongate the fiber strand of diving, and make the regeneration of fiber strand obtain Lyocell fibers; Wherein the temperature of cellulose spin dope before extruding is 90 ℃ to 130 ℃.
2. the process of claim 1 wherein that solvent is the aqueous solution of N-methylmorpholine-N-oxide.
3. the process of claim 1 wherein cellulose comprises 5.5% to 24% weight in the solution.
4. the method for claim 1, it further comprises and blows air to elongate the fiber strand of diving.
5. the method for claim 1, it comprises that further blowing air dives the fiber strand and do not have mechanical stretching to elongate.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US2446296P | 1996-08-23 | 1996-08-23 | |
| US2390996P | 1996-08-23 | 1996-08-23 | |
| US60/023,909 | 1996-08-23 | ||
| US60/024,462 | 1996-08-23 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97198165A Division CN1081684C (en) | 1996-08-23 | 1997-08-22 | Lyocell fibers and process for their preparation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1356412A CN1356412A (en) | 2002-07-03 |
| CN1230579C true CN1230579C (en) | 2005-12-07 |
Family
ID=26697781
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB01132547XA Expired - Lifetime CN1230579C (en) | 1996-08-23 | 1997-08-22 | Liaosaier fiobre and its preparing process |
| CN97198165A Expired - Lifetime CN1081684C (en) | 1996-08-23 | 1997-08-22 | Lyocell fibers and process for their preparation |
| CN01132548A Pending CN1356413A (en) | 1996-08-23 | 2001-09-04 | Liaosaier fibre and its preparing process |
| CN01132550A Pending CN1348023A (en) | 1996-08-23 | 2001-09-04 | Reosale fibre and its producing method |
| CN01132549A Pending CN1356414A (en) | 1996-08-23 | 2001-09-04 | Liaosaier fibre and its preparing process |
Family Applications After (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97198165A Expired - Lifetime CN1081684C (en) | 1996-08-23 | 1997-08-22 | Lyocell fibers and process for their preparation |
| CN01132548A Pending CN1356413A (en) | 1996-08-23 | 2001-09-04 | Liaosaier fibre and its preparing process |
| CN01132550A Pending CN1348023A (en) | 1996-08-23 | 2001-09-04 | Reosale fibre and its producing method |
| CN01132549A Pending CN1356414A (en) | 1996-08-23 | 2001-09-04 | Liaosaier fibre and its preparing process |
Country Status (11)
| Country | Link |
|---|---|
| EP (1) | EP0920548B1 (en) |
| JP (2) | JP4018152B2 (en) |
| KR (1) | KR100471549B1 (en) |
| CN (5) | CN1230579C (en) |
| AT (1) | ATE225418T1 (en) |
| BR (1) | BR9711352A (en) |
| CA (3) | CA2641972C (en) |
| DE (1) | DE69716092T2 (en) |
| ES (1) | ES2185045T3 (en) |
| HK (1) | HK1023377A1 (en) |
| WO (1) | WO1998007911A1 (en) |
Families Citing this family (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6210801B1 (en) * | 1996-08-23 | 2001-04-03 | Weyerhaeuser Company | Lyocell fibers, and compositions for making same |
| US6331354B1 (en) * | 1996-08-23 | 2001-12-18 | Weyerhaeuser Company | Alkaline pulp having low average degree of polymerization values and method of producing the same |
| US6221487B1 (en) * | 1996-08-23 | 2001-04-24 | The Weyerhauser Company | Lyocell fibers having enhanced CV properties |
| GB9625634D0 (en) | 1996-12-10 | 1997-01-29 | Courtaulds Fibres Holdings Ltd | Method of manufacture of nonwoven fabric |
| AT405531B (en) * | 1997-06-17 | 1999-09-27 | Chemiefaser Lenzing Ag | METHOD FOR PRODUCING CELLULOSIC FIBERS |
