CN115427184A - 加工系统以及测量构件 - Google Patents
加工系统以及测量构件 Download PDFInfo
- Publication number
- CN115427184A CN115427184A CN202080099822.3A CN202080099822A CN115427184A CN 115427184 A CN115427184 A CN 115427184A CN 202080099822 A CN202080099822 A CN 202080099822A CN 115427184 A CN115427184 A CN 115427184A
- Authority
- CN
- China
- Prior art keywords
- light
- light receiving
- processing
- machining
- energy beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003754 machining Methods 0.000 title claims description 480
- 238000012545 processing Methods 0.000 claims abstract description 793
- 238000005259 measurement Methods 0.000 claims description 169
- 230000003287 optical effect Effects 0.000 claims description 116
- 238000000034 method Methods 0.000 claims description 69
- 230000008569 process Effects 0.000 claims description 44
- 239000003550 marker Substances 0.000 claims description 38
- 230000008859 change Effects 0.000 claims description 31
- 239000000126 substance Substances 0.000 claims description 16
- 239000004973 liquid crystal related substance Substances 0.000 claims 1
- 230000001678 irradiating effect Effects 0.000 abstract description 10
- 210000003128 head Anatomy 0.000 description 130
- 239000000463 material Substances 0.000 description 68
- 238000003384 imaging method Methods 0.000 description 60
- 230000006870 function Effects 0.000 description 35
- 239000007789 gas Substances 0.000 description 27
- 230000002093 peripheral effect Effects 0.000 description 23
- 238000001514 detection method Methods 0.000 description 19
- 239000000470 constituent Substances 0.000 description 17
- 210000001747 pupil Anatomy 0.000 description 14
- 238000004590 computer program Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 12
- 238000009826 distribution Methods 0.000 description 11
- 238000005286 illumination Methods 0.000 description 10
- 239000011295 pitch Substances 0.000 description 10
- 230000005540 biological transmission Effects 0.000 description 9
- 238000007493 shaping process Methods 0.000 description 9
- 238000006073 displacement reaction Methods 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 230000009471 action Effects 0.000 description 6
- 230000010355 oscillation Effects 0.000 description 6
- 239000011521 glass Substances 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 230000002238 attenuated effect Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000012778 molding material Substances 0.000 description 3
- 240000002853 Nelumbo nucifera Species 0.000 description 2
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 2
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 2
- 238000002679 ablation Methods 0.000 description 2
- JNDMLEXHDPKVFC-UHFFFAOYSA-N aluminum;oxygen(2-);yttrium(3+) Chemical compound [O-2].[O-2].[O-2].[Al+3].[Y+3] JNDMLEXHDPKVFC-UHFFFAOYSA-N 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229910019901 yttrium aluminum garnet Inorganic materials 0.000 description 2
- 241000251730 Chondrichthyes Species 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910000737 Duralumin Inorganic materials 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 201000009310 astigmatism Diseases 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- RFHAOTPXVQNOHP-UHFFFAOYSA-N fluconazole Chemical compound C1=NC=NN1CC(C=1C(=CC(F)=CC=1)F)(O)CN1C=NC=N1 RFHAOTPXVQNOHP-UHFFFAOYSA-N 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000005305 interferometry Methods 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 238000012538 light obscuration Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000012260 resinous material Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
Images



































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
- B23K26/705—Beam measuring device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
Abstract
加工系统对物体照射能量射束来加工物体,所述加工系统包括:载置装置,载置物体;照射装置,对物体照射能量射束;以及受光装置,具有射束通过构件及受光部,所述射束通过构件具有使能量射束衰减的衰减区域与使能量射束通过的多个通过区域,所述受光部接收通过了多个通过区域的能量射束。
Description
技术领域
本发明涉及一种能够利用能量射束来加工物体的加工系统、以及加工系统中所用的测量构件的技术领域。
背景技术
专利文献1中记载了一种通过对物体照射激光来加工物体的加工系统。此种加工系统中,要求适当地加工物体。
现有技术文献
专利文献
专利文献1:美国专利申请公开第2002/0017509号说明书
发明内容
根据第一实施例,提供一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:载置装置,载置所述物体;照射装置,对所述物体照射所述能量射束;以及受光装置,具有射束通过构件及受光部,所述射束通过构件具有使所述能量射束衰减的衰减区域与使所述能量射束通过的多个通过区域,所述受光部接收通过了所述多个通过区域的所述能量射束。
根据第二实施例,提供一种测量构件,包括对物体照射来自射束源的能量射束的照射装置、以及利用测量射束来测量所述物体的测量装置,且被用于对所述物体进行加工的加工系统,所述测量构件包括:通过区域,使朝向接收所述能量射束的受光部的所述能量射束通过;以及标记,由所述测量装置来进行测量,与所述通过区域具有规定的位置关系。
根据第三实施例,提供一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:载置装置,载置所述物体;照射装置,对所述物体照射所述能量射束;受光装置,具有射束通过构件及受光部,所述射束通过构件具有使所述能量射束衰减的衰减区域与使所述能量射束通过的通过区域,所述受光部接收通过了所述通过区域的所述能量射束;以及罩构件,覆盖所述通过区域。
根据第四实施例,提供一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:载置装置,载置所述物体;照射装置,对所述物体照射所述能量射束;受光装置,具有接收所述能量射束的受光部,且至少一部分被设于所述载置装置;测量装置,测量所述物体以及所述受光装置的至少一部分中的至少一者;移动装置,使所述载置装置移动;获取装置,获取与所述载置装置的位置相关的信息;以及控制装置,控制所述移动装置,所述控制装置使所述载置装置移动至所述测量装置能够测量所述受光装置的至少一部分的可测量位置,使用所述获取装置来获取与已移动至所述可测量位置的所述载置装置的位置相关的测量位置信息,基于所述测量位置信息来控制所述载置装置的位置。
根据第五实施例,提供一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:载置装置,载置所述物体;照射装置,对所述物体照射所述能量射束;受光装置,具有接收所述能量射束的受光部,且至少一部分被设于所述载置装置;测量装置,测量所述物体以及所述受光装置的至少一部分中的至少一者;移动装置,使所述载置装置移动;获取装置,获取与所述载置装置的位置相关的信息;以及控制装置,控制所述移动装置,所述控制装置使所述载置装置移动至所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的可照射位置,使用所述获取装置来获取与已移动至所述可照射位置的所述载置装置的位置相关的照射位置信息,基于所述照射位置信息来控制所述载置装置的位置。
附图说明
[图1]图1是示意性地表示第一实施方式的加工系统的外观的立体图。
[图2]图2是表示第一实施方式的加工系统的系统结构的系统结构图。
[图3]图3(a)至图3(c)分别是表示对工件进行的去除加工的情况的剖面图。
[图4]图4是示意性地表示照射光学系统的结构的立体图。
[图5]图5是表示受光装置的配置位置的平面图。
[图6]图6是表示受光装置的结构的剖面图。
[图7]图7是表示受光装置的结构的平面图。
[图8]图8是表示产生了相对于载台的组装误差的受光装置的平面图。
[图9]图9是表示被照射至搜索标记(search mark)的加工光的扫描轨迹的平面图。
[图10]图10是表示经由了搜索标记的加工光的受光结果的图表。
[图11]图11(a)是表示被组装至理想的组装位置的受光装置的搜索标记的平面图,图11 (b)是表示被组装至与理想的组装位置不同的位置的受光装置的搜索标记的平面图,图11(c) 是表示相当于经由了被组装至理想的组装位置的受光装置的搜索标记的加工光的受光结果的受光信号的图表,图11(d)是表示相当于经由了被组装至与理想的组装位置不同的位置的受光装置的搜索标记的加工光的受光结果的受光信号的图表。
[图12]图12(a)是表示为了进行聚焦控制动作而加工头将加工光照射至受光装置的情况的剖面图,图12(b)是表示为了进行聚焦控制动作而加工头将加工光照射至受光装置的情况的平面图,图12(c)是表示受光装置所包括的受光元件对加工光的受光结果的图表。
[图13]图13是表示形成有基准标记的载台的平面图。
[图14]图14(a)是表示加工基线以及测量基线的一例的剖面图,图14(b)是表示加工基线以及测量基线的一例的平面图。
[图15]图15是表示加工光的点径与精细标记的关系的平面图。
[图16]图16是表示加工光的点径与精细标记的关系的平面图。
[图17]图17是示意性地表示通过检流计镜而偏向且通过fθ透镜而位移的加工光对工件的表面进行扫描时的、工件表面上的各位置处的加工光的点径的平面图。
[图18]图18(a)是表示进行状态检测动作的期间内的加工头与受光装置的位置关系的剖面图,图18(b)是表示进行状态检测动作的期间内的加工头与受光装置的位置关系的平面图。
[图19]图19(a)是表示进行状态检测动作的期间内的加工头与受光装置的位置关系的剖面图,图19(b)是表示进行状态检测动作的期间内的加工头与受光装置的位置关系的平面图。
[图20]图20(a)是表示未发生温度漂移的状况下的工件表面(即,沿着XY平面的面) 的加工光的照射位置的平面图,图20(b)是表示发生了温度漂移的状况下的工件表面(即,沿着XY平面的面)的加工光的照射位置的平面图。
[图21]图21是表示第二实施方式的载台的结构的剖面图。
[图22]图22是表示第三实施方式的受光装置的配置方法的剖面图。
[图23]图23是表示第四实施方式的受光装置的结构的剖面图。
[图24]图24是表示第五实施方式的受光装置的结构的剖面图。
[图25]图25(a)以及图25(b)分别是表示标识板的一例的平面图。
[图26]图26是表示第六实施方式的加工系统的系统结构的系统结构图。
[图27]图27是表示包括罩构件的载台的结构的剖面图。
[图28]图28是表示罩构件的另一例的剖面图。
[图29]图29(a)以及图29(b)分别是表示未覆盖射束通过构件的罩构件的剖面图。
[图30]图30是表示第七实施方式的照射光学系统的结构的立体图。
[图31]图31是表示第八实施方式的加工系统的系统结构的系统结构图。
[图32]图32是表示第九实施方式的加工系统的系统结构的系统结构图。
[图33]图33是表示第十实施方式的加工系统的系统结构的系统结构图。
[图34]图34是示意性地表示第十实施方式的加工系统的外观的立体图。
[图35]图35是表示第十一实施方式的加工系统的系统结构的系统结构图。
[图36]图36是示意性地表示第十一实施方式的加工系统的外观的立体图。
具体实施方式
以下,一边参照附图,一边说明加工系统以及测量构件的实施方式。以下,使用利用加工光EL来加工工件W的加工系统SYS,来说明加工系统以及测量构件的实施方式。但本发明并不限定于以下说明的实施方式。
而且,以下的说明中,使用由彼此正交的X轴、Y轴以及Z轴而定义的XYZ正交坐标系,对构成加工系统SYS的各种构成元件的位置关系进行说明。另外,以下的说明中,为了方便说明,设X轴方向以及Y轴方向分别为水平方向(即,水平面内的规定方向),Z轴方向为铅垂方向(即,与水平面正交的方向,实质上为上下方向)。而且,将绕X轴、Y轴以及Z 轴的旋转方向(换言之,倾斜方向)分别称作θX方向、θY方向以及θZ方向。此处,也可将 Z轴方向设为重力方向。而且,也可将XY平面设为水平方向。
(1)第一实施方式的加工系统SYSa
首先,对第一实施方式的加工系统SYS(以下,将第一实施方式的加工系统SYS称作“加工系统SYSa”)进行说明。
(1-1)加工系统SYSa的结构
首先,一边参照图1以及图2,一边对第一实施方式的加工系统SYSa的结构进行说明。图1是示意性地表示第一实施方式的加工系统SYSa的外观的立体图。图2是表示第一实施方式的加工系统SYSa的系统结构的系统结构图。
如图1以及图2所示,加工系统SYSa包括加工装置1、测量装置2、载台装置3以及控制装置4。加工装置1、测量装置2以及载台装置3被收容在框体5中。但加工装置1、测量装置2以及载台装置3也可不被收容在框体5中。即,加工系统SYSa也可不包括收容加工装置1、测量装置2以及载台装置3的框体5。
加工装置1可在控制装置4的控制下加工工件W。工件W是由加工装置1来加工的物体。工件W例如既可为金属,也可为合金(例如杜拉铝(duralumin)等),也可为半导体(例如硅),也可为树脂,也可为碳纤维增强塑料(Carbon Fiber Reinforced Plastic,CFRP)等的复合材料,也可为玻璃,也可为陶瓷,还可为包含除此以外的任意材料的物体。
加工装置1也可对工件W照射加工光EL,以进行去除工件W的一部分的去除加工。去除加工也可包含平面加工、圆筒加工、开孔加工、平滑化加工、切断加工、以及形成任意文字或任意图案(换言之,雕刻)的雕刻加工(换言之,刻印加工)中的至少一种。
此处,一边参照图3(a)至图3(c)的各图,一边对使用加工光EL的去除加工的一例进行说明。图3(a)至图3(c)分别是表示对工件W进行的去除加工的情况的剖面图。如图3(a)所示,加工装置1对于在工件W的表面所设定(换言之,形成)的目标照射区域EA照射加工光EL。当加工光EL被照射至目标照射区域EA时,加工光EL的能量传递至工件W 中的目标照射区域EA以及与目标照射区域EA靠近的部分。当因加工光EL的能量引起的热传递时,通过因加工光EL的能量引起的热,构成工件W中的目标照射区域EA以及与目标照射区域EA靠近的部分的材料熔融。熔融的材料成为液滴而飞散。或者,熔融的材料通过因加工光EL的能量引起的热而蒸发。其结果,工件W中的目标照射区域EA以及与目标照射区域EA靠近的部分被去除。即,如图3(b)所示,在工件W的表面形成凹部(换言之,槽部)。此时可以说,加工装置1是利用所谓的热加工的原理来加工工件W。进而,加工装置1 使用后述的检流计镜1212,使目标照射区域EA在工件W的表面上移动。即,加工装置1利用加工光EL来扫描工件W的表面。其结果,如图3(c)所示,沿着加工光EL的扫描轨迹 (即,目标照射区域EA的移动轨迹),工件W的表面至少被局部地去除。因此,加工装置1 通过使加工光EL沿着与想要进行去除加工的区域对应的所期望的扫描轨迹而在工件W的表面上进行扫描,从而能够适当地去除工件W中的想要进行去除加工的部分。
另一方面,根据加工光EL的特性,加工装置1也能够利用非热加工(例如消融加工)的原理来加工工件W。即,加工装置1也可对工件W进行非热加工(例如消融加工)。例如,当使用发光时间为皮秒以下(或者,根据情况为纳秒或飞秒以下)的脉冲光来作为加工光EL 时,构成工件W中的目标照射区域EA以及与目标照射区域EA靠近的部分的材料瞬间蒸发以及飞散。另外,在使用发光时间为皮秒以下(或者,根据情况为纳秒或飞秒以下)的脉冲光来作为加工光EL的情况下,构成工件W中的目标照射区域EA以及与目标照射区域EA靠近的部分的材料也有时不经过熔融状态而升华。因此,既能极力抑制因加工光EL的能量引起的热对工件W的影响,又能在工件W的表面形成凹部(换言之,槽部)。
在进行去除加工的情况下,加工装置1也可在工件W上形成肋条(riblet)结构。肋条结构也可为能够降低工件W的表面对流体的阻力(尤其是摩擦阻力以及湍流摩擦阻力中的至少一者)的结构。肋条结构也可包含能够降低流体与工件W的表面相对移动时所产生的噪音的结构。肋条结构也可包含例如由多个沿着顺着工件W表面的第一方向(例如Y轴方向)延伸的槽沿着第二方向(例如X轴方向)排列而成的结构,所述第二方向沿着工件W的表面且与第一方向交叉。
在进行去除加工的情况下,加工装置1也可在工件W的表面上形成具有任意形状的任意结构。作为任意结构的一例,可列举使工件W表面上的流体的流动产生旋涡的结构。作为任意结构的另一例,可列举用于对工件W的表面给予疏水性的结构。作为任意结构的另一例,可列举规则或者不规则地形成的微型纳米级的微细纹理结构(典型的是凹凸结构)。此种微细纹理结构也可包含具有使流体(气体和/或液体)造成的阻力降低的功能的鲨鱼皮结构以及微坑(dimple)结构中的至少一者。微细的纹理结构也可包含具有疏液功能以及自清洁功能中的至少一者(例如具有荷叶效应(lotus effect))的荷叶表面结构。微细的纹理结构也可包含具有液体输送功能的微细突起结构(参照美国专利公开第2017/0044002号公报)、具有亲液性功能的凹凸结构、具有防污功能的凹凸结构、具有反射率降低功能及疏液功能的至少一者的蛾眼 (moth-eye)结构、仅使特定波长的光通过干涉而加强以呈结构色的凹凸结构、具有利用范德瓦尔斯力(van der Waals'force)的粘合功能的柱阵列(pillararray)结构、具有空气动力噪音降低功能的凹凸结构、具有液滴捕集功能的蜂窝结构、以及提高与形成在表面上的层的密合性的凹凸结构等中的至少一种。
