CN115073776A - Functional fabric and method for producing same - Google Patents
Functional fabric and method for producing same Download PDFInfo
- Publication number
- CN115073776A CN115073776A CN202110275251.0A CN202110275251A CN115073776A CN 115073776 A CN115073776 A CN 115073776A CN 202110275251 A CN202110275251 A CN 202110275251A CN 115073776 A CN115073776 A CN 115073776A
- Authority
- CN
- China
- Prior art keywords
- functional
- test
- functional fabric
- plastic optical
- optical molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 137
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000012360 testing method Methods 0.000 claims abstract description 98
- 229920003023 plastic Polymers 0.000 claims abstract description 62
- 239000004033 plastic Substances 0.000 claims abstract description 62
- 230000003287 optical effect Effects 0.000 claims abstract description 60
- 239000012778 molding material Substances 0.000 claims abstract description 58
- 239000000654 additive Substances 0.000 claims abstract description 37
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 32
- 229920005749 polyurethane resin Polymers 0.000 claims abstract description 31
- 230000000844 anti-bacterial effect Effects 0.000 claims abstract description 24
- 239000011159 matrix material Substances 0.000 claims abstract description 17
- 238000004383 yellowing Methods 0.000 claims abstract description 11
- 238000000354 decomposition reaction Methods 0.000 claims abstract description 8
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims abstract description 8
- 239000000463 material Substances 0.000 claims description 77
- 230000000996 additive effect Effects 0.000 claims description 32
- 239000002904 solvent Substances 0.000 claims description 31
- 239000006097 ultraviolet radiation absorber Substances 0.000 claims description 20
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 claims description 18
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 claims description 18
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 16
- 230000035699 permeability Effects 0.000 claims description 15
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 claims description 13
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims description 12
- 238000002156 mixing Methods 0.000 claims description 11
- 238000004064 recycling Methods 0.000 claims description 11
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 claims description 9
- 229920000642 polymer Polymers 0.000 claims description 9
- 239000004793 Polystyrene Substances 0.000 claims description 7
- 239000003242 anti bacterial agent Substances 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 6
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 6
- 239000004417 polycarbonate Substances 0.000 claims description 6
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 6
- 229920002223 polystyrene Polymers 0.000 claims description 5
- 230000002159 abnormal effect Effects 0.000 claims description 4
- 229920000515 polycarbonate Polymers 0.000 claims description 4
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 claims description 3
- PNKUSGQVOMIXLU-UHFFFAOYSA-N Formamidine Chemical compound NC=N PNKUSGQVOMIXLU-UHFFFAOYSA-N 0.000 claims description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-L Malonate Chemical compound [O-]C(=O)CC([O-])=O OFOBLEOULBTSOW-UHFFFAOYSA-L 0.000 claims description 3
- FOIXSVOLVBLSDH-UHFFFAOYSA-N Silver ion Chemical compound [Ag+] FOIXSVOLVBLSDH-UHFFFAOYSA-N 0.000 claims description 3
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 claims description 3
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical group C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 claims description 3
- 239000012965 benzophenone Substances 0.000 claims description 3
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 claims description 3
- 239000012964 benzotriazole Substances 0.000 claims description 3
- 235000011837 pasties Nutrition 0.000 claims description 3
- 125000005605 benzo group Chemical group 0.000 claims description 2
- 238000010438 heat treatment Methods 0.000 claims description 2
- 230000003115 biocidal effect Effects 0.000 claims 2
- 239000004713 Cyclic olefin copolymer Substances 0.000 claims 1
- JMMWKPVZQRWMSS-UHFFFAOYSA-N isopropanol acetate Natural products CC(C)OC(C)=O JMMWKPVZQRWMSS-UHFFFAOYSA-N 0.000 claims 1
- 239000006096 absorbing agent Substances 0.000 abstract description 5
- 230000005856 abnormality Effects 0.000 abstract description 3
- 239000003963 antioxidant agent Substances 0.000 abstract 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 13
- 229910052710 silicon Inorganic materials 0.000 description 13
- 239000010703 silicon Substances 0.000 description 13
- -1 poly(methylmethacrylate) Polymers 0.000 description 8
- 230000004224 protection Effects 0.000 description 8
- SCVFZCLFOSHCOH-UHFFFAOYSA-M potassium acetate Chemical compound [K+].CC([O-])=O SCVFZCLFOSHCOH-UHFFFAOYSA-M 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 5
- 229940093499 ethyl acetate Drugs 0.000 description 5
- 235000019439 ethyl acetate Nutrition 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 229940032007 methylethyl ketone Drugs 0.000 description 4
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 239000003230 hygroscopic agent Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 235000011056 potassium acetate Nutrition 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 2
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 241000270708 Testudinidae Species 0.000 description 2
- 230000006750 UV protection Effects 0.000 description 2
- 239000002250 absorbent Substances 0.000 description 2
- 230000002745 absorbent Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000004205 dimethyl polysiloxane Substances 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 125000005375 organosiloxane group Polymers 0.000 description 2
- 239000012994 photoredox catalyst Substances 0.000 description 2
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001921 poly-methyl-phenyl-siloxane Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 238000005464 sample preparation method Methods 0.000 description 1
- 230000001568 sexual effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- 238000002834 transmittance Methods 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/205—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase
- C08J3/2053—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase the additives only being premixed with a liquid phase
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2425/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Derivatives of such polymers
- C08J2425/02—Homopolymers or copolymers of hydrocarbons
- C08J2425/04—Homopolymers or copolymers of styrene
- C08J2425/06—Polystyrene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2433/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2433/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2433/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C08J2433/10—Homopolymers or copolymers of methacrylic acid esters
- C08J2433/12—Homopolymers or copolymers of methyl methacrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2445/00—Characterised by the use of homopolymers or copolymers of compounds having no unsaturated aliphatic radicals in side chain, and having one or more carbon-to-carbon double bonds in a carbocyclic or in a heterocyclic ring system; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2469/00—Characterised by the use of polycarbonates; Derivatives of polycarbonates
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
本发明涉及功能性布料及其制造方法。所述功能性布料包括聚氨酯树脂基质及塑料光学成型材料。在所述功能性布料中,聚氨酯树脂基质的含量为48wt%至95wt%,并且塑料光学成型材料的含量为5wt%至50wt%。所述功能性布料进一步包含:紫外线吸收剂、抗氧化添加剂、及抗菌添加剂。所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。
The present invention relates to a functional fabric and a method for producing the same. The functional cloth includes a polyurethane resin matrix and a plastic optical molding material. In the functional cloth, the content of the polyurethane resin matrix is 48 wt % to 95 wt %, and the content of the plastic optical molding material is 5 wt % to 50 wt %. The functional fabric further comprises: ultraviolet absorbers, antioxidant additives, and antibacterial additives. The functional fabric meets the following test standards: (1) Phenolic yellowing test of grade 4; (2) QUV (ASTM G154) test for at least 60 hours, and the appearance of the fabric is no abnormality and no cracks; ( 3) Pass at least four weeks of water decomposition resistance test (Jungle Test), and the test conditions are 70 ℃ temperature and 95% relative humidity; one of them.
Description
技术领域technical field
本发明涉及一种功能性布料,尤其涉及一种功能性布料及其制造方法。The present invention relates to a functional cloth, in particular to a functional cloth and a manufacturing method thereof.
背景技术Background technique
现有的防水透湿薄膜已能通过各种制造流程或制程条件的改善,而达到较佳的防水透湿性能,从而可以应用于许多的纺织产品或功能性布料上。然而,现有的防水透湿薄膜的耐水分解测试(Jungle Test)仅能通过两周(测试条件为70℃的温度及95%的相对湿度)。现有的防水透湿薄膜的QUV(ASTM G154)测试仅能通过三十个小时。尽管添加塑料回收料于防水透湿薄膜中,其抗张强度也并没有明显的提升。Existing waterproof and moisture-permeable films have been able to achieve better waterproof and moisture-permeable properties through the improvement of various manufacturing processes or process conditions, so that they can be applied to many textile products or functional fabrics. However, the water decomposition resistance test (Jungle Test) of the existing waterproof and moisture-permeable film can only pass two weeks (the test conditions are a temperature of 70° C. and a relative humidity of 95%). The QUV (ASTM G154) test of the existing waterproof and moisture permeable film can only pass thirty hours. Although plastic recycled material was added to the waterproof and moisture-permeable film, its tensile strength was not significantly improved.
于是,本发明人认为上述缺陷可改善,乃特潜心研究并配合科学原理的运用,终于提出一种设计合理且有效改善上述缺陷的本发明。Therefore, the inventor believes that the above-mentioned defects can be improved. Nate has devoted himself to research and application of scientific principles, and finally proposes an invention with reasonable design and effective improvement of the above-mentioned defects.
发明内容SUMMARY OF THE INVENTION
本发明实施例在于提供一种功能性布料及其制造方,其能有效地改善先前技术中所存在的缺陷。The embodiments of the present invention provide a functional fabric and a manufacturing method thereof, which can effectively improve the defects existing in the prior art.
