CN114570814B - Tool for laminating metal heat conduction layer of heat insulation plate into linear groove - Google Patents
Tool for laminating metal heat conduction layer of heat insulation plate into linear groove Download PDFInfo
- Publication number
- CN114570814B CN114570814B CN202210307285.8A CN202210307285A CN114570814B CN 114570814 B CN114570814 B CN 114570814B CN 202210307285 A CN202210307285 A CN 202210307285A CN 114570814 B CN114570814 B CN 114570814B
- Authority
- CN
- China
- Prior art keywords
- pressing plate
- groove
- extrusion head
- hinge
- connecting rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D17/00—Forming single grooves in sheet metal or tubular or hollow articles
- B21D17/02—Forming single grooves in sheet metal or tubular or hollow articles by pressing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24D—DOMESTIC- OR SPACE-HEATING SYSTEMS, e.g. CENTRAL HEATING SYSTEMS; DOMESTIC HOT-WATER SUPPLY SYSTEMS; ELEMENTS OR COMPONENTS THEREFOR
- F24D19/00—Details
- F24D19/008—Details related to central heating radiators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02B—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO BUILDINGS, e.g. HOUSING, HOUSE APPLIANCES OR RELATED END-USER APPLICATIONS
- Y02B30/00—Energy efficient heating, ventilation or air conditioning [HVAC]
Abstract
A tool for pressing a linear groove on a metal heat conduction layer of a heat insulation plate comprises a fixed handle and a movable handle; the method is characterized in that: a first connecting rod and a limiting cross rod are arranged below the fixed handle; a groove extrusion head is arranged below the first connecting rod, and a first hinge of the extrusion head and a second hinge of the extrusion head are arranged on the linear groove extrusion head; the first hinge of the extrusion head is rotationally connected with a first pressing plate connector on the first pressing plate; the second hinge of the extrusion head is rotationally connected with a second pressing plate connector on the second pressing plate; the first pressing plate is rotationally connected with the lower end of the first connecting rod through a first pressing plate lower hinge; the upper end of the first connecting rod is provided with a first pressing plate upper hinge; the first cross rod is rotationally connected with the second connecting rod through a first pressing plate upper hinge, and the second pressing plate is rotationally connected with the lower end of the second connecting rod through a second pressing plate lower hinge. The invention can be used for carrying out groove compression molding on the aluminum skin covered on the prefabricated linear groove heat insulation board at a construction site.
Description
Technical Field
The invention relates to the energy-saving and environment-friendly industry, in particular to a tool for laminating a linear groove on a metal heat conduction layer of an insulation board.
Background
The prefabricated groove heat-insulating plate is a generic term for a floor heating module.
The prefabricated groove heat-insulating board is prefabricated in a factory, is provided with boards with fixed length-width size intervals and groove sizes and has the functions of loading and heat insulation, and the boards are mainly used in floor heating engineering in building rooms. And after the prefabricated groove heat-insulating plate is assembled on site, a heating pipe or a heating cable is laid in the groove of the prefabricated groove heat-insulating plate.
The concrete heat-insulating board is a lightweight porous concrete board which is formed by adding a foaming agent into slurry prepared from cement-based cementing materials, aggregates, admixture, water and the like, mixing, stirring, casting and molding and naturally or steam curing, and is also called as a foam concrete heat-insulating board.
The concrete heat-insulating board has the excellent characteristics of light weight, good heat-insulating performance, sound absorption, sound insulation, fire prevention and the like, is suitable for outer wall heat insulation and fireproof isolation belts thereof, and is also applied to ground heating heat-insulating engineering. The concrete heat-insulating board is one of leading products for building heat insulation, and is widely applied to the installation of floor heating.
In order to better realize energy conservation and emission reduction, a metal heat conduction layer of a groove with the same outer diameter size as a heating pipe is laid on a prefabricated groove heat insulation board used in the floor heating installation engineering, and the purpose of the metal heat conduction layer is to conduct heat energy below a heating piece upwards rapidly so as to improve heating efficiency.
In the prior art, aluminum foil with the thickness within 0.1mm is generally adopted, the heat conduction effect is poor, and the adhesive-backed aluminum foil can emit optimized gas after being heated. The aluminum skin without back glue with the thickness of more than 0.2mm is arranged on the prefabricated curve groove concrete heat-insulating plate, so that good heat conduction and energy conservation effects can be achieved.
At present, equipment for carrying out linear groove punching on aluminum skin with the thickness of about 0.2mm by adopting machinery is available, but the volume of the aluminum skin which is formed by punching is quite large, the aluminum skin which is formed by punching not only needs to be packaged in an anti-extrusion paper box, and has high transportation cost, but also is easy to deform after being taken out, and poor lamination is carried out between the deformed aluminum skin and an insulation board, so that constructors are required to carry out on-site shaping on the aluminum skin. The deformed aluminum skin with the groove is shaped without special tools, so that the time is greatly delayed, and the construction efficiency is influenced.
At present, no tool for directly pressing the aluminum skin paved on the linear groove heat-insulating plate into the linear groove meeting the requirement of installing the heating pipe is available for constructors.
Disclosure of Invention
Aiming at the defects in the prior art, the invention provides a tool for laminating a linear groove for a metal heat conduction layer of a heat insulation plate.
A tool for pressing a linear groove by a metal heat conduction layer of a heat insulation plate comprises a fixed handle, a movable handle, a first pressing plate, a second pressing plate, a groove extrusion head and a sleeve strip; the method is characterized in that: a first connecting rod and a limiting cross rod are arranged below the fixed handle; a groove extrusion head is arranged below the first connecting rod, and a first hinge of the extrusion head and a second hinge of the extrusion head are arranged on the linear groove extrusion head; the first hinge of the extrusion head is rotationally connected with a first pressing plate connector on the first pressing plate; the second hinge of the extrusion head is rotationally connected with a second pressing plate connector on the second pressing plate; the first pressing plate is provided with a first pressing plate lower hinge, and is rotationally connected with the lower end of the first connecting rod through the first pressing plate lower hinge; the upper end of the first connecting rod is provided with a first pressing plate upper hinge; the first cross rod is rotationally connected with the second connecting rod through a hinge on the first pressing plate; the second pressing plate is provided with a second pressing plate lower hinge, and is rotationally connected with the lower end of the second connecting rod through the second pressing plate lower hinge; the upper end of the second connecting rod is provided with a second pressing plate upper hinge; the second cross rod is rotationally connected with the second connecting rod through a hinge on the second pressing plate; the upper end of the second connecting rod is provided with a movable handle; a first magnetic block is arranged below the two ends of the groove extrusion head; a U-shaped groove is formed in the sleeve strip, and second magnetic blocks are arranged at two ends of the U-shaped groove; the U-shaped groove on the sleeve strip is matched with the extrusion head of the groove in size, shape and length.
When the U-shaped groove is sleeved below the groove extrusion head and two ends of the U-shaped groove are aligned, the first magnetic block and the second magnetic block can be adsorbed together.
The groove extrusion head is made of metal.
The first pressing plate, the first connecting rod, the second pressing plate, the second connecting rod, the first connecting rod and the limiting cross rod are made of metal plates.
The fixed handle, the movable handle and the second connecting rod are made of engineering plastics; the sleeve strip is made of engineering plastic with elasticity.
The length dimension of the groove extrusion head is 600mm, the width dimension is 16mm, and the height dimension is 16mm; the length dimension of the sleeve strip is 600mm, the width dimension is 20mm, and the height dimension is 20mm.
By adopting the technical scheme of the invention, the method has the following beneficial effects:
1) The invention can carry out the pressing operation of groove forming on the aluminum skin covered on the prefabricated linear groove heat insulation board at the construction site;
2) The invention can be used as an auxiliary tool for paving and installing the aluminum heat conduction layer with the linear groove on the heat insulation plate;
3) The invention can be an aluminum skin on a prefabricated linear groove heat insulation board provided with a hot water pipe with the diameter of 16mm or a hot water pipe with the diameter of 20mm, and matched linear grooves are pressed;
4) The invention can directly use the reel aluminum skin to process the aluminum skin on site, has simple processing method and low use cost, and is especially practical for small enterprises without aluminum skin heat conduction layer stamping processing capability.
Drawings
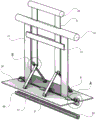
FIG. 1 is a schematic view of the construction of the first embodiment of the present invention (the sheathing strip is not sheathed on the groove pressing head, and the first pressing plate and the second pressing plate are pressed down and turned down by the movable handle);
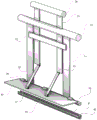
FIG. 2 is a schematic view of the first embodiment of the present invention (the sheathing strip is not sheathed on the groove extrusion head, and the first pressing plate and the second pressing plate are lifted and turned up by the movable handle);
FIG. 3 shows the first embodiment of the present invention with the sheathing strip not sheathed on the channel extrusion head, and the first pressing plate and the movable handle being pressed down and turned down;
FIG. 4 is an enlarged view of the portion A of FIG. 1 in accordance with an embodiment of the present invention;
FIG. 5 is an enlarged view of portion B of FIG. 1 in accordance with an embodiment of the present invention;
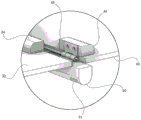
FIG. 6 is an enlarged view of FIG. 2C according to an embodiment of the present invention;
FIG. 7 is a schematic view of a flat aluminum skin placed on a prefabricated insulation panel ready for processing;
FIG. 8 is a schematic illustration of the use of the present invention for groove extrusion of aluminum skin placed on a prefabricated insulation panel;
FIG. 9 is a schematic illustration of flattening aluminum skin on both sides after groove extrusion of aluminum skin placed on a prefabricated insulation panel using the present invention.
In the figure: the device comprises a fixed handle 10, a first connecting rod 11, a limit cross rod 12, a movable handle 20, a second connecting rod 21, a first pressing plate 30, a first pressing plate lower hinge 31, a first cross rod 32, a first pressing plate upper hinge 33, a first pressing plate connector 34, a pressing head first hinge 35, a second pressing plate 40, a second pressing plate lower hinge 41, a second cross rod 42, a second pressing plate upper hinge 43, a second pressing plate connector 44, a pressing head second hinge 45, a groove pressing head 50, a first magnetic block 51, a sleeve strip 60, a U-shaped groove 61, a second magnetic block 62, a prefabricated heat-insulating plate 70, a U-shaped groove 71, an aluminum skin 80 and an extruded U-shaped groove 81.
Detailed Description
The invention is further illustrated by the following figures and examples: as shown in figures 1 to 9 of the drawings,
embodiment one: a tool for manufacturing a linear groove by a metal heat conduction layer of a heat insulation plate comprises a fixed handle 10, a movable handle 20, a first pressing plate 30, a second pressing plate 40, a groove extrusion head 50 and a sleeve strip 60; the method is characterized in that: a first connecting rod 11 and a limiting cross rod 12 are arranged below the fixed handle 10; a groove extrusion head 50 is arranged below the first connecting rod 11, and an extrusion head first hinge 35 and an extrusion head second hinge 45 are arranged on the linear groove extrusion head 50; the extrusion head first hinge 35 is rotationally connected with a first press plate connector 34 on the first press plate 30; the extrusion head second hinge 45 is rotationally connected with a second pressure plate connector 44 on the second pressure plate 40; the first pressing plate 30 is provided with a first pressing plate lower hinge 31, and the first pressing plate 30 is rotationally connected with the lower end of the first cross rod 32 through the first pressing plate lower hinge 31; the upper end of the first cross rod 32 is provided with a first pressing plate upper hinge 33; the first cross rod 32 is rotatably connected with the second connecting rod 21 through a first upper pressing plate hinge 33; the second pressing plate 40 is provided with a second pressing plate lower hinge 41, and the second pressing plate 40 is rotationally connected with the lower end of a second cross rod 42 through the second pressing plate lower hinge 41; the upper end of the second cross rod 42 is provided with a second pressing plate upper hinge 44; the second cross rod 42 is rotatably connected with the second connecting rod 21 through a second pressing plate upper hinge 44; the upper end of the second connecting rod 21 is provided with a movable handle 20; first magnetic blocks 51 are arranged below the two ends of the groove extrusion heads 50; a U-shaped groove 61 is formed in the sleeve strip 60, and second magnetic blocks 62 are arranged at two ends of the U-shaped groove 61; the U-shaped groove 61 on the jacket strip 60 matches the size, shape and length of the groove extrusion head 50.
When the U-shaped groove 61 is sleeved below the groove extrusion head 50 and two ends of the U-shaped groove are aligned, the first magnetic block 51 and the second magnetic block 62 are adsorbed together.
The groove extrusion head 50 is made of metal.
The first pressing plate 30, the first cross bar 32, the second pressing plate 40, the second cross bar 42, the first connecting rod 11 and the limiting cross bar 12 are made of sheet metal.
The fixed handle 10, the movable handle 20 and the second connecting rod 21 are made of engineering plastics; the sheathing strip 60 is made of engineering plastic with elasticity.
The length dimension of the groove extrusion head 50 is 600mm, the width dimension is 16mm, and the height dimension is 16mm; the length dimension of the sheathing strip 60 is 600mm, the width dimension is 20mm, and the height dimension is 20mm.
In this embodiment, the sheathing strip 60 can be easily sheathed under the groove extrusion head 50, and after the two ends are aligned, the first magnetic block 51 and the second magnetic block 62 will attract each other and adsorb together, and the vertical adsorption force between the two is greater than 10 kg.
The U-shaped groove 61 in the sheathing strip 60 is smooth; the lower part of the groove extrusion head 50 is smooth, the sleeve strip 60 is sleeved below the groove extrusion head 50, after the first magnetic block 51 and the second magnetic block 62 are attracted together, the sleeve strip 60 is pushed along the length direction of the groove extrusion head 50, and after the positions of the magnets attracted together are shifted in a translational manner, the sleeve strip 60 can be easily detached from the groove extrusion head 50.
Embodiment two: the difference between the second embodiment and the first embodiment is that the limiting cross rod 12 and the second connecting rod 21 are fixed together, the limiting cross rod 12 and the first connecting rod 11 are in sliding clamping relationship, a tension spring is arranged between the limiting cross rod 12 and the fixed handle 10, and under the action of the tension spring, the first pressing plate 30 and the second pressing plate 40 can automatically keep an upturned state, so that a user can press the groove conveniently.
The above examples of the present invention are illustrative of exemplary embodiments of the present invention and are not intended to be limiting of the embodiments of the present invention. Obvious variations that result from the prompts of the embodiments of the invention are still within the scope of the claims of the invention.
Claims (8)
1. A tool for pressing a linear groove for a metal heat conduction layer of a heat insulation plate comprises a fixed handle (10), a movable handle (20), a first pressing plate (30), a second pressing plate (40), a groove extrusion head (50) and a sleeve strip (60); the method is characterized in that: a first connecting rod (11) and a limiting cross rod (12) are arranged below the fixed handle (10); a groove extrusion head (50) is arranged below the first connecting rod (11), and an extrusion head first hinge (35) and an extrusion head second hinge (45) are arranged on the linear groove extrusion head (50); the first hinge (35) of the extrusion head is rotationally connected with a first pressing plate connector (34) on the first pressing plate (30); the second hinge (45) of the extrusion head is rotationally connected with a second pressing plate connector (44) on the second pressing plate (40); a first pressing plate lower hinge (31) is arranged on the first pressing plate (30), and the first pressing plate (30) is rotationally connected with the lower end of the first cross rod (32) through the first pressing plate lower hinge (31); the upper end of the first cross rod (32) is provided with a first pressing plate upper hinge (33); the first cross rod (32) is rotationally connected with the second connecting rod (21) through a hinge (33) on the first pressing plate; a second pressing plate lower hinge (41) is arranged on the second pressing plate (40), and the second pressing plate (40) is rotationally connected with the lower end of the second cross rod (42) through the second pressing plate lower hinge (41); the upper end of the second cross rod (42) is provided with a second pressing plate upper hinge (43); the second cross rod (42) is rotationally connected with the second connecting rod (21) through a second pressing plate upper hinge (43); the upper end of the second connecting rod (21) is provided with a movable handle (20); a first magnetic block (51) is arranged below two ends of the groove extrusion head (50); a U-shaped groove (61) is formed in the sleeve strip (60), and second magnetic blocks (62) are arranged at two ends of the U-shaped groove (61); the U-shaped groove (61) on the sleeve strip (60) is matched with the size, shape and length of the groove extrusion head (50).
2. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: when the U-shaped groove (61) is sleeved below the groove extrusion head (50) and two ends of the U-shaped groove are aligned, the first magnetic block (51) and the second magnetic block (62) are adsorbed together.
3. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the groove extrusion head (50) is made of metal.
4. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the first pressing plate (30), the first cross rod (32), the second pressing plate (40), the second cross rod (42), the first connecting rod (11) and the limiting cross rod (12) are made of metal plates.
5. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the fixed handle (10), the movable handle (20) and the second connecting rod (21) are made of engineering plastics.
6. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the sleeve strip (60) is made of engineering plastic with elasticity.
7. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the length dimension of the groove extrusion head (50) is 600mm, the width dimension is 16mm, and the height dimension is 16mm.
8. A tool for laminating a linear groove in a metal heat conductive layer of an insulation board according to claim 1, wherein: the length dimension of the sheathing strip (60) is 600mm, the width dimension is 20mm, and the height dimension is 20mm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210307285.8A CN114570814B (en) | 2022-03-27 | 2022-03-27 | Tool for laminating metal heat conduction layer of heat insulation plate into linear groove |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210307285.8A CN114570814B (en) | 2022-03-27 | 2022-03-27 | Tool for laminating metal heat conduction layer of heat insulation plate into linear groove |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114570814A CN114570814A (en) | 2022-06-03 |
| CN114570814B true CN114570814B (en) | 2023-06-27 |
Family
ID=81776248
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210307285.8A Active CN114570814B (en) | 2022-03-27 | 2022-03-27 | Tool for laminating metal heat conduction layer of heat insulation plate into linear groove |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114570814B (en) |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3030879A (en) * | 1960-04-25 | 1962-04-24 | Republic Die & Tool Company | Press |
| JP2001001007A (en) * | 1999-06-15 | 2001-01-09 | Hitachi Cable Ltd | Manufacture of perforated foil |
| KR20020080765A (en) * | 2001-04-17 | 2002-10-26 | 주식회사 우리 | Method For Manufacturing The Embossing Plate For bomb |
| KR20090121479A (en) * | 2008-05-22 | 2009-11-26 | 백성현 | Metal stuf v home compression machine |
| CN104325022A (en) * | 2013-06-28 | 2015-02-04 | 吴红平 | Stamping mould with capability of protecting personnel security and braking function |
| WO2015053036A1 (en) * | 2013-10-09 | 2015-04-16 | 新日鐵住金株式会社 | Production method for press-molded body, and press molding device |
| CN105718083A (en) * | 2016-02-14 | 2016-06-29 | 重庆工业职业技术学院 | Using-angle-adjustable mouse capable of preventing hand fatigue |
| CN209452587U (en) * | 2019-01-19 | 2019-10-01 | 西安北方惠安防化设备有限公司 | For the molding moulding press of handle fixing seat |
| CN210334002U (en) * | 2019-07-04 | 2020-04-17 | 福建省中友俊建材科技有限公司 | Aluminum template pressing plate convenient to use |
| CN111319082A (en) * | 2020-02-28 | 2020-06-23 | 张永强 | Geothermal grooving pipe burying machine |
| CN211218288U (en) * | 2019-11-22 | 2020-08-11 | 唐山孚达建筑材料有限公司 | Floor heating panel pipe slot aluminium foil indent device |
| CN212644737U (en) * | 2020-05-11 | 2021-03-02 | 广州孚达保温隔热材料有限公司 | Novel high-strength environment-friendly dry-type floor heating plate |
| CN214302680U (en) * | 2020-12-17 | 2021-09-28 | 唐山孚达建筑材料有限公司 | Prefabricated type arc groove floor heating module plate |
| CN214768080U (en) * | 2020-12-17 | 2021-11-19 | 唐山孚达建筑材料有限公司 | Warm up module board aluminium foil laminated groove device |
| CN113681929A (en) * | 2021-08-30 | 2021-11-23 | 廊坊皓思新能源科技有限公司 | Assembled floor heating module and preparation method thereof |
| CN113733707A (en) * | 2021-09-06 | 2021-12-03 | 重庆市炙热科技发展有限公司 | Using method of equipment for paving aluminum foil for curved groove heat-insulation board |
| CN114192663A (en) * | 2021-12-08 | 2022-03-18 | 嘉兴职业技术学院 | Continuous rolling equipment of metal foil area |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2937204C2 (en) * | 1979-09-14 | 1982-09-02 | Werner & Pfleiderer, 7000 Stuttgart | Extruder machine with wide die head and associated calender |
-
2022
- 2022-03-27 CN CN202210307285.8A patent/CN114570814B/en active Active
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3030879A (en) * | 1960-04-25 | 1962-04-24 | Republic Die & Tool Company | Press |
| JP2001001007A (en) * | 1999-06-15 | 2001-01-09 | Hitachi Cable Ltd | Manufacture of perforated foil |
| KR20020080765A (en) * | 2001-04-17 | 2002-10-26 | 주식회사 우리 | Method For Manufacturing The Embossing Plate For bomb |
| KR20090121479A (en) * | 2008-05-22 | 2009-11-26 | 백성현 | Metal stuf v home compression machine |
| CN104325022A (en) * | 2013-06-28 | 2015-02-04 | 吴红平 | Stamping mould with capability of protecting personnel security and braking function |
| WO2015053036A1 (en) * | 2013-10-09 | 2015-04-16 | 新日鐵住金株式会社 | Production method for press-molded body, and press molding device |
| CN105718083A (en) * | 2016-02-14 | 2016-06-29 | 重庆工业职业技术学院 | Using-angle-adjustable mouse capable of preventing hand fatigue |
| CN209452587U (en) * | 2019-01-19 | 2019-10-01 | 西安北方惠安防化设备有限公司 | For the molding moulding press of handle fixing seat |
| CN210334002U (en) * | 2019-07-04 | 2020-04-17 | 福建省中友俊建材科技有限公司 | Aluminum template pressing plate convenient to use |
| CN211218288U (en) * | 2019-11-22 | 2020-08-11 | 唐山孚达建筑材料有限公司 | Floor heating panel pipe slot aluminium foil indent device |
| CN111319082A (en) * | 2020-02-28 | 2020-06-23 | 张永强 | Geothermal grooving pipe burying machine |
| CN212644737U (en) * | 2020-05-11 | 2021-03-02 | 广州孚达保温隔热材料有限公司 | Novel high-strength environment-friendly dry-type floor heating plate |
| CN214302680U (en) * | 2020-12-17 | 2021-09-28 | 唐山孚达建筑材料有限公司 | Prefabricated type arc groove floor heating module plate |
| CN214768080U (en) * | 2020-12-17 | 2021-11-19 | 唐山孚达建筑材料有限公司 | Warm up module board aluminium foil laminated groove device |
| CN113681929A (en) * | 2021-08-30 | 2021-11-23 | 廊坊皓思新能源科技有限公司 | Assembled floor heating module and preparation method thereof |
| CN113733707A (en) * | 2021-09-06 | 2021-12-03 | 重庆市炙热科技发展有限公司 | Using method of equipment for paving aluminum foil for curved groove heat-insulation board |
| CN114192663A (en) * | 2021-12-08 | 2022-03-18 | 嘉兴职业技术学院 | Continuous rolling equipment of metal foil area |
Non-Patent Citations (1)
| Title |
|---|
| 网络化制造模式下基于语义网的协同产品配置模型研究;汤华茂;柏占伟;董元发;;机械设计与制造(第08期);第274-276页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114570814A (en) | 2022-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2641755A1 (en) | Building panels with support members extending partially through the panels and method therefor | |
| CN1590344A (en) | Heat-conducting plate of expanded graphite, and method for production | |
| RU2181081C2 (en) | Method for continuous extrusion with the use of waste of organic materials | |
| CN114570814B (en) | Tool for laminating metal heat conduction layer of heat insulation plate into linear groove | |
| CN214885023U (en) | Heat-insulating and sound-insulating decorative plate for building wall | |
| CN113733707B (en) | Using method of equipment for paving aluminum foil for curved groove heat-insulation board | |
| CN113696312B (en) | Method for paving aluminum foil on prefabricated curve groove concrete insulation board | |
| CN202220386U (en) | Exterior wall insulation board made of steel wires and perlite and installing structure of the insulation board | |
| CN114589226A (en) | Tool using method for pressing linear groove for heat conducting layer of heat insulation plate | |
| CN113696594B (en) | Equipment for laying aluminum foil for curved groove heat-insulation board | |
| CN201679182U (en) | Integrated production device for outer wall heat insulation decorative plates | |
| CN211341257U (en) | Energy-saving heat-insulating wall structure | |
| CN211850326U (en) | Flame-retardant heat-insulation wallboard | |
| KR100472088B1 (en) | Prefabricated heating panel and fabricating method thereof | |
| KR102176073B1 (en) | dry heating construction method using embossing aluminum sheet | |
| CN102720300A (en) | Multifunctional integrated fireproof wallboard and production technology thereof | |
| CN2489009Y (en) | Composite board | |
| CN114535378A (en) | Equipment for extruding aluminum skin heat-conducting layer for straight line groove heat-insulating plate | |
| CN114482307A (en) | Method for arranging aluminum skin heat conduction layer on curved groove heat insulation plate | |
| CN201155188Y (en) | Exposed wall thermal insulation plate and its connecting component | |
| CN216446328U (en) | Ceramic powder outer wall self-insulation wallboard | |
| CN212715740U (en) | Light heat-insulating decorative board | |
| CN201991165U (en) | Thermal-insulation decorative board combination | |
| CN203808271U (en) | Prefabricated heat-preservation wallboard | |
| CN204717828U (en) | The brilliant electric hot wall body of a kind of pin-connected panel carbon |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20230601 Address after: No. 1000 Taoyuan Avenue, Yubei District, Chongqing Applicant after: CHONGQING INDUSTRY POLYTECHNIC College Address before: 16-7, 142 Jiefang West Road, Yuzhong District, Chongqing 400012 Applicant before: Chongqing heat source technology development Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |