CN1138036C - 大厚度纸张以及生产所述纸张的造纸带 - Google Patents
大厚度纸张以及生产所述纸张的造纸带 Download PDFInfo
- Publication number
- CN1138036C CN1138036C CNB99811281XA CN99811281A CN1138036C CN 1138036 C CN1138036 C CN 1138036C CN B99811281X A CNB99811281X A CN B99811281XA CN 99811281 A CN99811281 A CN 99811281A CN 1138036 C CN1138036 C CN 1138036C
- Authority
- CN
- China
- Prior art keywords
- paper web
- deflection
- fiber
- paper
- catheter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
Landscapes
- Paper (AREA)
- Belt Conveyors (AREA)
Abstract
本发明披露了一种用于生产造纸纤维大厚度纸幅的造纸带以及由此生产的纸幅。所述造纸带包括:具有连续网络区域和许多排列在其上的独立的挠曲导管。确定挠曲导管大小,形状以及排列方式,以便使得沿导管周边的纤维挠曲最大化。导管大体上是椭圆形的,并且具有相对平均纤维长度确定大小的平均宽度。对导管进行排列以便使周边最大化并使每单位面积相应的纤维挠曲最大化。
Description
发明领域
本发明涉及用于制备低密度、柔软、吸收性纸产品的造纸机的造纸带以及由此生产的纸产品。更具体地,本发明涉及包含构图骨架和增强结构的造纸带以及由此生产的大厚度/低密度纸产品。
发明背景
纤维素纤维纸幅在本领域是熟知的。所述的纤维纸幅今天常用于毛巾纸,卫生纸,搽面纸,餐巾纸等。对于所述纸产品的大量需求,业已迫切需要所述产品改善的种类及其制备方法。
为了满足消费者的需要,纤维素纤维纸幅必须具有若干个特性。它们必须具有足够的抗张强度,以便防止结构在通常使用期间或者施加相当小拉伸力时被撕裂或撕碎。纤维素纤维纸幅必须是吸收性的,以致使液体可以迅速地被吸收并且完全地被纤维结构所保留。
抗张强度是纤维素纤维纸幅在使用期间保留其物理完整性的能力。抗张强度是纤维素纤维纸幅定量的函数。
吸收性是纤维素纤维纸幅能够吸引并保留住接触液体的性能。吸收性受纤维素纤维纸幅的密度影响。如果纸幅太致密,那么纤维之间的空隙可能会太小并且吸收速率对于预定的用途可能不够大。如果空隙太大,那么,由于表面张力的限制,接触液体的毛细管吸引作用将变得最小,将阻止液体被纤维素纤维纸幅保留。
另外,纸幅应当具有一定的柔软度,以致使在使用期间具有愉快的触感并且不粗糙。柔软度是纤维素纤维纸幅将特别希望的触感赋予使用者皮肤的能力。柔软度通常与纤维素纤维纸幅在垂直于其平面的方向上抗变形的能力成正比。
厚度是在一定机械压力下测量的纤维素纤维纸幅的表观厚度并且是定量和纸幅结构的函数。纤维素纤维纸幅的厚度将影响强度、吸收性、以及柔软度。
纸产品的制备方法通常涉及:制备纤维素纤维的含水浆液,然后从浆液中除去水份,同时使纤维进行重排以便形成纸胚。能够采用不同种类的设备来帮助脱水。一种典型的制备方法采用长网造纸机,其中造纸浆液喂至运行着的无端带的表面上,在该带上使纤维进行起始的脱水和重排。
在起始成形之后,纸幅在另一称之为干燥织物、呈无端带状的织物上,通过干燥过程。所述干燥过程涉及对纸幅的机械压榨,真空脱水,穿透干燥,以及其它的过程。在干燥过程中,纸胚将具有纤维素纤维的排列和挠曲所产生的特定图案或形状。
US4,529,480(1985年7月16日授权于Trokhan)介绍了一种造纸带,所述带包含有:被固化的光敏树脂骨架包围的多孔纺织部件。树脂骨架备有许多独立的、分离的称为挠曲导管的通道。由于在施加液压差时,造纸纤维将挠曲入导管内并在其中重排,因此,在该方法中使用的造纸带被称为挠曲部件。在造纸过程中使用这样的带,将给生产出的纸张提供这样的可能性,即所述纸张可能具有某些希望的强度、吸收性,和柔软度特性。
使用US4,529,480中公开的方法生产的纸张描述于US4,637,859(授权于Trokhan)中,在此将其引入作为参考。该纸张的特征在于:具有分布在其表面上的两个物理上不同的区域。一个区域是具有相对高密度和高特性强度的连续网状区。另一个区域是由被网状区完全包围的许多圆顶组成的区。与网状区域相比,在后一区中的圆顶具有相对低的密度和相对低的特性强度。
圆顶是在造纸过程中纤维填充造纸带的挠曲导管时所产生的。当纸幅在干燥过程中被压缩时,挠曲导管将阻止在其中沉积的纤维被压实。因此,与纸幅的压实区域相比,圆顶更厚并且具有更低的密度和特性强度。结果是,纸幅的厚度受圆顶的特性强度所限制。
一旦造纸过程的干燥阶段结束,便完成了纤维的排列和挠曲。然而,取决于成品的种类,纸张可以通过另外的过程,如压光,施加柔软剂,以及进行转换。这些过程往往会把纸张的圆顶区压实并使厚度降低。因此,生产具有两个物理上不同区域的大厚度成品纸产品时,需要在圆顶中形成具有抗机械压力的纤维素纤维结构。
当形成纤维素纤维纸幅时,纤维主要在纸幅的X-Y平面内取向,在Z-方向提供可以忽略的刚性。一旦在X-Y平面内取向的纤维被机械压力压实,这些纤维将被压在一起,增加纸幅的密度,同时降低纸幅的厚度。在纸幅Z-方向的取向纤维将增强纸幅Z-方向的结构刚性以及其相应的抗机械压力性能。因此,在Z-方向使纤维取向最大化将使纸幅的厚度最大化。
通过使纤维能沿挠曲导管的周边进行挠曲,挠曲导管提供了一种产生Z-方向纤维取向的途径。总的纤维挠曲程度取决于:相对纤维长度挠曲导管的大小和形状。
大的挠曲导管使得较小的纤维能积累在导管的底部,这又将限制随后在其中沉积的纤维的挠曲。相反,小的挠曲导管使得较长的纤维能在导管开口处进行桥连,而造成最小的纤维挠曲。
另外,导管的形状也将影响纤维的挠曲。例如,由形成锐角或小半径的周边限定的挠曲导管将增加纤维发生桥连的潜在可能性,这将使纤维的挠曲最小化。能使纤维发生桥连的各种导管形状的例子,参见US5,679,222(1997年10月21日授权于Rasch等人)。
因此,本发明提供一种造纸带,所述造纸带包括有:连续的网状区和许多独立的挠曲导管,所述挠曲导管的大小和形状使得纤维挠曲和相应的Z-方向纤维取向变得最佳。
本发明还提供一种纸幅,所述纸幅包含:基本上连续的、宏观上基本单平面的网状区域和分布在网状区域中的许多独立的圆顶区域。确定所述圆顶区的大小和形状,以便得到最佳的厚度。
发明概要
本发明涉及一种造纸带,该带具有能产生低密度/大厚度纸幅的构图骨架;以及由此生产出的纸幅。所述造纸带包括有增强结构,该增强结构带有在其上排列的构图骨架。所述构图骨架包括:连续的网状区域和许多独立的挠曲导管,其中挠曲导管被连续的网状区彼此分开。
挠曲导管通常是椭圆形的并相对于平均纸幅纤维长度(
L)来确定其大小,以致使导管的平均宽度
W满足下列条件:
L<
W<3
L。
挠曲导管的纵横比从至少约1.0至约2.0的范围内,并且具有最小的曲率半径,其中最小曲率半径与平均宽度的比值从至少约0.29至约0.50。
挠曲导管可以以六角形图案进行排列,以便使每单位面积的导管能最大地集中,同时使连续网状区域的面积最小化。连续网状区域提供其宽度从至少约0.007英寸至约0.020英寸的压节区域。
在所述造纸带上生产的纸张包含:宏观基本上单平面的网状区域和被连续网状区域彼此分开的并在其中分布的许多独立的圆顶区域。所述圆顶具有先前所述的通常为椭圆形挠曲导管的形状和排列。
附图概述
根据下面的说明,所附的权利要求,以及附图,本发明的这些和其它的特征,方面和优点将变得更为清楚;其中:
图1是使用本发明造纸带的造纸机的一个实施方案的简略侧视图。
图2是本发明造纸带的部分顶视图,示出了连接增强结构并且具有挠曲导管椭圆形纸侧开口的骨架。
图3是沿线3-3截取的图2中示出的造纸带的部分垂直截面图。
图4是图3中示出的造纸带的部分垂直截面图,用于描述挠曲导管处桥连的纤维。
图5是图3中示出的造纸带的部分垂直截面图,用于描述在挠曲导管底部聚集的纤维。
图6是图3中示出的造纸带的部分垂直截面图,用于描述悬在挠曲导管开口处的纤维,以便阐明纤维的挠曲。
图7是图3中示出的造纸带的部分垂直截面图,用于描述在挠曲导管开口处桥连的纤维,以便阐明纤维的挠曲。
图8a&8b是具有小半径或锐角并易于使纤维造成桥连的导管形状的顶视图。
图9是具有成直线周边的椭圆形导管的简图。
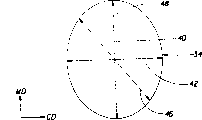
图10是具有成曲线周边的椭圆形导管的简图。
图11是以六角形图案排列的挠曲导管的简略顶视图,其中长轴与造纸带的纵向平行地取向。
图12是以六角形图案排列的挠曲导管的简略顶视图,其中长轴与造纸带的纵向成斜角取向。
图13是图3中示出的造纸带的部分垂直截面图,用于描述挠曲进入挠曲导管内的纤维并阐明导管宽度,导管Z-方向高度,以及纸幅伸长率之间的关系。
图14是图3中示出的造纸带的部分垂直截面图,用于描述挠曲进入挠曲导管内的纤维并阐明纸幅挠曲角和形成压节/导管开口界面之间的关系。
图15是具有六角形图案排列圆顶的纸幅的简略顶视图。
图16是沿线16--16截取的图15中示出的纸幅,其部分垂直截面图。
发明详述
定义
在本发明中所使用的下列术语具有如下意义:
以MD表示的纵向是平行于纸幅通过造纸设备的方向。以CD表示的横向是与纵向在X-Y平面内相垂直的方向。区域中心是在挠曲导管内的一个点,该点与物质薄的均匀分布的质量中心一致,所述物质被挠曲导管的周边所包围。长轴是横跨导管区域中心并且连接导管周界两个点的最长轴。短轴是横跨导管区域中心并且连接导管周界两个点的最短轴或最短宽度。纵横比是长轴长度与短轴长度的比值。导管的平均宽度是通过导管区域中心并连接其周界两个点所画的直线的平均长度。曲率半径是在曲线上某一点处的曲率瞬间半径。曲线涉及弯曲线。直线涉及直的线。Z-方向高度是从增强结构的面朝纸张面伸出的树脂骨架部分。平均纤维长度是加权平均纤维长度。
本说明书包含本发明造纸带(1)的详细说明和本发明的成品纸产品(2)。
(1)造纸带
在图1简要说明的举例性造纸机中,本发明的造纸带取无端带的形状,即造纸带10。造纸带10有纸张接触侧11和与纸张接触侧11相反的背侧12。造纸带10在纸幅成形的各个阶段(纸胚27和中间纸幅29)携带纸幅(或“纤维幅”)。纸胚的成形方法描述于许多参考文献中,如US3,301,746(1974年1月31日授权于Sanford和Sisson)和US3,994,771(1976年11月30日授权于Morgan和Rich),在此将其引入作为参考。造纸带10沿箭头B指示的方向绕转向辊19a和19,压印辊20,转向辊19c,19d,19e,19f,和乳液分布辊21运行。造纸带10运行的循环包括有:施加液压差至纸胚27上的装置,如真空引纸瓦(PUS)24a和多缝真空箱24。在图1中,造纸带10还绕预干燥器如通风干燥器26运行,并在压印辊20和扬克式烘缸28形成的压区之间通过。
尽管本发明造纸带的优选实施方案呈无端带10的形状,但也能包括许多其它的形状,它们包括例如:供制备手抄纸用的固定板或供各种连续方法用的旋转鼓。与为实施所要求保护的本发明造纸带所取的物理形状无关,它通常具有列于下面的某些物理特性。本发明的造纸带10可以根据普通转让的US5,334,289(以Trokhan等人的名义出版)来制备,在此将其引入作为参考。
如图2所示,本发明的造纸带10包含两个主要部件:骨架30和增强结构32。骨架30优选包含弯曲的光敏聚合树脂。骨架30和带10具有限定带10的纸张接触侧11的第一表面11和与在其上使用带10的造纸机取向的相反的第二表面12。
在此使用的X,Y和Z方向是笛卡儿坐标系中与本发明造纸带10(或排列在带上的纸幅27)有关的取向。根据本发明的造纸带10在宏观上是单平面的。造纸带10的平面限定其X-Y方向。与X-Y方向和造纸带10的平面垂直的是带10的Z-方向。同样地,根据本发明的纸幅27可以认为在宏观上是单平面的并且位于X-Y平面内。与X-Y方向和造纸带10的平面垂直的是纸幅27的Z-方向。
优选的是,骨架30限定预定的图案并提供压节区域36,所述压节区域将同样的图案压印至本发明的纸幅27上。特别优选的骨架30的图案是基本连续的网状区。如果将优选的基本连续的网状图案选作骨架30的话,独立的挠曲导管34将在带10的第一表面11和第二表面12之间延伸。基本连续的网将包围并限定挠曲导管34。
骨架30将与骨架30相对应的图案印至承载于其上的纸幅27上。在带10和纸幅27通过具有足以产生压印的间隙的两个刚性表面之间的任何时间将产生压印。压印通常在两个辊之间的压区中产生,最为通常的是,当带10将纸张转移至扬克式烘缸28上时产生压印。压印是骨架30将纸幅27压在压辊20上所产生的。
带10的第一表面11接触载在其上的纸幅27。在造纸期间,带10的第一表面可将图案压印至纸幅27上,该图案与骨架30的图案相对应。
带10的第二表面12是带10的纸机接触表面。第二表面可以由其中有通道的背侧网制得,所述通道与挠曲导管34不同。所述通道在带10第二表面背侧的组织中提供不规则性。通道允许空气透过带10的X-Y平面,渗透不需要在通过带10挠曲导管34的Z-方向流动。引入所述背侧组织的带10可以根据下面任一普通转让的美国专利来制备:US5,098,522(1992年3月24日授权于Smurkoski等人);US5,364,504(1994年11月15日授权于Smurkoski等人);和US5,260,171(1993年11月9日授权于Smurkoski等人);在此将其引入作为参考。
本发明造纸带10的第二个主要部件是增强结构32。增强结构32与骨架30一样具有第一表面或面朝纸张表面13和与面朝纸张表面相反的第二表面或面朝纸机表面12。增强结构32主要排列在带10的相对表面之间并且可具有与带10的背侧一致的表面。增强结构32给骨架30提供支承。正如现有技术中熟知的那样,增强部件通常是纺织物。与挠曲导管34对准的增强结构32的这些部分将阻止造纸中使用的纤维完全通过挠曲导管34并借此降低针孔的出现。如果不希望将纺织物用作增强结构32,那么,非纺元件,筛网,编网,或其上有许多孔的板可以给本发明的骨架30提供足够的强度和支承。
如图3所示,骨架30与增强结构32连接。骨架30由增强结构32的面朝纸张侧13向外延伸。增强结构32增强树脂骨架30并具有适当的投影开口面积,以便在造纸过程中使用的真空脱水设备能充分地发挥其从纸胚27中进行脱水的作用,以及使得从纸胚27中脱除的水份能通过造纸带10。
本发明的造纸带10可根据下列任一普通转让的美国专利来制备:US4,514,345(1985年4月30日授权于Johnson等人);US4,528,239(1985年7月9日授权于Trokhan);US5,098,522(1992年3月24日授权);US5,260,171(1993年11月9日授权于Smurkoski等人);US5,275,700(1994年1月4日授权于Trokhan);US5,328,565(1994年7月12日授权于Rasch等人);US5,334,289(1994年8月2日授权于Trokhan等人);US5,431,786(1995年7月11日授权于Rasch等人);US5,496,624(1996年3月5日授权于Stelljes,Jr.等人);US5,500,277(1996年3月19日授权于Trokhan等人);US5,514,523(1996年5月7日授权于Trokhan等人);US5,554,467(1996年9月10日授权于Trokhan等人);US5,566,724(1996年10月22日授权于Trokhan等人);US5,624,790(1997年4月29日授权于Trokhan等人);US5,628,876(1997年5月13日授权于Ayers等人);US5,679,22(1997年10月21日授权于Rasch等人);和US5,714,041(1998年2月3日授权于Ayers等人);在此将这些出版物引入作为参考。
生产具有特定厚度纸幅的能力是纸幅厚度的函数。厚度是在一定机械压力下测量的纤维素纤维纸幅的表观密度。所述厚度是纸幅定量和纸幅结构的函数。定量是3000平方英尺纸张的磅数。纸幅结构涉及组成纸幅27的纤维的取向和密度。
组成纸幅27的纤维通常在X-Y平面内取向并在Z-方向提供最小的结构支承。因此,当纸幅27被构图的骨架30压缩时,纸幅27被压实,并由此产生降低厚度的、构图的、高密度区域。相反,复盖挠曲导管34的纸幅27部分不被压实,并因此产生更厚的、低密度区域。
称为圆顶区的低密度区,赋予纸幅27以表观密度。由于组成通常圆顶的纤维主要在纸幅27的X-Y平面内取向,因此,纤维将提供忽略不计的Z-方向支承。因此,在随后的造纸操作期间,圆顶极易变形并且降低厚度。因此,纸幅27的厚度通常受圆顶经受机械压力的能力所限制。
然而,挠曲导管34给沿周界38的Z-方向上的挠曲纤维了提供一工具。纤维的挠曲产生了包含Z-方向成份的纤维取向。这样的纤维取向不仅将产生表观厚度,而且还将在Z-方向上提供一定量的结构刚性,这将有助于纸幅27在整个造纸过程中持续的厚度。因此,对于本发明,对挠曲导管34确定大小和形状,以便使沿周界38纤维的挠曲最大化。
当纤维50挠曲进入挠曲导管34中时,纸胚27便开始脱水。脱水将使得纤维的可动性降低,这往往使纤维在挠曲和重排之后固定在某一位置。纤维挠曲进入挠曲导管34中可通过施加不同的液压至纸胚27上而产生。施加不同压力的一种优选的方法是:通过挠曲导管34使纸胚27暴露至真空中。在图1中,借助使用引纸瓦24而阐明所述的优选方法。
不被理论束服,据信,纸胚27中的纤维相对于挠曲导管34的重排通常取两种形式之一,这取决于包括纤维长度在内的许多因素。正如在图4中简略示出的那样,较长纤维50的两端可限制在压节36的顶上,使得纤维50的中间部分弯曲进入导管34中,而不被完全挠曲。因此,将发生挠曲导管34的“桥连”。另外,如图5所示,纤维50(主要是短纤维)实际上完全沉入导管34中,几乎没有挠曲,这将产生一堆在导管内的纤维50并且使随后沉积在导管34中或沉积在其周围的纤维的挠曲最小化。
纤维挠曲是纸幅抗弯曲的函数。纸幅弯曲挺度越高,抗挠曲性就越大。纸幅的弯曲挺度被两个因素支配:(1)个别纤维的弯曲挺度;和(2)纤维和纤维间的结合强度。然而,在引纸瓦24a处的纸幅是湿的,并且由于纸幅中存在大量的水份,纤维与纤维间的键并没有很好建立。因此支配因素就是个别纤维的挺度。纤维越挺硬,挠曲程度就越小。
尽管纤维的挠曲取决于纤维50的固有挺度,但挠曲幅度主要由纤维50是否具有足以横跨导管34的宽度所确定。图6和图7示出了两种可能的纤维挠曲方案。在图6中,纤维50固定在位置A处并成直线地伸在导管34的开口处。当该纤维50经受均匀的负载,如真空时,结果将在位置A处发生高度的弯曲运动并挠曲至位置B,其由下式限定:
fB=FL3/8EI (1)
式中,fB为位置B处的挠曲;F为均匀分布在纤维长度上的力;L为由支承位置算起纤维的长度;E为弹性模量;I为惯性运动。
在图7中,纤维部分50比导管宽度长,产生了两个固定位置A和B。如果纤维部分50经历相同的真空,那么,在位置A和B处的支承力将引起偏移弯曲运动,从而使纤维挠曲至位置C,其由下式限定:
fC=FL3/384EI (2)
式中fC为位置C处的挠曲
假定图6和图7中所示的纤维,其F,L,E,和I相同,很明显的是,纤维挠曲fB是纤维挠曲fC的48倍。
fB=48fC (3)
因此,借助确定使纤维桥连的出现最小化的挠曲导管34的大小,能增强纤维的挠曲。然而,导管的大小还受能在导管中积累的配料中的细小纤维的数量限制,并因此将抑制长纤维在其中的挠曲。
配料通常包括阔叶木和针叶木。阔叶木纤维的例子是桉树(EUC),而针叶木纤维的例子是北方针叶木硫酸盐纤维(NSK)。举例性的配料包含:30%重量的针叶木纤维和70%重量的阔叶木纤维。由于针叶木的平均纤维长度为阔叶木纤维平均长度的三倍,因此根据针叶木纤维平均长度确定的挠曲导管,将使得其中极易积累较短的阔叶木纤维,由此限制了更长纤维的挠曲。因此,优选的是,根据配料的平均纤维长度L来确定导管的宽度W,其中:
W≥
L (4)
对于本发明,平均纤维长度为由下式确定的加权平均纤维长度:
L=∑ni
Li 2/∑ni
Li (5)
式中Li为i类纤维的平均长度;ni为i类中测量的纤维数量。
本发明的加权平均纤维长度约为0.043英寸。
如图9和10中所示,导管34可以取具有可变或恒定宽度的许多不同的形状。具有可变宽度的导管形状由长轴40,短轴42,以及平均宽度46来确定。如定义所述,长轴40是横跨导管区域中心的最长轴或最长宽度;短轴42是横跨导管区域中心的最短宽度;而平均宽度46是横跨导管区域中心的平均宽度。
借助首先测量一线的长度而确定平均宽度46,所述线划过连接导管周界上两个点,在CD方向的区域中心。测量相对于CD方向,以Δθ角增量(如从0°至165°范围内15°或更小的增量,其中0°表示CD方向)取向的类似线的长度,并取平均值,以便确定平均宽度。
由于纤维桥连绝大部分可能沿短轴42发生,因此,优选根据平均纤维长度
L确定最小导管34宽度,以致使:
Wmin≥
L (6)
因此,对于本发明,优选的最小导管宽度至少约0.043英寸。
由于较短纤维的积累会沿导管的长轴和短轴40,42发生,因此,很难确定使纤维积累最小化,纤维挠曲最大化,长轴和短轴40,42的上限。然而,对于本发明,业已发现,以平均宽度46落入平均纤维长度
L和三倍平均纤维长度3
L的范围来确定导管34的大小,将使厚度最大化。
L<
W<3
L
因此,对于本发明,优选以约0.043英寸至约0.129英寸的平均导管宽度来确定导管的大小。
纸幅27接近二维纤维网。理想的纤维网包括:无规分布的纤维,其中纤维的取向不偏向特定的方向。对于所述理想的网,平均纤维长度
L在所有方向上是相同的。
然而,纤维网通常排列在这样的纸幅中,其中具有特定方向偏向的纤维取向。对于这种偏向的网,平均纤维长度将相对于纸幅27的X-Y平面内成角度的取向而改变。理论上,这样的平均纤维长度表示为
其中:
θ=相对于CD在X-Y平面内成角度的取向
Lθi=在X-Y平面内成角度θ取向时纤维部分的长度。 =在X-Y平面内成角度θ取向时的平均纤维长度。
=在X-Y平面内成角度θ取向时的平均纤维长度。
n=在X-Y平面内成角度θ取向时测量的纤维数量。
对于本发明,组成二维纤维网的纤维50主要在纵向MD进行取向。因此,在纵向的平均纤维长度大于横向CD的平均纤维长度。
根据方程式4,由此得出:
WMD>WCD (9)
因此,如图11所示,优选使导管34取向,以致使长轴40平行于带的纵向。然而,由于纤维的取向通常偏向MD,因此,本领域普通技术人员将知道的是,长轴40也可以斜向进行取向,如图12所示,斜线由相对于MD成22.5°±22.5°取向的角54限定。
导管的形状根据纵横比RA确定,纵横比被定义为长轴40与短轴42之比。为使纤维的挠曲最大化,由方程式(8)&(9)可以得出,纵横比RA由下式确定:
然而,对于纤维刚好挠曲进入挠曲导管34中之前的纸幅状态而言,在X-Y平面内测量纸幅特定方向上的平均纤维长度,这是不实际的。因此,对于提供最大纤维挠曲的导管形状,为了确定优选的纵横比RA,需要考虑纸幅的内在物理性能,该性能是纤维长度的函数。
纸幅27的物理性能主要受纸幅27的X-Y平面内纤维的取向所影响。例如,具有偏向MD纤维取向的纸幅27将具有比CD更高的MD抗张强度,比MD更高的CD伸长率,和比CD更高的MD弯曲挺度。
除纤维取向以外,纸幅的抗张强度与X-Y平面内特定方向取向的纤维的相应长度成正比。因此,在MD和CD中纸幅的抗张强度与MD和CD中的平均纤维长度成正比。
TMD.CD(抗张强度)∝
LMD.CD (11)
因此,根据方程式8,可以得出:
TMD>TCD (12)
此外,通过将TMD/TCD替换方程式10中的
限定导管形状的纵横比RA表示为:
在MD和CD方向纸幅27的抗张强度,利用Thwing-Albert InstrumentCo.(Philadelphia,PA)制造的Thwing-Albert Intelect II标准抗张强度测试仪来测量。因此,提供最佳纤维挠曲和相应厚度的优选导管形状具有从1至约2的纵横比。更优选的形状具有从约1.3至1.7的纵横比。最优选的形状具有从1.4至1.6的纵横比。
挠曲导管34的形状不仅对于横跨导管宽度上纤维桥连的最小化有很大的影响,而且对于沿导管壁周界38纤维桥连的最小化也有很大的影响。形成小半径或锐角的导管壁将给纤维的桥连提供另外的位置。为此,将不宜导管形状的例子示于图8a&8b中。
如图9和10中所示,本发明优选的导管形状是大体上椭圆形的形状,它们包括但不局限于:圆形,椭圆形,以及六边形或更多边的多边形。图9阐明了:包含单独壁部分44,具有成直线周边的椭圆形导管。对于这样的导管形状,沿周边的纤维桥连借助在相邻壁部分之间提供至少约120°的夹角而变得最小。
图10阐明了:具有凹向导管中心的曲线周边的椭圆形导管。曲线周边包括最小的曲率半径48。同样地,沿周边的纤维桥连借助限定其形状而变得最小化,限定形状以最小曲率半径48与平均导管宽度之比至少为0.29并且不大于0.50为准。
如图13所示,理想地,压节36顶上的纸幅27将经受零伸长,而在导管34上方,纸幅将完全挠曲至其中,经验平均伸长率为ε,其中:
ε=平均伸长率
OB=Z-方向高度
W=导管宽度。
当纸幅断裂时确定临界伸长率。如果伸长率大于纸幅27的临界伸长率,那么,网将破坏,并在纸幅中产生针孔。纸幅27的临界伸长率取决于网的性能,如纤维长度和纤维取向。由于在引纸瓦处纸幅是湿的并且纤维与纤维间的键并没有很好建立,因此,纤维间的结合在临界伸长率方面不起作用。
纸幅27挠曲进入导管34中的总距离取决于Z-方向的高度60。由于纸幅的临界伸长率与OB60成正比,因此可以得出的是,OB受纸幅27的临界伸长率所限制。因此,根据方程式15,OB60的合理范围表达如下:
临界伸长率ε临界是纤维长度,纤维取向和定量的复杂函数。定性地,当纤维长度和/或定量增加时,临界伸长率将增加。对于本发明,最大纸幅挠曲优选的Z-方向高度60从至少约0.005英寸至约0.039英寸的范围内。
另外,纸幅在挠曲导管中的总挠曲主要由构图骨架的压节/导管界面形成的角度确定。纸幅挠曲角度62定义为在压节/导管界面处纸幅相对于Z-方向的角度。纸幅挠曲的说明示于图14中。积累在压节/导管界面处的纤维50具有Z-方向成份的取向,这使之能提供能够经受外部压缩力的支承结构。在压节/导管界面处平行于Z-方向取向的纤维将提供最大的支承。然而,由于纸幅27并不是无限柔韧的,因此它不能完全顺从导管34的轮廓。此外,由于制备上的限制,挠曲导管是倾斜的,在压节/导管界面处形成一树脂角64。由于角62不能小于树脂角64,因此,树脂角64另外还限制纸幅的挠曲。对于本发明,树脂角优选在5°和10°之间倾斜。纸幅挠曲角通常从约20°至约50°。
由于在不同过程中施加至纸张上的外力是由对压节/凹穴界面处纤维的支承力起作用的,因此,在该区域中纤维数量越多,支承力及相应的厚度就越大。通过使界面的总周边38最大化,能够最优化过渡界面中纤维50的数量。这相当于使每单位面积挠曲导管34的数量最大化或使压节面积36的百分比最小化。理论上,导管34能够最大限度地组合。然而,如图11和12所示,分开导管34的压节36需要有最小宽度52,以便使树脂能牢固地粘结至辅助层32上。对于本发明,优选的最小宽度52至少从约0.007英寸至约0.020英寸。优选地,所述的压节面积为所述带纸幅接触表面的约25%至约50%。
此外,通过更为有效的排列组合导管34,能够使每单位面积的导管数量最大化。导管34优选的排列方式是如图11和12中所示的形成六角形图案。
(2)纸张
本发明的纸张80有两个主要区域。第一区域包含对着带10的骨架30进行压印的压印区域82。压印区域82优选包含:基本上连续的网络。纸张80的第一区域的连续网络82在带30的基本连续的骨架30上形成,并且在几何构形上通常与之相对应,而且在造纸期间非常紧密地排列。
纤维80的第二区域包含许多分散在整个压印网络区域82的圆顶84。圆顶84在几何构形上通常与带10中的挠曲导管34对应,并且在造纸期间定位于挠曲导管34处。在造纸过程中通过与挠曲导管34的一致,圆顶84中的纤维将在骨架30的面朝纸张表面和增强结构32的面朝纸张表面之间,在Z-方向发生挠曲。因此,圆顶84将从纸张80基本连续的网络区域82向外突出。圆顶84优选是独立的,被连续的网络区域82彼此分开。
不被理论束服,据信,纸张80的圆顶84和基本连续的网络区域82通常可以具有相等定量。通过使圆顶84挠曲进入挠曲导管34中,相对于基本连续的网络区域82的密度,圆顶84的密度将增加。此外,基本连续的网络区域82(或可以选择的其它图案)随后可以进行压印,如对着扬克式烘缸进行压印。相对于圆顶84的密度而言,这样的压印将增加基本连续的网络区域82的密度。得到的纸张80,随后可以按照本领域熟知的方法进行压花。
本发明的纸张80可以根据下列普通转让的美国专利来制备:US4,529480(1985年7月16日授权于Trokhan);US4,637,859(1987年1月20日授权于Trokhan);US5,364,504(1994年11月15日授权于Smurkoski等人);和US5,529,664(1996年6月25日授权于Trokhan等人);以及US5,679,222(1997年10月21日授权于Rasch等人);在此将其引入作为参考。
在X-Y平面内圆顶84的形状包括但不局限于:圆形,椭圆形,以及六边或更多边的多边形。优选的是,圆顶84通常为包含成直线周边或曲线周边86的椭圆形。曲线周边86包含最小曲率半径,以致使最小曲率半径与圆顶平均宽度之比从至少约0.29至约0.50。成直线周边86可以包含许多侧壁部分,其中在侧壁部分之间的夹角至少约120°。
提供大厚度的纸张80需要纸幅中每单位面积Z-方向纤维的数量最大化。绝大多数Z-方向纤维沿其中纤维发生挠曲的圆顶84的周边86进行取向。因此,Z-方向纤维的取向以及相应的纸幅厚度主要取决于每单位面积圆顶的数量。
如图15所示,通过使相邻圆顶之间的距离最小化而使每单位面积圆顶84的数量最大化,这可通过将圆顶排列成有效的图案而实现。对于本发明,圆顶84之间优选的最小距离至少约0.007英寸,并且不大于0.020英寸。圆顶84的优选排列方式是形成六边形图案。
纸张80每单位面积的圆顶84的数量主要取决于先前所述的挠曲导管的大小和形状。对于本发明,圆顶84优选的平均宽度至少约0.043英寸并且小于约0.129英寸。圆顶优选的大体上椭圆形,其纵横比从1至约2。更优选的大体上椭圆形其纵横比从约1.3-1.7。最优选的大体上椭圆形,其纵横比从1.4-1.6。
纸幅的厚度通常利用直径为2英寸的冲压脚,在3秒停留时间之后,在95克/英寸2的压力下测量。利用Thwing-Albert InstrumentCo.(Philadelphia,PA)制造的89-100型Thwing-Albert厚度测试仪来测量厚度。厚度是在TAPPI温度和湿度条件测量的。
对于本发明针对包含两层的纸幅测量其厚度。两层纸幅的厚度优选在20密耳和40密耳之间。更优选的是,两层纸幅的厚度在38密耳和46密耳之间。最优选的是,两层纸幅的厚度在25密耳和30密耳之间。
尽管已阐明并描述了本发明特定的实施方案,但对于本领域熟知技术人员而言,显而易见的是,在不脱离本发明的精神和范围下,能够作出各种改变和改进。打算在所附的权利要求书中包括本发明范围内的所有改变和改进。
Claims (10)
1.一种具有纸幅接触表面和与所述纸幅接触表面相反的纸机接触表面的造纸带,其中所述纸幅接触表面用于传送平均纤维长度为L的造纸纤维的纸幅,所述造纸带包括:
具有在其上排列的构图骨架的增强结构,所述构图骨架包含连续的网状区域和许多独立的挠曲导管,所述挠曲导管被所述连续的网状区域彼此分隔开;所述挠曲导管具有曲线周边的椭圆形,平均宽度为W,其中
L<
W<3
L,纵横比从至少1.0至2.0,以及最小曲率半径,其中最小曲率半径与平均宽度之比从至少0.29至0.50。
2.权利要求1的造纸带,其中所述构图的骨架从所述增强结构向外伸出至少0.005英寸至0.039英寸的距离。
3.权利要求1的造纸带,其中挠曲导管倾斜5°至10°。
4.权利要求1的造纸带,其中所述的挠曲导管排列成六角形图案。
5.权利要求4的造纸带,其中连续的网络区域提供压节区域,其最小宽度从至少0.007英寸至0.020英寸。
6.权利要求5的造纸带,其中所述的压节面积为所述带纸幅接触表面的25%至50%。
7.权利要求1的造纸带,其中所述的挠曲导管包括长轴,并且所述带包括X-Y平面内的纵向,其中所述的长轴平行于所述纵向进行取向。
8.权利要求1的造纸带,其中所述挠曲导管包括长轴,并且所述带包括X-Y平面内的纵向,其中所述的长轴垂直于所述纵向进行取向。
9.权利要求1的造纸带,其中所述挠曲导管纵横比范围在1.3-1.7。
10.一种具有纸幅接触表面和与所述纸幅接触表面相反的纸机接触表面的造纸带,其中所述纸幅接触表面用于传送平均纤维长度为L的造纸纤维的纸幅,所述造纸带包括:
具有在其上排列的构图骨架的增强结构,所述构图骨架包含连续的网状区域和许多独立的挠曲导管,所述挠曲导管被所述连续的网状区域彼此分隔开;所述挠曲导管具有成直线的包含侧壁部分的周边,它们将形成椭圆形,平均宽度为W,其中L<W<3L,纵横比从至少1.0至2.0,相邻侧壁部分之间的夹角至少120°。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16588898A | 1998-09-30 | 1998-09-30 | |
| US09/165,888 | 1998-09-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1319150A CN1319150A (zh) | 2001-10-24 |
| CN1138036C true CN1138036C (zh) | 2004-02-11 |
Family
ID=22600891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB99811281XA Expired - Fee Related CN1138036C (zh) | 1998-09-30 | 1999-09-21 | 大厚度纸张以及生产所述纸张的造纸带 |
Country Status (12)
| Country | Link |
|---|---|
| EP (1) | EP1153170B1 (zh) |
| JP (2) | JP4405677B2 (zh) |
| KR (1) | KR20010075403A (zh) |
| CN (1) | CN1138036C (zh) |
| AT (1) | ATE256783T1 (zh) |
| AU (1) | AU745387B2 (zh) |
| BR (1) | BR9914223A (zh) |
| CA (1) | CA2344538C (zh) |
| DE (1) | DE69913741T2 (zh) |
| ES (1) | ES2209555T3 (zh) |
| NZ (1) | NZ510468A (zh) |
| WO (1) | WO2000019014A1 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6592983B1 (en) * | 1999-06-18 | 2003-07-15 | The Procter & Gamble Company | Absorbent sheet material having cut-resistant particles and methods for making the same |
| DE10129613A1 (de) | 2001-06-20 | 2003-01-02 | Voith Paper Patent Gmbh | Verfahren und Vorrichtung zur Herstellung einer mit einer dreidimensionalen Oberflächenstruktur versehenen Faserstoffbahn |
| US8293072B2 (en) | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| US7462257B2 (en) * | 2004-12-21 | 2008-12-09 | Kimberly-Clark Worldwide, Inc. | Method for producing wet-pressed, molded tissue products |
| KR102442684B1 (ko) * | 2013-11-14 | 2022-09-13 | 쥐피씨피 아이피 홀딩스 엘엘씨 | 고흡수성 및 고캘리퍼를 갖는 연성 흡수성 시트, 및 연성 흡수성 시트의 제조 방법 |
| US11578460B2 (en) * | 2019-09-24 | 2023-02-14 | Gpcp Ip Holdings Llc | Papermaking belts having offset openings, papermaking processes using belts having offset openings, and paper products made therefrom |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4528239A (en) * | 1983-08-23 | 1985-07-09 | The Procter & Gamble Company | Deflection member |
| US5679222A (en) * | 1990-06-29 | 1997-10-21 | The Procter & Gamble Company | Paper having improved pinhole characteristics and papermaking belt for making the same |
-
1999
- 1999-09-21 AT AT99969755T patent/ATE256783T1/de not_active IP Right Cessation
- 1999-09-21 JP JP2000572452A patent/JP4405677B2/ja not_active Expired - Fee Related
- 1999-09-21 AU AU60554/99A patent/AU745387B2/en not_active Ceased
- 1999-09-21 BR BR9914223-6A patent/BR9914223A/pt not_active IP Right Cessation
- 1999-09-21 NZ NZ510468A patent/NZ510468A/en unknown
- 1999-09-21 KR KR1020017003910A patent/KR20010075403A/ko active IP Right Grant
- 1999-09-21 EP EP99969755A patent/EP1153170B1/en not_active Expired - Lifetime
- 1999-09-21 DE DE69913741T patent/DE69913741T2/de not_active Expired - Lifetime
- 1999-09-21 WO PCT/US1999/021877 patent/WO2000019014A1/en active IP Right Grant
- 1999-09-21 CA CA002344538A patent/CA2344538C/en not_active Expired - Fee Related
- 1999-09-21 ES ES99969755T patent/ES2209555T3/es not_active Expired - Lifetime
- 1999-09-21 CN CNB99811281XA patent/CN1138036C/zh not_active Expired - Fee Related
-
2009
- 2009-08-27 JP JP2009196334A patent/JP2010007224A/ja not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| AU745387B2 (en) | 2002-03-21 |
| JP2002525455A (ja) | 2002-08-13 |
| DE69913741T2 (de) | 2004-12-09 |
| JP2010007224A (ja) | 2010-01-14 |
| ES2209555T3 (es) | 2004-06-16 |
| DE69913741D1 (de) | 2004-01-29 |
| CA2344538C (en) | 2006-07-25 |
| CA2344538A1 (en) | 2000-04-06 |
| EP1153170A1 (en) | 2001-11-14 |
| BR9914223A (pt) | 2001-06-26 |
| AU6055499A (en) | 2000-04-17 |
| NZ510468A (en) | 2003-07-25 |
| EP1153170B1 (en) | 2003-12-17 |
| CN1319150A (zh) | 2001-10-24 |
| KR20010075403A (ko) | 2001-08-09 |
| JP4405677B2 (ja) | 2010-01-27 |
| WO2000019014A1 (en) | 2000-04-06 |
| ATE256783T1 (de) | 2004-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1070965C (zh) | 制造至少有三个区的纸张结构的装置 | |
| CN1070966C (zh) | 由毛毯层和光敏树脂层构成的纸幅构图装置 | |
| KR100365393B1 (ko) | 상이한 기본중량 및 밀도를 갖는 페이퍼 구조물 | |
| CN1151772A (zh) | 多区纸张结构及制造该结构的装置和方法 | |
| US5820730A (en) | Paper structures having at least three regions including decorative indicia comprising low basis weight regions | |
| US5804036A (en) | Paper structures having at least three regions including decorative indicia comprising low basis weight regions | |
| US5795440A (en) | Method of making wet pressed tissue paper | |
| JP3325582B2 (ja) | 選択透気性を有するフェルト付き湿潤プレス・テイシュ・ペーパの製造方法 | |
| US5679222A (en) | Paper having improved pinhole characteristics and papermaking belt for making the same | |
| EP1017904B1 (en) | Method of wet pressing tissue paper | |
| KR100394406B1 (ko) | 종이 제조 방법, 불투과성 제지 벨트 및 그 제조방법 | |
| US7691229B2 (en) | High caliper web and web-making belt for producing the same | |
| CN1262714A (zh) | 利用三个毛毯层对薄页进行湿压榨的方法 | |
| CN1283243A (zh) | 低密度弹性纸及其生产方法 | |
| CA2271640C (en) | Improved drying for patterned paper webs | |
| CN1138036C (zh) | 大厚度纸张以及生产所述纸张的造纸带 | |
| CN1263574A (zh) | 纤维素纸幅、利用具有成角度横截面结构的造纸网带制备所述纸幅的方法和装置、以及制备所述造纸网带的方法 | |
| KR100356001B1 (ko) | 종이 웨브 및 그 제조 방법과, 습윤 종이 웨브와, 종이 구조체 | |
| AU731534B2 (en) | Paper structure having at least three regions, and apparatus and process for making the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040211 Termination date: 20120921 |