| AT405532B (en) * | 1997-06-17 | 1999-09-27 | Chemiefaser Lenzing Ag | CELLULOSIC MICROFIBER |
| GB2337957A (en) * | 1998-06-05 | 1999-12-08 | Courtaulds Fibres | Method of manufacture of a nonwoven fabric |
| AT406386B (en) | 1998-07-28 | 2000-04-25 | Chemiefaser Lenzing Ag | METHOD AND DEVICE FOR PRODUCING CELLULOSIC MOLDED BODIES |
| US6686040B2 (en) * | 1999-02-24 | 2004-02-03 | Weyerhaeuser Company | Use of thinnings and other low specific gravity wood for lyocell products |
| DE10007794A1 (en) | 2000-02-21 | 2001-06-28 | Zimmer Ag | Composition useful for making containers, films, membranes and fibers, comprises a biodegradable polymer and a marine plant or shell material |
| JP4627342B2 (en) * | 2000-03-01 | 2011-02-09 | 旭化成せんい株式会社 | Modified cross-section regenerated cellulose fiber |
| DE60131077D1 (en) * | 2000-04-21 | 2007-12-06 | Weyerhaeuser Co | MELT-CLASS PENNING METHOD WITH MECHANICAL PULL-OUT DEVICE |
| DE10065859B4 (en) | 2000-12-22 | 2006-08-24 | Gerking, Lüder, Dr.-Ing. | Method and apparatus for producing substantially endless fine threads |
| CA2438445C (en) * | 2002-12-26 | 2006-11-28 | Hyosung Corporation | Lyocell multi-filament for tire cord and method of producing the same |
| US7097737B2 (en) | 2003-04-16 | 2006-08-29 | Weyerhaeuser Company | Method of making a modified unbleached pulp for lyocell products |
| US6790527B1 (en) | 2003-04-16 | 2004-09-14 | Weyerhaeuser Company | Lyocell fiber from unbleached pulp |
| US6833187B2 (en) | 2003-04-16 | 2004-12-21 | Weyerhaeuser Company | Unbleached pulp for lyocell products |
| AT501327B1 (en) * | 2003-07-21 | 2007-01-15 | Chemiefaser Lenzing Ag | USE OF A CELLULOSIC STAPLE FIBER OF THE GENUS LYOCELL |
| MXPA06006949A (en) | 2003-12-18 | 2006-08-23 | Procter & Gamble | Rotary spinning processes for forming hydroxyl polymer-containing fibers. |
| DE102004007617B4 (en) | 2004-02-17 | 2007-02-08 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Process for producing a nonwoven fabric, nonwoven fabric and its use |
| DE102005029793B4 (en) | 2005-06-27 | 2007-04-26 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Nonwovens, processes for their preparation and their use |
| DE102006012052A1 (en) * | 2006-03-08 | 2007-09-13 | Lüder GERKING | Spinning device for producing fine threads by splicing |
| AT503625B1 (en) | 2006-04-28 | 2013-10-15 | Chemiefaser Lenzing Ag | WATER-IRRADIZED PRODUCT CONTAINING CELLULASIC FIBERS |
| TW200848561A (en) * | 2006-12-22 | 2008-12-16 | Body Organ Biomedical Corp | Device for manufacturing fibrils |
| US20080241536A1 (en) * | 2007-03-29 | 2008-10-02 | Weyerhaeuser Co. | Method for processing cellulose in ionic liquids and fibers therefrom |
| AT505621B1 (en) * | 2007-11-07 | 2009-03-15 | Chemiefaser Lenzing Ag | METHODS FOR PRODUCING A WATER-IRRADIZED PRODUCT CONTAINING CELLULOSIC FIBERS |
| DE102008018746A1 (en) | 2008-04-14 | 2009-10-15 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Cellulose-carbamate spinning solution, process for producing a cellulose-carbamate-nonwoven, cellulose-carbamate-nonwoven and uses |
| DE102008018745A1 (en) | 2008-04-14 | 2009-10-15 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Cellulose carbamate spinning solution, cellulose carbamate blown film and process for their preparation and uses |
| US8911833B2 (en) * | 2008-04-30 | 2014-12-16 | Xyleco, Inc. | Textiles and methods and systems for producing textiles |