再次在图1以及图2中,为了加工工件W,加工装置1包括加工光源11、加工头12、头驱动系统13以及位置测量装置14。
加工光源11例如射出红外光、可见光、紫外光以及极紫外光中的至少一个来作为加工光 EL。但是,作为加工光EL,也可使用其他种类的光。加工光EL也可包含脉冲光(即,多个脉冲射束)。加工光EL也可为激光。此时,加工光源11也可包含激光光源(例如激光二极管(Laser Diode,LD)等的半导体激光)。激光光源也可包含纤维激光器、CO2激光器、钇铝石榴石(Yttrium Aluminum Garnet,YAG)激光器以及准分子激光器等中的至少一种。但加工光EL也可并非激光。加工光源11也可包含任意的光源(例如发光二极管(Light EmittingDiode, LED)以及放电灯等中的至少一个)。
加工头12将来自加工光源11的加工光EL照射至工件W。因此,加工头12也可被称作照射装置。图1所示的示例中,在加工头12的下方,配置有可载置工件W的载台32。因此,加工头12通过从加工头12朝向下方射出加工光EL,从而将加工光EL照射至工件W。为了将加工光EL照射至工件W,加工头12包括照射光学系统121。以下,一边参照图4,一边对照射光学系统121进行说明。图4是示意性地表示照射光学系统121的结构的剖面图。
如图4所示,照射光学系统121例如包括聚焦变更光学系统1211、检流计镜1212以及fθ透镜1213。
聚焦变更光学系统1211是能够沿着加工光EL的行进方向来变更加工光EL的聚焦位置 (即,加工光EL的收聚位置)的光学构件。因此,聚焦变更光学系统1211也可被称作射束收聚位置变更构件。聚焦变更光学系统1211例如也可包含沿着加工光EL的行进方向而排列的多片透镜。此时,也可通过多片透镜中的至少一个沿着其光轴方向移动,来变更加工光EL 的聚焦位置。
通过了聚焦变更光学系统1211的加工光EL入射至检流计镜1212。检流计镜1212通过使加工光EL偏向(即,变更加工光EL的射出角度),从而变更来自检流计镜1212的加工光EL的射出方向。因此,检流计镜1212也可被称作射出方向变更构件。当来自检流计镜1212的加工光EL的射出方向受到变更时,从加工头12出射加工光EL的位置受到变更。当从加工头12出射加工光EL的位置受到变更时,工件W的表面上的加工光EL的照射位置受到变更。因而,检流计镜1212通过使加工光EL偏向,从而能够变更(即,能够移动)工件W的表面上的加工光EL的照射位置。因此,检流计镜1212也可被称作照射位置移动构件。
检流计镜1212例如包含X扫描镜1212X与Y扫描镜1212Y。X扫描镜1212X以及Y扫描镜1212Y分别是配置在加工光源11与fθ透镜1213之间的加工光EL的光路上的可动光学构件。X扫描镜1212X以及Y扫描镜1212Y分别是相对于入射至各镜的加工光EL的光路的角度可变更的倾斜角可变镜。X扫描镜1212X朝向Y扫描镜1212Y反射加工光EL。X扫描镜1212X可绕沿着Y轴的旋转轴摆动或旋转。通过X扫描镜1212X的摆动或旋转,加工光 EL沿着X轴方向来扫描工件W的表面。通过X扫描镜1212X的摆动或旋转,目标照射区域 EA在工件W的表面上沿着X轴方向而移动。Y扫描镜1212Y朝向fθ透镜1213反射加工光 EL。Y扫描镜1212Y可绕沿着X轴的旋转轴摆动或旋转。通过Y扫描镜1212Y的摆动或旋转,加工光EL沿着Y轴方向来扫描工件W的表面。通过Y扫描镜1212Y的摆动或旋转,目标照射区域EA在工件W的表面上沿着Y轴方向而移动。
通过此种检流计镜1212,加工光EL能够对以加工头12为基准而定的加工发射区域PSA 进行扫描。即,通过检流计镜1212,目标照射区域EA能够在以加工头12为基准而定的加工发射区域PSA内移动。另外,加工发射区域PSA表示在将加工头12与工件W的位置关系固定的状态下(即,不进行变更)而进行借助加工装置1的加工的区域(换言之,范围)。典型的是,加工发射区域PSA被设定为与在将加工头12与工件W的位置关系固定的状态下通过检流计镜1212而偏向的加工光EL的扫描范围一致、或者比所述扫描范围窄的区域。在加工发射区域PSA比工件W中的想要加工的部分小的情况下,反复进行:通过利用加工光EL对在工件W上的某部分所设定的加工发射区域PSA进行扫描而对工件W上的某部分进行加工的动作、与通过变更加工头12与工件W的相对位置关系来变更工件W上的加工发射区域 PSA的位置的动作。
另外,照射光学系统121也可除了检流计镜1212以外或者取代检流计镜1212,而包括可使加工光EL偏向(即,可变更加工光EL的射出方向以及照射位置中的至少一者)的任意光学构件。作为此种光学构件的一例,可列举具有角度不同的多个反射面的多面镜。多面镜在加工光EL被照射至一反射面的期间内可旋转,以变更加工光EL相对于所述一反射面的入射角度,且在多个反射面之间切换加工光EL所照射的反射面。
fθ透镜1213是用于将来自检流计镜1212的加工光EL朝向工件W射出的光学系统。尤其,fθ透镜1213是可将来自检流计镜1212的加工光EL聚光至聚光面的光学元件。因此,fθ透镜1213也可被称作聚光光学系统。fθ透镜1213的聚光面例如也可被设定为工件W的表面。此时,fθ透镜1213可将来自检流计镜1212的加工光EL聚光至工件W的表面。
再次在图1以及图2中,头驱动系统13使加工头12沿着X轴方向、Y轴方向、Z轴方向、θX方向、θY方向以及θZ方向中的至少一个方向移动。图1表示了头驱动系统13使加工头12沿着Z轴方向移动的示例。此时,头驱动系统13例如也可包括沿着Z轴方向延伸的 Z滑块构件131。Z滑块构件131被配置于支撑框架6,所述支撑框架6经由抗振装置而配置于后述的台板31上。支撑框架6例如也可包括:一对脚构件61,经由抗振装置而配置在台板 31上且沿着Z轴方向延伸;以及梁构件62,以连结一对脚构件61的上端部的方式配置在一对脚构件61上且沿着X轴方向延伸。Z滑块构件131例如经由沿着Z轴方向延伸的支撑构件 63而配置于梁构件62。加工头12以可沿着Z滑块构件131移动的方式连接于Z滑块构件 131。
当加工头12移动时,加工头12与载台32(进而,被载置于载台32的工件W)的位置关系发生变化。因而,使加工头12移动,等价于变更加工头12与载台32及工件W各自的位置关系。
位置测量装置14可测量(换言之,可检测)加工头12的位置。位置测量装置14例如也可包含编码器以及激光干涉仪中的至少一个。
测量装置2可在控制装置4的控制下测量工件W。为了测量工件W,测量装置2包括测量头21、头驱动系统22以及位置测量装置23。
测量头21可在控制装置4的控制下测量工件W。例如,测量头21也可为可测量工件W的状态的装置。工件W的状态也可包含工件W的位置。工件W的位置也可包含工件W的表面的位置。工件W的表面的位置也可包含将工件W的表面细分化的各面部分在X轴方向、 Y轴方向以及Z轴方向的至少一个方向上的位置。工件W的状态也可包含工件W的形状(例如三维形状)。工件W的形状也可包含工件W的表面的形状。工件W的表面的形状也可除了所述工件W的表面的位置以外或者取代于此,而包含将工件W的表面细分化的各面部分的方向(例如为各面部分的法线的方向,实质上等价于各面部分相对于X轴、Y轴以及Z轴中的至少一个轴的倾斜量)。与测量头21的测量结果相关的测量信息从测量头21输出至控制装置4。
测量头21以测量发射区域MSA为单位来测量工件W。测量发射区域MSA表示在将测量头21与工件W的位置关系固定的状态下(即,不进行变更)进行借助测量头21的测量的区域(换言之,范围)。另外,也可将测量发射区域MSA称作测量头21的可测量范围、可测量区域。
测量头21也可通过光学方式来测量工件W。即,测量头21也可使用测量光等的任意的测量射束来测量工件W。例如,测量头21也可使用光切法来测量工件W,所述光切法是将狭缝光投影至工件W的表面,并且对所投影的狭缝光的形状进行测量的方法。例如,测量头21也可使用对经由了工件W的白色光与未经由工件W的白色光的干涉图案进行测量的白色干涉法来测量工件W。例如,测量头21也可使用图案投影法、飞行时间(time of flight)法、等高云纹(moire topography)法(具体而言,光栅照射法或者光栅投影法)、全息干涉法、自准直(auto collimation)法、立体法、象散法、临界角法、刀刃(knife-edge)法、干涉测量法以及共焦法中的至少一种来测量工件W,所述图案投影法是将光图案投影至工件W的表面,并对所投影的图案的形状进行测量的方法,所述飞行时间法是将光投射至工件W的表面,根据直至所投射的光返回为止的时间来测定直至工件W为止的距离,并在工件W上的多个位置进行此操作的方法。例如,测量头21也可通过拍摄由照明光所照明的工件W来测量工件W。无论在哪种情况下,测量头21也可均包括:光源,射出测量光ML(例如狭缝光、白色光或照明光);以及受光器,接收来自被照射测量光ML的工件W的光(例如测量光的反射光)。
头驱动系统22使测量头21沿着X轴方向、Y轴方向、Z轴方向、θX方向、θY方向以及θZ方向中的至少一个方向移动。图1表示了头驱动系统22使测量头21沿着Z轴方向移动的示例。此时,头驱动系统22例如也可包括沿着Z轴方向延伸的Z滑块构件221。Z滑块构件221也可经由沿Z轴方向延伸的支撑构件64而配置于梁构件62。测量头21以可沿着Z滑块构件221移动的方式连接于Z滑块构件221。
当测量头21移动时,测量头21与载台32(进而,被载置于载台32的工件W)的位置关系发生变化。因而,使测量头21移动等价于变更测量头21与载台32以及工件W各自的位置关系。
位置测量装置23可测量(换言之,可检测)测量头21的位置。位置测量装置23例如也可包含编码器以及激光干涉仪中的至少一个。
载台装置3包括台板31、载台32、载台驱动系统33、位置测量装置34以及受光装置35。
台板31被配置在框体5的底面上(或者,载置框体5的地板面等的支撑面上)。在台板 31上配置有载台32。在框体5的底面或者载置框体5的地板面等的支撑面与台板31之间,也可设置有用于降低台板31的振动向载台32的传递的、未图示的抗振装置。进而,在台板31上,也可配置有所述的支撑框架6。
载台32是载置工件W的载置装置。载台32也可能够保持被载置于载台32的工件W。或者,载台32也可不能够保持被载置于载台32的工件W。此时,工件W也可被无夹钳(clamp-less)地载置于载台32。
载台驱动系统33使载台32移动。因此,载台驱动系统33也可被称作移动装置。当载台 32移动时,被载置于载台32的工件W也与载台32一同移动。因此,也可以说,工件W可移动地(具体而言,工件W可与载台32一同移动地)载置于载台32上。载台驱动系统33例如沿着X轴、Y轴、Z轴、θX方向、θY方向以及θZ方向中的至少一个方向来使载台32移动。图1所示的示例中,载台驱动系统33沿着X轴以及Y轴来分别使载台32移动。此时,载台驱动系统33例如也可包括:沿着X轴方向延伸的X滑动构件331(图1所示的示例中为两个X滑动构件331)、以及沿着Y轴方向延伸的Y滑动构件332(图1所示的示例中为一个 Y滑动构件332)。两个X滑动构件331是沿着Y轴方向排列的方式配置于台板31上。Y滑动构件332以可沿着两个X滑动构件331移动的方式连接于两个X滑动构件331。载台32以可沿着Y滑动构件332移动的方式连接于Y滑动构件332。另外,也可以说,X滑动构件331 以及Y滑动构件332可分别作为使载台32沿着直线方向移动的移动构件发挥功能。
当载台32移动时,载台32以及工件W各自与加工头12以及测量头21各自的位置关系发生变化。因而,使载台32移动等价于变更载台32以及工件W各自与加工头12以及测量头21各自的位置关系。
位置测量装置34可测量(换言之,可检测)载台32的位置。位置测量装置34例如也可包含编码器以及激光干涉仪中的至少一个。
受光装置35包含可接收来自加工头12的加工光EL的受光部。进而,受光装置35包含测量头21可测量的测量构件。受光装置35对加工光EL的受光结果以及测量头21对受光装置35的测量结果被用于控制加工系统SYSa的动作。另外,关于受光装置35的结构,将在后文一边参照图5至图7一边详述。
控制装置4控制加工系统SYSa的动作。例如,控制装置4也可设定工件W的加工条件,并且控制加工装置1以及载台装置3以按照所设定的加工条件来加工工件W。
控制装置4控制加工系统SYSa的动作。控制装置4例如也可包括运算装置与存储装置。运算装置例如也可包含中央处理器(Central Processing Unit,CPU)以及图形处理器(Graphics Processing Unit,GPU)中的至少一者。存储装置例如也可包含存储器。控制装置4通过运算装置执行计算机程序,从而作为控制加工系统SYSa的动作的装置发挥功能。所述计算机程序是用于使运算装置进行(即,执行)控制装置4应进行的后述动作的计算机程序。即,所述计算机程序是用于使控制装置4发挥功能以使加工系统SYS进行后述动作的计算机程序。运算装置所执行的计算机程序既可记录在控制装置4所包括的存储装置(即,记录介质)中,也可记录在内置于控制装置4或者可外置于控制装置4的任意的存储介质(例如硬盘或半导体存储器)中。或者,运算装置也可经由网络接口来从控制装置4外部的装置下载应执行的计算机程序。
控制装置4也可不设在加工系统SYSa的内部。例如,控制装置4也可在加工系统SYSa 外作为服务器等而设。此时,控制装置4与加工系统SYSa也可利用有线和/或无线的网络(或者数据总线和/或通信线路)而连接。作为有线的网络,例如也可使用采用以电气与电子工程师协会(Institute of Electrical and Electronics Engineers,IEEE)1394、RS-232x、RS-422、RS- 423、RS-485及通用串行总线(Universal Serial Bus,USB)中的至少一种为代表的串行总线方式的接口的网络。作为有线的网络,也可使用采用并行总线方式的接口的网络。作为有线的网络,也可使用采用以10BASE-T、100BASE-TX及1000BASE-T中的至少一种为代表的遵循以太网(注册商标)的接口的网络。作为无线的网络,也可使用利用电波的网络。作为利用电波的网络的一例,可列举遵循IEEE802.1x的网络(例如无线局域网(Local Area Network,LAN) 以及蓝牙(Bluetooth(注册商标))中的至少一者)。作为无线的网络,也可使用利用红外线的网络。作为无线的网络,也可使用利用光通信的网络。此时,控制装置4与加工系统SYSa也可构成为,可经由网络来收发各种信息。而且,控制装置4也可能够经由网络来对加工系统 SYSa发送命令或控制参数等的信息。加工系统SYSa也可包括接收装置,所述接收装置经由所述网络接收来自控制装置4的命令或控制参数等的信息。加工系统SYSa也可包括经由所述网络来对控制装置4发送命令或控制参数等的信息的发送装置(即,对控制装置4输出信息的输出装置)。或者,也可将进行控制装置4所进行的处理中的一部分处理的第一控制装置设在加工系统SYSa的内部,另一方面,将进行控制装置4所进行的处理中的另一部分处理的第二控制装置设在加工系统SYSa的外部。
另外,作为记录控制装置4所执行的计算机程序的记录介质,也可使用只读光盘(Compact Disc Read Only Memory,CD-ROM)、可刻录光盘(Compact Disc-Recordable,CD-R)、可擦写光盘(Compact Disc Rewritable,CD-RW)或软盘、磁光盘(Magneto-Opticaldisc,MO)、只读数字多功能光盘(Digital Versatile Disc Read Only Memory,DVD-ROM)、随机存取数字多功能光盘(Digital Versatile Disc Random Access Memory,DVD-RAM)、可刻录数字多功能光盘(Digital Versatile Disc-Recordable,DVD-R)、DVD+R、可擦写数字多功能光盘(Digital Versatile Disc-Rewritable,DVD-RW)、DVD+RW以及蓝光(Blu-ray(注册商标))等的光盘、磁带等的磁介质、光磁盘、USB存储器等的半导体存储器、以及其他可保存程序的任意介质中的至少一种。记录介质也可包含可记录计算机程序的机器(例如以能够以软件及固件等的至少一种形态来执行的状态安装有计算机程序的通用机器或专用机器)。进而,计算机程序中所含的各处理或功能既可由通过控制装置4(即,计算机)执行计算机程序而在控制装置4内实现的逻辑处理块来实现,也可由控制装置4所包括的规定的门阵列(FPGA、ASIC)等的硬件来实现,还可利用逻辑处理块与实现硬件的一部分要素的局部硬件模块混合存在的形式来实现。
(1-2)受光装置35的结构
继而,一边参照图5至图7,一边说明载台装置3所包括的受光装置35的结构。图5是表示受光装置35的配置位置的平面图。图6是表示受光装置35的结构的剖面图。图7是表示受光装置35的结构的平面图。另外,图6相当于图7的VII-VII'剖面图。
如图5所示,受光装置35被配置于载台32。受光装置35也可被配置于载台32中的与载置工件W的载置面321不同的位置。例如,受光装置35也可被配置于载台32中的从载置面321朝X轴方向及Y轴方向的至少一方向偏离的位置。例如,受光装置35也可被配置于载台32中的位于载置面321外侧的外周面322(更具体而言,为载台32中的、外周面322成为表面的构件)。但受光装置35也可被配置于载置面321(更具体而言,载台32中的、载置面321 成为表面的构件)。受光装置35也可被配置于载台32的任意位置。受光装置35的至少一部分也可能够从载台32拆卸。或者,受光装置35也可与载台32一体化。而且,也可在载台32 配置有多个受光装置35。此时也可为,多个受光装置35中的一个被配置于图5所示的载台32 的外周面322的-X方向的端部且+Y方向的端部,多个受光装置35中的另一个被配置于外周面322的+X方向的端部且-Y方向的端部。即,多个受光装置35中的至少两个也可配置于载台32的对角。而且,多个受光装置35也可被配置于载台32的四角。另外,载台32也可被称作平台。
如图6所示,受光装置35包括射束通过构件351与受光元件352。射束通过构件351是沿着XY平面的板状构件。XY平面内的射束通过构件351的形状为矩形,但也可为其他的任意形状(例如圆形或椭圆形)。射束通过构件351的一边的尺寸例如为数mm至十数mm,但也可为其他的尺寸。受光元件352包括沿着XY平面展开的受光面3521。XY平面内的受光面 3521的形状为矩形,但也可为其他的任意形状(例如圆形或椭圆形)。受光面3521的一边的尺寸既可与射束通过构件351的一边的尺寸相同,也可比射束通过构件351的一边的尺寸小,还可比射束通过构件351的一边的尺寸大。
射束通过构件351与受光元件352被配置在形成于载台32的凹坑323(即,凹部)的内部。即,射束通过构件351与受光元件352被配置在从外周面322朝-Z侧凹陷的凹坑323内。另外,如上所述,受光装置35配置于外周面322,所以凹坑323形成于外周面322。但射束通过构件351以及受光元件352的至少一者也可配置于与凹坑323不同的位置。
在凹坑323内,射束通过构件351被配置在受光元件352的上方。即,射束通过构件351 被配置在比受光元件352更靠近加工头12以及测量头21的位置。此时,也可如图6所示,射束通过构件351的表面(具体而言,朝向加工头12以及测量头21侧的表面,为+Z侧的表面)比起外周面322(即,载台32的表面)而位于下方。此时,受光装置35不会从载台32的表面突出,所以被载置于载台32的工件W误接触到受光装置35(尤其是射束通过构件351) 的可能性变小。其结果,因工件W接触到射束通过构件351导致射束通过构件351发生破损或污染的可能性变小。但射束通过构件351的表面也可位于与外周面322相同的高度,还可比起外周面322而位于上方。
射束通过构件351包含玻璃基板3511以及衰减膜3512,所述衰减膜3512形成于玻璃基板3511的表面的至少一部分。衰减膜3512是可使入射至衰减膜3512的加工光EL衰减的构件。另外,第一实施方式中的“衰减膜3512对加工光EL的衰减”不仅包含使通过了衰减膜3512 的加工光EL的强度比入射至衰减膜3512的加工光EL的强度小的情况,也可包含对入射至衰减膜3512的加工光EL进行遮挡(即,屏蔽)的情况。因而,当加工光EL入射至衰减膜3512时,通过衰减膜3512受到衰减的加工光EL经由衰减膜3512而入射至受光元件352,或者因加工光EL被衰减膜3512遮挡而加工光EL不会入射至受光元件352。另外,衰减膜3512 也可由铬膜或氧化铬膜所形成。
在衰减膜3512,形成有至少一个开口353。图6所示的示例中,在衰减膜3512,形成有多个开口353。开口353是在Z轴方向上贯穿衰减膜3512的贯穿孔。因此,当加工光EL入射至形成于衰减膜3512的开口353时,加工光EL经由开口353而通过射束通过构件351。即,加工光EL不会被衰减膜3512衰减或遮挡,而经由开口353入射至受光元件352。
这样,玻璃基板3511中的形成有衰减膜3512的部分(即,未形成有开口353的部分)作为使加工光EL衰减的衰减区域354发挥功能。另一方面,玻璃基板3511中的未形成有衰减膜3512的部分(即,形成有开口353的部分)作为使加工光EL通过的通过区域355发挥功能。此时,通过区域355不使通过通过区域355的加工光EL衰减。但通过区域355也可使通过通过区域355的加工光EL。即,通过区域355也可并非入射至通过区域355的加工光EL 全部(即,100%)通过的区域,也可为入射至通过区域355的加工光EL的一部分通过的区域。但通过区域355对加工光EL的衰减率小于衰减区域354对加工光EL的衰减率。典型的是,衰减区域354是与通过区域355邻接地配置。即,在由多个开口353分别形成的多个通过区域355之间配置衰减区域354。多个通过区域355被配置在衰减区域354中。另外,如上所述,在射束通过构件351的表面比起外周面322(即,载台32的表面)而位于下方的情况下,射束通过构件351中的作为衰减区域354发挥功能的部分以及射束通过构件351中的作为通过区域355发挥功能的部分也比起外周面322(即,载台32的表面)而位于下方。
由多个开口353分别形成的多个通过区域355中的至少一个也可形成在沿着衰减膜3512 表面的平面(典型的是,XY平面)内具有规定形状的标记(即,图案)356。所述标记356是由测量头21来测量。因而,形成有可由测量头21来测量的标记356的射束通过构件351也可被称作测量构件。
例如,如图7所示,在射束通过构件351,也可形成有作为标记356的一例的狭缝标记356-1。狭缝标记356-1是由在沿着衰减膜3512表面的平面内具有单个线状(例如狭缝状)的形状的通过区域355所形成的标记。形成狭缝标记356-1的线状的通过区域355的长度(即,长边方向的尺寸)例如为0.1mm至1mm,但也可为其他的长度。形成狭缝标记356-1的线状的通过区域355的宽度(即,短边方向的尺寸)例如为数μm,但也可为其他的长度。图7所示的示例中,在射束通过构件351,形成有相对于X轴以及Y轴的各轴的角度不同的多个狭缝标记356-1。图7所示的示例中,多个狭缝标记356-1沿着Y轴方向而排列,但多个狭缝标记356-1也可形成在任意位置。但是,在射束通过构件351,也可形成有单个狭缝标记356-1。
例如,如图7所示,在射束通过构件351,也可形成有作为标记356的一例的精细标记 356-2。精细标记356-2是由分别沿着一方向延伸且沿着与一方向交叉的另一方向排列的多个线状的通过区域355所形成的标记。形成精细标记356-2的线状的通过区域355的长度(即,长边方向的尺寸)例如为0.1mm至1mm,但也可为其他的长度。形成精细标记356-2的线状的通过区域355的宽度(即,短边方向的尺寸)例如为数μm,但也可为其他的宽度。在射束通过构件351,也可形成有线状的通过区域355所延伸的方向不同的多个精细标记356-2。例如,如图7所示,在射束通过构件351,也可形成有:由分别沿着Y轴方向延伸且沿着X轴方向排列的多个线状的通过区域355所形成的精细标记356-2、以及由分别沿着X轴方向延伸且沿着Y轴方向排列的多个线状的通过区域355所形成的精细标记356-2。而且,在射束通过构件351,也可形成有多个线状的通过区域355的排列间距(即,相邻的两个通过区域355之间的间隔)不同的多个精细标记356-2。例如,如图7所示,在射束通过构件351,也可形成有:由排列间距为第一间距的多个线状的通过区域355所形成的精细标记356-2、以及由排列间距为比第一间距小的第二间距的多个线状的通过区域355所形成的精细标记356-2。图7所示的示例中,多个精细标记356-2沿着Y轴方向而排列,但多个精细标记356-2也可形成在任意的位置。但是,在射束通过构件351,也可形成有单个精细标记356-2。
例如,如图7所示,在射束通过构件351,也可形成有作为标记356的一例的矩形标记 356-3。矩形标记356-3是由在沿着衰减膜3512表面的平面内具有矩形形状的通过区域355所形成的标记。形成矩形标记356-3的矩形形状的通过区域355的尺寸例如为0.1μm至数十μm,但也可为其他的尺寸。在射束通过构件351,也可形成有通过区域355的尺寸(例如X轴方向以及Y轴方向的至少一方向上的尺寸)不同的多个矩形标记356-3。图7所示的示例中,多个矩形标记356-3沿着Y轴方向而排列,但多个矩形标记356-3也可形成在任意的位置。但是,在射束通过构件351,也可形成有单个矩形标记356-3。
例如,如图7所示,在射束通过构件351,也可形成有作为标记356的一例的十字标记 356-4。十字标记356-4是由分别沿着第一方向延伸且沿着与第一方向交叉的第二方向排列的多个线状的通过区域355、与分别沿着与第一方向交叉的第三方向延伸且沿着与第三方向交叉的第四方向排列的多个线状的通过区域355所形成的标记。图7所示的示例中,十字标记356- 4是由分别沿着X轴方向延伸且沿着Y轴方向排列的多个线状的通过区域355、与分别沿着 Y轴方向延伸且沿着X轴方向排列的多个线状的通过区域355所形成的标记。此时,十字标记356-4也可视为格栅状的标记。形成十字标记356-4的线状的通过区域355的宽度(即,短边方向的尺寸)例如为数μm至数十μm,但也可为其他的宽度。十字标记356-4的尺寸(例如,X轴方向以及Y轴方向的至少一方向上的尺寸)例如为0.1mm至数mm,但也可为其他的尺寸。在射束通过构件351,也可形成有多个线状的通过区域355的排列间距(即,相邻的两个通过区域355之间的间隔)不同的多个十字标记356-4。在十字标记356-4为格栅状标记的情况下,若多个线状的通过区域355的排列间距发生变化,则十字标记356-4所形成的格栅的数量发生变化。因此,在射束通过构件351,也可形成有格栅的数量不同的多个十字标记356- 4。图7所示的示例中,多个十字标记356-4沿着Y轴方向而排列,但多个十字标记356-4也可形成在任意的位置。但是,在射束通过构件351,也可形成有单个十字标记356-4。
例如,如图7所示,在射束通过构件351,也可形成有作为标记356的一例的搜索标记 356-5。搜索标记356-5是由分别沿着第五方向延伸且沿着与第五方向正交的第六方向隔开的两个第一线状的通过区域355、与沿着相对于第五方向而倾斜(即,倾斜地交叉)的第七方向延伸的第二线状的通过区域355所形成的标记。图7所示的示例中,搜索标记356-5是由分别沿着Y轴方向延伸且沿着X轴方向隔开的两个第一线状的通过区域355、与配置在两个第一线状的通过区域355之间且沿着相对于Y轴方向而倾斜的方向延伸的第二线状的通过区域 355所形成的标记。形成搜索标记356-5的第一线状的通过区域355的长度(即,长边方向的尺寸)例如为0.1mm至1mm,但也可为其他的长度。形成搜索标记356-5的线状的通过区域 355的宽度(即,短边方向的尺寸)例如为数μm,但也可为其他的宽度。搜索标记356-5的尺寸(例如,X轴方向以及Y轴方向的至少一方向上的尺寸)例如为0.1mm至数mm,但也可为其他的尺寸。形成搜索标记356-5的两个第一线状的通过区域355之间的距离例如为0.1 mm至1mm,但也可为其他的距离。第一线状的通过区域355与相对于所述第一线状的通过区域355而倾斜的第二线状的通过区域355所成的角度为10度至20度(例如为15度),但也可为其他的角度。图7所示的示例中,多个搜索标记356-5形成在搜索标记356-5以外的其他标记356的周围,但多个搜索标记356-5也可形成在任意的位置。
受光元件352是可利用受光面3521来接收(例如,可检测)经由通过区域355(即,开口353)而入射至受光元件352的加工光EL的受光部。受光元件352是可利用受光面3521来接收通过了通过区域355(即,开口353)的加工光EL的受光部。作为受光部的一例,可列举可对所接收的加工光EL进行光电转换的光电转换器。
受光元件352可利用受光面3521来接收经由多个通过区域355的各个通过区域而入射至受光元件352的加工光EL。另外,受光面3521也可由光电转换元件的一个光电转换面所形成。例如,受光元件352也可能够利用受光面3521的第一部分来接收经由第一通过区域355 (例如,构成一狭缝标记356-1的通过区域355)而入射至受光元件352的加工光EL。例如,受光元件352也可能够利用受光面3521的第二部分来接收经由第二通过区域355(例如,构成与一狭缝标记356-1不同的另一狭缝标记356-1的通过区域355)而入射至受光元件352的加工光EL。例如,受光元件352也可能够利用受光面3521的第三部分来接收经由第三通过区域355(例如,构成一精细标记356-2的通过区域355)而入射至受光元件352的加工光EL。这样,第一实施方式中,受光装置35也可不包括与多个通过区域355分别对应的多个受光元件352。受光装置35只要包括多个通过区域355共同的受光元件352即可。但是,受光装置 35也可包括与多个通过区域355分别对应的多个受光元件352。
在受光元件352经由通过区域355而接收加工光EL的情况下,加工光EL的聚焦位置也可被设定于射束通过构件351的通过区域355或其附近。另一方面,在利用加工光EL来加工工件W的情况下,加工光EL的聚焦位置也可被设定于工件W的表面或其附近。因此,控制装置4也可通过控制聚焦变更光学系统1211来将加工光EL的聚焦位置设定于适当的位置。此时,控制装置4也可基于与载台32的表面(例如载置面321或外周面322)与受光面3521 之间的距离(尤其是相当于加工光EL的行进方向的Z轴方向上的距离)相关的信息,来控制加工光EL的聚焦位置。例如,在使加工系统SYSa的状态在利用加工光EL来加工工件W的状态与受光元件352经由通过区域355来接收加工光EL的状态之间切换的情况下,控制装置 4也可使加工光EL的聚焦位置移动对应于所述的载台32的表面(例如,载置面321或外周面322)与受光面3521之间的距离而定的变更量。
若考虑通过加工光EL的照射来加工工件W的情况,受光装置35的至少一部分也有可能因加工光EL的照射而受到加工(实质上是受到破坏)。因此,也可控制加工光EL的强度(例如,在与加工光EL的行进方向交叉的面内每单位面积的能量的量),以使照射至受光装置35 的加工光EL的强度(例如,受光元件352的受光面3521上的每单位面积的能量的量)小于为了加工工件W而照射至工件W的加工光EL的强度(例如,工件W的表面上的每单位面积的能量的量)。此时,既可控制加工光源11自身以减小加工光EL的强度,也可控制被配置在加工光源11的射出侧的消光构件(未图示)以减小加工光EL的强度。
受光元件352的受光结果包含与入射至受光元件352的加工光EL的状态相关的信息。例如,受光元件352的受光结果包含与入射至受光元件352的加工光EL的强度(具体而言,与 XY平面交叉的面内的强度)相关的信息。更具体而言,受光元件352的受光结果包含与沿着 XY平面的面内的加工光EL的强度分布相关的信息。受光元件352的受光结果被输出至控制装置4。
除此以外,如上所述,在由测量头21来测量标记356的情况下,测量头21对标记356的测量结果被输出至控制装置4。
控制装置4基于受光元件352对加工光EL的受光结果以及测量头21对标记356的测量结果的至少一者来控制加工系统SYSa(例如,加工装置1、测量装置2以及载台装置3中的至少一个),以使加工系统SYSa能够适当地加工工件W。即,加工系统SYSa使用受光装置 35来控制加工系统SYSa(例如,加工装置1、测量装置2以及载台装置3的至少一个),以使加工系统SYSa能够适当地加工工件W。以下,对于为了控制加工系统SYSa而使用的受光装置35的利用形态,进一步进行说明。
(1-2)受光装置35的利用形态
一个实施方式中,例如,控制装置4也可基于经由了构成搜索标记356-5的通过区域355 的加工光EL的受光结果,来进行组装误差测量动作,所述组装误差测量动作用于测量受光装置35相对于载台32的组装误差。例如,控制装置4也可基于经由了构成狭缝标记356-1的通过区域355的加工光EL的受光结果,来进行控制加工光EL的聚焦位置的聚焦控制动作。例如,控制装置4也可基于经由了构成精细标记356-2的通过区域355的加工光EL的受光结果与测量头21对十字标记356-4的测量结果,来进行B-CHK动作(基线测量动作),所述B- CHK动作(基线测量动作)是对加工系统SYSa的装置原点AO与加工原点PO及测量原点 MO的各自之间的距离(所谓的基线)进行测量。例如,控制装置4也可基于经由了构成狭缝标记356-1的通过区域355的加工光EL的受光结果,来进行光状态控制动作,所述光状态控制动作用于抑制因对工件W的表面进行扫描的加工光EL的状态(例如,射束轮廓(beamprofile))的偏差造成的影响。例如,控制装置4也可基于经由了构成狭缝标记356-1的通过区域355的加工光EL的受光结果,来进行检流控制动作,所述检流控制动作是控制检流计镜1212,以降低温度漂移的影响,所述温度漂移是因检流计镜1212的温度(即,热)导致沿着XY平面的面内的加工光EL的照射位置产生偏差的现象之一。
控制装置4也可在为了进行所述去除加工而对工件W开始照射加工光EL之前,进行这些动作(例如组装误差测量动作、聚焦控制动作、B-CHK动作、光状态控制动作以及检流控制动作)中的至少一部分。控制装置4也可在为了进行所述去除加工而将加工光EL对工件W照射结束后,进行这些动作中的至少一部分。控制装置4也可在为了进行所述去除加工而对工件W照射加工光EL的期间的至少一部分中,进行这些动作中的至少一部分。
以下,依序说明组装误差测量动作、聚焦控制动作、B-CHK动作、光状态控制动作以及检流控制动作。
(1-2-1)组装误差测量动作
首先,一边参照图8,一边说明受光装置35相对于载台32的组装误差。图8是表示产生了相对于载台32的组装误差的受光装置35的平面图。
如图7所示,受光装置35有可能被组装在与理想的组装位置(即,设计上的组装位置) 不同的位置。例如,受光装置35有可能被组装在从理想的组装位置沿着X轴方向偏离的位置。例如,受光装置35有可能被组装在从理想的组装位置沿着Y轴方向偏离的位置。例如,受光装置35有可能被组装在从理想的组装位置沿着θZ方向偏离的位置(即,从理想的组装位置绕Z轴旋转的位置)。
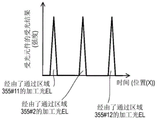
为了测量如上所述的受光装置35的组装误差,控制装置4获取经由了构成搜索标记356- 5的通过区域355的加工光EL的受光结果。具体而言,控制装置4通过控制载台驱动系统 33,从而使载台32移动至当受光装置35被组装在理想的组装位置时加工头12能够对多个搜索标记356-5中的一个搜索标记356-5照射加工光EL的位置。即,控制装置4使载台32移动,以使一个搜索标记356-5位于加工发射区域PSA内。此时,控制装置4也可除了载台32以外或者取代于此,而使加工头12移动。随后,控制装置4控制加工头12,以对一个搜索标记356-5照射加工光EL。此时,如表示照射至搜索标记356-5的加工光EL的扫描轨迹的平面图即图9所示,控制装置4沿着与形成搜索标记356-5的三个线状的通过区域355交叉的方向而利用加工光EL来扫描搜索标记356-5,以使加工光EL依序照射至形成搜索标记356-5的三个线状的通过区域355。即,形成有搜索标记356-5的射束通过构件351上的加工光EL的照射位置(即,加工光EL相对于射束通过构件351的位置)沿着形成搜索标记356-5的三个线状的通过区域355所排列的方向而变化。具体而言,如上所述,搜索标记356-5是由分别沿着Y轴方向延伸且沿着X轴方向隔开的两个第一线状的通过区域355(图9所示的示例中,为通过区域355#11以及355#12)、与沿着相对于Y轴方向而倾斜的方向延伸的第二线状的通过区域355(图9所示的示例中,为通过区域355#2)所形成。此时,控制装置4沿着通过区域355#11、355#2以及355#12所排列的X轴方向而利用加工光EL来扫描搜索标记356-5,以对通过区域355#11、355#2以及355#12依序照射加工光EL。此时,受光元件352依序接收经由了通过区域355#11的加工光EL、经由了通过区域355#2的加工光EL以及经由了通过区域355#12的加工光EL。其结果,如表示经由了搜索标记356-5的加工光EL的受光结果的图表即图10所示,控制装置4从受光元件352获取的加工光EL的受光结果包含如下所述的受光信号,所述受光信号依序出现与经由了通过区域355#11的加工光EL对应的脉冲波形、与经由了通过区域355#2的加工光EL对应的脉冲波形、以及与经由了通过区域355#12的加工光EL对应的脉冲波形。即,控制装置4从受光元件352获取的加工光EL的受光结果包含如下所述的受光信号,所述受光信号表示:与加工光EL未照射至通过区域355的期间内的加工光EL的强度相比,加工光EL的至少一部分照射至通过区域355的期间内的加工光EL的强度变大。此处,优选的是,使用于使加工光EL进行扫描的检流计镜1212的控制信号与受光元件352的受光信号同步。
受光信号中所含的多个脉冲波形的位置(即,受光时机)取决于受光装置35的实际的组装位置。例如,图11(a)表示被组装在理想的组装位置的受光装置35的搜索标记356-5,图 11(b)表示被组装在与理想的组装位置不同的位置的受光装置35的搜索标记356-5,另一方面,图11(c)表示相当于经由了被组装在理想的组装位置的受光装置35的搜索标记356-5的加工光EL的受光结果的受光信号。图11(d)表示相当于经由了被组装在与理想的组装位置不同的位置的受光装置35的搜索标记356-5的加工光EL的受光结果的受光信号。如图11(a) 至图11(d)所示,受光装置35被组装在理想的组装位置时所获取的受光信号中所含的多个脉冲波形的位置,跟受光装置35被组装在与理想的组装位置不同的位置时所获取的受光信号中所含的多个脉冲波形的位置不同。即,受光装置35被组装在理想的组装位置时所获取的受光信号中所含的多个脉冲波形的间隔L1以及L2(参照图11(c)),跟受光装置35被组装在与理想的组装位置不同的位置时所获取的受光信号中所含的多个脉冲波形的间隔L1以及L2 (参照图11(d))不同。
因此,控制装置4能够基于经由了一个搜索标记356-5的加工光EL的受光结果,来算出一个搜索标记356-5的实际位置相对于一个搜索标记356-5的理想位置的偏离量。例如,控制装置4能够算出X轴方向以及Y轴方向的各方向上的、一个搜索标记356-5的实际位置相对于一个搜索标记356-5的理想位置的偏离量。此时,控制装置4也可使用受光信号中所含的多个脉冲波形的间隔L1以及L2来算出位置的偏离量。
控制装置4对受光装置35所包括的所有(或者一部分)搜索标记356-5依序进行获取经由了搜索标记356-5的加工光EL的受光结果的动作。其结果,控制装置4能够算出各搜索标记356-5的实际位置相对于各搜索标记356-5的理想位置的偏离量。即,控制装置4能够算出多个搜索标记356-5各自的实际位置的偏离量。
随后,控制装置4基于多个搜索标记356-5各自的实际位置的偏离量,来算出受光装置 35相对于载台32的组装误差。例如,控制装置4也可基于一个搜索标记356-5的实际位置的偏离量,来算出X轴方向以及Y轴方向的各方向上的受光装置35的组装误差。例如,控制装置4也可基于两个以上的搜索标记356-5的实际位置的偏离量,来算出X轴方向以及Y轴方向的各方向上的受光装置35的组装误差与绕Z轴的受光装置35的组装误差。另外,控制装置4也可除了搜索标记356-5的实际位置的偏离量以外或者取代于此,而基于狭缝标记356-1、精细标记356-2、矩形标记356-3以及十字标记356-4中的至少一者的实际位置的偏离量,来算出X轴方向以及Y轴方向的各方向上的受光装置35的组装误差与绕Z轴的受光装置35的组装误差。
当算出了受光装置35的组装误差时,控制装置4基于与所算出的组装误差相关的信息来控制加工系统SYSa(例如加工装置1、测量装置2以及载台装置3中的至少一个)。例如,控制装置4也可基于与所算出的组装误差相关的信息来控制加工装置1以及载台装置3中的至少一个,以使得即便在组装误差并非零的情况下也能与组装误差为零的情况同样地对受光装置35照射加工光EL。例如,控制装置4也可基于与所算出的组装误差相关的信息来控制加工装置1以及载台装置3中的至少一个,以使得即便在组装误差并非零的情况下测量装置2 也能与组装误差为零的情况同样地测量受光装置35(具体而言,形成于受光装置35的标记 356)。典型的是,加工头12、测量头21以及载台32中的至少一者移动,以抵消组装误差。其结果,加工系统SYSa即便在产生了受光装置35的组装误差的情况下,也能够与未产生受光装置35的组装误差的情况同样地加工工件W。即,加工系统SYSa能够适当地加工工件W。
(1-2-2)聚焦控制动作
继而,一边参照图12(a)至图12(c),一边说明聚焦控制动作。图12(a)是表示为了进行聚焦控制动作而加工头12将加工光EL照射至受光装置35的情况的剖面图,图12(b) 是表示为了进行聚焦控制动作而加工头12将加工光EL照射至受光装置35的情况的平面图,图12(c)是表示受光装置35所包括的受光元件352对加工光EL的受光结果的图表。
如图12(a)以及图12(b)所示,为了进行聚焦控制动作,而获取经由了构成狭缝标记 356-1的通过区域355的加工光EL的受光结果。具体而言,控制装置4通过控制载台驱动系统33,从而使载台32移动至加工头12能够对多个狭缝标记356-1中的一个狭缝标记356-1照射加工光EL的位置。即,控制装置4使载台32移动,以使一个狭缝标记356-1位于加工发射区域PSA内。此时,控制装置4也可除了载台32以外或者取代于此,而使加工头12移动。随后,控制装置4使加工头12进行照射,以对一个狭缝标记356-1照射加工光EL。
此时,加工头12在控制装置4的控制下,使用检流计镜1212来使加工光EL偏向,由此,使加工光EL对载台32表面的至少一部分(具体而言,包含形成有一个狭缝标记356-1的部分的面)进行扫描。尤其,加工头12使加工光EL对载台32表面的至少一部分进行扫描,以使得在沿着XY平面的面内,加工光EL(更具体而言,为加工光EL的目标照射区域EA) 横切构成一个狭缝标记356-1的通过区域355。尤其,加工头12也可使加工光EL对载台32 表面的至少一部分进行扫描,以使得在沿着XY平面的面内,加工光EL沿着构成狭缝标记 356-1的线状的通过区域355的短边方向横切狭缝标记356-1。图12(a)以及图12(b)所示的示例中,加工头12使加工光EL对载台32表面的至少一部分进行扫描,以使得在沿着XY 平面的面内,加工光EL沿着Y轴方向横切包含沿X轴方向延伸的通过区域355的狭缝标记 356-1。
在加工光EL对载台32表面的至少一部分进行扫描的期间内,载台32也可不移动。即,在加工光EL对载台32表面的至少一部分进行扫描的期间内,加工装置1与载台32的位置关系(尤其,沿着XY平面的方向)也可被固定。其结果,加工光EL将以对应于检流计镜1212的特性而定的固定的扫描速度来扫描载台32表面的至少一部分。
其结果,在加工光EL对载台32表面的至少一部分进行扫描的期间内的某时机,加工光 EL被照射至一个狭缝标记356-1。即,在加工光EL对载台32表面的至少一部分进行扫描的期间内的某时机,加工光EL被受光元件352接收。
如图12(c)所示,控制装置4获取如下所述的受光信号来作为加工光EL的受光结果,所述受光信号表示:与加工光EL未照射至构成狭缝标记356-1的通过区域355的期间内的加工光EL的强度相比,加工光EL的至少一部分照射至通过区域355的期间内,加工光EL的强度变大。另外,图12(c)的横轴即时间(受光时机)可换读为加工光EL与载台32的沿着扫描方向(Y轴方向)的相对位置。另外,加工光EL对载台32表面的至少一部分进行扫描的速度也可并非为固定。此时,也可将检流计镜1212的驱动量(角度)换读为加工光EL与载台32的沿着扫描方向(Y轴方向)的相对位置。
控制装置4能够基于受光信号来算出加工光EL的点径(即,工件W的表面上的点径)。具体而言,控制装置4根据受光信号来确定加工光EL的强度变得大于规定值的时间(即,加工光EL的至少一部分照射至通过区域355的时间)。此时,控制装置4能够基于所确定的时间与加工光EL的扫描速度来算出加工光EL的点径。此时,对于受光信号,实施有与狭缝宽度(狭缝标记356-1的光通过部在扫描方向上的宽度)相应的移动平均,因此,控制装置4也可考虑相应的情况(例如,狭缝宽度的影响)来算出点径。例如,控制装置4也可考虑狭缝宽度而将受光信号的波形近似为高斯分布,基于通过近似所获得的近似曲线来算出束径。
随后,控制装置4也可控制加工光EL的聚焦位置,以使得所算出的点径与被设定为加工条件的点径(例如,通过所述的初始设定动作而设定的点径)一致。此时,控制装置4在变更了聚焦位置的情况下,为了确认变更后的聚焦位置是否适当,也可控制加工装置1中的聚焦变更光学系统1211以再次进行受光装置35对加工光EL的检测。此时,控制装置4也可判定基于受光元件352的再受光结果而重新算出的点径与被设定为加工条件的点径是否一致。其结果,加工系统SYsa能够使用适当地设定了聚焦位置的加工光EL来加工工件W。因此,加工系统SYSa能够适当地加工工件W。另外,在照射光学系统121的远心性良好的情况下,控制装置4为了确认变更后的聚焦位置是否适当,也可控制加工装置1的头驱动系统13,以再次进行受光装置35对加工光EL的检测。
另外,在射束通过构件351形成有相对于X轴以及Y轴的各轴的角度不同的多个狭缝标记356-1的情况下,控制装置4也可基于经由了至少两个狭缝标记356-1的加工光EL的受光结果,来算出加工光EL的光点的椭圆度(例如,X轴方向上的光点的尺寸与Y轴方向上的光点的尺寸之比(差))。另外,在加工光EL的光点的椭圆度大于容许值的情况下,照射光学系统121也可包括用于控制(典型的是,减小)椭圆度的光学构件。作为用于控制椭圆度的光学构件的一例,可列举在正交的两个方向上屈光力不同的光学构件(例如,复曲面透镜(toric lens) 以及柱面透镜(cylindrical lens)等中的至少一个)。此时,既可使所述光学构件绕光轴旋转来调整椭圆度,也可变更多个光学构件的间隔等来调整椭圆度。
而且,所述的说明中,也可视为为了进行聚焦控制动作而使用的受光装置35(尤其是狭缝标记356-1以及受光元件352)构成了所谓的狭缝型光束轮廓仪(beam profiler)。即,也可视为,控制装置4使用狭缝型光束轮廓仪来进行聚焦控制动作。但是,控制装置4也可使用与狭缝型光束轮廓仪不同的光束轮廓仪来进行聚焦控制动作。例如,控制装置4也可使用包含矩形标记356-3及受光元件352的刀刃型光束轮廓仪来算出加工光EL的点径,由此来进行聚焦控制动作。例如,在形成有尺寸小至也可视为针孔的程度的矩形标记356-3的情况下,控制装置4也可使用包含矩形标记356-3及受光元件352的针孔型光束轮廓仪来算出加工光EL 的点径,由此来进行聚焦控制动作。
(1-2-3)B-CHK动作
接下来,对B-CHK动作进行说明。如上所述,B-CHK动作是对加工系统SYSa的装置原点AO与加工原点PO以及测量原点MO各自之间的距离进行测量的动作。
在进行B-CHK动作时,控制装置4设定装置原点AO,所述装置原点AO相当于为了控制载台32的位置而使用的载台坐标系的原点。为了设定装置原点AO,控制装置4控制测量头21,以对形成于载台32的基准标记BM进行测量。基准标记BM是为了对装置原点AO进行定义而形成于载台32的标记。例如,如表示形成有基准标记BM的载台32的平面图即图 13所示,基准标记BM也可形成于载台32的外周面322。但是,基准标记BM也可形成于载台32的与外周面322不同的部分。例如,基准标记BM也可形成于载台32的载置面321。而且,在载台32,形成有多个(图3所示的示例中为两个)基准标记BM,但也可形成有单个基准标记BM。另外,在载台32形成有多个基准标记BM的情况下,控制装置4可基于基准标记BM的测量结果来求出载台32的绕Z轴的旋转位置。
第一实施方式中,装置原点AO被设定为相对于基准标记BM而具有规定的第一位置关系的位置。例如,在装置原点AO被设定为载台32的中心的情况下,基准标记BM形成于相对于载台32的中心而具有规定的第一位置关系的位置。图13所示的示例中,对于装置原点AO,将位于距两个基准标记BM的距离相等的线上且从两个基准标记BM的中点朝+X侧习惯了规定量的位置设定为装置原点AO的位置。此时,控制装置4从位置测量装置34获取测量头21测量出各基准标记BM时的载台32的位置。因此,控制装置4也可作为获取与载台 32的位置相关的信息的获取装置发挥功能。随后,控制装置4也可将与所获取的载台32的位置具有规定的第一位置关系的位置设定为装置原点AO。另外,也可为,基准标记BM其自身表示装置原点AO。此时,测量头21测量出基准标记BM时的载台32的位置成为装置原点 AO。
基准标记BM也可形成于相对于受光装置35(尤其是受光装置35所包括的通过区域355) 而具有规定的第二位置关系的位置。此时,也可以说,装置原点AO实质上被设定为相对于受光装置35而具有规定的第三位置关系的位置。在基准标记BM形成于相对于受光装置35而具有规定的第二位置关系的位置的情况下,基准标记BM、装置原点AO与受光装置35的位置关系发生变化的可能性小。其结果,能够精度良好地算出装置原点AO与测量原点MO之间的距离以及装置原点AO与加工原点PO之间的距离。
在设定了装置原点AO后,控制装置4算出装置原点AO与加工原点PO之间的距离以及装置原点AO与测量原点MO之间的距离。加工原点PO相当于加工发射区域PSA的中心与载台32的中心一致且加工光EL的聚焦位置与载台32的表面一致时的载台32的位置。测量原点MO相当于测量发射区域MSA的中心与载台32的中心一致且测量光ML的聚焦位置与载台32的表面一致时的载台32的位置。而且,以下的说明中,装置原点AO与加工原点PO 之间的距离称作“加工基线BLprc”,装置原点AO与测量原点MO之间的距离称作“测量基线 BLmsr”。加工基线BLprc以及测量基线BLmsr的一例如图14(a)以及图14(b)所示。如图 14(a)以及图14(b)所示,加工基线BLprc也可包含:相当于X轴方向上的装置原点AO 与加工原点PO之间的距离的成分ΔXprc、相当于Y轴方向上的装置原点AO与加工原点PO 之间的距离的成分ΔYprc、以及相当于Z轴方向上的装置原点AO与加工原点PO之间的距离的成分ΔZprc。测量基线BLmsr也可包含:相当于X轴方向上的装置原点AO与测量原点MO 之间的距离的成分ΔXmsr、相当于Y轴方向上的装置原点AO与测量原点MO之间的距离的成分ΔYmsr、以及相当于Z轴方向上的装置原点AO与测量原点MO之间的距离的成分ΔZmsr。
另外,加工基线BLprc也可包含:相当于X轴方向上的装置原点AO与加工原点PO之间的设计上的距离的成分及相当于X轴方向的误差量的成分之和、相当于Y轴方向上的装置原点AO与加工原点PO之间的设计上的距离的成分及相当于Y轴方向的误差量的成分之和、以及相当于Z轴方向上的装置原点AO与加工原点PO之间的设计上的距离的成分及相当于 Z轴方向的误差量的成分之和。而且,测量基线BLmsr也可包含:相当于X轴方向上的装置原点AO与测量原点MO之间的设计上的距离的成分及相当于X轴方向的误差量的成分之和、相当于Y轴方向上的装置原点AO与测量原点MO之间的设计上的距离的成分及相当于Y轴方向的误差量的成分之和、以及相当于Z轴方向上的装置原点AO与测量原点MO之间的设计上的距离的成分及相当于Z轴方向的误差量的成分之和。
另外,加工原点PO以及测量原点MO也可不被设定为载台32的中心。加工原点PO以及测量原点MO也可被设定为与载台32的中心不同的位置。加工原点PO以及测量原点MO 也可被设定为任意位置。
为了算出测量基线BLmsr,控制装置4获取测量头21对十字标记356-4的测量结果。具体而言,控制装置4通过控制载台驱动系统33,从而使载台32沿着X轴方向以及Y轴方向的各方向移动,以使受光装置35的基准位于测量发射区域MSA的中心(包含中心附近(向中心靠近至能够等同于中心的程度的范围),以下相同)。例如,控制装置4使载台32移动,以使可作为受光装置35的基准而利用的一个十字标记356-4位于测量发射区域MSA的中心。或者,控制装置4也可使载台32移动,以使可作为受光装置35的基准而利用的受光装置35 的任意标记(所述标记也可相对于通过区域355而具有规定(已知)的位置关系)位于测量发射区域MSA的中心。此时,控制装置4也可使载台32移动,以使至少一个十字标记356-4包含在测量发射区域MSA中。进而,控制装置4使载台32沿着Z轴方向移动,以使测量光ML 的聚焦位置与载台32的表面一致。随后,测量头21对一个十字标记356-4进行测量。进而,控制装置4从位置测量装置34获取测量头21测量出一个十字标记356-4的时间点的载台32 的位置。此处所获取的载台32的位置对应于测量原点MO的位置。因而,控制装置4能够算出测量头21测量出一个十字标记356-4的时间点的载台32的位置与装置原点AO之间的距离,并基于所算出的距离来算出测量基线BLmsr。
另外,控制装置4也可算出X轴方向以及Y轴方向的各方向上的测量基线BLmsr,另一方面,不算出Z轴方向上的测量基线BLmsr。
在算出了测量基线BLmsr后,控制装置4也可在测量头21测量工件W等的期间内,基于所算出的测量基线BLmsr来使载台32(进而,根据需要为测量头21)移动。即,控制装置 4也可在测量头21测量工件W等的期间内,基于所算出的测量基线BLmsr来控制载台32(进而,根据需要为测量头21)的位置。其结果,测量发射区域MSA可设定为以装置原点AO为基准的载台坐标系内的适当位置。即,加工系统SYSa可基于测量装置2对工件W的适当的测量结果来适当地加工工件W。
但是,测量基线BLmsr有可能因测量头21以及载台32中的至少一者的位置偏离等而随时间的经过发生变动。即,第一时机的测量基线BLmsr有可能不同于与第一时机不同(例如,第一时机之后)的第二时机的测量基线BLmsr。因此,控制装置4也可定期地或者在随机的时机进行算出测量基线BLmsr的动作。另外,控制装置4在对测量基线BLmsr进行管理时,也可分别对自设计值计起的偏离量(相当于组装误差)与伴随经时变化的变动量进行管理。
具体而言,在第一时机算出测量基线BLmsr后,控制装置4在第二时机使载台32移动,以使测量头21能够测量一个十字标记356-4(具体而言,在第一时机为了算出测量基线BLmsr 而测量出的一个十字标记356-4)。进而,控制装置4从位置测量装置34获取测量头21测量出一个十字标记356-4的时间点(即,测量头21能够测量一个十字标记356-4的时间点)的载台32的位置。此处,在第二时机的测量基线BLmsr与第一时机的测量基线BLmsr相同的情况下,在第二时机测量头21测量出一个十字标记356-4的时间点的载台32的位置应与在第一时机测量头21测量出一个十字标记356-4的时间点的载台32的位置一致。另一方面,在第二时机的测量基线BLmsr与第一时机的测量基线BLmsr不同的情况下,在第二时机测量头21测量出一个十字标记356-4的时间点的载台32的位置应与在第一时机测量头21测量出一个十字标记356-4的时间点的载台32的位置不一致。因此,控制装置4能够基于在第二时机测量头21测量出一个十字标记356-4的时间点的载台32的位置、与在第一时机测量头21测量出一个十字标记356-4的时间点的载台32的位置,来算出测量基线BLmsr的变动量(即,将第一时机的测量基线BLmsr设为基准位置的变动量)。即,控制装置4能够基于在第二时机测量头21测量出一个十字标记356-4的时间点的载台32的位置、与在第一时机测量头21测量出一个十字标记356-4的时间点的载台32的位置,来算出测量头21能够测量一个十字标记356-4时的、载台32的位置的变动量。因此,控制装置4能够基于在第一时机算出的测量基线BLmsr与在第二时机算出的测量基线BLmsr的变动量,来算出第二时机的测量基线 BLmsr。即,控制装置4能够对测量基线BLmsr进行更新。在测量基线BLmsr受到更新的情况下,控制装置4基于经更新的测量基线BLmsr来使测量头21以及载台32的至少一者移动。
或者,控制装置4也可在第二时机,基于在第一时机算出的测量基线BLmsr来使测量头 21移动,以使受光装置35的基准(例如,一个十字标记356-4)位于测量发射区域MSA的中心且测量光ML的聚焦位置与载台32的表面一致。随后,测量头21也可测量一个十字标记356-4。此处,在第一时机的测量基线BLmsr与第二时机的测量基线BLmsr不同的情况下,第一时机的十字标记356-4的测量结果与第二时机的相同的十字标记356-4的测量结果不一致。其原因在于,因测量基线BLmsr的变动,基于在第一时机算出的测量基线BLmsr而移动的载台32有可能无法在第二时机移动以使得受光装置35的基准(例如,一个十字标记356-4)位于测量发射区域MSA的中心。因此,控制装置4也可通过对第一时机的十字标记356-4的测量结果与第二时机的相同的十字标记356-4的测量结果进行比较,来算出测量基线BLmsr的变动量(即,将第一时机的测量基线BLmsr设为基准位置的变动量)。即,控制装置4也可基于第一时机的十字标记356-4的测量结果与第二时机的相同的十字标记356-4的测量结果来更新测量基线BLmsr。
继而,为了算出加工基线BLprc,控制装置4获取受光元件352对经由了构成精细标记 356-2的通过区域355的加工光EL的受光结果。具体而言,控制装置4通过控制载台驱动系统33,从而使载台32沿着X轴方向以及Y轴方向的各方向移动,以使受光装置35的基准位于加工发射区域PSA的中心(包含中心附近(向中心靠近至能够等同于中心的程度的范围),以下相同)。例如,控制装置4使载台32移动,以使可作为受光装置35的基准而利用的一个精细标记356-2位于加工发射区域PSA的中心。或者,控制装置4也可使载台32移动,以使可作为受光装置35的基准而利用的受光装置35的任意标记(所述标记也可相对于通过区域 355而具有规定的位置关系)位于加工发射区域PSA的中心。进而,控制装置4控制头驱动机构13来使加工头12沿着Z轴方向移动,以使加工光EL的聚焦位置与载台32的表面一致。随后,加工头12对一个精细标记356-2照射加工光EL。
此时,加工头12在控制装置4的控制下,使用检流计镜1212来使加工光EL偏向,由此,使加工光EL对载台32表面的至少一部分(具体而言,包含形成有一个精细标记356-2的部分的面)进行扫描。尤其,加工头12以在沿着XY平面的面内,加工光EL(更具体而言,加工光EL的目标照射区域EA)依序横切构成一个精细标记356-2的多个通过区域355的方式,使加工光EL对载台32表面的至少一部分进行扫描。尤其,加工头12也可以在沿着XY 平面的面内,加工光EL沿着构成精细标记356-2的多个线状的通过区域355的短边方向依序横切多个通过区域355的方式,使加工光EL对载台32表面的至少一部分进行扫描。
在加工光EL被照射至精细标记356-2的情况下,控制装置4也可基于构成精细标记356- 2的多个通过区域355的排列间距(即,相邻的两个通过区域355的间隔或距离),来设定形成有精细标记356-2的射束通过构件351的表面上的加工光EL的点径。另外,点径是指加工光EL在射束通过构件351的表面上所照射的区域的大小。例如,如表示加工光EL的点径与精细标记356-2的关系的平面图即图15所示,控制装置4也可将加工光EL的点径SPr设定为,在构成精细标记356-2的多个通过区域355所排列的方向(图15所示的示例中,为Y轴方向)上,加工光EL的点径SPr为通过区域355的排列间距PT以下。此时,加工光EL不会被同时照射至两个以上的通过区域355。或者,例如也可如表示加工光EL的点径与精细标记356-2的关系的平面图即图16所示,控制装置4将加工光EL的点径SPr设定为,在构成精细标记356-2的多个通过区域355所排列的方向(图16所示的示例中,为Y轴方向)上,加工光EL的点径SPr大于通过区域355的排列间距PT。此时,根据情况,加工光EL被同时照射至两个以上的通过区域355。其结果,根据情况,在经由了构成精细标记356-2的一个通过区域355的加工光EL到达受光元件352的期间(即,受到照射的期间)内的至少一部分,经由了与一个通过区域355不同的构成精细标记356-2的其他通过区域355的加工光EL到达 (即,照射至)受光元件352。在加工光EL为脉冲光的情况下,在经由了构成精细标记356- 2的一个通过区域355的一连串脉冲光到达受光元件352的期间内的至少一部分,经由了构成精细标记356-2的其他通过区域355的相同的一连串脉冲光到达(即,照射至)受光元件352。
另外,在形成有多个线状的通过区域355的排列间距不同的多个精细标记356-2的情况下,进行B-CHK动作时的点径SPr的限制小。即,加工系统SYSa能够不受点径SPr的限制而进行B-CHK动作。
另外,也可基于形成有精细标记356-2的射束通过构件351表面的加工光EL的点径,来设定构成精细标记356-2的多个通过区域355的排列间距(即,相邻的两个通过区域355的间隔或距离)。所述点径既可为实测值,也可为设计值。
控制装置4从位置测量装置34获取受光元件352接收到加工光EL的时间点的载台32的位置。此处所获取的载台32的位置对应于加工原点PO的位置。因而,控制装置4能够算出受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置与装置原点AO之间的距离,并基于所算出的距离来算出加工基线BLprc。
在算出了加工基线BLprc后,控制装置4也可在加工头12加工工件W等的期间内,基于所算出的加工基线BLprc来使载台32(进而,根据需要为加工头12)移动。即,控制装置 4也可在加工头12加工工件W等的期间内,基于所算出的加工基线BLprc来控制载台32(进而,根据需要为加工头12)的位置。其结果,加工发射区域PSA可设定为以装置原点AO为基准的载台坐标系内的适当位置。即,加工系统SYSa能够适当地加工工件W。
但是,加工基线BLprc有可能因加工头12以及载台32中的至少一者的位置偏离等而随时间的经过发生变动。即,第三时机的加工基线BLprc有可能不同于与第三时机不同(例如,第三时机之后)的第四时机的加工基线BLprc。因此,控制装置4也可定期地或者在随机的时机进行算出加工基线BLprc的动作。
具体而言,在第三时机算出加工基线BLprc后,控制装置4在第四时机使载台32移动,以使加工头12能够对一个精细标记356-2(具体而言,在第三时机为了算出加工基线BLprc 而照射有加工光EL的一个精细标记356-2)照射加工光EL。进而,控制装置4从位置测量装置34获取受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点(即,加工头12能够对一个精细标记356-2照射加工光EL的时间点)的载台32的位置。此处,在第四时机的加工基线BLprc与第三时机的加工基线BLprc相同的情况下,在第四时机受光元件352 接收到经由一个精细标记356-2的加工光EL的时间点的载台32的位置应与在第三时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置一致。另一方面,在第四时机的加工基线BLprc与第三时机的加工基线BLprc不同的情况下,在第四时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置应与在第三时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台 32的位置不一致。因此,控制装置4能够基于在第四时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置、与在第三时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置,来算出加工基线BLprc的变动量(即,将第三时机的加工基线BLprc设为基准位置的变动量)。即,控制装置4能够基于在第四时机受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置、与在第三时机中受光元件352接收到经由了一个精细标记356-2的加工光EL的时间点的载台32的位置,来算出加工头12可对一个精细标记356-2照射加工光EL时的载台32 的位置的变动量。因此,控制装置4能够基于在第三时机算出的加工基线BLprc与在第四时机算出的加工基线BLprc的变动量,来算出第四时机的加工基线BLprc。即,控制装置4能够对加工基线BLprc进行更新。在加工基线BLprc受到更新的情况下,控制装置4基于经更新的加工基线BLprc来使加工头12以及载台32中的至少一者移动。