本发明实施例公开一种功能性布料的制造方法,包括:将一塑料光学成型材料与一溶剂进行混合,并且于50℃至100℃的温度下进行加热处理,以形成一高分子溶液;将一聚氨酯树脂与所述高分子溶液进行混合,以形成黏度介于1,000厘泊至4,000厘泊的一膏状材料;将所述膏状材料涂布至一载体上,以使得所述膏状材料形成为一膜状材料;以及移除所述膜状材料中的所述溶剂,以使得所述膜状材料形成为一功能性布料;其中,于所述功能性布料中,所述塑料光学成型材料的重量百分比范围为5wt%至50wt%,并且所述聚氨酯树脂的重量百分比范围为48wt%至95wt%。The embodiment of the present invention discloses a method for manufacturing a functional fabric, which includes: mixing a plastic optical molding material with a solvent, and performing heat treatment at a temperature of 50° C. to 100° C. to form a polymer solution; A polyurethane resin is mixed with the polymer solution to form a paste material with a viscosity ranging from 1,000 cps to 4,000 cps; the paste material is coated on a carrier to make the paste material forming a film-like material; and removing the solvent in the film-like material, so that the film-like material is formed into a functional cloth; wherein, in the functional cloth, the plastic optical molding The weight percent of the material ranges from 5 wt % to 50 wt %, and the weight percent of the polyurethane resin ranges from 48 wt % to 95 wt %.
优选地,所述塑料光学成型材料为经回收的塑料光学成型材料。Preferably, the plastic optical molding material is recycled plastic optical molding material.
优选地,所述塑料光学成型材料是选自由环烯烃聚合物(cycloolefin polymer,COP)、环烯烃共聚物(cycloolefin copolymer,COC)、聚甲基丙烯酸甲酯(poly(methylmethacrylate),PMMA)、聚碳酸酯(polycarbonate,PC)、及聚苯乙烯(polystyrene,PS)所组成的材料群组的至少其中之一;其中,所述溶剂是选自由二甲基甲酰胺(dimethylformamide,DMF)、丁酮(methyl ethyl ketone,MEK)、甲苯(toluene,TOL)、异丙醇(isopropanol,IPA)、及乙酸乙酯(ethyl acetate,EAC)所组成的材料群组的至少其中之一。Preferably, the plastic optical molding material is selected from the group consisting of cycloolefin polymer (COP), cycloolefin copolymer (COC), poly(methylmethacrylate, PMMA), poly(methylmethacrylate) At least one of the material group consisting of carbonate (polycarbonate, PC) and polystyrene (polystyrene, PS); wherein, the solvent is selected from dimethylformamide (dimethylformamide, DMF), butanone At least one of the material group consisting of (methyl ethyl ketone, MEK), toluene (toluene, TOL), isopropanol (IPA), and ethyl acetate (ethyl acetate, EAC).
优选地,所述功能性布料的制造方法进一步包括:将一紫外线吸收剂及一抗菌添加剂混合至所述膏状材料中,以使得所述功能性布料在成形后、包含有所述紫外线吸收剂及所述抗菌添加剂;其中,于所述功能性布料中,所述紫外线吸收剂的重量百分比范围为0.1wt%至5.0wt%,并且所述抗菌添加剂的重量百分比范围为0.2wt%至8.0wt%。Preferably, the manufacturing method of the functional cloth further comprises: mixing an ultraviolet absorber and an antibacterial additive into the paste material, so that after the functional cloth is formed, the ultraviolet absorber contains the ultraviolet absorber. and the antibacterial additive; wherein, in the functional fabric, the weight percentage of the ultraviolet absorber ranges from 0.1 wt % to 5.0 wt %, and the weight percentage of the antibacterial additive ranges from 0.2 wt % to 8.0 wt % %.
优选地,所述紫外线吸收剂为二苯甲酮(Benzophenone)、苯并三唑(Benzotriazole)、三嗪类(Triazine)、甲脒类(Formamidine)、丙二酸酯类(Malonate)、及苯并
优选地,所述功能性布料为无孔质防水透湿薄膜;其中,所述功能性布料具有介于5,000mmH2O至20,000mmH2O的一防水度、介于50,000g/m2/天(day)至150,000g/m2/天的一透湿度、及介于50kg/cm2至350kg/cm2的一抗张强度(tensile strength);其中,所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。Preferably, the functional fabric is a non-porous waterproof and moisture-permeable film; wherein, the functional fabric has a waterproof degree ranging from 5,000 mmH 2 O to 20,000 mmH 2 O, and a water resistance of 50,000 g/m 2 /day. (day) to 150,000g/m 2 /day for a moisture permeability, and a tensile strength between 50kg/cm 2 to 350kg/cm 2 ; wherein, the functional fabric meets the following test standards: (1) Phenolic yellowing test of grade 4; (2) QUV (ASTM G154) test for at least 60 hours, and the appearance of the fabric is no abnormal and no cracks; (3) Water decomposition resistance test for at least four weeks ( Jungle Test), and the test conditions are a temperature of 70°C and a relative humidity of 95%; and (4) Comply with at least one of the Global Recycling Standard (GRS) and Recycled Content Standard (RCS) certification.
本发明实施例也公开一种功能性布料,包括:一聚氨酯树脂基质,所述聚氨酯树脂基质于所述功能性布料中的重量百分比范围为48wt%至95wt%;以及一塑料光学成型材料,分散于所述聚氨酯树脂基质中,并且所述塑料光学成型材料于所述功能性布料中的重量百分比范围为5wt%至50wt%;其中,所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。The embodiment of the present invention also discloses a functional cloth, comprising: a polyurethane resin matrix, the weight percentage of the polyurethane resin matrix in the functional cloth is in the range of 48wt% to 95wt%; and a plastic optical molding material, dispersed In the polyurethane resin matrix, and the weight percentage of the plastic optical molding material in the functional cloth ranges from 5wt% to 50wt%; wherein, the functional cloth meets the following test standards: (1) Reach 4 (2) pass the QUV (ASTM G154) test for at least sixty hours, and the appearance of the fabric is no abnormal and no cracks; (3) pass the water decomposition resistance test (Jungle Test) for at least four weeks, and The test conditions are a temperature of 70°C and a relative humidity of 95%; and (4) compliance with at least one of the Global Recycling Standard (GRS) and Recycled Content Standard (RCS) certifications.
优选地,所述功能性布料进一步包括残留于所述聚氨酯树脂基质及所述塑料光学成型材料中的一溶剂,并且所述溶剂的一残留浓度是介于50ppm至400ppm。Preferably, the functional cloth further comprises a solvent remaining in the polyurethane resin matrix and the plastic optical molding material, and a residual concentration of the solvent is between 50 ppm and 400 ppm.
优选地,所述功能性布料进一步包括分散于所述聚氨酯树脂基质中的一紫外线吸收剂及一抗菌添加剂;其中,于所述功能性布料中,所述紫外线吸收剂的重量百分比范围为0.1wt%至5.0wt%,并且所述抗菌添加剂的重量百分比范围为0.2wt%至8.0wt%。Preferably, the functional cloth further comprises an ultraviolet absorber and an antibacterial additive dispersed in the polyurethane resin matrix; wherein, in the functional cloth, the weight percentage of the ultraviolet absorber is 0.1wt% % to 5.0 wt %, and the weight percentage of the antibacterial additive ranges from 0.2 wt % to 8.0 wt %.
优选地,所述功能性布料为无孔质防水透湿薄膜;并且,所述功能性布料具有介于5,000mmH2O至20,000mmH2O的一防水度、介于50,000g/m2/天至150,000g/m2/天的一透湿度、及介于50kg/cm2至350kg/cm2的一抗张强度(tensile strength)。Preferably, the functional fabric is a non-porous waterproof and moisture-permeable film; and the functional fabric has a waterproof degree ranging from 5,000mmH 2 O to 20,000mmH 2 O, and a water resistance of 50,000g/m 2 /day. A moisture permeability to 150,000 g/m 2 /day, and a tensile strength between 50 kg/cm 2 and 350 kg/cm 2 .
综上所述,本发明实施例的功能性布料及其制造方法,能通过将塑料光学成型材料预先地溶解至上述选用的溶剂中、再将塑料光学成型材料与聚氨酯树脂进行混合,以形成浓度均匀且具有特定黏度的膏状材料,从而使得塑料光学成型材料及聚氨酯树脂之间的兼容性及分散均匀性被有效地提升,并且使得最终成形的功能性布料能维持一定的防水透湿度。To sum up, in the functional fabric and the manufacturing method thereof according to the embodiments of the present invention, the plastic optical molding material can be pre-dissolved in the selected solvent, and then the plastic optical molding material and the polyurethane resin can be mixed to form a concentration of It is a paste material with uniform and specific viscosity, so that the compatibility and dispersion uniformity between the plastic optical molding material and the polyurethane resin can be effectively improved, and the final formed functional fabric can maintain a certain waterproof and moisture permeability.
再者,由于本发明实施例所公开的塑料光学成型材料可以选用经回收的塑料光学成型材料,因此可以降低功能性布料的制造成本,并且可以达到废弃物回收再利用以及环保节能的目的(功能性布料能符合全球回收标准GRS认证及/或RCS认证)。Furthermore, since the plastic optical molding material disclosed in the embodiment of the present invention can be selected from recycled plastic optical molding materials, the manufacturing cost of functional fabrics can be reduced, and the purpose of recycling waste and environmental protection and energy saving can be achieved (function Sexual fabrics can comply with global recycling standards GRS certification and/or RCS certification).
为能更进一步了解本发明的特征及技术内容,请参阅以下有关本发明的详细说明与附图,但是此等说明与附图仅用来说明本发明,而非对本发明的保护范围作任何的限制。In order to further understand the features and technical content of the present invention, please refer to the following detailed description and accompanying drawings of the present invention, but these descriptions and drawings are only used to illustrate the present invention, rather than make any claims to the protection scope of the present invention. limit.
附图说明Description of drawings
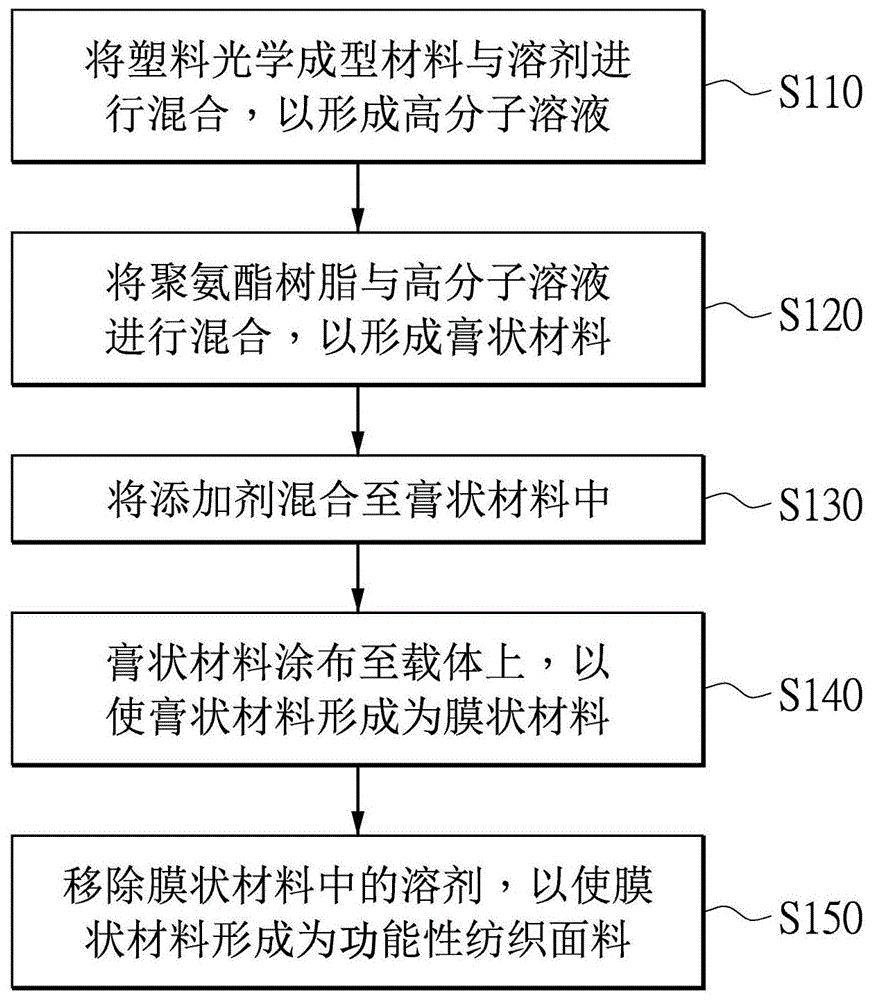
图1为本发明实施例的功能性布料的制造方法流程图。FIG. 1 is a flow chart of a manufacturing method of a functional fabric according to an embodiment of the present invention.
具体实施方式Detailed ways
以下是通过特定的具体实施例来说明本发明所公开的实施方式,本领域技术人员可由本说明书所公开的内容了解本发明的优点与效果。本发明可通过其他不同的具体实施例加以施行或应用,本说明书中的各项细节也可基于不同观点与应用,在不悖离本发明的构思下进行各种修改与变更。另外,本发明的附图仅为简单示意说明,并非依实际尺寸的描绘,事先声明。以下的实施方式将进一步详细说明本发明的相关技术内容,但所公开的内容并非用以限制本发明的保护范围。The following are specific specific examples to illustrate the embodiments disclosed in the present invention, and those skilled in the art can understand the advantages and effects of the present invention from the contents disclosed in this specification. The present invention can be implemented or applied through other different specific embodiments, and various details in this specification can also be modified and changed based on different viewpoints and applications without departing from the concept of the present invention. In addition, the drawings of the present invention are merely schematic illustrations, and are not drawn according to the actual size, and are stated in advance. The following embodiments will further describe the related technical contents of the present invention in detail, but the disclosed contents are not intended to limit the protection scope of the present invention.
应当可以理解的是,虽然本文中可能会使用到“第一”、“第二”、“第三”等术语来描述各种组件或者信号,但这些组件或者信号不应受这些术语的限制。这些术语主要是用以区分一组件与另一组件,或者一信号与另一信号。另外,本文中所使用的术语“或”,应视实际情况可能包括相关联的列出项目中的任一个或者多个的组合。It should be understood that although terms such as "first", "second", "third" and the like may be used herein to describe various components or signals, these components or signals should not be limited by these terms. These terms are primarily used to distinguish one component from another component, or one signal from another. In addition, the term "or", as used herein, should include any one or a combination of more of the associated listed items, as the case may be.
[功能性布料的制造方法][Manufacturing method of functional fabric]
如图1,本实施例公开一种功能性布料的制造方法。所述功能性布料的制造方法包含步骤S110、步骤S120、步骤S130、步骤S140、及步骤S150。必须说明的是,本实施例所载之各步骤的顺序与实际的操作方式可视需求而调整,并不限于本实施例所载。As shown in FIG. 1 , this embodiment discloses a manufacturing method of functional cloth. The manufacturing method of the functional fabric includes step S110, step S120, step S130, step S140, and step S150. It must be noted that, the sequence of each step and the actual operation mode described in this embodiment can be adjusted according to requirements, and are not limited to those described in this embodiment.
步骤S110为将一塑料光学成型材料(plastic optical molding materials)与一溶剂进行混合,以形成一高分子溶液。更详细地说,为了能够将适量的塑料光学成型材料均匀地分散及溶解至溶剂中,所述塑料光学成型材料及溶剂在用量范围上具有一较佳的比例配置,并且在混合的温度条件上也具有一较佳的温度操作范围。具体而言,本实施例的步骤S110为将5重量份至50重量份的一塑料光学成型材料与48重量份至95重量份的一溶剂进行混合,并且将上述包含有塑料光学成型材料及溶剂的混合物于50℃至100℃的温度下进行加热处理及搅拌处理,以使得所述塑料光学成型材料能均匀地分散及溶解至溶剂中,从而形成所述高分子溶液。优选地,所述塑料光学成型材料的含量是介于8重量份至50重量份,并且所述溶剂的含量是介于48重量份至90重量份。Step S110 is to mix a plastic optical molding material with a solvent to form a polymer solution. In more detail, in order to uniformly disperse and dissolve an appropriate amount of the plastic optical molding material into the solvent, the plastic optical molding material and the solvent have a better proportion configuration in the dosage range, and the mixing temperature conditions There is also a preferred temperature operating range. Specifically, step S110 of this embodiment is to mix 5 to 50 parts by weight of a plastic optical molding material and 48 to 95 parts by weight of a solvent, and mix the above-mentioned plastic optical molding material and the solvent The mixture is heated and stirred at a temperature of 50°C to 100°C, so that the plastic optical molding material can be uniformly dispersed and dissolved in the solvent, thereby forming the polymer solution. Preferably, the content of the plastic optical molding material is between 8 parts by weight and 50 parts by weight, and the content of the solvent is between 48 parts by weight and 90 parts by weight.
在材料种类方面,所述塑料光学成型材料为环烯烃聚合物(cycloolefinpolymer,COP)、环烯烃共聚物(cycloolefin copolymer,COC)、聚甲基丙烯酸甲酯(poly(methyl methacrylate),PMMA)、聚碳酸酯(polycarbonate,PC)、及聚苯乙烯(polystyrene,PS)的至少其中之一。优选地,所述塑料光学成型材料为环烯烃聚合物、环烯烃共聚物、聚甲基丙烯酸甲酯、及聚碳酸酯的至少其中之一。特优选地,所述塑料光学成型材料为环烯烃聚合物及环烯烃共聚物的至少其中之一,但本发明不受限于此。In terms of material types, the plastic optical molding materials are cycloolefin polymer (cycloolefin polymer, COP), cycloolefin copolymer (cycloolefin copolymer, COC), poly(methyl methacrylate, PMMA), poly(methyl methacrylate) At least one of carbonate (polycarbonate, PC) and polystyrene (polystyrene, PS). Preferably, the plastic optical molding material is at least one of cycloolefin polymer, cycloolefin copolymer, polymethyl methacrylate, and polycarbonate. Particularly preferably, the plastic optical molding material is at least one of a cycloolefin polymer and a cycloolefin copolymer, but the present invention is not limited thereto.
在物化特性方面,所述塑料光学成型材料具有介于1.45至1.60之间的一折射率、且优选介于1.48至1.55之间。所述塑料光学成型材料具有介于30至60之间的一阿贝数(abbe number)、且优选介于50至60之间。所述塑料光学成型材料具有不小于85%的一可见光透光率、且优选不小于88%。所述塑料光学成型材料具有介于50至70之间的一热膨胀系数、且优选介于60至70之间。另外,在本发明的一实施例中,所述塑料光学成型材料为适用于制作光学镜头的塑料材料,但本发明不受限于。In terms of physicochemical properties, the plastic optical molding material has a refractive index between 1.45 and 1.60, and preferably between 1.48 and 1.55. The plastic optical molding material has an Abbe number between 30 and 60, and preferably between 50 and 60. The plastic optical molding material has a visible light transmittance of not less than 85%, and preferably not less than 88%. The plastic optical molding material has a thermal expansion coefficient between 50 and 70, and preferably between 60 and 70. In addition, in an embodiment of the present invention, the plastic optical molding material is a plastic material suitable for making an optical lens, but the present invention is not limited.
值得一提的是,所述塑料光学成型材料可以例如是经回收的塑料光学成型材料。更详细地说,所述经回收的塑料光学成型材料可以例如是来自于塑料光学成型材料的原材料于生产制造过程中所产生的不合格的产品、边料、下脚料、或是任何被抛弃的塑料光学成型材料的成型品。It is worth mentioning that the plastic optical molding material can be, for example, recycled plastic optical molding material. In more detail, the recycled plastic optical molding material can be, for example, unqualified products, scraps, scraps, or any discarded materials generated from the raw materials of plastic optical molding materials during the manufacturing process. Molded products of plastic optical molding materials.
在溶剂的选择方面,为了能够将上述塑料光学成型材料均匀地溶解、且能够增加塑料光学成型材料与如下文所述的聚氨酯树脂之间兼容性及分散均匀性,在本实施例中,所述溶剂较佳是选自由二甲基甲酰胺(dimethylformamide,DMF)、丁酮(methyl ethylketone,MEK)、甲苯(toluene,TOL)、异丙醇(isopropanol,IPA)、及乙酸乙酯(ethylacetate,EAC)所组成的材料群组的至少其中之一,但本发明不受限于此。举例来说,所述溶剂的选择只要能够将塑料光学成型材料溶解、且同时能够增加塑料光学成型材料与聚氨酯树脂之间的兼容性及分散均匀性,皆符合本发明的保护精神,而属于本发明的保护范围。In terms of solvent selection, in order to uniformly dissolve the above-mentioned plastic optical molding material, and to increase the compatibility and dispersion uniformity between the plastic optical molding material and the polyurethane resin as described below, in this embodiment, the The solvent is preferably selected from dimethylformamide (DMF), methyl ethylketone (MEK), toluene (TOL), isopropanol (IPA), and ethylacetate (EAC) ), but the present invention is not limited thereto. For example, as long as the choice of the solvent can dissolve the plastic optical molding material, and at the same time can increase the compatibility and dispersion uniformity between the plastic optical molding material and the polyurethane resin, it all conforms to the protection spirit of the present invention, and belongs to the present invention. The scope of protection of the invention.
步骤S120为将一聚氨酯树脂(全名为聚氨基甲酸酯,英文名称为polyurethane)与上述高分子溶液通过搅拌的方式进行混合,以形成一膏状材料(也可以称为浆状材料或糊状材料)。Step S120 is to mix a polyurethane resin (the full name is polyurethane, the English name is polyurethane) and the above-mentioned polymer solution by stirring to form a paste material (also called a paste material or a paste). material).
更详细地说,为了能够让所述膏状材料于后续的制程步骤中(如步骤S130)更容易地被加工,所述膏状材料的黏度较佳地是被调配成介于1,000厘泊(cP)至4,000厘泊(cP)、且更佳地介于1500厘泊至3,000厘泊。其中,所述膏状材料的黏度的调配的方式可以例如是通过调整聚氨酯树脂与高分子溶液之间的混合比例而实现,或者是通过加入适量的增稠剂而实现,本发明并不予以限制。In more detail, in order to make the paste material easier to process in subsequent process steps (eg step S130 ), the viscosity of the paste material is preferably adjusted to be between 1,000 centipoise ( cP) to 4,000 centipoise (cP), and more preferably between 1500 centipoise and 3,000 centipoise. Wherein, the way of preparing the viscosity of the paste-like material can be realized, for example, by adjusting the mixing ratio between the polyurethane resin and the polymer solution, or by adding an appropriate amount of thickener, which is not limited in the present invention. .
值得一提的是,为了增加最终成形的功能性布料的材料特性,所述功能性布料的制造方法可以进一步包括(步骤S130):将一含硅添加剂混合至上述膏状材料中,以使得所述功能性布料在成形后、包含有所述含硅添加剂。It is worth mentioning that, in order to increase the material properties of the finally formed functional cloth, the manufacturing method of the functional cloth may further include (step S130 ): mixing a silicon-containing additive into the above-mentioned paste material, so that the The functional fabric contains the silicon-containing additive after being formed.
举例来说,在本发明的一实施例中,为了增加最终成形的功能性布料的表面平整性,所述含硅添加剂可以为分子结构中具有烷氧基硅烷基(alkoxysilane)的有机含硅添加剂,并且所述有机含硅添加剂可以选自聚二甲基硅氧烷、聚甲基苯基硅氧烷、聚醚聚酯改性有机硅氧烷、及烷基改性有机硅氧烷的至少其中之一。For example, in an embodiment of the present invention, in order to increase the surface flatness of the final formed functional fabric, the silicon-containing additive may be an organic silicon-containing additive having an alkoxysilane group in its molecular structure , and the organic silicon-containing additive can be selected from at least one of polydimethylsiloxane, polymethylphenylsiloxane, polyether polyester-modified organosiloxane, and alkyl-modified organosiloxane one of them.
须说明的是,所述含硅添加剂的材料选择,可以是单纯选自上述材料种类中的其中一种;或者也可以是选自上述材料种类中的两种以上的组合,本发明并不予以限制。举例来说,所述含硅添加剂可以同时选自能提升薄膜的表面平整性的聚二甲基硅氧烷、及能提升薄膜的抗沾黏特性的二氧化硅。再者,无论上述含硅添加剂的材料种类如何选择,所述含硅添加剂于最终成形的功能性布料中的重量百分比范围较佳为0.01wt%至5wt%。在本发明的一实施例中,为了增加最终成形的功能性布料的抗紫外线能力,所述功能性布料的制造方法可以进一步包括(步骤S130):将一紫外线吸收剂混合至上述膏状材料中,以使得所述功能性布料在成形后、包含有所述紫外线吸收剂。It should be noted that, the material selection of the silicon-containing additive may be simply selected from one of the above-mentioned material types; or may be a combination of two or more selected from the above-mentioned material types. limit. For example, the silicon-containing additive can be selected from polydimethylsiloxane, which can improve the surface flatness of the film, and silicon dioxide, which can improve the anti-sticking property of the film. Furthermore, no matter how the material of the silicon-containing additive is selected, the weight percentage of the silicon-containing additive in the final formed functional fabric is preferably in the range of 0.01 wt % to 5 wt %. In an embodiment of the present invention, in order to increase the UV resistance of the finally formed functional fabric, the manufacturing method of the functional fabric may further include (step S130 ): mixing an UV absorber into the above-mentioned paste-like material , so that the functional fabric contains the ultraviolet absorber after being formed.
所述紫外线吸收剂于最终成形的功能性布料中的重量百分比范围较佳为0.1wt%至5.0wt%。所述紫外线吸收剂较佳是选自由二苯甲酮(Benzophenone)、苯并三唑(Benzotriazole)、三嗪类(Triazine)、甲脒类(Formamidine)、丙二酸酯类(Malonate)、及苯并
上述紫外线吸收剂的材料种类特别适合于添加至聚氨酯树脂混合塑料光学成型材料的高分子混合物中。也就是说,上述紫外线吸收剂能与高分子混合物具有良好的兼容性及分散性,而使得功能性布料产生良好的抗紫外线能力。若使用其它种类的紫外线吸收剂,则功能性布料可能无法产生有良好的抗紫外线能力。The material types of the above-mentioned ultraviolet absorbers are particularly suitable for addition to polymer mixtures of polyurethane resin-mixed plastic optical molding materials. That is to say, the above-mentioned ultraviolet absorber can have good compatibility and dispersibility with the polymer mixture, so that the functional fabric has good anti-ultraviolet ability. If other types of UV absorbers are used, functional fabrics may not produce good UV resistance.
在本发明的一实施例中,为了增加最终成形的功能性布料的抗菌能力,所述功能性布料的制造方法可以进一步包括(步骤S130):将一抗菌添加剂混合至上述膏状材料中,以使得所述功能性布料在成形后、包含有所述抗菌添加剂。In an embodiment of the present invention, in order to increase the antibacterial ability of the finally formed functional cloth, the manufacturing method of the functional cloth may further include (step S130): mixing an antibacterial additive into the above-mentioned paste-like material, to The antibacterial additive is contained in the functional fabric after being formed.
所述抗菌添加剂于最终成形的功能性布料中的重量百分比范围较佳为0.2wt%至8.0wt%。再者,所述抗菌添加剂为具有抗菌性的金属离子等无机物及其与无机载体的复合体,例如:银离子抗菌剂、锌离子抗菌剂…等。借此,所述功能性布料能具有不小于2.0的一抗菌活性值(符合FTTS-FA-027、AATCC-100、JIS-L1902、ASTM-E2149、或ISO-20743抗菌纺织品验证规范)。The weight percentage of the antibacterial additive in the final formed functional fabric is preferably in the range of 0.2 wt % to 8.0 wt %. Furthermore, the antibacterial additives are inorganic substances such as metal ions with antibacterial properties and their complexes with inorganic carriers, such as silver ion antibacterial agents, zinc ion antibacterial agents, etc. Thereby, the functional fabric can have an antibacterial activity value of not less than 2.0 (in compliance with FTTS-FA-027, AATCC-100, JIS-L1902, ASTM-E2149, or ISO-20743 Antibacterial Textiles Verification Specification).
步骤S140为将上述膏状材料涂布至一载体上,以使得所述膏状材料形成为一膜状材料。更详细地说,所述膏状材料可以例如是通过刮刀、喷涂、或滚轮涂布的方式涂布至载体上。再者,所述膏状材料涂布至载体的涂布量较佳地为每平方米的载体涂布有15公克至60公克的膏状材料(优选为15公克至50公克),并且所述载体较佳地是选自纸及布的至少其中之一。Step S140 is to coat the above-mentioned paste-like material on a carrier, so that the paste-like material is formed into a film-like material. In more detail, the paste-like material can be applied to the carrier, for example, by means of doctor blade, spray coating, or roller coating. Furthermore, the coating amount of the paste material applied to the carrier is preferably 15 grams to 60 grams of paste material (preferably 15 grams to 50 grams) per square meter of the carrier, and the The carrier is preferably at least one selected from paper and cloth.
必须说明的是,由于所述膜状材料是由膏状材料涂布至载体上所形成,因此所述膜状材料的组成成份是相同于膏状材料的组成成份。更明确地说,所述膜状材料的组成成份是包含有塑料光学成型材料、聚氨酯树脂、及溶剂(并且依情况选择性地包含有含硅添加剂、抗紫外线添加剂、或抗菌添加剂)。It must be noted that, since the film-like material is formed by coating a paste-like material on a carrier, the composition of the film-like material is the same as that of the paste-like material. More specifically, the composition of the film-like material includes a plastic optical molding material, a urethane resin, and a solvent (and optionally a silicon-containing additive, an anti-ultraviolet additive, or an antibacterial additive as the case may be).
另外,在最终成形的功能性布料中,上述各成份(包含:聚氨酯树脂基质、塑料光学成型材料、及其它添加剂,诸如含硅添加剂、紫外线吸收剂、抗菌添加剂)的重量百分比的总和为100wt%。In addition, in the final shaped functional fabric, the sum of the weight percentages of the above components (including: polyurethane resin matrix, plastic optical molding materials, and other additives, such as silicon-containing additives, ultraviolet absorbers, antibacterial additives) is 100wt% .
较佳地,本实施例在所述膏状材料涂布至载体上的步骤之前,更包括有一脱泡处理步骤,但本发明不受限于此。所述脱泡处理步骤为利用真空脱泡机或脱泡剂对所述膏状材料进行脱泡处理,以移除所述膏状材料中的气泡。借此,可避免气泡影响功能性布料的防水透湿性能或其他物化特性,并且可提升所述功能性布料的产品良率。Preferably, this embodiment further includes a defoaming treatment step before the step of coating the paste material on the carrier, but the present invention is not limited thereto. The defoaming treatment step is to use a vacuum defoaming machine or a defoaming agent to perform defoaming treatment on the pasty material to remove air bubbles in the pasty material. In this way, air bubbles can be prevented from affecting the waterproof and moisture permeability or other physical and chemical properties of the functional fabric, and the product yield of the functional fabric can be improved.
步骤S150为移除上述膜状材料中的溶剂,以使得所述膜状材料形成为一功能性布料。Step S150 is to remove the solvent in the film-like material, so that the film-like material is formed into a functional cloth.
其中,于所述功能性布料中,所述塑料光学成型材料的重量百分比范围较佳为5wt%至50wt%(更佳为8wt%至50wt%),所述聚氨酯树脂的重量百分比范围较佳为48wt%至95wt%(更佳为48wt%至90wt%),并且所述溶剂的残留浓度较佳是介于50ppm至400ppm、且更佳为100ppm至300ppm。Wherein, in the functional fabric, the weight percentage range of the plastic optical molding material is preferably 5wt% to 50wt% (more preferably 8wt% to 50wt%), and the weight percentage range of the polyurethane resin is preferably 48 wt % to 95 wt % (more preferably 48 wt % to 90 wt %), and the residual concentration of the solvent is preferably 50 ppm to 400 ppm, and more preferably 100 ppm to 300 ppm.
其中,所述功能性布料为无孔质防水透湿薄膜(non-porous membraneexhibiting waterproof and breathable),并且所述功能性布料具有介于5,000mmH2O至20,000mmH2O的一防水度、且较佳介于10,000mmH2O至20,000mmH2O;介于50,000g/m2/天至150,000g/m2/天的一透湿度、且较佳介于60,000g/m2/天至130,000g/m2/天;及介于50kg/cm2至350kg/cm2的一抗张强度(tensile strength)、较佳介于60kg/cm2至300kg/cm2、更佳介于100kg/cm2至300kg/cm2、且特佳介于120kg/cm2至300kg/cm2。值得一提的是,本发明的功能性布料不限定为无孔质防水透湿薄膜。在本明的另一实施例中,功能性布料也可以为有孔质防水透湿薄膜。Wherein, the functional fabric is a non-porous membraneexhibiting waterproof and breathable film, and the functional fabric has a waterproof degree ranging from 5,000mmH 2 O to 20,000mmH 2 O, and is relatively Preferably between 10,000mmH 2 O to 20,000mmH 2 O; between 50,000g/m 2 /day to 150,000g/m 2 /day, and preferably between 60,000g/m 2 /day to 130,000g/m 2 /day; and a tensile strength between 50kg/ cm2 and 350kg/ cm2 , preferably between 60kg/ cm2 and 300kg/ cm2 , more preferably between 100kg/ cm2 and 300kg/cm2 2 , and particularly preferably between 120kg/cm 2 to 300kg/cm 2 . It is worth mentioning that the functional fabric of the present invention is not limited to a non-porous waterproof and moisture-permeable film. In another embodiment of the present invention, the functional fabric can also be a porous waterproof and moisture-permeable film.
根据上述配置,所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。According to the above configuration, the functional fabric meets the following test criteria: (1) Phenolic yellowing test up to grade 4; (2) QUV (ASTM G154) test for at least sixty hours, and the appearance of the fabric is normal and free of Cracking; (3) Pass at least four weeks of water decomposition resistance test (Jungle Test), and the test conditions are 70 ° C temperature and 95% relative humidity; ) certified at least one of them.
进一步地说,在步骤S150中的移除膜状材料中的溶剂的方法可以例如是通过一干式处理步骤将溶剂移除。Further, the method of removing the solvent in the film-like material in step S150 may be, for example, removing the solvent through a dry processing step.
[干式处理步骤][Dry processing step]
所述干式处理步骤包含:将所述膜状材料通过一烘干机台在一预定温度(如:60℃至180℃)下进行干燥,以移除所述膜状材料中的溶剂,并且使得所述膜状材料形成为具有防水透湿性能的功能性布料;以及将所述功能性布料与载体分离,以利于终端产品的应用。其中,本实施例于干式处理步骤中所形成的功能性布料为无孔质薄膜,但本发明不以此为限,其也可以为有孔质薄膜。The dry processing step includes: drying the film-like material at a predetermined temperature (eg, 60° C. to 180° C.) through a drying machine to remove the solvent in the film-like material, and The film-like material is formed into a functional cloth with waterproof and moisture-permeable properties; and the functional cloth is separated from the carrier, so as to facilitate the application of the end product. Wherein, the functional fabric formed in the dry processing step in this embodiment is a non-porous film, but the present invention is not limited to this, and it can also be a porous film.
[功能性布料][functional fabric]
本实施例也公开一种功能性布料,所述功能性布料可以是通过上述功能性布料的制造方法所制得,但本发明不受限于此。This embodiment also discloses a functional cloth, and the functional cloth can be obtained by the above-mentioned manufacturing method of the functional cloth, but the present invention is not limited thereto.
具体来说,所述功能性布料包含一聚氨酯树脂基质及分散于所述聚氨酯树脂基质中的一塑料光学成型材料。其中,于所述功能性布料中,所述聚氨酯树脂基质的重量百分比范围为48wt%至95wt%(更佳为48wt%至90wt%),并且所述塑料光学成型材料的重量百分比范围为5wt%至50wt%(更佳为8wt%至50wt%)。Specifically, the functional fabric includes a polyurethane resin matrix and a plastic optical molding material dispersed in the polyurethane resin matrix. Wherein, in the functional fabric, the weight percent range of the polyurethane resin matrix is 48wt% to 95wt% (more preferably 48wt% to 90wt%), and the weight percent range of the plastic optical molding material is 5wt% to 50 wt% (more preferably 8 to 50 wt%).
其中,所述功能性布料进一步包括残留于聚氨酯树脂基质及塑料光学成型材料中的一溶剂,并且所述溶剂的残留浓度是介于50ppm至400ppm。Wherein, the functional cloth further includes a solvent remaining in the polyurethane resin matrix and the plastic optical molding material, and the residual concentration of the solvent is between 50 ppm and 400 ppm.
其中,所述功能性布料进一步包括分散于所述聚氨酯树脂基质及环烯烃高分子材中的一含硅添加剂、一紫外线吸收剂、及一抗菌添加剂。于所述功能性布料中,所述含硅添加剂的重量百分比范围为0.01wt%至5wt%,所述紫外线吸收剂的重量百分比范围为0.1wt%至5.0wt%,并且所述抗菌添加剂的重量百分比范围为0.2wt%至8.0wt%。Wherein, the functional fabric further includes a silicon-containing additive, an ultraviolet absorber, and an antibacterial additive dispersed in the polyurethane resin matrix and the cycloolefin polymer material. In the functional fabric, the weight percentage of the silicon-containing additive ranges from 0.01 wt % to 5 wt %, the weight percentage of the ultraviolet absorber ranges from 0.1 wt % to 5.0 wt %, and the weight of the antibacterial additive ranges from 0.01 wt % to 5.0 wt %. The percentage ranges from 0.2 wt% to 8.0 wt%.
其中,所述功能性布料为无孔质防水透湿薄膜,并且所述功能性布料具有介于5,000mmH2O至20,000mmH2O的一防水度;介于50,000g/m2/天至150,000g/m2/天的一透湿度;及介于50kg/cm2至350kg/cm2的一抗张强度(tensile strength)。Wherein, the functional fabric is a non-porous waterproof and moisture-permeable film, and the functional fabric has a waterproof degree ranging from 5,000mmH 2 O to 20,000mmH 2 O; ranging from 50,000g/m 2 /day to 150,000 a moisture permeability of g/m 2 /day; and a tensile strength ranging from 50kg/cm 2 to 350kg/cm 2 .
再者,所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。Furthermore, the functional fabric meets the following test standards: (1) the phenolic yellowing test of grade 4; (2) the QUV (ASTM G154) test for at least 60 hours, and the appearance of the fabric is no abnormality and no tortoise (3) Pass the Jungle Test for at least four weeks, and the test conditions are 70°C and 95% relative humidity; and (4) Comply with Global Recycling Standard (GRS) and Recycled Content Standard (RCS) At least one of the certifications.
值得一提的是,本实施例的功能性布料特别适合用于各种纺织产品或功能性布料的制作上。It is worth mentioning that the functional fabric of this embodiment is particularly suitable for the production of various textile products or functional fabrics.
[功能性布料的物化特性测试][Physicochemical properties test of functional fabrics]
本实施例的功能性布料的样品制备方法、测试方法、及测试结果如下所述。The sample preparation method, test method, and test results of the functional fabric of this example are as follows.
功能性布料的制备方法:将一塑料光学成型材料(本实施例选用环烯烃聚合物)与一溶剂预溶混合,以形成一高分子溶液;根据一预定比例,将一聚氨酯树脂材料与该高分子溶液彼此混合,并且以1,000rpm至2,500rpm的转速搅拌约两分钟,以形成黏度介于1,000至4,000厘泊的一膏状材料(适用于载体为离型纸或布的情况);将一紫外线吸收剂及一抗菌添加剂混合至该膏状材料中;将该膏状材料涂布至一载体上,以形成厚度介于50微米至120微米的一膜状材料;将该膜状材料置放于一连续性多节式干燥设备,以60℃至180℃的温度进行干燥,以使得该膜状材料形成为一功能性布料(具有防水透湿性能的无孔质薄膜)。The preparation method of functional fabric: pre-dissolving and mixing a plastic optical molding material (cyclic olefin polymer is selected in this embodiment) and a solvent to form a polymer solution; according to a predetermined ratio, a polyurethane resin material and the high The molecular solutions are mixed with each other and stirred at 1,000 rpm to 2,500 rpm for about two minutes to form a paste with a viscosity of 1,000 to 4,000 centipoise (applicable when the carrier is release paper or cloth); The ultraviolet absorber and an antibacterial additive are mixed into the paste material; the paste material is coated on a carrier to form a film material with a thickness of 50 microns to 120 microns; the film material is placed In a continuous multi-section drying equipment, drying is performed at a temperature of 60°C to 180°C, so that the film-like material is formed into a functional cloth (non-porous film with waterproof and moisture-permeable properties).
防水度的测试方法(JIS L1092):本实施例中由干式处理方式所制得的功能性布料(无孔质薄膜)的防水度,是根据高水压法(JIS L1092)进行测试。高水压法的主要用途是用来测试布料在静水压下的抗水渗透的防水度。试片的准备步骤包含:对一功能性布料进行裁切,以取得三片具有特定尺寸且呈矩形的试片(长15公分乘以宽15公分);以及,抓取每片试片中的三个点进行测试(如:左、中、右三个点)。试片的测试步骤包含:将一水压机的测试水槽注满常温蒸馏水;将一试片水平地置放于测试水槽内,以使得该试片与蒸馏水接触、且使得该试片的加工面朝上(必须确认该试片与测试水槽之间无空气存在);启动该水压机的夹头下降按钮,以将该试片固定在测试水槽上;将该水压机的水压以每分钟1kg/cm2或10,000mm-H2O的速度上升;当该试片的加工面出现三颗水滴(或一颗大于0.5公分的水珠)时,立即按下水压机的停止按钮并读取数据;以及,在测试完成后,将该水压机归零,并且进行下一轮的测试。以上步骤重复测试三次,并记录测试数据的值(mmH2O)。Test method of water repellency (JIS L1092): The water repellency of the functional fabric (non-porous film) prepared by the dry treatment method in this example was tested according to the high water pressure method (JIS L1092). The main use of the high water pressure method is to test the water resistance of fabrics against water penetration under hydrostatic pressure. The preparation steps of the test piece include: cutting a functional fabric to obtain three rectangular test pieces (15 cm long by 15 cm wide) with a specific size; Three points to test (eg: left, middle, right three points). The test steps of the test piece include: filling the test water tank of a hydraulic press with distilled water at room temperature; placing a test piece in the test water tank horizontally, so that the test piece is in contact with distilled water, and the processing surface of the test piece faces upwards (It must be confirmed that there is no air between the test piece and the test water tank); start the chuck down button of the hydraulic press to fix the test piece on the test water tank; the water pressure of the hydraulic press is 1kg/ cm2 per minute or The speed of 10,000mm-H 2 O rises; when three water droplets (or one water droplet larger than 0.5 cm) appear on the processing surface of the test piece, immediately press the stop button of the hydraulic press and read the data; and, during the test When complete, the hydraulic press is zeroed and the next round of testing is performed. The above steps were repeated three times and the value of the test data (mmH 2 O) was recorded.
透湿度的测试方法(JIS L1099B1):本实施例中由干式处理方式所制得的功能性布料(无孔质薄膜)的透湿度,是根据醋酸钾法(JIS L1099B1)进行测试。醋酸钾法的主要用途是用来测试水蒸气穿透布料的程度。试片的准备步骤包含:对一功能性布料进行裁切,以取得三片具有特定尺寸且呈圆形的试片(直径约5.6公分)。试片的测试步骤包含:将三百公克的一吸湿剂(醋酸钾)加入一百公克的水中,以形成一吸湿剂溶液;将该吸湿剂溶液静置一预定时间(约8~12小时);将该吸湿剂溶液倒入一透湿杯内,以使得该透湿杯的容置空间的三分之二填充有该吸湿剂;准备一透湿度测定辅助膜,其中,该透湿度测定辅助膜可以例如是聚四氟乙烯(PTFE)膜、且具有80%的孔隙率及25微米的厚度;将该透湿度测定辅助膜固定于该透湿杯上;将该试片固定于一支架上,以使得该试片的一外表面(如:非涂布面)朝内、且使得该试片的一内表面(如:涂布面)朝外;将该支架倒立地放入一恒温水槽(具有23±1℃的水)中;将该试片固定于水深10毫米的位置且放置15分钟;以及,测量该试片于15分钟内的一质量变化量(mg/min),从而计算出该试片的一透湿度(g/m2/天)。Test method for moisture permeability (JIS L1099B1): In this example, the moisture permeability of the functional fabric (non-porous film) prepared by the dry treatment method was tested according to the potassium acetate method (JIS L1099B1). The main use of the potassium acetate method is to test the extent to which water vapor penetrates a fabric. The preparation steps of the test piece include: cutting a functional fabric to obtain three circular test pieces (about 5.6 cm in diameter) with a specific size. The test steps of the test piece include: adding 300 grams of a hygroscopic agent (potassium acetate) to 100 grams of water to form a hygroscopic agent solution; leaving the hygroscopic agent solution for a predetermined time (about 8 to 12 hours) Pour the moisture absorbent solution into a moisture permeable cup, so that two-thirds of the accommodating space of the moisture permeable cup is filled with the moisture absorbent; prepare a moisture permeability measurement auxiliary film, wherein the moisture permeability measurement auxiliary The membrane can be, for example, a polytetrafluoroethylene (PTFE) membrane, and has a porosity of 80% and a thickness of 25 microns; the moisture permeability measurement auxiliary membrane is fixed on the moisture permeable cup; the test piece is fixed on a support , so that an outer surface (eg: non-coated surface) of the test piece faces inward, and an inner surface (eg: coated surface) of the test piece faces outward; put the support upside down in a constant temperature water bath (water having 23±1° C.); the test piece was fixed at a position with a water depth of 10 mm and left for 15 minutes; and, a mass change (mg/min) of the test piece within 15 minutes was measured to calculate The moisture permeability (g/m 2 /day) of the test piece was calculated.
抗张强度(tensile strengt,或称,抗撕裂强度)的测试方法:Test method for tensile strength (tensile strength, or tear strength):
将一功能性布料(无孔质薄膜)经过降伏现象后;继续对该功能性布料施予一应力。此时产生应变硬化(或加工硬化)的现象。该功能性布料的一抗张强度随外加应力的提升而提升。当该外加应力到达最高点时,该点的应力即为该功能性布料的最大抗张强度(ultimate tensile strength,UTS)。如以下式所示,最大抗张强度(σUTS)可以定义为:After a functional fabric (non-porous film) is subjected to the subjugation phenomenon, a stress is continued to be applied to the functional fabric. At this time, a phenomenon of strain hardening (or work hardening) occurs. The primary tensile strength of the functional fabric increases with the increase of the applied stress. When the applied stress reaches the highest point, the stress at this point is the ultimate tensile strength (UTS) of the functional fabric. The maximum tensile strength (σUTS) can be defined as:

其中,Pmax为功能性布料在最大抗张强度时所受之负荷,A0为功能性布料的原截面积。值得一提的是,对脆性材料而言,最大抗张强度为重要的机械性质;但对于延性材料而言,最大抗张强度值并不常用于工业设计上,因为在到达此值之前,材料已经发生很大的塑性变形。Among them, P max is the load on the functional fabric at the maximum tensile strength, and A 0 is the original cross-sectional area of the functional fabric. It is worth mentioning that for brittle materials, the maximum tensile strength is an important mechanical property; however, for ductile materials, the maximum tensile strength value is not commonly used in industrial design, because before reaching this value, the material Significant plastic deformation has occurred.
酚黄变测试(phenolic yellowing)是根据ISO105-X18进行测试。测试样品:经向10cm及纬向3cm。原样:经向10cm及纬向5cm。测试用具包含:测试纸、黄化布、玻璃片、PE膜。测试方法依序包含:1.先将测试纸对折,再将测试样品夹到测试纸内(一张测试纸夹一块测试样品)。2.将黄化布也夹进测试纸内。3.将测试样品及黄化布夹进玻璃片里(最底下的一片材料必须是黄化布,而上面都是测试样品)。4.用PE膜把玻璃片(7片)紧包起来,胶带只可贴在玻璃片两侧,不可贴在正面或底部(用胶带把PE膜侧面捆起来,使整个材料密封)。5.将材料放在耐汗试验机中,盖上1公斤重上盖,再放上3.5公斤重垂,将材料两边锁紧,把重垂移开,将材料放进50℃(±3)烘箱压16小时。6.将材料取出烘箱放在室温30分钟后才开封(重垂4公斤)。7.评级。The phenolic yellowing test was performed according to ISO105-X18. Test sample: 10cm in warp and 3cm in weft. As is: 10cm in warp and 5cm in weft. The test equipment includes: test paper, yellow cloth, glass sheet, PE film. The test methods include: 1. Fold the test paper in half, and then clamp the test sample into the test paper (one test paper sandwiches one test sample). 2. Clamp the yellowing cloth into the test paper. 3. Clamp the test sample and the yellowing cloth into the glass sheet (the bottom piece of material must be the yellowing cloth, and the above are the test samples). 4. Wrap the glass sheets (7 pieces) tightly with PE film. The tape can only be attached to both sides of the glass sheet, not the front or bottom (bundle the sides of the PE film with tape to seal the entire material). 5. Put the material in the sweat resistance testing machine, cover with a 1 kg weight cover, and then put a 3.5 kg weight hanger, lock both sides of the material, remove the weight hanger, and put the material in 50℃(±3) Oven pressure for 16 hours. 6. Take the material out of the oven and put it at room temperature for 30 minutes before opening the package (weight 4 kg). 7. Ratings.
QUV测试是根据ASTM G154国际标准测试方法进行测试。The QUV test is conducted according to the ASTM G154 international standard test method.
耐水分解测试(Jungle Test)方法:将测试样品置于70℃的温度及95%的相对湿度的烘箱中,观察测试样品经测试后的外观。Water decomposition resistance test (Jungle Test) method: place the test sample in an oven at a temperature of 70° C. and a relative humidity of 95%, and observe the appearance of the test sample after the test.
[表1功能性布料的物化特性测试][Table 1 Physical and chemical properties test of functional fabrics]


根据上述的测试结果可以得知,本实施例的功能性布料具有介于5,000mmH2O至20,000mmH2O的一防水度;介于50,000g/m2/天至150,000g/m2/天的一透湿度;以及介于50kg/cm2至350kg/cm2的一抗张强度(tensile strength)。According to the above test results, it can be known that the functional fabric of this embodiment has a waterproof degree ranging from 5,000mmH 2 O to 20,000mmH 2 O; ranging from 50,000g/m 2 /day to 150,000g/m 2 /day A moisture permeability of ; and a tensile strength between 50kg/cm 2 to 350kg/cm 2 .
再者,所述功能性布料符合以下测试标准:(1)达到4级的酚黄变测试;(2)通过至少六十小时的QUV(ASTM G154)测试,并且布料的外观无异常且无龟裂;(3)通过至少四周的耐水分解测试(Jungle Test),并且测试条件为70℃的温度及95%的相对湿度;以及(4)符合全球回收标准(GRS)及再生成分标准(RCS)认证的至少其中之一。Furthermore, the functional fabric meets the following test standards: (1) the phenolic yellowing test of grade 4; (2) the QUV (ASTM G154) test for at least 60 hours, and the appearance of the fabric is no abnormality and no tortoise (3) Pass the Jungle Test for at least four weeks, and the test conditions are 70°C and 95% relative humidity; and (4) Comply with Global Recycling Standard (GRS) and Recycled Content Standard (RCS) At least one of the certifications.
[本发明实施例的技术功效][Technical Effects of the Embodiments of the Invention]
综上所述,本发明实施例的功能性布料及其制造方法,能通过将塑料光学成型材料预先地溶解至上述选用的溶剂中、再将塑料光学成型材料与聚氨酯树脂进行混合,以形成浓度均匀且具有特定黏度的膏状材料,从而使得塑料光学成型材料及聚氨酯树脂之间的兼容性及分散均匀性被有效地提升,并且使得最终成形的功能性布料在维持一定的防水透湿度的情况下、具有较佳的抗张强度,从而提升了该种材料的应用前景。To sum up, in the functional fabric and the manufacturing method thereof according to the embodiments of the present invention, the plastic optical molding material can be pre-dissolved in the selected solvent, and then the plastic optical molding material and the polyurethane resin can be mixed to form a concentration of Uniform paste material with specific viscosity, so that the compatibility and dispersion uniformity between plastic optical molding material and polyurethane resin can be effectively improved, and the final formed functional fabric can maintain a certain waterproof and moisture permeability. It has better tensile strength, thus improving the application prospect of this material.
再者,由于本发明实施例所公开的塑料光学成型材料可以选用环烯烃高分子的回收材料,因此可以降低功能性布料的制造成本,并且可以达到废弃物回收再利用以及环保节能的目的。Furthermore, since the plastic optical molding material disclosed in the embodiments of the present invention can be recycled materials of cyclic olefin polymers, the manufacturing cost of functional fabrics can be reduced, and the purposes of waste recycling and environmental protection and energy saving can be achieved.
以上所述仅为本发明的优选可行实施例,并非用来局限本发明的保护范围,凡依本发明申请专利范围所做的均等变化与修饰,皆应属本发明的权利要求书的保护范围。The above descriptions are only preferred and feasible embodiments of the present invention, and are not intended to limit the protection scope of the present invention. All equivalent changes and modifications made according to the scope of the patent application of the present invention shall fall within the protection scope of the claims of the present invention. .
Claims (10)


Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110275251.0A CN115073776A (en) | 2021-03-15 | 2021-03-15 | Functional fabric and method for producing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110275251.0A CN115073776A (en) | 2021-03-15 | 2021-03-15 | Functional fabric and method for producing same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115073776A true CN115073776A (en) | 2022-09-20 |
Family
ID=83240990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110275251.0A Pending CN115073776A (en) | 2021-03-15 | 2021-03-15 | Functional fabric and method for producing same |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115073776A (en) |
Citations (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0046071A2 (en) * | 1980-08-13 | 1982-02-17 | Smith and Nephew Associated Companies p.l.c. | Polymer blend films, their preparation and use |
| JPH04317654A (en) * | 1991-04-17 | 1992-11-09 | Kootec Kk | Wound coating material |
| US6514286B1 (en) * | 1996-12-03 | 2003-02-04 | Osteobiologics, Inc. | Biodegradable polymeric film |
| CN1515605A (en) * | 2003-01-10 | 2004-07-28 | 广州卓德嘉薄膜有限公司 | Antibacterial fiml and its preparation method |
| US20050070665A1 (en) * | 2003-09-26 | 2005-03-31 | Ludlow James M. | Transparent thermoplastic blend of a cycloolefin copolymer and a thermoplastic polyurethane |
| CN1723235A (en) * | 2003-02-04 | 2006-01-18 | 东丽株式会社 | Moisture-permeability waterproof film, matrix material and manufacture method thereof |
| US20090061172A1 (en) * | 2006-01-26 | 2009-03-05 | Komatsu Seiren Co., Ltd. | Polyurethane Resin Composition for Durable Moisture-Permeable Waterproof Sheet, Moisture-Permeable Waterproof Sheet and Method of Manufacturing the Same |
| CN102757637A (en) * | 2012-07-06 | 2012-10-31 | 昆山华阳复合材料科技有限公司 | Degradable thin film with waterproof and moisture permeable function |
| KR101322761B1 (en) * | 2012-12-12 | 2013-11-07 | 한국신발피혁연구원 | The manufacturing method of polyurethane coating resin composition |
| CN105924939A (en) * | 2016-06-08 | 2016-09-07 | 东莞市雄林新材料科技股份有限公司 | High-weather-resistant TPU film and preparation method thereof |
| WO2016143136A1 (en) * | 2015-03-12 | 2016-09-15 | 榎本 雅穗 | Moisture permeable waterproof film and composite fabric layered therewith |
| CN106488938A (en) * | 2014-07-07 | 2017-03-08 | 东曹株式会社 | UV resistant absorbent polyurethane urea resin compositionss, the formed body employing said composition and coating material |
| CN106939123A (en) * | 2016-01-04 | 2017-07-11 | 台虹科技股份有限公司 | Waterproof moisture-permeable film |
| CN108026367A (en) * | 2015-09-25 | 2018-05-11 | Dic株式会社 | Moisture permeable membrane |
| TW202010614A (en) * | 2018-08-31 | 2020-03-16 | 聚紡股份有限公司 | Polyurethane composite material molded article, production method thereof, waterproof moisture permeable membrane, and fabric label |
-
2021
- 2021-03-15 CN CN202110275251.0A patent/CN115073776A/en active Pending
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0046071A2 (en) * | 1980-08-13 | 1982-02-17 | Smith and Nephew Associated Companies p.l.c. | Polymer blend films, their preparation and use |
| US4452845A (en) * | 1980-08-13 | 1984-06-05 | Smith And Nephew Associated Companies Limited | Moisture vapor transmitting film of polyurethane blended with an incompatible polymer |
| JPH04317654A (en) * | 1991-04-17 | 1992-11-09 | Kootec Kk | Wound coating material |
| US6514286B1 (en) * | 1996-12-03 | 2003-02-04 | Osteobiologics, Inc. | Biodegradable polymeric film |
| CN1515605A (en) * | 2003-01-10 | 2004-07-28 | 广州卓德嘉薄膜有限公司 | Antibacterial fiml and its preparation method |
| CN1723235A (en) * | 2003-02-04 | 2006-01-18 | 东丽株式会社 | Moisture-permeability waterproof film, matrix material and manufacture method thereof |
| US20050070665A1 (en) * | 2003-09-26 | 2005-03-31 | Ludlow James M. | Transparent thermoplastic blend of a cycloolefin copolymer and a thermoplastic polyurethane |
| US20090061172A1 (en) * | 2006-01-26 | 2009-03-05 | Komatsu Seiren Co., Ltd. | Polyurethane Resin Composition for Durable Moisture-Permeable Waterproof Sheet, Moisture-Permeable Waterproof Sheet and Method of Manufacturing the Same |
| CN102757637A (en) * | 2012-07-06 | 2012-10-31 | 昆山华阳复合材料科技有限公司 | Degradable thin film with waterproof and moisture permeable function |
| KR101322761B1 (en) * | 2012-12-12 | 2013-11-07 | 한국신발피혁연구원 | The manufacturing method of polyurethane coating resin composition |
| CN106488938A (en) * | 2014-07-07 | 2017-03-08 | 东曹株式会社 | UV resistant absorbent polyurethane urea resin compositionss, the formed body employing said composition and coating material |
| WO2016143136A1 (en) * | 2015-03-12 | 2016-09-15 | 榎本 雅穗 | Moisture permeable waterproof film and composite fabric layered therewith |
| CN108026367A (en) * | 2015-09-25 | 2018-05-11 | Dic株式会社 | Moisture permeable membrane |
| CN106939123A (en) * | 2016-01-04 | 2017-07-11 | 台虹科技股份有限公司 | Waterproof moisture-permeable film |
| CN105924939A (en) * | 2016-06-08 | 2016-09-07 | 东莞市雄林新材料科技股份有限公司 | High-weather-resistant TPU film and preparation method thereof |
| TW202010614A (en) * | 2018-08-31 | 2020-03-16 | 聚紡股份有限公司 | Polyurethane composite material molded article, production method thereof, waterproof moisture permeable membrane, and fabric label |
Non-Patent Citations (1)
| Title |
|---|
| 刘道春;: "织物的水性聚氨酯涂层整理技术", 网印工业, no. 08, pages 44 - 51 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102443837B1 (en) | Production of poly alpha-1,3-glucan films | |
| US5171611A (en) | Method of surface treatment surface treatment of void containing substrate | |
| AU637685B2 (en) | Single or multiple layer foil partially composed of starch | |
| FI74717B (en) | FORMKROPP INNEHAOLLANDE FLUORKOLVAETEPOLYMERER, VILKA AER BESTAENDIGA I KONTINUERLIG VAERME. | |
| EP3241869B1 (en) | Thermoplastic elastomer resin composition for moisture-permeable waterproof film, film and fabric using same | |
| GSaiz et al. | Ionic liquids for the control of the morphology in poly (vinylidene fluoride-co-hexafluoropropylene) membranes | |
| JPH107832A (en) | High strength polypropylene porous film and method for producing the same | |
| Chen et al. | Permanently antistatic and high transparent PMMA terpolymer: Compatilizer, antistatic agent, and the antistatic mechanism | |
| CN113698656B (en) | Antifogging film material and preparation method thereof | |
| CN109791240A (en) | Polarizers and Liquid Crystal Display Devices | |
| TWI732730B (en) | Functional fabric and method for producing the same | |
| KR101429802B1 (en) | Method for producing air-permeable composite sheet | |
| Yudianti et al. | Development of nanocomposites from bacterial cellulose and poly (vinyl alcohol) using casting-drying method | |
| Malakhov et al. | Morphology, structure and properties of nonwoven materials obtained by melt electrospinning of polypropylene–polystyrene blends | |
| Yeh et al. | Preparation and application of fluorocarbon polymer/SiO2 hybrid materials, part 2: Water and oil repellent processing for cotton fabrics by sol–gel method | |
| CN115073776A (en) | Functional fabric and method for producing same | |
| Kchaou et al. | Enhanced hydrophobicity and reduced water transport properties in alkylalkoxysilane modified Poly (butylene terephthalate) using reactive extrusion | |
| KR20070062448A (en) | Thermoplastic resin foam | |
| Trommer et al. | Nonrigid microporous PVC sheets: Preparation and properties | |
| KR102636737B1 (en) | Functional fabric and method for producing the same | |
| JP7323947B2 (en) | Functional cloth and its manufacturing method | |
| KR102027426B1 (en) | Polyester film | |
| Xu et al. | Synthesis of chloromethyl benzimidazole grafted polybenzimidazole with enhanced UV absorption and its effect as a stabilizer on the ultraviolet‐aging behaviors of poly (vinyl chloride) films | |
| US20100162473A1 (en) | Water-permeable protective material | |
| Shao et al. | Transparent, Antiultraviolet, and Superhydrophobic Cellulose/Aramid Nanofibers Films with Efficient Self-Cleaning and Light Management Performance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20220920 |