| KR101025284B1 (en) | 2008-12-24 | 2011-03-29 | 한국원자력연구원 | Centrifugal type fiber spinning apparatus |
| KR101260706B1 (en) | 2010-10-21 | 2013-05-10 | 중앙대학교 산학협력단 | Cellulose microfibers and synthesis thereof |
| CN101967692B (en) * | 2010-10-26 | 2012-10-24 | 四川立能特种材料股份公司 | Method for producing novel fibers |
| CN101967693B (en) * | 2010-10-26 | 2012-10-24 | 四川立能特种材料股份公司 | Novel fiber |
| US9027765B2 (en) | 2010-12-17 | 2015-05-12 | Hollingsworth & Vose Company | Filter media with fibrillated fibers |
| CN102121173B (en) * | 2011-02-22 | 2012-05-30 | 天津工业大学 | Method for preparing sound-absorbing and heat-insulating materials formed by superfine fiber nonwovens |
| CN102071542B (en) * | 2011-02-22 | 2012-08-29 | 天津工业大学 | Method for preparing polymeric nano-micro fiber non-woven fabric |
| CN102560902A (en) * | 2012-01-12 | 2012-07-11 | 天津工业大学 | Method for producing viscose cellulose spun-laid nonwoven |
| WO2013171364A1 (en) * | 2012-05-14 | 2013-11-21 | Metsä Fibre Oy | Method of separation of hemicellulose and cellulose from polysaccharide sources |
| US9511330B2 (en) | 2012-06-20 | 2016-12-06 | Hollingsworth & Vose Company | Fibrillated fibers for liquid filtration media |
| US8882876B2 (en) | 2012-06-20 | 2014-11-11 | Hollingsworth & Vose Company | Fiber webs including synthetic fibers |
| US9352267B2 (en) | 2012-06-20 | 2016-05-31 | Hollingsworth & Vose Company | Absorbent and/or adsorptive filter media |
| US10137392B2 (en) | 2012-12-14 | 2018-11-27 | Hollingsworth & Vose Company | Fiber webs coated with fiber-containing resins |
| DE102013210432A1 (en) | 2013-06-05 | 2014-12-11 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Process for producing a polyacrylic based nonwoven fabric and polyacrylic based nonwovens |
| KR101455002B1 (en) | 2013-06-28 | 2014-11-03 | 코오롱인더스트리 주식회사 | Lyocell Material Cigarette Filter and Method for the Same |
| AT515152B1 (en) * | 2013-11-26 | 2015-12-15 | Chemiefaser Lenzing Ag | A process for pretreating recovered cotton fibers for use in the manufacture of regenerated cellulose moldings |
| KR102205529B1 (en) * | 2014-03-31 | 2021-01-20 | 코오롱인더스트리 주식회사 | Lyocell Fiber |
| KR102211219B1 (en) | 2014-06-30 | 2021-02-03 | 코오롱인더스트리 주식회사 | Lyocell Material with Noncircle Cross Section for Cigarette Filter And Manufacturing Method of the same |
| KR102157887B1 (en) * | 2014-09-30 | 2020-09-18 | 코오롱인더스트리 주식회사 | Crimped Lyocell Fiber |
| KR102211186B1 (en) | 2014-12-31 | 2021-02-03 | 코오롱인더스트리 주식회사 | Lyocell Material Cigarette Filter and Method for the Same |
| CN104711706B (en) * | 2015-03-17 | 2016-10-05 | 中国纺织科学研究院 | The retracting device of Lyocell fiber spinning solution waste material and recovery method |
| EP3144376A1 (en) | 2015-09-16 | 2017-03-22 | Lenzing Aktiengesellschaft | Use of a lyocell fibre |
| KR20170079531A (en) * | 2015-12-30 | 2017-07-10 | 코오롱인더스트리 주식회사 | Lyocell Fiber and the method for making it |
| CA3019323A1 (en) * | 2016-03-31 | 2017-10-05 | Kemira Oyj | Methods of preparing hemicellulose compositions |
| AT519489B1 (en) | 2016-10-21 | 2021-11-15 | Chemiefaser Lenzing Ag | Method and apparatus for producing cellulose-based nonwovens which are formed directly from Lyocell spinning solution |
| EP3385427A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with fiber diameter distribution |
| EP3385430A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Optically transparent wet nonwoven cellulose fiber fabric |
| WO2018184046A1 (en) | 2017-04-03 | 2018-10-11 | Lenzing Ag | A nonwoven material designed for use as filter media |
| EP3385435A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with different sets of pores |
| EP3385425A1 (en) * | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with increased oil absorbing capability |
| EP3385428A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with fibers having non-circular cross section |
| EP3385426A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with increased water holding capability and low basis weight |
| EP3385433A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with tailored liquid wicking capability |
| EP3385431A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with homogeneously merged fibers |
| EP3385429A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with fiber connected radiation diffusing particles |
| EP3385432A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with extremely low heavy metal content |
| WO2018184045A1 (en) | 2017-04-03 | 2018-10-11 | Lenzing Ag | A nonwoven web designed for use as a hot cooking oil filter media |
| WO2018184051A1 (en) | 2017-04-03 | 2018-10-11 | Lenzing Ag | A nonwoven material designed for use in absorbent core structures with intrinsic acquistion/distribution capabilities |
| EP3385434A1 (en) | 2017-04-03 | 2018-10-10 | Lenzing Aktiengesellschaft | Nonwoven cellulose fiber fabric with merged fibers |
| CN111373081A (en) * | 2017-11-15 | 2020-07-03 | 藻类生活有限公司 | Fibers comprising cultured microalgae, methods of making the same, and yarns, fabrics, and garments comprising such fibers |
| JP2021503046A (en) * | 2017-11-15 | 2021-02-04 | プリマロフト,インコーポレイテッド | Low-density synthetic fiber using hollow microcapsules |
| EP3511446A1 (en) * | 2018-01-15 | 2019-07-17 | Lenzing Aktiengesellschaft | Moulded article comprising cellulose incorporated into elastane and method of manufacturing |
| TWI814782B (en) * | 2018-03-06 | 2023-09-11 | 奧地利商蘭仁股份有限公司 | Solvent-spun cellulosic fibre |
| EP3604652B1 (en) | 2018-07-31 | 2023-09-06 | Lenzing Aktiengesellschaft | Nonwoven fabric, use of the nonwoven fabric and wipe, dryer cloth and face mask containing the nonwoven fabric |
| EP3674455A1 (en) * | 2018-12-28 | 2020-07-01 | Lenzing Aktiengesellschaft | Process for liquid removal from cellulose filaments yarns or fibers |
| CN110295404B (en) * | 2019-05-22 | 2021-08-10 | 武汉纺织大学 | Automatic production equipment and method for plane receiving type centrifugal spinning |
| CN113215671A (en) * | 2021-04-26 | 2021-08-06 | 常州万容新材料科技有限公司 | PTFE centrifugal molding superfine fiber device |
| CN114481352A (en) * | 2022-01-26 | 2022-05-13 | 中国科学院苏州纳米技术与纳米仿生研究所 | Centrifugal spinning aerogel fiber, and preparation method and application thereof |
| WO2024162782A1 (en) * | 2023-02-03 | 2024-08-08 | 주식회사 케이티앤지 | Smoking product filter comprising lyocell tow, and smoking product comprising same |
| WO2024162783A1 (en) * | 2023-02-03 | 2024-08-08 | 주식회사 케이티앤지 | Filter for smoking article, comprising lyocell tow, and smoking article comprising same |
| WO2024162781A1 (en) * | 2023-02-03 | 2024-08-08 | 주식회사 케이티앤지 | Smoking product filter comprising lyocell tow, and smoking product comprising same |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE69617755T2 (en) * | 1995-03-03 | 2002-08-08 | Twaron Products Bv, Arnhem | Centrifugal spinning process for spinning solutions |
| FR2735794B1 (en) * | 1995-06-26 | 1997-09-19 | Elysees Balzac Financiere | PROCESS FOR THE PREPARATION OF A MIXTURE OF CELLULOSIC FIBERS AND MICROFIBERS |
| US6136244A (en) * | 1996-02-14 | 2000-10-24 | Akzo Nobel N.V. | Process for preparing cellulose fibres and filaments |
-
1997
- 1997-08-22 ES ES97940587T patent/ES2185045T3/en not_active Expired - Lifetime
- 1997-08-22 EP EP97940587A patent/EP0920548B1/en not_active Expired - Lifetime
- 1997-08-22 CN CNB01132547XA patent/CN1230579C/en not_active Expired - Lifetime
- 1997-08-22 DE DE69716092T patent/DE69716092T2/en not_active Expired - Lifetime
- 1997-08-22 JP JP51098798A patent/JP4018152B2/en not_active Expired - Lifetime
- 1997-08-22 CA CA2641972A patent/CA2641972C/en not_active Expired - Fee Related
- 1997-08-22 CA CA002641970A patent/CA2641970A1/en not_active Abandoned
- 1997-08-22 BR BR9711352-2A patent/BR9711352A/en not_active IP Right Cessation
- 1997-08-22 WO PCT/US1997/014762 patent/WO1998007911A1/en active IP Right Grant
- 1997-08-22 CA CA002264180A patent/CA2264180C/en not_active Expired - Fee Related
- 1997-08-22 CN CN97198165A patent/CN1081684C/en not_active Expired - Lifetime
- 1997-08-22 KR KR10-1999-7001455A patent/KR100471549B1/en not_active IP Right Cessation
- 1997-08-22 AT AT97940587T patent/ATE225418T1/en not_active IP Right Cessation
-
2000
- 2000-04-27 HK HK00102529A patent/HK1023377A1/en not_active IP Right Cessation
-
2001
- 2001-09-04 CN CN01132548A patent/CN1356413A/en active Pending
- 2001-09-04 CN CN01132550A patent/CN1348023A/en active Pending
- 2001-09-04 CN CN01132549A patent/CN1356414A/en active Pending
-
2006
- 2006-08-14 JP JP2006220947A patent/JP4134209B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001501260A (en) | 2001-01-30 |
| EP0920548A1 (en) | 1999-06-09 |
| JP4018152B2 (en) | 2007-12-05 |
| CN1356413A (en) | 2002-07-03 |
| BR9711352A (en) | 2000-01-18 |
| KR100471549B1 (en) | 2005-03-07 |
| DE69716092T2 (en) | 2003-01-30 |
| HK1023377A1 (en) | 2000-09-08 |
| CA2641972A1 (en) | 1998-02-26 |
| CA2264180A1 (en) | 1998-02-26 |
| JP4134209B2 (en) | 2008-08-20 |
| DE69716092D1 (en) | 2002-11-07 |
| CA2641970A1 (en) | 1998-02-26 |
| CN1356412A (en) | 2002-07-03 |
| CN1356414A (en) | 2002-07-03 |
| JP2007046223A (en) | 2007-02-22 |
| KR20000068304A (en) | 2000-11-25 |
| ATE225418T1 (en) | 2002-10-15 |
| CN1348023A (en) | 2002-05-08 |
| CA2264180C (en) | 2009-09-01 |
| CA2641972C (en) | 2012-11-13 |
| WO1998007911A1 (en) | 1998-02-26 |
| CN1081684C (en) | 2002-03-27 |
| EP0920548B1 (en) | 2002-10-02 |
| CN1238015A (en) | 1999-12-08 |
| ES2185045T3 (en) | 2003-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1230579C (en) | Liaosaier fiobre and its preparing process | |
| CN1224736C (en) | Lyocell fibers | |
| US6235392B1 (en) | Lyocell fibers and process for their preparation | |
| US6306334B1 (en) | Process for melt blowing continuous lyocell fibers | |
| US6210801B1 (en) | Lyocell fibers, and compositions for making same | |
| US6471727B2 (en) | Lyocell fibers, and compositions for making the same | |
| US20040209078A1 (en) | Unbleached pulp for lyocell products | |
| US20040207110A1 (en) | Shaped article from unbleached pulp and the process | |
| Roscelli et al. | Luo et al. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20051207 |
|
| CX01 | Expiry of patent term |