或者,控制装置4也可在第四时机,基于在第三时机算出的加工基线BLprc来使加工头 12移动,以使受光装置35的基准(例如,一个精细标记356-2)位于加工发射区域PSA的中心且加工光EL的聚焦位置与载台32的表面一致。随后,加工头12也可对一个精细标记356- 2照射加工光EL。此处,在第三时机的加工基线BLprc与第四时机的加工基线BLprc不同的情况下,第三时机的经由了精细标记356-2的加工光EL的受光结果与第四时机的经由了相同的精细标记356-2的加工光EL的受光结果不一致。其原因在于,因加工基线BLprc的变动,基于在第三时机算出的加工基线BLprc而移动的载台32有可能无法在第四时机移动以使得受光装置35的基准(例如,一个精细标记356-2)位于加工发射区域PSA的中心。因此,控制装置4也可通过对第三时机的经由了精细标记356-2的加工光EL的受光结果与第四时机的经由了相同的精细标记356-2的加工光EL的受光结果进行比较,来算出加工基线BLprc的变动量(即,将第三时机的加工基线BLprc设为基准位置的变动量)。即,控制装置4也可基于第三时机的经由了精细标记356-2的加工光EL的受光结果与第四时机的经由了相同的精细标记 356-2的加工光EL的受光结果来更新加工基线BLprc。
另外,所述的说明中,在B-CHK动作中,测量头21对十字标记356-4进行了测量。但是,测量头21也可对与十字标记356-4不同的标记356进行测量。即,也可基于与十字标记356-4不同的标记356的测量结果来算出测量基线BLmsr。
所述的说明中,在B-CHK动作中,加工头12对形成精细标记356-2的通过区域355照射加工光EL。但是,加工头12也可对形成与精细标记356-2不同的标记356的通过区域355照射加工光EL。即,也可基于经由了与精细标记356-2不同的标记356的加工光EL的受光结果来算出加工基线BLprc。
另外,所述的说明中,关于第一以及第二时机的测量基线BLmsr的算出动作与第三以及第四时机的加工基线BLprc的算出动作,哪个先进行均可。例如,加工系统SYSa也可在进行了第一以及第二时机的测量基线BLmsr的算出动作后,进行第三以及第四时机的加工基线 BLprc的算出动作。例如,加工系统SYSa也可在进行了第三以及第四时机的加工基线BLprc 的算出动作后,进行第一以及第二时机的测量基线BLmsr的算出动作。
(1-2-4)光状态控制动作
继而,对光状态控制动作进行说明。首先,一边参照图17,一边说明进行光状态控制动作的技术理由。图17是示意性地表示通过检流计镜1212而偏向且通过fθ透镜1213而位移的加工光EL对工件W的表面进行扫描时的工件W表面上的各位置的加工光EL的点径的平面图。
如图17所示,工件W的表面中的、包含于加工发射区域PSA的面部分通过检流计镜1212 对加工光EL的偏向而由加工光EL进行扫描。此时,无论在加工发射区域PSA的哪个位置,加工光EL的状态均为相同的状态在高精度地加工工件W这点上为理想状态的一例。例如,在加工发射区域PSA内,照射至位置P#1的加工光EL的状态、照射至位置P#2的加工光EL的状态、照射至位置P#3的加工光EL的状态、照射至位置P#4的加工光EL的状态、照射至位置P#5的加工光EL的状态、照射至位置P#6的加工光EL的状态、照射至位置P#7的加工光EL的状态、照射至位置P#8的加工光EL的状态与照射至位置P#9的加工光EL的状态彼此相同的状态为理想状态的一例。
但是,实际上,如图17所示,照射至加工发射区域PSA的某位置的加工光EL的状态有可能不会变得与照射至加工发射区域PSA内的其他位置的加工光EL的状态相同。即,在加工发射区域PSA内,对应于加工光EL所照射的位置,加工光EL的状态有可能产生偏差。另外,图17表示了照射至加工发射区域PSA的某位置的加工光EL的点径未变得与照射至加工发射区域PSA内的其他位置的加工光EL的点径相同的示例。作为其理由之一,可列举检流计镜1212的特性(作为一例,为驱动特性、反射率特性以及组装误差中的至少一种)以及fθ透镜1213的特性(典型的是象差、透射率分布以及组装误差中的至少一种)中的至少一者。
因此,控制装置4通过进行光状态控制动作,从而与加工光EL的扫描同步地变更加工光 EL的状态,以使得与未进行光状态控制动作的情况相比,照射至加工发射区域PSA的某位置的加工光EL的状态与照射至加工发射区域PSA内的其他位置的加工光EL的状态的差异变小。
作为光状态控制动作的一部分,控制装置4首先进行状态检测动作,所述状态检测动作用于利用受光装置35来检测对加工发射区域PSA内的多个位置分别照射的加工光EL的状态。为了进行状态检测动作,如表示进行状态检测动作的期间内的加工头12与受光装置35的位置关系的剖面图即图18(a)、以及表示进行状态检测动作的期间内的加工头12与受光装置 35的位置关系的平面图即图18(b)所示,载台32和/或加工头12移动,以使受光装置35(尤其是构成狭缝标记356-1的通过区域355)位于加工发射区域PSA内。即,控制装置4变更沿着XY平面的面内的加工头12与受光装置35的位置关系(更具体而言,为加工发射区域PSA 与狭缝标记356-1的位置关系),以使狭缝标记356-1位于加工发射区域PSA内。其结果,狭缝标记356-1将位于加工发射区域PSA内的第一位置DTP#1。然后,加工头12利用加工光EL对载台32的表面中的、包含于加工发射区域PSA的面部分进行扫描。其结果,在加工光 EL横切位于第一位置DTP#1的狭缝标记356-1的时机,受光元件352接收加工光EL。即,在加工光EL的位移量(换言之,偏转角)成为第一位移量的时机,加工光EL被照射至位于第一位置的狭缝标记356-1,受光元件352接收加工光EL。因此,控制装置4从受光元件352 获取与被照射至加工发射区域PSA内的第一位置DTP#1的加工光EL的状态相关的信息。即,控制装置4从受光元件352获取与位移量成为第一位移量的加工光EL的状态相关的信息。进而,当受光元件352接收加工光EL时,控制装置4从位置测量装置34一并获取与受光元件 352接收到加工光EL的时间点的载台32的位置相关的信息。由于受光装置35被配置于载台 32,因此与载台32的位置相关的信息包含与受光装置35的位置(尤其是狭缝标记356-1的位置)相关的信息。
随后,如表示进行状态检测动作的期间内的加工头12与受光装置35的位置关系的剖面图即图19(a)、以及表示进行状态检测动作的期间内的加工头12与受光装置35的位置关系的平面图即图19(b)所示,载台32和/或加工头12移动,以使狭缝标记356-1位于加工发射区域PSA中的、受光装置35尚未接收到加工光EL的位置。即,控制装置4变更沿着XY平面的面内的加工头12与受光装置35的位置关系,从而变更沿着XY平面的面内的加工发射区域PSA与狭缝标记356-1的位置关系。其结果,狭缝标记356-1将位于加工发射区域PSA 内的第二位置。然后,加工头12利用加工光EL对载台32的表面中的、包含于加工发射区域 PSA的面部分进行扫描。其结果,在加工光EL横切位于第二位置的狭缝标记356-1的时机,受光元件352接收加工光EL。即,在加工光EL的位移量成为第二位移量的时机,加工光EL 被照射至位于第二位置的狭缝标记356-1,受光元件352检测到加工光EL。因此,控制装置4 从受光元件352获取与被照射至加工发射区域PSA内的第二位置的加工光EL的状态相关的信息。即,控制装置4从受光元件352获取与位移量成为第二位移量的加工光EL的状态相关的信息。此时,控制装置4也进而从位置测量装置34获取与载台32的位置相关的信息。
以后,将变更沿着XY平面的面内的加工发射区域PSA与狭缝标记356-1的位置关系的动作、和获取与加工光EL的状态相关的信息以及与载台32的位置相关的信息的动作重复所需次数。其结果,控制装置4能够获取与对加工发射区域PSA内的多个位置分别照射的加工光EL的状态相关的信息。
在进行了状态检测动作后,作为光状态控制动作的另一部分,控制装置4进行状态控制动作,即,基于在状态检测动作中所获取的信息,与加工光EL的扫描同步地控制加工光EL 的状态。具体而言,首先,控制装置4基于在状态检测动作中所获取的与载台32的位置相关的信息,算出受光元件352接收到加工光EL的时间点的狭缝标记356-1的位置(尤其是在载台坐标系上的位置)。其结果,控制装置4能够进行与狭缝标记356-1的位置和经由狭缝标记 356-1而接收的加工光EL的状态的关系相关的信息。进而,载台坐标系上的狭缝标记356-1 的位置可转换为加工发射区域PSA内的狭缝标记356-1的位置。因此,控制装置4能够获取与加工发射区域PSA内的狭缝标记356-1的位置和经由狭缝标记356-1而检测的加工光EL的状态的关系相关的信息。即,控制装置4能够获取与加工发射区域PSA内的加工光EL的照射位置和照射至照射位置的加工光EL的状态的关系相关的信息。
若此处所获取的信息表示不论加工发射区域PSA内的加工光EL的照射位置如何,加工光EL的状态均相同(即,无变化),则推测加工光EL的状态为无论在加工发射区域PSA的哪个位置,加工光EL的状态均为相同的理想状态。因而,此时,控制装置4在实际加工工件 W时,也可不与加工光EL的扫描同步地变更加工光EL的状态。另一方面,若此处所获取的信息表示加工光EL的状态根据加工发射区域PSA内的加工光EL的照射位置发生变化,则推测加工光EL的状态并非理想状态。因而,此时,控制装置4在实际加工工件W时,与加工光EL的扫描同步地变更加工光EL的状态。具体而言,控制装置4与加工光EL的扫描同步地变更加工光EL的状态,以使照射至加工发射区域PSA的某位置的加工光EL的状态与照射至加工发射区域PSA内的其他位置的加工光EL的状态的差异变小。控制装置4与加工光EL 的扫描同步地变更加工光EL的状态,以使加工发射区域PSA内的加工光EL的状态的偏差变小。此时,控制装置4也可与加工光EL的扫描同步地变更加工光EL的状态,以使得无论在加工发射区域PSA的哪个位置,加工光EL的状态均为相同。控制装置4也可与加工光EL的扫描同步地变更加工光EL的状态,以使加工发射区域PSA内的加工光EL的状态的偏差消失。另外,即便在加工光EL的状态根据加工发射区域PSA内的加工光EL的照射位置而变化的情况下,控制装置4在实际加工工件W时,也可不与加工光EL的扫描同步地变更加工光EL的状态。
例如,控制装置4也可与加工光EL的扫描同步地变更加工光EL的状态,以满足加工发射区域PSA内的第一位置的加工光EL的点径与加工发射区域PSA内的第二位置的加工光EL 的点径的差值小于规定的容许值(或者变得相同)这一点径条件。此时,控制装置4也可与加工光EL的扫描同步地变更加工光EL的聚焦位置,以满足点径条件。例如,控制装置4也可将加工光EL的聚焦位置变更为对应于加工光EL的照射位置而定的期望值,以满足点径条件。例如,控制装置4也可将加工光EL的聚焦位置变更为对应于加工光EL的每个照射位置而不同或者经最佳化的期望值,以满足点径条件。
例如,控制装置4也可与加工光EL的扫描同步地变更加工光EL的状态,以满足加工发射区域PSA内的第一位置的加工光EL的强度(例如每单位面积的能量的量)与加工发射区域PSA内的第二位置的加工光EL的强度的差值小于规定的容许值(或者变得相同)这一强度条件。此时,控制装置4也可与加工光EL的扫描同步地变更加工光源11所生成的加工光 EL的强度,以满足强度条件。控制装置4也可与加工光EL的扫描同步地变更照射光学系统 121所包括的未图示的强度分布控制构件对加工光EL的强度分布的控制形态,以满足强度条件。
例如,控制装置4也可与加工光EL的扫描同步地变更加工光EL的状态,以满足加工发射区域PSA内的第一位置的加工光EL的强度分布与加工发射区域PSA内的第二位置的加工光EL的强度分布的差值小于规定的容许范围(或者变得相同)这一强度分布条件。此时,控制装置4也可与加工光EL的扫描同步地变更照射光学系统12所包括的未图示的强度分布控制构件对加工光EL的强度分布的控制形态,以满足强度分布条件。
通过以上说明的光状态控制动作,因检流计镜1212以及fθ透镜1213的至少一者的特性引起的加工光EL的状态的偏差得到抑制。因而,加工系统SYSa能够使用状态偏差得到抑制的加工光EL来适当地加工工件W。
所述的说明中,在光状态控制动作中,加工头12对形成狭缝标记356-1的通过区域355 照射加工光EL。但是,加工头12也可对形成与狭缝标记356-1不同的标记356(例如矩形标记356-3)的通过区域355照射加工光EL。即,也可基于经由了与狭缝标记356-1不同的标记 356(例如矩形标记356-3)的加工光EL的受光结果来控制加工光EL的状态。
(1-2-5)检流控制动作
继而,对检流控制动作进行说明。如上所述,检流控制动作是如下所述的动作,即,对检流计镜1212进行控制,以降低因检流计镜1212的温度导致沿着XY平面的面内的加工光EL 的照射位置产生偏差(即,发生变动)的现象即温度漂移的影响。因此,首先,一边参照图20 (a)以及图20(b),一边简单说明因检流计镜1212的温度导致沿着XY平面的面内的加工光EL的照射位置产生偏差的现象。
图20(a)是表示未发生温度漂移的状况下的工件W的表面(即,沿着XY平面的面)上的加工光EL的照射位置的平面图。图20(b)是表示发生了温度漂移的状况下的工件W的表面(即,沿着XY平面的面)上的加工光EL的照射位置的平面图。如图20(a)所示,在未发生温度漂移的情况下,加工光EL在加工发射区域PSA内,能够沿着理想的扫描轨迹来扫描工件W的表面(即,沿着XY平面的面)。具体而言,在未发生温度漂移的情况下,Y扫描镜1212Y对加工光EL的照射位置的移动方向与Y滑动构件332对载台32的移动方向(典型的是,载台坐标系的Y轴方向)相同。同样地,在未发生温度漂移的情况下,X扫描镜1212X 对加工光EL的照射位置的移动方向与X滑动构件331对载台32的移动方向(典型的是,载台坐标系的X轴方向)相同。另一方面,如图20(b)所示,在发生了温度漂移的情况下,加工光EL在加工发射区域PSA内,有可能沿着与理想的扫描轨迹不同的扫描轨迹来扫描工件 W的表面。Y扫描镜1212Y对加工光EL的照射位置的移动方向有可能不会变得与Y滑动构件332对载台32的移动方向相同。同样地,X扫描镜1212X对加工光EL的照射位置的移动方向有可能不会变得与X滑动构件331对载台32的移动方向相同。
即,在发生了温度漂移的情况下,与未发生温度漂移的情况相比,检流计镜1212进行了偏向的加工光EL的照射位置有可能与理想位置(例如,设计上的位置)不同。在发生了温度漂移的情况下,与未发生温度漂移的情况相比,检流计镜1212进行了偏向的加工光EL的扫描轨迹有可能与理想的扫描轨迹(例如,设计上的扫描奇迹)不同。从工件W的适当加工方面来说,如上所述的加工光EL的照射位置与理想位置不同的状态难以说是优选的。
因此,控制装置4基于受光元件352的受光结果来确定检流计镜1212对加工光EL进行偏向的期间内的沿着XY平面的面内的加工光EL的照射位置。然后,控制装置4对检流计镜1212进行控制,以使检流计镜1212对加工光EL进行偏向的期间内的沿着XY平面的面内的加工光EL的照射位置接近理想位置(或者与理想位置一致)。
作为检流控制动作的一部分,控制装置4首先进行照射位置检测动作,所述照射位置检测动作用于利用受光装置35来检测通过检流计镜1212进行了偏向的加工光EL的照射位置。为了进行照射位置检测动作,载台32和/或加工头12移动,以使受光装置35(尤其是狭缝标记356-1)位于加工发射区域PSA内。在此状态下,加工头12利用加工光EL来扫描载台32的表面中的、包含于加工发射区域PSA的面部分。其结果,在加工光EL横切狭缝标记356-1的时机,受光元件352检测到加工光EL。此时,控制装置4从位置测量装置34获取与受光元件352检测到加工光EL的时间点的载台32的位置相关的信息。由于受光装置35被配置于载台32,因此与载台32的位置相关的信息包含与受光装置35的位置(尤其是狭缝标记356- 1的位置)相关的信息。一边在加工发射区域PSA内使受光装置35(尤其是狭缝标记356-1) 移动,一边重复以上的动作。例如,受光元件352接收被照射至加工发射区域PSA内的第一照射位置的加工光EL,并接收被照射至加工发射区域PSA内的第二照射位置的加工光EL。即,受光元件352在载台32移动至第一位置以使狭缝标记356-1位于加工发射区域PSA内的第一照射位置时接收加工光EL,在载台32移动至第二位置以使狭缝标记356-1位于加工发射区域PSA内的第二照射位置时接收加工光EL。其结果,控制装置4能够获取与由检流计镜 1212进行了偏向的加工光EL所照射的多个照射位置相关的信息。即,控制装置4能够获取与沿着XY平面的面内的多个区域各自的加工光EL的照射位置相关的信息。若考虑到依序连结多个照射位置的轨迹为加工光EL的扫描轨迹(即,加工光EL的照射位置的移动方向)的情况,则控制装置4能够获取与由检流计镜1212进行了偏向的加工光EL的扫描轨迹(即,加工光EL的照射位置的移动方向)相关的信息。
在进行了照射位置检测动作后,作为检流控制动作的另一部分,控制装置4进行控制动作,所述控制动作是基于在照射位置检测动作中所获取的信息来实际控制检流计镜1212。具体而言,首先,控制装置4基于在照射位置检测动作中所获取的与加工光EL的照射位置相关的信息,算出检流计镜1212对加工光EL进行偏向的期间内的沿着XY平面的面内的加工光EL的照射位置与理想位置的偏离量。随后,控制装置4对检流计镜1212进行控制,以使所算出的偏离量变小(或者变为零)。例如,控制装置4也可对检流计镜1212所包括的X扫描镜 1212X以及Y扫描镜1212Y的驱动量(具体而言,为摆动量或旋转量)进行控制。其结果,沿着XY平面的面内的加工光EL的照射位置(即,扫描位置)得到修正,而接近理想位置或者与理想位置一致。X轴方向以及Y轴方向中的至少一方向上的加工光EL的照射位置得到修正,而接近理想位置或者与理想位置一致。加工光EL的扫描轨迹得到修正,而接近理想轨迹或者与理想轨迹一致。典型的是,Y扫描镜1212Y对加工光EL的照射位置的移动方向与Y 滑动构件332对载台32的移动方向变得相同。同样地,X扫描镜1212X对加工光EL的照射位置的移动方向与X滑动构件331对载台32的移动方向变得相同。
通过以上所说明的检流控制动作,能够降低因检流计镜1212的温度导致沿着XY平面的面内的加工光EL的照射位置产生偏差(即,发生变动)的现象即温度漂移的影响。因而,加工系统SYS通过将检流计镜1212进行了偏向的加工光EL照射至理想位置,从而能够高精度地加工工件W。另外,也可通过与本例同样的流程来降低因检流计镜1212以外的光学系统(作为一例,为fθ透镜1213)的温度导致沿着XY平面的面内的加工光EL的照射位置产生偏差(即,发生变动)的现象。
所述的说明中,在检流控制动作中,加工头12对形成狭缝标记356-1的通过区域355照射加工光EL。但是,加工头12也可对形成与狭缝标记356-1不同的标记356(例如矩形标记 356-3)的通过区域355照射加工光EL。即,也可基于经由了与狭缝标记356-1不同的标记356 (例如矩形标记356-3)的加工光EL的受光结果来控制检流计镜1212。
(1-3)加工系统SYSa的技术效果
以上说明的加工系统SYSa能够使用受光装置35对加工光EL的受光结果以及测量装置 2对受光装置35的标记356的测量结果中的至少一者来适当地加工工件W。
(2)第二实施方式的加工系统SYSb
继而,对第二实施方式的加工系统SYS(以下,将第二实施方式的加工系统SYS称作“加工系统SYSb”)进行说明。第二实施方式的加工系统SYSb与所述的第一实施方式的加工系统 SYSa相比,不同之处在于,取代载台装置3而包括载台装置3b。加工系统SYSb的其他特征也可与加工系统SYSa的其他特征同样。载台装置3b与载台装置3相比,不同之处在于,取代载台32而包括载台32b。载台装置3b的其他特征也可与载台装置3的其他特征同样。因此,以下,一边参照图21,一边说明第二实施方式的载台32b。图21是表示第二实施方式的载台32b的结构的剖面图。
如图21所示,第二实施方式的载台32b与第一实施方式的载台32相比,不同之处在于,外周面322的至少一部分比起载置面321而位于上方。此时,载台32b中的、包含比起载置面321而位于上方的外周面322的外周构件324b(即,载台32b中的、位于载置面321周围的外周构件324b)形成从载置面321突出的凸部。
如上所述的第二实施方式中,在外周面322(尤其是比起载置面321而位于上方的外周面 322),也形成有配置受光装置35的凹坑323。此时,凹坑323是以与相当于从载置面321突出的凸部的外周构件324b邻接的方式形成。尤其,凹坑323是以被相当于从载置面321突出的凸部的外周构件324b包围的方式形成。
如上所述的第二实施方式的加工系统SYSb能够享有与所述的第一实施方式的加工系统SYSa可享有的效果同样的效果。
(3)第三实施方式的加工系统SYSc
继而,对第三实施方式的加工系统SYS(以下,将第三实施方式的加工系统SYS称作“加工系统SYSc”)进行说明。第三实施方式的加工系统SYSc与所述的第二实施方式的加工系统 SYSb相比,不同之处在于,受光装置35的配置方法不同。加工系统SYSc的其他特征也可与加工系统SYSc的其他特征同样。因此,以下,一边参照图22,一边对第三实施方式的受光装置35的配置方法进行说明。图22是表示第三实施方式的受光装置35的配置方法的剖面图。
如图22所示,第三实施方式中,也可为,受光装置35的一部分被配置于凹坑323,另一方面,受光装置35的另一部分未被配置于凹坑323。即,也可为,受光装置35的一部分被配置于凹坑323的内部,另一方面,受光装置35的另一部分被配置于凹坑323的外部。图22所示的示例中,射束通过构件351被配置于凹坑323的内部,另一方面,受光元件352被配置于凹坑323的外部。
被配置于凹坑323内部的受光装置35的一部分与被配置于凹坑323外部的受光装置35 的另一部分也可经由可传输入射至受光装置35的加工光EL的光传输构件36c而光学连接。例如,图22所示的示例中,被配置于凹坑323内部的射束通过构件351与被配置于凹坑323 外部的受光元件352也可经由光传输构件36c而光学连接。另外,此处所说的“射束通过构件 351与受光元件352经由光传输构件36c而光学连接”的状态也可指“入射至射束通过构件351 的加工光EL可经由光传输构件36c而传输至受光元件352”的状态。光传输构件36c例如也可包括:光导(light guide)361c;光学系统362c,将经由了射束通过构件351的加工光EL(即,经由了配置在凹坑323内部的受光装置35的一部分的加工光EL)导向光导361c的输入端;以及光学系统363c,将来自光导361c的输出端的加工光EL导向受光元件352(即,配置在凹坑323外部的受光装置35的另一部分)。
如上所述的第三实施方式的加工系统SYSb能够享有与所述的第二实施方式的加工系统 SYSb可享有的效果同样的效果。而且,第三实施方式中,受光装置35也可不全部配置于载台32。因此,载台32的小型化以及/简化变得容易。进而,受光装置35的配置的自由度提高。
另外,所述的第一实施方式的加工系统SYSa也可包括第三实施方式特有的构成要件。第三实施方式特有的构成要件也可包含与受光装置35的配置(尤其是受光装置35在凹坑323 外部的配置)相关的构成要件。
(4)第四实施方式的加工系统SYSd
继而,对第四实施方式的加工系统SYS(以下,将第四实施方式的加工系统SYS称作“加工系统SYSd”)进行说明。第四实施方式的加工系统SYSd与所述的第二实施方式的加工系统 SYSb相比,不同之处在于,取代载台装置3b而包括载台装置3d。加工系统SYSd的其他特征也可与加工系统SYSb的其他特征同样。载台装置3d与载台装置3b相比,不同之处在于,取代受光装置35而包括受光装置35d。载台装置3d的其他特征也可与载台装置3b的其他特征同样。因此,以下,一边参照图23,一边说明第四实施方式的受光装置35d。图23是表示第四实施方式的受光装置35d的结构的剖面图。
如图23所示,受光装置35d与受光装置35相比,不同之处在于,也可不包括射束通过构件351。进而,受光装置35d与受光装置35相比,不同之处在于,包括成像光学系统357d。受光装置35d的其他特征也可与受光装置35的其他特征相同。
成像光学系统357d在受光元件352的受光面3521上,形成位于成像光学系统357d的上方(即,与受光面3521为相反侧)的物体的像。即,成像光学系统357d在比起成像光学系统 357d而位于像侧的受光面3521上,形成比起成像光学系统357d而位于物体侧的物体的像。因此,成像光学系统357d与受光元件352被配置成,成像光学系统357d的像面与受光元件 352的受光面3521一致、或者成像光学系统357d的像面位于受光元件352的受光面3521附近。
受光元件352接收在受光面3521上形成像的光。因此,受光元件352实质上也可作为对比起成像光学系统357d位于物体侧的物体进行拍摄的拍摄元件发挥功能。即,受光装置35d 实质上也可作为如下所述的拍摄装置发挥功能,即,对于比起成像光学系统357d位于物体侧的物体,使用受光元件352来相对于所述物体而从载台32侧进行拍摄。
例如,受光元件352也可拍摄加工头12的至少一部分。例如,受光元件352也可拍摄加工头12所包括的照射光学系统121的至少一部分。例如,受光元件352也可拍摄照射光学系统121所包括的光学构件(例如fθ透镜1213)的至少一部分。例如,受光元件352也可拍摄测量头21的至少一部分。
如上所述,加工头12射出加工光EL。此时,受光元件352也可拍摄从加工头12射出的加工光EL。即,受光元件352也可相对于加工头12而从载台32侧拍摄从加工头12射出的加工光EL。如上所述,测量头21射出测量光ML。此时,受光元件352也可拍摄从测量头21 射出的测量光ML。
由受光元件352所得的受光结果(即,作为拍摄元件发挥功能的受光元件352所拍摄的图像)也可被输出至控制装置4。控制装置4也可基于受光元件352所拍摄的图像(即,受光元件352的拍摄结果)来控制加工系统SYSd(例如,加工装置1、测量装置2以及载台装置 3中的至少一个)。例如,在受光元件352拍摄加工头12的情况下,控制装置4也可基于受光元件352的拍摄结果来控制加工光EL的特性。此时,控制装置4也可作为基于受光元件352 的拍摄结果来控制加工光EL的特性的射束特性变更装置发挥功能。例如,在受光元件352拍摄加工光EL的情况下,控制装置4也可基于受光元件352的拍摄结果来控制加工光EL的照射位置。
另外,也可在构成成像光学系统357d的光学构件(透镜等)中的、最靠近入射侧的光学构件,设置可通过测量装置2来测量的标记(即,可作为标记356的一例而利用的标记)。所述标记也可设在成像光学系统357d的有效区域(由拍摄元件3521所接收的光束所通过的区域)之外。而且,也可将所述标记设在外周面322。
如上所述的第四实施方式的加工系统SYSd能够基于可作为拍摄装置发挥功能的受光装置35d的拍摄结果来加工工件W。因而,加工系统SYSd能够基于可根据相当于受光装置35d 的拍摄结果的图像而确定的信息,来适当地加工工件W。
另外,所述的第一实施方式的加工系统SYSa以及第三实施方式的加工系统SYSc的至少一个也可包括第四实施方式特有的构成要件。第四实施方式特有的构成要件也可包含与受光装置35d相关的构成要件。
(5)第五实施方式的加工系统SYSe
继而,对第五实施方式的加工系统SYS(以下,将第五实施方式的加工系统SYS称作“加工系统SYSe”)进行说明。第五实施方式的加工系统SYSe与所述的第二实施方式的加工系统SYSb相比,不同之处在于,取代载台装置3b而包括载台装置3e。加工系统SYSe的其他特征也可与加工系统SYSb的其他特征同样。载台装置3e与载台装置3b相比,不同之处在于,取代受光装置35而包括受光装置35e。载台装置3e的其他特征也可与载台装置3b的其他特征同样。因此,以下,一边参照图24,一边说明第五实施方式的受光装置35e。图24是表示第五实施方式的受光装置35e的结构的剖面图。
如图24所示,受光装置35e与受光装置35相比,不同之处在于,也可不包括射束通过构件351。进而,受光装置35e与受光装置35相比,不同之处在于,包括成像光学系统357e、标识板358e以及成像光学系统359e。受光装置35e的其他特征也可与受光装置35的其他特征相同。
成像光学系统357e在成像光学系统357e的像面形成中间像。在成像光学系统357e的像面上,配置有标识板358e。标识板358e是形成有规定标识的板状构件。如表示标识板358e的一例的平面图即图25(a)所示,标识也可由入射至标识板358e的光可通过的通过图案3581e 所形成。如表示标识板358e的另一例的平面图即图25(b)所示,标识也可由使入射至标识板358e的光衰减(根据情况为遮挡)的衰减图案3582e所形成。成像光学系统359e在受光元件352的受光面3521上形成通过成像光学系统357e而形成有中间像的标识板358e的像(即,由所述的通过图案3581e以及衰减图案3582e中的至少一者所形成的标识的像)。因此,成像光学系统359e与受光元件352被配置成,成像光学系统359e的像面与受光元件352的受光面3521一致、或者成像光学系统359e的像面位于受光元件352的受光面3521的附近。
受光元件352接收在受光面3521上形成像(即,标识板358e的像)的光。因此,受光元件352实质上也可作为对标识板358e的像进行拍摄的拍摄元件(拍摄装置)发挥功能。
由受光元件352所得的受光结果(即,作为拍摄元件发挥功能的受光元件352所拍摄的标识板358e的图像)也可被输出至控制装置4。控制装置4也可基于受光元件352所拍摄的图像(即,受光元件352的拍摄结果)来控制加工系统SYSe(例如,加工装置1、测量装置 2以及载台装置3中的至少一个)。
另外,测量装置2也可将形成于标识板358e的通过图案3581e(或者衰减图案3582e)作为所述标记356的一例,而经由成像光学系统357e来进行测量。
如上所述的第五实施方式的加工系统SYSe能够基于可作为拍摄装置发挥功能的受光装置35e的拍摄结果来加工工件W。因而,加工系统SYSe能够基于可根据相当于受光装置35e 的拍摄结果的图像而确定的信息来适当地加工工件W。
另外,所述的第一实施方式的加工系统SYSa以及第三实施方式的加工系统SYSc至第四实施方式的加工系统SYSd中的至少一个也可包括第五实施方式特有的构成要件。第五实施方式特有的构成要件也可包含与受光装置35e相关的构成要件。
(6)第六实施方式的加工系统SYSf
继而,一边参照图26,一边对第六实施方式的加工系统SYS(以下,将第六实施方式的加工系统SYS称作“加工系统SYSf”)进行说明。图26是表示第六实施方式的加工系统SYSf的系统结构的系统结构图。
如图26所示,第六实施方式的加工系统SYSf与所述的第一实施方式的加工系统SYSa相比,不同之处在于,取代载台装置3而包括载台装置3f。进而,加工系统SYSf与加工系统 SYSa相比,不同之处在于,还包括气体供给装置6f。加工系统SYSf的其他特征也可与加工系统SYSa的其他特征同样。载台装置3f与载台装置3相比,不同之处在于,取代载台32而包括载台32f。进而,载台装置3f与载台装置3相比,不同之处在于,包括罩构件37f。载台装置3f的其他特征也可与载台装置3的其他特征同样。因此,以下,一边参照图27,一边说明第六实施方式的加工系统SYSf特有的载台32f、罩构件37f以及气体供给装置6f。图27是表示包括罩构件37f的载台32f的结构的剖面图。
如图27所示,罩构件37f覆盖受光装置35的至少一部分。尤其,罩构件37f覆盖射束通过构件351的至少一部分。当罩构件37f覆盖射束通过构件351时,由于包含射束通过构件351的受光装置35被形成于载台32的凹坑323中,因此罩构件37f也可覆盖凹坑323。此时,罩构件37f在凹坑323的内部,在与射束通过构件351之间形成空间。在凹坑323的内部,罩构件37f与射束通过构件351所形成的空间也可与凹坑323的外部空间隔开(换言之,分离)。典型的是,在凹坑323的内部,罩构件37f与射束通过构件351所形成的空间也可在凹坑323 的外部与加工光EL所通过的空间隔开。另外,图27所示的示例中,罩构件37f的上表面与载台装置3f的外周面322齐平,但罩构件37f的上表面也可位于凹坑323的内部,罩构件37f 的上表面还可从外周面322突出。
这样,当罩构件37f覆盖射束通过构件351时,多余物质向射束通过构件351f的附着得以防止。另外,作为有可能附着于射束通过构件351f的多余物质的一例,可列举因加工光EL 向工件W的照射而产生的烟雾以及存在于框体5的内部空间的碎屑(debris)等中的至少一种。此处,也可将扩散至工件W的周围环境中的多余物质称作烟雾。也可将附着于框体5的内部以及位于框体5内部的构成构件的至少一者的多余物质称作碎屑。
当有多余物质附着于射束通过构件351f时,形成于射束通过构件351f的开口353(通过区域355)有可能被多余物质至少局部掩盖或堵塞。其结果,会产生如下所述的技术问题,即,有可能对受光元件352对经由了开口353(通过区域355)的加工光EL的受光产生影响。进而,会产生如下所述的技术问题,即,有可能对测量装置2对由通过区域355所形成的标记 356的测量产生影响。但是,第六实施方式中,多余物质向射束通过构件351f的附着得以防止。其结果,对受光元件352对经由了开口353(通过区域355)的加工光EL的受光产生影响的可能性变小。其结果,受光元件352能够适当地接收加工光EL。而且,对测量装置2对由通过区域355所形成的标记356的测量产生影响的可能性变小。其结果,测量装置2能够适当地测量标记356。因此,加工系统SYSf能够基于加工光EL的受光结果以及测量头21对受光装置35的测量结果来适当地加工工件W。
若考虑到开口353(通过区域355)被多余物质至少局部掩盖或堵塞的现象是产生所述技术问题的原因之一的情况,则罩构件37f也可至少覆盖形成于射束通过构件351f的开口353 (通过区域355)。若考虑到由开口353(通过区域355)形成标记356的情况,则罩构件37f 也可至少覆盖标记356。另外,如表示罩构件37f的另一例的图28所示,罩构件37f也可独立地包括:罩构件37f-1,覆盖测量装置2所测量的标记356(即,形成标记356的通过区域355);以及罩构件37f-2,覆盖加工光EL所照射的标记356(即,加工光EL所通过的通过区域355)。例如,所述的说明中,通过测量装置2来测量十字标记356-4,另一方面,对狭缝标记356-1、精细标记356-2、矩形标记356-3以及搜索标记356-5照射加工光EL。因此,罩构件37f也可独立地包括:罩构件37f-1,覆盖十字标记356-4;以及罩构件37f-2,覆盖狭缝标记356-1、精细标记356-2、矩形标记356-3以及搜索标记356-5中的至少一个。
若罩构件37f持续覆盖射束通过构件351,则加工装置1无法对形成于射束通过构件351 的通过区域355照射加工光EL。同样地,测量装置2无法对形成于射束通过构件351的标记 356进行测量。因此,罩构件37f的状态也可在罩构件37f覆盖射束通过构件351的第一状态与罩构件37f不覆盖射束通过构件351的第二状态之间切换。换言之,罩构件37f也可在罩构件37f可覆盖射束通过构件351的第一位置、与罩构件37f不覆盖射束通过构件351的第二位置之间移动。另外,图27表示了处于第一状态(即,处于第一位置)的罩构件37f。另一方面,图29(a)以及图29(b)表示了处于第二状态(即,处于第二位置)的罩构件37f。
在加工装置1对工件W照射加工光EL时(即,在加工装置1对工件W照射加工光EL 的期间的至少一部分),罩构件37f也可位于罩构件37f覆盖射束通过构件351的第一位置。另一方面,在加工装置1对射束通过构件351照射加工光EL时(即,在加工装置1对射束通过构件351照射加工光EL的期间的至少一部分),罩构件37f也可位于罩构件37f不覆盖射束通过构件351的第二位置。罩构件37f在受光元件352接收来自加工装置1的加工光EL时 (即,在受光元件352接收来自加工装置1的加工光EL的期间的至少一部分),也可位于第二位置。罩构件37f也可在测量装置2测量标记356时(即,在测量装置2对标记356进行测量的期间的至少一部分)位于第二位置。其结果,罩构件37f的存在不会对加工系统SYSf的动作造成影响。
作为供罩构件37f移动的动力,也可使用从气体供给装置6f供给的气体。此时,罩构件 37f也可包括将空气的力转换为动力的构件(例如气缸)。但是,作为供罩构件37f移动的动力,也可使用其他的动力。
气体供给装置6f也可对凹坑323的内部空间供给气体。具体而言,气体供给装置6f经由气体供给管326f而与形成在载台32f中的面向凹坑323的部分的气体供给口325f相连接。气体供给装置6f也可经由气体供给管326f以及气体供给口325f来对凹坑323的内部空间供给气体。此时,如图27以及图29所示,气体供给装置6f也可对面向射束通过构件351的上表面的空间(即,射束通过构件351的加工头12侧的空间)供给气体。
当对凹坑323的内部空间(尤其是面向射束通过构件351的上表面的空间)供给气体时,通过所述气体,在凹坑323的内部空间形成气流。其结果,通过所述气流,多余物质向射束通过构件351的附着得以防止。进而,通过所述气流,已附着于射束通过构件351的多余物质被去除。
另外,气体供给装置6f也可在加工装置1对工件W照射加工光EL时(即,在加工装置1对工件W照射加工光EL的期间的至少一部分),对凹坑323的内部空间供给气体。气体供给装置6f也可在加工装置1未对工件W照射加工光EL的期间停止气体的供给。
如上所述的第六实施方式的加工系统SYSf能够享有与所述的第一实施方式的加工系统 SYSa可享有的效果同样的效果。进而,根据加工系统SYSf,多余物质附着于射束通过构件 351f的可能性变小。因此,加工系统SYSf能够不受多余物质的影响而适当地加工工件W。即,加工系统SYSf能够基于受光装置35对加工光EL的受光结果以及测量头21对受光装置 35的测量结果来适当地加工工件W。
另外,所述的说明中,加工系统SYSf包括罩构件37f以及气体供给装置6f这两者。但是,也可为,加工系统SYSf包括罩构件37f,另一方面,不包括气体供给装置6f。也可为,加工系统SYSf包括气体供给装置6f,另一方面,不包括罩构件37f。
而且,若考虑到开口353(通过区域355)被多余物质至少局部掩盖或堵塞的现象是产生所述技术问题的原因之一,则也可形成多个相同特性的开口353(相同特性的通过区域355)。即,也可形成多个相同特性的标记356。此时,即便一个开口353(一个通过区域355、一个标记356)被多余物质至少局部掩盖或堵塞,只要与一个开口353(一个通过区域355、一个标记356)为相同特性的另一开口353(另一通过区域355、另一标记356)未被多余物质掩盖或未被堵塞,便不会产生所述技术问题。其原因在于,加工系统SYSf能够使用未被多余物质掩盖或未被堵塞的另一开口353(另一通过区域355、另一标记356)来进行所述的动作。
而且,所述的第二实施方式的加工系统SYSb至第五实施方式的加工系统SYSe的至少一个也可包括第六实施方式特有的构成要件。第六实施方式特有的构成要件也可包含与罩构件 37f以及气体供给装置6f相关的构成要件。
(7)第七实施方式的加工系统SYSg
继而,对第七实施方式的加工系统SYS(以下,将第七实施方式的加工系统SYS称作“加工系统SYSg”)进行说明。第七实施方式的加工系统SYSg与所述的第一实施方式的加工系统 SYSa相比,不同之处在于,取代加工装置1而包括加工装置1g。加工系统SYSg的其他特征也可与加工系统SYSa的其他特征同样。加工装置1g与加工装置1相比,不同之处在于,取代加工头12而包括加工头12g。加工装置1g的其他特征也可与加工装置1的其他特征同样。加工头12g与加工头12相比,不同之处在于,取代照射光学系统121而包括照射光学系统121g。加工头12g的其他特征也可与加工头12的其他特征同样。因此,以下,一边参照图30,一边说明第七实施方式的照射光学系统121g。图30是表示第七实施方式的照射光学系统121g 的结构的立体图。
如图30所示,照射光学系统121g与照射光学系统121相比,不同之处在于,取代检流计镜1212而包括检流计镜1212g。照射光学系统121g的其他特征也可与照射光学系统121的其他特征同样。
与包括单个X扫描镜1212X和单个Y扫描镜1212Y的检流计镜1212的不同之处在于,检流计镜1212g包括两个X扫描镜1212X和两个Y扫描镜1212Y。具体而言,检流计镜1212g 包括X扫描镜1212X#1、X扫描镜1212X#2、Y扫描镜1212Y#1以及Y扫描镜1212Y#2。来自聚焦变更光学系统1211的加工光EL依序经由X扫描镜1212X#1、Y扫描镜1212Y#1、Y 扫描镜1212Y#2以及X扫描镜1212X#2而入射至fθ透镜1213。而且,X扫描镜1212X#2以及Y扫描镜1212Y#2分别位于偏离fθ透镜1213的入射光瞳面PP的场所。以下,对如上所述的包括两个X扫描镜1212X与两个Y扫描镜1212Y的检流计镜1212g的动作进行说明。
首先,当X扫描镜1212X#2旋转或摆动时,工件W的表面上的加工光EL的照射位置沿着X轴方向发生变化,并且,加工光EL的行进方向(即,从照射光学系统121g的射出方向) 沿着θY方向(即,绕Y轴的旋转方向)发生变化。其原因在于,X扫描镜1212X#2位于偏离fθ透镜1213的入射光瞳面PP的场所。其结果,加工光EL有可能不朝适当的射出方向(例如,加工光EL可垂直入射至工件W的表面的方向)射出。因此,对应于X扫描镜1212X#2 的旋转或摆动,X扫描镜1212X#1进行旋转或摆动,以从照射光学系统121g朝向所期望的射出方向射出加工光EL。此时,也可视为:X扫描镜1212X#2主要变更加工光EL的照射位置,另一方面,X扫描镜1212X#1主要变更加工光EL的射出方向。即,也可视为:X扫描镜 1212X#2主要作为对加工光EL的照射位置进行变更(即,使其移动)的照射位置移动构件发挥功能,另一方面,X扫描镜1212X#1主要作为对加工光EL的射出方向进行变更的射出方向变更构件发挥功能。此时,加工光EL依序经由了作为射出方向变更构件发挥功能的X扫描镜1212X#1与作为照射位置移动构件发挥功能的X扫描镜1212X#2之后,经由入射光瞳面 PP而入射至fθ透镜1213。因此,典型的是,入射光瞳面PP与X扫描镜1212X#1之间的距离(具体而言,为沿着加工光EL的光路的距离,以下在第七实施方式中相同)大于入射光瞳面PP与X扫描镜1212X#2之间的距离。
但是,当X扫描镜1212X#1旋转时,不仅加工光EL的射出方向沿着θY方向发生变化,而且工件W的表面上的加工光EL的照射位置沿着X轴方向发生变化。此处,X扫描镜 1212X#1与X扫描镜1212X#2距入射光瞳面PP的距离互不相同,因此X扫描镜1212X#1与 X扫描镜1212X#2的、每单位旋转量的加工光EL的射出方向的变化与加工光EL的照射位置的变化之比互不相同。因而,通过X扫描镜1212X#2,能够降低或抵消因X扫描镜1212X#1 的旋转或摆动引起的加工光EL的照射位置的变动,且能够将加工光EL的照射位置设定为工件W上的期望位置。
同样地,当Y扫描镜1212Y#2旋转或摆动时,工件W的表面上的加工光EL的照射位置沿着Y轴方向发生变化,并且,加工光EL的行进方向(即,从照射光学系统121g的射出方向)沿着θX方向(即,绕X轴的旋转方向)发生变化。其原因在于,Y扫描镜1212Y#2位于偏离fθ透镜1213的入射光瞳面PP的场所。其结果,加工光EL有可能不朝适当的射出方向(例如,加工光EL可垂直入射至工件W的表面的方向)射出。因此,对应于Y扫描镜 1212Y#2的旋转或摆动,Y扫描镜1212Y#1进行旋转或摆动,以从照射光学系统121g朝向所期望的射出方向射出加工光EL。此时,也可视为:Y扫描镜1212Y#2主要变更加工光EL的照射位置,另一方面,Y扫描镜1212Y#1主要变更加工光EL的射出方向。即,也可视为:Y 扫描镜1212Y#2主要作为对加工光EL的照射位置进行变更(即使其移动)的照射位置移动构件发挥功能,另一方面,Y扫描镜1212Y#1主要作为对加工光EL的射出方向进行变更的射出方向变更构件发挥功能。此时,加工光EL在依序经由了作为射出方向变更构件发挥功能的Y扫描镜1212Y#1与作为照射位置移动构件发挥功能的Y扫描镜1212Y#2之后,经由入射光瞳面PP而入射至fθ透镜1213。因此,典型的是,入射光瞳面PP与Y扫描镜1212Y#1 之间的距离大于入射光瞳面PP与Y扫描镜1212Y#2之间的距离。
但是,当Y扫描镜1212Y#1旋转时,不仅加工光EL的射出方向沿着θX方向发生变化,而且工件W的表面上的加工光EL的照射位置沿着Y轴方向发生变化。此处,由于Y扫描镜1212Y#1与Y扫描镜1212Y#2距入射光瞳面PP的距离互不相同,因此Y扫描镜1212Y#1与 Y扫描镜1212Y#2的、每单位旋转量的加工光EL的射出方向的变化与加工光EL的照射位置的变化之比互不相同。因而,Y扫描镜1212Y#2能够降低或抵消因Y扫描镜1212Y#1的旋转或摆动引起的加工光EL的照射位置的变动,且能够将加工光EL的照射位置设定为工件W上的期望位置。
控制装置4也可基于受光装置35对加工光EL的受光结果来控制检流计镜1212g。具体而言,控制装置4也可基于受光装置35对加工光EL的受光结果来算出来自照射光学系统121g的加工光EL的射出方向。控制装置4也可对检流计镜1212g进行控制,以使所算出的射出方向成为期望方向。
为了基于受光装置35对加工光EL的受光结果来算出加工光EL的射出方向,控制装置4 也可变更加工头12(尤其是照射光学系统121g)与受光装置35(尤其是通过区域355)之间的距离,且每当变更所述距离时,进行获取受光元件352经由相同的通过区域355而接收到加工光EL的时间点的载台32的位置(具体而言,X轴方向以及Y轴方向的各方向上的位置)的动作。即,控制装置4也可一边变更加工头12与受光装置35之间的距离,一边多次进行变更加工头12与受光装置35之间的距离且获取受光元件352经由相同的通过区域355而接收到加工光EL的时间点的载台32的位置的动作。其结果,控制装置4能够基于多次获取的载台32的位置来算出加工光EL的射出方向(典型的是,加工光EL相对于工件W或射束通过构件351的表面的入射角度)。典型的是,连结所获取的载台32的位置的线相当于沿着加工光EL的射出方向的线。
另外,控制装置4也可不基于受光装置35对加工光EL的受光结果而控制检流计镜1212g。例如,控制装置4也可基于与进行去除加工的范围相关的信息来控制检流计镜1212g。
如上所述的第七实施方式的加工系统SYSg能够享有与所述的第一实施方式的加工系统 SYSa可享有的效果同样的效果。
另外,所述的第二实施方式的加工系统SYSb至第六实施方式的加工系统SYSf的至少一个也可包括第七实施方式特有的构成要件。第七实施方式特有的构成要件也可包含与照射光学系统121g相关的构成要件。
(8)第八实施方式的加工系统SYSh
继而,一边参照图31,一边对第八实施方式的加工系统SYS(以下,将第八实施方式的加工系统SYS称作“加工系统SYSh”)进行说明。图31是表示第八实施方式的加工系统SYSh的系统结构的系统结构图。
如图31所示,第八实施方式的加工系统SYSh与所述的第一实施方式的加工系统SYSa 相比,不同之处在于,取代加工装置1以及测量装置2而包括加工装置1h以及测量装置2h。加工系统SYSh的其他特征也可与加工系统SYSa的其他特征同样。
加工装置1h与加工装置1相比,不同之处在于,包括多个加工头12。进而,加工装置1h 与加工装置1相比,不同之处在于,包括使多个加工头12分别移动的多个头驱动系统13。但是,加工装置1h也可包括使至少两个加工头12统一移动的头驱动系统13。进而,加工装置1h与加工装置1相比,不同之处在于,包括分别测量多个加工头12的位置的多个位置测量装置14。但是,加工装置1h也可包括统一测量至少两个加工头12的位置的位置测量装置14。加工装置1h的其他特征也可与加工装置1的其他特征同样。
测量装置2h与测量装置2相比,不同之处在于,包括多个测量头21。多个测量头21的特性(例如,测量方法、测量发射区域MSA的大小以及测量精度中的至少一个)也可彼此相同。也可为,多个测量头21中的至少两个的特性互不相同。进而,测量装置2h与测量装置2相比,不同之处在于,包括使多个测量头21分别移动的多个头驱动系统22。但是,测量装置2h也可包括使至少两个测量头21统一移动的头驱动系统22。进而,测量装置2h与测量装置2相比,不同之处在于,包括分别测量多个测量头21的位置的多个位置测量装置23。但是,测量装置2h也可包括统一测量至少两个测量头21的位置的位置测量装置23。测量装置2h的其他特征也可与测量装置2的其他特征同样。
如上所述的第八实施方式的加工系统SYSh能够享有与所述的第一实施方式的加工系统 SYSa可享有的效果同样的效果。进而,加工系统SYSh能够经由多个加工头12来对工件W 的多个部位同时照射多个加工光EL。其结果,与工件W的加工相关的生产率提高。进而,加工系统SYSh能够使用多个测量头21来适当地测量工件W。
另外,在加工系统SYSh包括多个加工头12的情况下,在所述的B-CHK动作中,控制装置4也可测量跟多个加工头12分别对应的多个加工原点PO各自与装置原点AO之间的距离。同样地,在加工系统SYSh包括多个测量头21的情况下,在所述的B-CHK动作中,控制装置4也可测量跟多个测量头21分别对应的多个测量原点MO各自与装置原点AO之间的距离。
而且,加工系统SYSh也可包括:包括多个加工头12的加工装置1h、以及包括单个测量头21的测量装置2。加工系统SYSh也可包括:包括多个测量头21的测量装置2h、以及包括单个加工头12的加工装置1。
而且,所述的第二实施方式的加工系统SYSb至第七实施方式的加工系统SYSg的至少一个也可包括第八实施方式特有的构成要件。第八实施方式特有的构成要件也可包含与多个加工头12以及多个测量头21相关的构成要件。
(9)第九实施方式的加工系统SYSi
继而,一边参照图32,一边对第九实施方式的加工系统SYS(以下,将第九实施方式的加工系统SYS称作“加工系统SYSi”)进行说明。图32是表示第九实施方式的加工系统SYSi的系统结构的系统结构图。
如图32所示,第九实施方式的加工系统SYSi与所述的第八实施方式的加工系统SYSh相比,不同之处在于,取代加工装置1h而包括加工装置1i。加工系统SYSi的其他特征也可与加工系统SYSh的其他特征同样。
加工装置1i与加工装置1h相比,不同之处在于,包括分别生成从多个加工头12分别射出的多个加工光EL的多个加工光源11。加工装置1i的其他特征也可与加工装置1h的其他特征同样。
多个加工光源11也可分别生成特性相同的多个加工光EL。或者,也可为,多个加工光源 11中的至少两个分别生成特性不同的至少两个加工光EL。例如,多个加工光源11也可包含:生成发光时间为纳秒级的加工光EL的加工光源11、生成发光时间为皮秒级的加工光EL的加工光源11、以及生成发光时间为飞秒级的加工光EL的加工光源11。发光时间越短,加工光 EL对工件W的加工精度越提高,因此加工系统SYSi也可使用发光时间为纳秒级的加工光EL 来粗略地加工工件W,使用发光时间为皮秒级的加工光EL来精细地加工工件W,并使用发光时间为飞秒级的加工光EL来对工件W进行精加工。
如上所述的第九实施方式的加工系统SYSi能够享有与所述的第八实施方式的加工系统 SYSh可享有的效果同样的效果。进而,加工系统SYSi能够使用特性不同的多个加工光EL来适当地加工工件W。
另外,所述的第二实施方式的加工系统SYSb至第七实施方式的加工系统SYSg的至少一个也可包括第九实施方式特有的构成要件。第九实施方式特有的构成要件也可包含与多个加工光源11相关的构成要件。
(10)第十实施方式的加工系统SYSj
继而,对第十实施方式的加工系统SYS(以下,将第十实施方式的加工系统SYS称作“加工系统SYSj”)进行说明。第十实施方式的加工系统SYSj与所述的第一实施方式的加工系统 SYSa相比,不同之处在于,也可通过对工件W照射加工光EL来进行工件W的附加加工。例如,加工系统SYSj也可通过进行附加加工而在工件W上形成三维结构物ST。
作为一例,加工系统SYSj例如也可进行基于激光金属沉积法(Laser MetalDeposition, LMD)的附加加工。此时,加工系统SYSj也可通过利用加工光EL来加工造形材料M而形成造形物。造形材料M是可通过规定强度以上的加工光EL的照射而熔融的材料。作为如上所述的造形材料M,例如可使用金属性的材料以及树脂性的材料中的至少一者。但是,作为造形材料M,也可使用与金属性的材料以及树脂性的材料不同的其他材料。造形材料M为粉状的、或粒状的材料。即,造形材料M为粉粒体。但是,造形材料M也可并非粉粒体。例如,作为造形材料M,也可使用线状的造形材料以及气态的造形材料中的至少一者。但是,加工系统SYSj也可通过进行基于其他附加加工法的附加加工来形成三维结构物ST。
进行基于激光金属沉积法的附加加工的第十实施方式的加工系统SYSj的一例如图33以及图34所示。图33是表示第十实施方式的加工系统SYSj的系统结构的系统结构图。图34 是表示第十实施方式的加工系统SYSj的外观的立体图。如图33以及图34所示,第十实施方式的加工系统SYSj与所述的第一实施方式的加工系统SYSa相比,不同之处在于,取代加工装置1而包括加工装置1j。加工系统SYSj与加工系统SYSa相比,不同之处在于,包括材料供给源8j。加工系统SYSj的其他特征也可与加工系统SYSa的其他特征同样。
加工装置1j与加工装置1相比,不同之处在于,取代加工头12而包括加工头12j。加工装置1j的其他特征也可与加工装置1的其他特征同样。加工头12j与加工头12相比,不同之处在于,还包括材料喷嘴122j。加工头12j的其他特征也可与加工头12的其他特征同样。
材料喷嘴122j供给(例如射出、喷射、喷出或喷吹)造形材料M。因此,材料喷嘴122j也可被称作材料供给装置。具体而言,材料喷嘴122j经由未图示的供给管而与作为造形材料 M的供给源的材料供给源8j物理连接。材料喷嘴122j供给从材料供给源8j供给的造形材料 M。材料喷嘴122j相对于照射光学系统121而对位,以朝向来自照射光学系统121的加工光 EL的照射位置(即,目标照射区域EA)供给造形材料M。另外,也可为,材料喷嘴122j与照射光学系统121经对位,以使材料喷嘴122j对通过从照射光学系统121射出的加工光EL 而形成的熔融池供给造形材料M。另外,材料喷嘴122j也可不对熔融池供给造形材料M。例如,加工系统SYSj也可在来自材料喷嘴122j的造形材料M到达工件W之前通过来自照射光学系统121的加工光EL来使所述造形材料M熔融,使已熔融的造形材料M附着于工件W。
如上所述的第十实施方式的加工系统SYSj能够对工件W适当地进行附加加工。进而,加工系统SYSj与所述的第一实施方式的加工系统SYSh同样地,能够基于受光装置35对加工光EL的受光结果以及测量头21对受光装置35的测量结果来对工件W适当地进行附加加工。
另外,进行附加加工的加工系统SYSj也可包括在所述的第四实施方式等中所说明的、可作为拍摄装置发挥功能的受光装置35d来作为受光装置35。此时,例如受光元件352也可拍摄材料喷嘴122j的至少一部分。控制装置4也可基于材料喷嘴122j的至少一部分的拍摄结果来控制加工系统SYSj。控制装置4也可基于材料喷嘴122j的至少一部分的拍摄结果来输出与材料喷嘴122j的状态相关的信息。此时,控制装置4也可作为输出与材料喷嘴122j的状态相关的信息的信息输出装置发挥功能。例如,受光元件352也可拍摄从材料喷嘴122j供给的造形材料M的至少一部分。控制装置4也可基于造形材料M的至少一部分的拍摄结果来控制加工系统SYSj。例如,控制装置4也可基于造形材料M的至少一部分的拍摄结果,来变更(即,控制)从材料供给源8j经由材料喷嘴122j的造形材料M的供给形态。造形材料M的供给形态也可包含造形材料M的供给量以及造形材料M的供给时机(供给时期)的至少一者。此时,控制装置4也可作为变更造形材料M的供给形态的材料供给形态变更装置发挥功能。
而且,加工系统SYSj也可包括进行去除加工的加工装置1(或者加工头12)与进行附加加工的加工装置1j(或者加工头12j)这两者。加工系统SYSj也可不包括测量装置2。
而且,所述的第二实施方式的加工系统SYSb至第九实施方式的加工系统SYSi的至少一个也可包括第十实施方式特有的构成要件。第十实施方式特有的构成要件也可包含与附加加工相关的构成要件。
(11)第十一实施方式的加工系统SYSk
继而,对第十一实施方式的加工系统SYS(以下,将第十一实施方式的加工系统SYS称作“加工系统SYSk”)进行说明。第十一实施方式的加工系统SYSk与所述的第一实施方式的加工系统SYSa相比,不同之处在于,也可除了加工光EL以外或者取代加工光EL,而使用用于对工件W进行机械加工的工具123k(参照后述的图35以及图36)来加工工件W。即,加工系统SYSk与加工系统SYSa相比,不同之处在于,也可对工件W进行机械加工。例如,加工系统SYSk也可通过使工具123k接触至工件W来对工件W进行切削加工、磨削加工、研磨加工或切断加工。例如,加工系统SYSk也可对工件W进行机械加工,以使工件W的形状成为所期望的形状。例如,加工系统SYSk也可对工件W进行机械加工,以对工件W形成所期望的结构。例如,加工系统SYSk也可对工件W进行机械加工,以对工件W的表面形成所期望的结构。例如,加工系统SYSk也可对工件W进行机械加工,以对工件W的表面进行研磨。
如上所述的第十一实施方式的加工系统SYSk的一例如图35以及图36所示。图35是表示第十一实施方式的加工系统SYSk的系统结构的框图。图36是表示第十一实施方式的加工系统SYSk的结构的剖面图。如图35以及图36所示,加工系统SYSk与加工系统SYSa相比,不同之处在于,也可不包括加工光源11。进而,加工系统SYSk与加工系统SYSa相比,不同之处在于,也可不包括照射光学系统121。具体而言,加工系统SYSk与加工系统SYSa相比,不同之处在于,取代包括包含照射光学系统121的加工头12的加工装置1,而包括加工装置1k,所述加工装置1k包括不包含照射光学系统121的加工头12k。即,加工系统SYSk与加工系统SYSa相比,不同之处在于,也可不包括用于对工件W照射加工光EL的构成要件。进而,加工系统SYSk与加工系统SYSa相比,不同之处在于,取代加工头12而包括包含工具 123k的加工头12k。加工系统SYSk的其他特征也可与加工系统SYSa的其他特征同样。
如上所述的第十一实施方式的加工系统SYSk能够对工件W适当地进行机械加工。进而,加工系统SYSk也可基于由受光装置35所得的受光结果以及测量头21对受光装置35的测量结果来对工件W进行机械加工。
另外,进行机械加工的加工系统SYSk也可包括在所述的第四实施方式等中所说明的、可作为拍摄装置发挥功能的受光装置35d来作为受光装置35。此时,例如受光元件352也可拍摄工具123k的至少一部分。控制装置4也可基于工具123k的至少一部分的拍摄结果来控制加工系统SYSk。例如,控制装置4也可基于工具123k的至少一部分的拍摄结果来变更(即,控制)工具123k的移动路径(即,工具123k的加工路径即所谓的加工路线(path))。此时,控制装置4也可作为对工具123k的加工路径进行变更的路径变更装置发挥功能。
而且,加工系统SYSk也可包括进行去除加工的加工装置1(或者加工头12)、与进行机械加工的加工装置1k(或者加工头12k)这两者。加工系统SYSk也可不包括测量装置2。
而且,所述的第二实施方式的加工系统SYSb至第十实施方式的加工系统SYSj的至少一个也可包括第十一实施方式特有的构成要件。第十一实施方式特有的构成要件也可包含与机械加工相关的构成要件。
(12)变形例
所述的说明中,加工系统SYS是通过对工件W照射加工光EL来加工工件W。但是,加工系统SYS也可通过对工件W照射任意的能量射束来加工工件W。此时,加工系统SYS也可除了加工光源11以外或者取代加工光源11,而包括可照射任意的能量射束的射束源。作为任意的能量射束的一例,可列举带电粒子束以及电磁波等中的至少一者。作为带电粒子束的一例,可列举电子束以及聚焦离子束等中的至少一者。
(13)附注
关于以上说明的实施方式,进而公开以下的附注。
[附注1]
一种罩构件,被用于加工系统,所述加工系统包括将来自射束源的能量射束照射至物体的照射装置,对所述物体进行加工,其中
所述罩构件覆盖使朝向接收所述能量射束的受光部的所述能量射束通过的通过区域。
[附注2]
根据附注1所述的罩构件,其中
所述罩构件在覆盖所述通过区域的第一位置与不覆盖所述通过区域的第二位置之间移动。
[附注3]
根据附注2所述的罩构件,其中
在对所述物体照射所述能量射束时,所述罩构件位于所述第一位置,
在由所述受光部来接收所述能量射束时,所述罩构件位于所述第二位置。
[附注4]
根据附注1至3中任一项所述的罩构件,其中
所述加工系统包括利用测量射束来测量所述物体的测量装置,
所述罩构件覆盖由所述测量装置来测量且与所述通过区域具有规定的位置关系的标记。
[附注5]
一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:
载置装置,载置所述物体;
照射装置,对所述物体照射所述能量射束;以及
受光装置,接收所述能量射束,
所述受光装置中的至少一部分位于形成于所述载置装置的凹坑的内部。
[附注6]
根据附注5所述的加工系统,其中
所述受光装置包括:射束通过构件,包括使所述能量射束通过的通过区域;以及受光部,接收通过了所述通过区域的所述能量射束。
[附注7]
根据附注6所述的加工系统,其中
具有使所述能量射束衰减且与所述通过区域邻接地配置的衰减区域。
[附注8]
根据附注6或7所述的加工系统,其中
所述射束通过构件是以所述通过区域比起载置所述物体的载置面位于下方的方式而配置于所述凹坑。
[附注9]
根据附注6至8中任一项所述的加工系统,其中
所述射束通过构件比起朝向所述照射装置侧的凹坑的开口而位于与所述照射装置为相反侧。
[附注10]
根据附注6至9中任一项所述的加工系统,还包括:
罩构件,覆盖所述射束通过构件的所述通过区域。
[附注11]
根据附注10所述的加工系统,其中
所述罩构件在覆盖所述通过区域的第一位置与不覆盖所述通过区域的第二位置之间移动。
[附注12]
根据附注11所述的加工系统,其中
在对所述物体照射所述能量射束时,所述罩构件位于所述第一位置,
在由所述受光部来接收所述能量射束时,所述罩构件位于所述第二位置。
[附注13]
根据附注10至12中任一项所述的加工系统,其中
所述罩构件覆盖所述射束通过构件。
[附注14]
根据附注5至13中任一项所述的加工系统,其中
所述凹坑形成于与载置所述物体的载置面不同的区域。
[附注15]
根据附注5至14中任一项所述的加工系统,其中
所述载置装置包括凸部,所述凸部形成于与载置所述物体的载置面不同的区域,
所述凹坑与所述凸部邻接。
[附注16]
根据附注15所述的加工系统,其中
所述凹坑被所述凸部包围。
[附注17]
根据附注5至16中任一项所述的加工系统,还包括:
射束收聚位置变更装置,沿着所述能量射束的行进方向来变更所述能量射束的收聚位置,
所述射束收聚位置变更装置使用关于载置所述物体的载置面与所述受光部中的至少一部分的沿着所述行进方向的距离的信息,来变更所述收聚位置。
[附注18]
根据附注5至17中任一项所述的加工系统,其中
所述衰减区域屏蔽所述能量射束。
[附注19]
根据附注5至18中任一项所述的加工系统,其中
所述通过区域不使所述能量射束衰减。
[附注20]
一种加工系统,对物体进行加工,所述加工系统包括:
载置装置,载置所述物体;
加工装置,对所述物体进行加工;以及
拍摄装置,被设于所述载置装置,拍摄所述加工装置的至少一部分。
[附注21]
一种加工系统,对物体进行加工,所述加工系统包括:
载置装置,载置所述物体;
加工装置,对所述物体进行加工;以及
拍摄装置,对于所述加工装置的至少一部分,相对于所述加工装置的所述至少一部分而从所述载置装置侧进行拍摄。
[附注22]
根据附注20或21所述的加工系统,其中
所述加工装置包括对所述物体照射能量射束的照射光学系统,
所述拍摄装置拍摄所述照射光学系统所具有的光学构件。
[附注23]
根据附注22所述的加工系统,还包括:
射束特性变更装置,基于所述拍摄装置得到的拍摄结果来变更所述能量射束的特性。
[附注24]
根据附注20至23中任一项所述的加工系统,其中
所述加工装置包括:照射光学系统,对所述物体照射能量射束;以及材料供给装置,朝向所述能量射束的照射位置供给材料,
所述拍摄装置拍摄所述材料供给装置的一部分。
[附注25]
根据附注24所述的加工系统,还包括:
信息输出装置,基于所述拍摄装置得到的拍摄结果来输出关于所述材料供给装置的状态的信息。
[附注26]
根据附注20至25中任一项所述的加工系统,其中
所述加工装置包括:照射光学系统,对所述物体照射能量射束;以及材料供给装置,朝向所述能量射束的照射位置供给材料,
所述拍摄装置拍摄来自所述材料供给装置的所述材料。
[附注27]
根据附注26所述的加工系统,还包括:
材料供给形态变更装置,基于所述拍摄装置得到的拍摄结果来变更所述材料供给装置对所述材料的供给形态。
[附注28]
根据附注20至27中任一项所述的加工系统,其中
所述加工装置包括对所述物体进行机械加工的工具,
所述拍摄装置拍摄所述工具的至少一部分。
[附注29]
根据附注28所述的加工系统,还包括:
路径变更装置,基于所述拍摄装置得到的拍摄结果来变更所述工具的加工路径。
[附注30]
根据附注20至29中任一项所述的加工系统,其中
所述拍摄装置包括:第一光学系统,形成中间像;标识板,被配置在形成所述中间像的位置;第二光学系统,形成所述标识板的像;以及拍摄元件,被配置在形成所述标识板的像的位置。
[附注31]
一种加工系统,对物体进行加工,所述加工系统包括:
载置装置,载置所述物体;
加工装置,对所述物体照射能量射束,以对所述物体进行加工;以及
拍摄装置,被设于所述载置装置,对所述能量射束进行拍摄。
[附注32]
一种加工系统,对物体进行加工,所述加工系统包括:
载置装置,载置所述物体;
加工装置,对所述物体照射能量射束,以对所述物体进行加工;以及
拍摄装置,相对于所述加工装置而从所述载置装置侧拍摄所述能量射束。
[附注33]
根据附注32或33所述的加工系统,还包括:
控制装置,基于所述拍摄装置得到的拍摄结果来控制所述能量射束的照射位置。
[附注34]
根据附注31至33中任一项所述的加工系统,其中
所述拍摄装置包括:第一光学系统,形成中间像;标识板,被配置在形成所述中间像的位置;第二光学系统,形成所述标识板的像;以及拍摄元件,被配置在形成所述标识板的像的位置。
[附注35]
一种加工系统,对物体照射来自射束源的能量射束而对所述物体进行加工,所述加工系统包括:
载置装置,能够移动地载置所述物体;
照射装置,对所述物体照射所述能量射束,且包含改变所述能量射束的射出方向的射出方向变更构件;
射束测量装置,测量所述能量射束的射出方向;以及
控制装置,基于所述射束测量装置对所述能量射束的测量结果来控制所述射出方向变更构件。
[附注36]
根据附注35所述的加工系统,其中
所述射束测量装置具有:射束通过构件,具有使所述能量射束衰减的衰减区域与使所述能量射束通过的通过区域;以及受光部,接收通过了所述通过区域的能量射束。
[附注37]
根据附注36所述的加工系统,其中
所述射束测量装置改变所述照射装置与所述通过区域的距离来多次测量射束的射出方向。
[附注38]
根据附注35至37中任一项所述的加工系统,其中
所述照射装置包括使所述能量射束聚光的聚光光学系统,
所述射出方向变更构件能够旋转地设在所述射束源与所述聚光光学系统之间。
[附注39]
根据附注38所述的加工系统,其中
所述射出方向变更构件位于偏离所述聚光光学系统的入射光瞳位置的场所。
[附注40]
根据附注38或39述的加工系统,其中
所述照射装置包含照射位置移动构件,所述照射位置移动构件能够旋转地设在所述射束源与所述聚光光学系统之间,使所述能量射束的照射位置移动。
[附注41]
根据附注40所述的加工系统,其中
所述聚光光学系统的入射光瞳与所述射出方向变更构件的距离大于所述入射光瞳与所述照射位置移动构件的距离。
所述的各实施方式的要件能够适当组合。也可不使用所述的各实施方式的要件中的一部分。所述的各实施方式的要件能够适当地与其他实施方式的要件置换。而且,在法律允许的范围内,援引在所述的各实施方式中所引用的与装置等相关的所有公开公报以及美国专利公开作为本文记载的一部分。
而且,本发明可在不违背能够从权利要求以及说明书整体读取的发明的主旨或思想的范围适当变更,伴随如上所述的变更的加工系统以及测量构件也包含在本发明的技术思想中。
符号的说明
1:加工装置
12:加工头
2:测量装置
21:测量头
3:载台装置
32:载台
35:受光装置
351:射束通过构件
352:受光元件
4:控制装置
EL:加工光
SYS:加工系统。
Claims (46)
1.一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:
载置装置,载置所述物体;
照射装置,对所述物体照射所述能量射束;以及
受光装置,具有射束通过构件及受光部,所述射束通过构件具有使所述能量射束衰减的衰减区域与使所述能量射束通过的多个通过区域,所述受光部接收通过了所述多个通过区域的所述能量射束。
2.根据权利要求1所述的加工系统,其中
对所述射束通过构件照射的所述能量射束的、相对于所述射束通过构件的相对位置沿着所述多个通过区域所排列的方向而变化。
3.根据权利要求1或2所述的加工系统,其中
在所述多个通过区域所排列的方向上,由所述照射装置在所述射束通过构件上照射所述能量射束的区域的大小大于所述通过区域的间距。
4.根据权利要求1或2所述的加工系统,其中
在所述多个通过区域所排列的方向上,由所述照射装置在所述射束通过构件上照射所述能量射束的区域的大小为所述通过区域的间距以下。
5.根据权利要求1至4中任一项所述的加工系统,其中
在经由了所述多个通过区域中的一个通过区域的所述能量射束到达所述受光部的期间内的至少一部分期间,经由了所述多个通过区域中的与所述一个通过区域不同的一个通过区域的所述能量射束到达所述受光部。
6.根据权利要求1至5中任一项所述的加工系统,其中
所述多个通过区域具有:沿与所述多个通过区域所排列的方向交叉的第一方向延伸的第一线状的第一通过区域、以及沿与所述第一方向倾斜地交叉的第二方向延伸的第二线状的第二通过区域。
7.根据权利要求6所述的加工系统,其中
所述多个通过区域具有沿所述第一方向延伸的第三线状的第三通过区域。
8.根据权利要求1至7中任一项所述的加工系统,其中
所述多个通过区域包含沿着第一方向排列且沿与所述第一方向交叉的第二方向延伸的线状的通过区域。
9.根据权利要求8所述的加工系统,其中
所述多个通过区域包含沿着与所述第一方向交叉的第三方向排列且沿与所述第三方向交叉的第四方向延伸的线状的通过区域。
10.一种测量构件,包括对物体照射来自射束源的能量射束的照射装置、以及利用测量射束来测量所述物体的测量装置,且被用于对所述物体进行加工的加工系统,所述测量构件包括:
通过区域,使朝向接收所述能量射束的受光部的所述能量射束通过;以及标记,由所述测量装置来进行测量,与所述通过区域具有规定的位置关系。
11.根据权利要求10所述的测量构件,其中
具有使所述能量射束衰减且与所述通过区域邻接地配置的衰减区域。
12.根据权利要求11所述的测量构件,其中
所述通过区域被设在所述衰减区域中。
13.一种所述加工系统,包括如权利要求10至12中任一项所述的测量构件。
14.根据权利要求13所述的加工系统,包括:
载置装置,能够移动地载置所述物体;以及
获取装置,获取与所述载置装置的位置相关的信息,
所述获取装置获取与所述受光部接收到所述能量射束时的所述载置装置的位置相关的信息、以及与测量出所述标记时的所述载置装置的位置相关的信息。
15.一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:
载置装置,载置所述物体;
照射装置,对所述物体照射所述能量射束;
受光装置,具有射束通过构件及受光部,所述射束通过构件具有使所述能量射束衰减的衰减区域与使所述能量射束通过的通过区域,所述受光部接收通过了所述通过区域的所述能量射束;以及
罩构件,覆盖所述通过区域。
16.根据权利要求15所述的加工系统,其中
所述罩构件在覆盖所述通过区域的第一位置与不覆盖所述通过区域的第二位置之间移动。
17.根据权利要求16所述的加工系统,其中
在对所述物体照射所述能量射束时,所述罩构件位于所述第一位置,
在通过所述受光部来接收所述能量射束时,所述罩构件位于所述第二位置。
18.根据权利要求16或17所述的加工系统,其中
所述射束通过构件被配置在设于所述载置装置的凹坑的内部,
当所述罩构件位于所述第一位置时,所述罩构件与所述射束通过构件在所述凹坑的内部形成空间。
19.根据权利要求18所述的加工系统,包括:
气体供给装置,对所述凹坑的内部的所述空间供给气体。
20.根据权利要求19所述的加工系统,其中
使用来自所述气体供给装置的气体来移动所述罩构件。
21.根据权利要求16至20中任一项所述的加工系统,其中
当所述罩构件位于所述第一位置时,所述射束通过构件与所述能量射束所通过的空间隔开。
22.根据权利要求15至21中任一项所述的加工系统,包括:
气体供给装置,对所述射束通过构件的所述照射装置侧的空间供给气体。
23.根据权利要求22所述的加工系统,其中
所述气体供给装置通过供给所述气体,从而防止物质对所述通过区域的至少一部分的附着。
24.根据权利要求22或23所述的加工系统,其中
所述气体供给装置通过供给所述气体,从而去除附着于所述通过区域的至少一部分的物质。
25.根据权利要求15至24中任一项所述的加工系统,包括:
测量装置,利用测量射束来测量所述物体,
所述射束通过构件包括通过所述测量装置来测量的标记,
所述罩构件覆盖所述标记。
26.一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:
载置装置,载置所述物体;
照射装置,对所述物体照射所述能量射束;
受光装置,具有接收所述能量射束的受光部,且至少一部分被设于所述载置装置;
测量装置,测量所述物体以及所述受光装置的至少一部分中的至少一者;
移动装置,使所述载置装置移动;
获取装置,获取与所述载置装置的位置相关的信息;以及
控制装置,控制所述移动装置,
所述控制装置使所述载置装置移动至所述测量装置能够测量所述受光装置的至少一部分的可测量位置,
使用所述获取装置来获取与已移动至所述可测量位置的所述载置装置的位置相关的测量位置信息,
基于所述测量位置信息来控制所述载置装置的位置。
27.根据权利要求26所述的加工系统,其中
所述控制装置在第一时机,使用所述获取装置来获取第一测量位置信息,所述第一测量位置信息与已移动至所述测量装置能够测量所述受光装置的至少一部分的位置的所述载置装置的位置相关,
所述控制装置在与所述第一时机不同的第二时机,使用所述获取装置来获取第二测量位置信息,所述第二测量位置信息与已移动至所述测量装置能够测量所述受光装置的至少一部分的位置的所述载置装置的位置相关,
所述控制装置基于所述第一测量位置信息与所述第二测量位置信息来控制所述载置装置的位置。
28.根据权利要求27所述的加工系统,其中
所述控制装置基于所述第一测量位置信息与所述第二测量位置信息,对所述测量装置能够测量所述受光装置的至少一部分的、所述载置装置的位置的变化进行管理。
29.根据权利要求27或28所述的加工系统,其中
所述控制装置将在所述第一时机获取的所述第一测量位置信息设定为所述测量装置能够测量所述受光装置的至少一部分的、所述载置装置的基准位置的信息,基于在所述第一时机之后的所述第二时机获取的所述第二测量位置信息与所述第一测量位置信息,来控制所述载置装置的位置。
30.根据权利要求29所述的加工系统,其中
所述受光装置包括具有使所述能量射束通过的通过区域的射束通过构件。
31.根据权利要求30所述的加工系统,其中
在所述载置装置位于基准位置的状态下,所述射束通过构件的基准被配置在所述测量装置的测量范围的中心或所述中心的附近。
32.根据权利要求26至31中任一项所述的加工系统,其中
所述控制装置使所述载置装置移动至所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的可照射位置,
使用所述获取装置来获取与已移动至所述可照射位置的所述载置装置的位置相关的照射位置信息,
基于所述照射位置信息来控制所述载置装置的位置。
33.一种加工系统,对物体照射能量射束来加工所述物体,所述加工系统包括:
载置装置,载置所述物体;
照射装置,对所述物体照射所述能量射束;
受光装置,具有接收所述能量射束的受光部,且至少一部分被设于所述载置装置;
测量装置,测量所述物体以及所述受光装置的至少一部分中的至少一者;
移动装置,使所述载置装置移动;
获取装置,获取与所述载置装置的位置相关的信息;以及
控制装置,控制所述移动装置,
所述控制装置使所述载置装置移动至所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的可照射位置,
使用所述获取装置来获取与已移动至所述可照射位置的所述载置装置的位置相关的照射位置信息,
基于所述照射位置信息来控制所述载置装置的位置。
34.根据权利要求32或33所述的加工系统,其中
所述控制装置在第三时机,使用所述获取装置来获取第一照射位置信息,所述第一照射位置信息与已移动至所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的位置的所述载置装置的位置相关,
所述控制装置在与所述第三时机不同的第四时机,使用所述获取装置来获取第二照射位置信息,所述第二照射位置信息与已移动至所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的位置的所述载置装置的位置相关,
所述控制装置基于所述第一照射位置信息与所述第二照射位置信息来控制所述载置装置的位置。
35.根据权利要求34所述的加工系统,其中
所述控制装置基于所述第一照射位置信息与所述第二照射位置信息,对所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的、所述载置装置的位置的变化进行管理。
36.根据权利要求34或35所述的加工系统,其中
所述控制装置将在所述第三时机获取的所述第一照射位置信息设定为所述照射装置能够对所述受光装置的至少一部分照射所述能量射束的、所述载置装置的基准位置的信息,基于在所述第三时机之后的所述第四时机获取的所述第二照射位置信息与所述第一照射位置信息,来控制所述载置装置的位置。
37.根据权利要求33至36中任一项所述的加工系统,其中
所述受光装置包括具有使所述能量射束通过的通过区域的射束通过构件。
38.根据权利要求37所述的加工系统,其中
在所述载置装置位于基准位置的状态下,所述射束通过构件的基准被配置在所述照射装置所照射的所述能量射束的照射范围的中心或所述中心的附近。
39.一种加工系统,对物体照射来自射束源的能量射束以加工所述物体,所述加工系统包括:
载置装置,能够移动地载置所述物体;以及
照射装置,对所述物体照射所述能量射束,
所述照射装置包含使所述能量射束的照射位置移动的照射位置移动构件,
所述载置装置的移动方向与所述照射位置的移动方向为相同的方向。
40.根据权利要求39所述的加工系统,包括:
移动装置,具有使所述载置装置沿着直线方向移动的移动构件,
所述照射位置移动构件沿着一个移动方向移动而使所述照射位置沿着所述直线方向移动。
41.根据权利要求40所述的加工系统,其中
所述移动装置在将所述移动构件设为第一移动构件时,具有使所述移动构件沿着与所述直线方向交叉的另一直线方向移动的第二移动构件,
所述照射位置移动构件沿着与所述一个移动方向不同的另一移动方向移动而使所述照射位置沿着所述交叉的另一直线方向移动。
42.根据权利要求40或41所述的加工系统,其中
所述照射装置包括对所述能量射束进行聚光的聚光光学系统,
所述照射位置移动构件能够旋转地设在所述射束源与所述聚光光学系统之间。
43.根据权利要求39至42中任一项所述的加工系统,包括:
受光装置,具有接收所述能量射束的受光部;以及
测量装置,测量所述受光装置中的被设于所述载置装置的部分。
44.根据权利要求43所述的加工系统,包括:
获取装置,获取与所述受光部接收到所述能量射束时的所述载置装置的位置相关的信息、以及与所述测量装置测量出所述受光装置中的被设于所述载置装置的所述部分时的所述载置装置的位置相关的信息。
45.根据权利要求43或44所述的加工系统,其中
所述受光装置接收被照射至第一照射位置的所述能量射束,且接收被照射至从所述第一照射位置沿着所述移动方向而不同的第二照射位置的所述能量射束。
46.根据权利要求43至45中任一项所述的加工系统,其中
所述受光装置在所述载置装置位于第一位置时接收所述能量射束,且在所述载置装置位于从所述第一位置沿着所述移动方向而不同的第二位置时接收所述能量射束。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/016604 WO2021210104A1 (ja) | 2020-04-15 | 2020-04-15 | 加工システム及び計測部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115427184A true CN115427184A (zh) | 2022-12-02 |
Family
ID=78084451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202080099822.3A Pending CN115427184A (zh) | 2020-04-15 | 2020-04-15 | 加工系统以及测量构件 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230133779A1 (zh) |
| EP (1) | EP4137261A4 (zh) |
| JP (2) | JP7485014B2 (zh) |
| CN (1) | CN115427184A (zh) |
| WO (1) | WO2021210104A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024105851A1 (ja) * | 2022-11-17 | 2024-05-23 | 株式会社ニコン | 加工システム |
| CN116858496B (zh) * | 2023-05-05 | 2024-08-13 | 中国科学院高能物理研究所 | 一种基于多刃边扫描的波前检测方法及装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0763923B2 (ja) * | 1989-12-15 | 1995-07-12 | 富士電機株式会社 | Nc加工装置における原点補正方法 |
| JP3349818B2 (ja) * | 1994-02-28 | 2002-11-25 | 株式会社ワコム | 座標検出装置 |
| JP2811538B2 (ja) * | 1994-07-12 | 1998-10-15 | 住友重機械工業株式会社 | レーザ加工装置 |
| JP2001319871A (ja) * | 2000-02-29 | 2001-11-16 | Nikon Corp | 露光方法、濃度フィルタの製造方法、及び露光装置 |
| JP3686317B2 (ja) | 2000-08-10 | 2005-08-24 | 三菱重工業株式会社 | レーザ加工ヘッド及びこれを備えたレーザ加工装置 |
| JP2006289443A (ja) * | 2005-04-11 | 2006-10-26 | Hikari Physics Kenkyusho:Kk | レーザ加工装置 |
| JP2008119716A (ja) * | 2006-11-10 | 2008-05-29 | Marubun Corp | レーザ加工装置およびレーザ加工装置における焦点維持方法 |
| KR102001226B1 (ko) | 2012-11-12 | 2019-07-25 | 삼성디스플레이 주식회사 | 레이저 열전사 장치 및 레이저 열전사 방법 |
| US10258982B2 (en) | 2014-04-23 | 2019-04-16 | Japan Science And Technology Agency | Combined-blade open flow path device and joined body thereof |
| KR20240050452A (ko) * | 2018-06-05 | 2024-04-18 | 일렉트로 싸이언티픽 인더스트리이즈 인코포레이티드 | 레이저 가공 장치, 그 작동 방법 및 이를 사용한 작업물 가공 방법 |
-
2020
- 2020-04-15 JP JP2022514927A patent/JP7485014B2/ja active Active
- 2020-04-15 US US17/917,802 patent/US20230133779A1/en active Pending
- 2020-04-15 CN CN202080099822.3A patent/CN115427184A/zh active Pending
- 2020-04-15 WO PCT/JP2020/016604 patent/WO2021210104A1/ja unknown
- 2020-04-15 EP EP20930739.6A patent/EP4137261A4/en active Pending
-
2024
- 2024-04-24 JP JP2024070686A patent/JP2024096206A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4137261A1 (en) | 2023-02-22 |
| JP2024096206A (ja) | 2024-07-12 |
| WO2021210104A1 (ja) | 2021-10-21 |
| JPWO2021210104A1 (zh) | 2021-10-21 |
| JP7485014B2 (ja) | 2024-05-16 |
| US20230133779A1 (en) | 2023-05-04 |
| EP4137261A4 (en) | 2024-01-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109937100B (zh) | 用于校准扫描装置的方法和加工机 | |
| JP7235054B2 (ja) | 加工システム、及び、加工方法 | |
| JP2024096206A (ja) | 加工システム及び計測部材 | |
| KR102547657B1 (ko) | 레이저 가공 장치 | |
| JP7533712B2 (ja) | 加工システム、及び、加工方法 | |
| US20230347667A1 (en) | Substrate positioning for deposition machine | |
| CN115485093A (zh) | 加工系统 | |
| WO2023233514A1 (ja) | 加工システム | |
| EP4414119A1 (en) | Processing system | |
| US11780242B2 (en) | Substrate positioning for deposition machine | |
| CN118284491A (zh) | 数据生成方法、云端系统、加工装置、计算机程序及记录介质 | |
| JP2024509737A (ja) | 少なくとも1つのレーザスキャナ装置の走査場補正のための方法、レーザスキャナ装置、散乱パターン要素、散乱パターン保持装置、及び走査場補正システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |