Elastic waistline non-woven fabric and production method thereof
Technical Field
The invention relates to the field of disposable sanitary products, in particular to an elastic waistline non-woven fabric and a production method thereof.
Background
At present, the application of the elastic waistline non-woven fabric has more applications, particularly the application in the field of disposable sanitary products, and the structure of the elastic waistline non-woven fabric is as follows: CN201210380277.2 discloses a composite elastic nonwoven fabric structure and a method for manufacturing the same, wherein the composite elastic nonwoven fabric structure comprises an elastic fabric layer and a nonwoven fabric layer. The non-woven fabric layer is integrated with the elastic fabric layer. And the manufacturing method of the composite elastic non-woven fabric comprises the following steps: providing an elastic fabric layer; combining a non-woven fabric layer and the elastic fabric layer into a whole; hot-pressing the non-woven fabric layer and the elastic fabric layer to make them flat; and cooling the non-woven fabric layer and the elastic fabric layer. By using the composite elastic non-woven fabric structure and the manufacturing method thereof of the invention, the properties of non-woven fabric such as tension, elastic force, tearing strength and elongation can be effectively increased.
In the field of existing disposable sanitary products, the application of the elastic material combined with the non-woven fabric is mainly applied to the waistline area of the paper diaper, in order to ventilate, the paper diaper is generally perforated, and holes of the elastic material are generally uniformly distributed, so that the balance between strength and ventilation is realized. However, for strength, the holes are usually not too dense, so that good ventilation is not achieved, and the comfort of wearing is slightly poor.
Disclosure of Invention
Therefore, in order to solve the above problems, the present invention provides an elastic waist nonwoven fabric, which solves the technical problems of insufficient air permeability and incapability of forming good comfort in the conventional elastic nonwoven fabric. Also provides a production method of the elastic waistline non-woven fabric.
In order to achieve the purpose, the invention adopts the following technical scheme: an elastic waistline non-woven fabric comprises an upper non-woven fabric layer, a lower non-woven fabric layer and an elastic film clamped between the upper non-woven fabric layer and the lower non-woven fabric layer, wherein fastening points are fixedly formed among the upper non-woven fabric layer, the elastic film and the lower non-woven fabric layer through a plurality of connecting parts, each fastening point surrounds and forms a plurality of cutting areas, at least one cutting unit is arranged in each cutting area, each cutting unit is formed through ultrasonic welding, each cutting unit cuts the upper non-woven fabric layer, the lower non-woven fabric layer and the elastic film, when the upper non-woven fabric layer and the lower non-woven fabric layer are in a flat state, the elastic film is in a transverse stretching state, the stretching multiplying power is 1.5-4, each cutting unit forms an air hole in the elastic film, each air hole is in a flat state in the stretching state, the upper non-woven fabric layer and the lower non-woven fabric layer are bonded at the cutting units, and an air through hole is formed in the middle of the bonding part, each air hole surrounds each air through hole.
Furthermore, the cutting unit comprises an upper cutting part which is arranged along the vertical cutting and is in a long strip shape, a lower cutting part which is arranged along the vertical cutting and is in a long strip shape, a left cutting part which is arranged on the left side of the upper cutting part and is arranged along the vertical cutting, and a right cutting part which is arranged on the right side of the lower cutting part and is arranged along the vertical cutting, wherein the left cutting part and the right cutting part are arranged along the vertical cutting to form a long strip state, and the lengths of the left cutting part and the right cutting part are smaller than that of the upper cutting part or the lower cutting part.
Furthermore, in the vertical direction, the air holes formed by the left cutting part and the right cutting part are respectively positioned between the air holes formed by the upper cutting part and the lower cutting part.
Furthermore, the number of the left cutting parts is more than two, and the more than two left cutting parts and the upper cutting part form a first oblique line.
Furthermore, the number of the right cutting parts is more than two, and the more than two right cutting parts and the lower cutting part form a second oblique line.
Furthermore, each fastening point forms a plurality of oblique partition lines, the cutting area is positioned between two adjacent partition lines, more than two cutting units are arranged in each cutting area, the connecting line of the lower ends of the lower cutting parts of two adjacent cutting units is a first connecting line, and the first connecting line is parallel to each partition line.
Further, the length of the fastening point along the longitudinal direction is greater than the length of the fastening point along the transverse direction, and the ratio is 2-3: 1.
a production method of elastic waistline nonwoven fabric based on the same invention concept comprises the following steps:
firstly, unwinding an elastic film, passing through a slow driving roller and then a fast driving roller to form differential conveying, so that the elastic film is stretched, and the stretching multiplying power is 1.5-4;
secondly, compounding an upper layer of non-woven fabric and a lower layer of non-woven fabric on the upper surface and the lower surface of the elastic membrane to form a sheet, and fixing the sheet by an ultrasonic device to ensure that the upper layer of non-woven fabric, the elastic membrane and the lower layer of non-woven fabric are connected to form fastening points, wherein each fastening point is distributed to form a plurality of partition lines, and each partition line is arranged at intervals along the transverse direction;
thirdly, rolling by an intermediate driving roller to realize leveling;
fourthly, cutting the sheet by using a cutting device, wherein the cutting device is an ultrasonic welding device, so that at least one cutting unit is arranged in two partition lines on the adjacent sheet, each cutting unit cuts the upper non-woven fabric layer, the lower non-woven fabric layer and the elastic film, each cutting unit forms an air hole on the elastic film, each air hole is flat under the stretching state, the upper non-woven fabric layer and the lower non-woven fabric layer are bonded at the cutting units, an air through hole is formed in the middle of the bonding part, and each air hole surrounds each air through hole;
and fifthly, the sheet passes through the tension buffer mechanism and then is driven to be output through the output driving roller.
Furthermore, the upper layer non-woven fabric or the lower layer non-woven fabric is unreeled and then compounded with the elastic membrane through the non-woven fabric tension caching mechanism, the non-woven fabric driving mechanism and the non-woven fabric deviation rectifying mechanism.
Furthermore, the cutting unit comprises an upper cutting part which is arranged along the vertical cutting and is in a long strip shape, a lower cutting part which is arranged along the vertical cutting and is in a long strip shape, a left cutting part which is arranged on the left side of the upper cutting part and is arranged along the vertical cutting, and a right cutting part which is arranged on the right side of the lower cutting part and is arranged along the vertical cutting, wherein the left cutting part and the right cutting part are arranged along the vertical cutting to form a long strip state, and the lengths of the left cutting part and the right cutting part are smaller than that of the upper cutting part or the lower cutting part.
By adopting the technical scheme, the invention has the beneficial effects that:
the elastic film is in a transverse stretching state, so that a plurality of air holes cut by the cutting unit on the elastic film can be stretched, and a transverse flat shape is formed. When upper non-woven fabrics, lower floor's non-woven fabrics are in the straight state, the elastic membrane is in horizontal stretching state, and tensile multiplying power is 1.5 ~ 4, like this when contracting back, can form the tight effect of binding of good waistline. In addition, the upper non-woven fabric layer and the lower non-woven fabric layer are bonded at the cutting unit, the ventilation through holes are formed in the middle of the bonding part, and the ventilation through holes are surrounded by the ventilation through holes, so that the ventilation effect is better, the limitation on the elastic membrane can be effectively realized, and the bulging and the dislocation of the upper non-woven fabric layer and the lower non-woven fabric layer can be effectively prevented. And upper non-woven fabrics, lower floor's non-woven fabrics can present the state of hugging closely the elastic membrane, form better pincher trees effect.
Furthermore, the vertical length of the upper cutting part and the lower cutting part is generally set to be 1.5-5 mm, the vertical length of the left cutting part and the right cutting part is generally set to be 0.5-2 mm, and the ratio of the upper cutting part or the lower cutting part to the left cutting part or the right cutting part is generally 2-3: 1. as for the widths of the upper cutting portion, the lower cutting portion, the left cutting portion, and the right cutting portion, it is preferable to be smaller.
Furthermore, the number of the left cutting part and the right cutting part of each cutting unit is two, and the vent holes in the upper cutting part, the lower cutting part, the left cutting part and the right cutting part form a good ventilation structure. Furthermore, the arrangement of the first oblique line and the second oblique line can form a better arrangement mode, and better arrangement of the cutting units is realized, so that effective ventilation is realized. Furthermore, the partition line is inclined, so that a better distribution effect can be formed, and better stability can be realized through the inclined limitation in the transverse stretching process. Through the parallelism of the first connecting line and the separating line, each air hole can present a better stretching state. By the arrangement, the stretching forming of each air hole can be effectively controlled. The included angle between the partition line and the horizontal plane is 25-35 degrees, the distance between the first connecting line and the nearest partition line is 2.2-2.7 mm, and the numerical setting is a better range and can form reasonable interval distribution. The upper cutting part, the left cutting part, the lower cutting part and the right cutting part of one cutting unit form a rhombus, and the effective distribution is also realized. Upper non-woven fabrics, lower floor's non-woven fabrics are ordinary non-woven fabrics material, cooperate the elastic membrane to can realize better ventilation effect, have good elasticity moreover. Since it is a disposable sanitary article, the life requirement is not high, and the destructive operation of cutting the elastic film does not create a bad condition.
The method for manufacturing the elastic waistline non-woven fabric based on the same invention concept adopts the ultrasonic welding device to fix the upper non-woven fabric, the elastic film and the lower non-woven fabric, and realizes the cutting of the sheet material through the cutting device, thereby realizing the formation of the cutting unit and further forming the effective forming of the elastic waistline non-woven fabric.
Drawings
FIG. 1 is a schematic structural view of the present invention;
FIG. 2 is a cross-sectional view taken at A-A of FIG. 1;
FIG. 3 is a display state diagram of FIG. 1;
FIG. 4 is a reference diagram of the present invention;
FIG. 5 is a schematic view showing the structure of an apparatus for producing an elastic nonwoven fabric of the present invention.
Detailed Description
The invention will now be further described with reference to the accompanying drawings and detailed description.
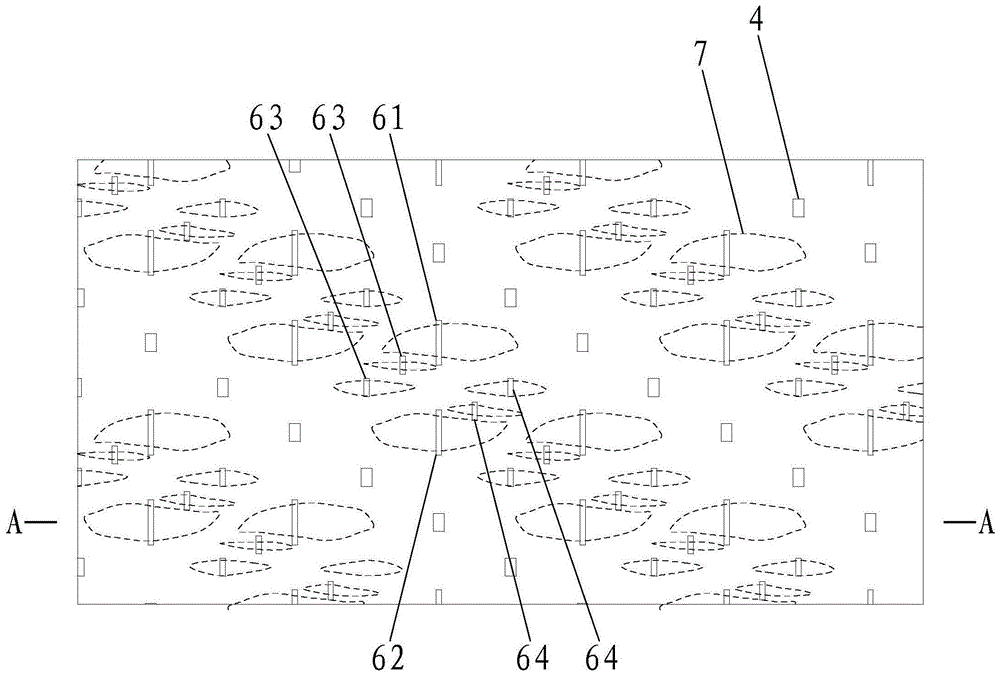
Referring to fig. 1 to 4, the present embodiment provides an elastic waist nonwoven fabric, including an upper layer nonwoven fabric 1, a lower layer nonwoven fabric 2, and an elastic film 3 sandwiched between the upper layer nonwoven fabric 1 and the lower layer nonwoven fabric 2, wherein the upper layer nonwoven fabric 1 and the lower layer nonwoven fabric 2 are breathable sheets, and the nonwoven fabric material is selected in the present embodiment. The upper-layer non-woven fabric 1, the elastic film 3 and the lower-layer non-woven fabric 2 are fixedly connected through a plurality of connecting parts to form fastening points 4, each fastening point 4 is distributed to form a plurality of partition lines F, each partition line F is arranged along the transverse direction at intervals, two adjacent partition lines F form a partition area 5, at least one cutting unit 6 is arranged in each two adjacent partition lines, each cutting unit 6 comprises an elongated upper cutting part 61 arranged along the vertical cutting, an elongated lower cutting part 62 arranged along the vertical cutting, a left cutting part 63 arranged along the vertical cutting on the left side of the upper cutting part 61 and a right cutting part 64 arranged along the vertical cutting on the right side of the lower cutting part 62, the left cutting part 63 and the right cutting part 64 are arranged along the vertical cutting to form a long strip state, the lengths of the left cutting part 63 and the right cutting part 64 are smaller than that of the upper cutting part 61 or the lower cutting part 62, and the upper cutting part 61, the right cutting part 64, The lower cutting part 62, the left cutting part 63, and the right cutting part 64 cut the upper layer nonwoven fabric 1, the lower layer nonwoven fabric 2, and the elastic film 3, respectively, and when the upper layer nonwoven fabric 1 and the lower layer nonwoven fabric 2 are in a flat state, the elastic film 3 is in a laterally stretched state.
The elastic film 3 is positioned at the upper cutting part 61, the lower cutting part 62, the left cutting part 63 and the right cutting part 64 in a stretching state to form flat air holes 7.
In the vertical direction, the ventilation holes formed by the left and right cutting portions 63 and 64 are respectively located between the ventilation holes formed by the upper and lower cutting portions 61 and 62. The number of the left cutting portions 63 is two or more, and the two left cutting portions 63 and the upper cutting portion 61 form a first oblique line D. The number of the right cutting portions 64 is two or more, and the two right cutting portions 64 and the lower cutting portion 62 form a second oblique line E. The first oblique line D is parallel to the second oblique line E, which can form a better and more uniform shape. The connecting line of the lower ends of the lower cutting portions 62 of two adjacent cutting units 6 is a first connecting line G, and the first connecting line G is parallel to each partition line F. And the included angle C between the separation line F and the horizontal plane is 25-35 degrees. The distance between the first connecting line G and the nearest separation line F is 2.2-2.7 mm. The upper cutting portion 61, the left cutting portion 63, the lower cutting portion 62, and the right cutting portion 64 of one cutting unit 6 form a rhombus H. The length of fastening point 4 along longitudinal direction is greater than along transverse direction's length, and the ratio is 2 ~ 3: 1.
in this embodiment, the upper cutting part 61, the lower cutting part 62, the left cutting part 63, and the right cutting part 64 are formed by ultrasonic welding, and the vent holes are formed at the elastic film, and the upper layer nonwoven fabric and the lower layer nonwoven fabric are bonded, and a vent through hole 8 is formed at the bonded portion. In this embodiment, the upper cutting portion 61, the lower cutting portion 62, the left cutting portion 63, and the right cutting portion 64 may be formed by cutting with a blade. The stretch ratio of the elastic film is usually 1.5 to 4, but it may be larger or smaller, and the thickness of the elastic film is selected from 0.2 to 1 mm.
The invention relates to a method for manufacturing elastic waistline non-woven fabric based on the same invention concept, which comprises the following steps:
firstly, unwinding an elastic film, passing through a slow driving roller and then a fast driving roller to form differential conveying, so that the elastic film is stretched, and the stretching multiplying power is 1.5-4;
secondly, compounding an upper layer of non-woven fabric and a lower layer of non-woven fabric on the upper surface and the lower surface of the elastic membrane to form a sheet, and fixing the sheet by an ultrasonic device to ensure that the upper layer of non-woven fabric, the elastic membrane and the lower layer of non-woven fabric are connected to form fastening points, wherein each fastening point is distributed to form a plurality of partition lines, and each partition line is arranged at intervals along the transverse direction;
thirdly, rolling by an intermediate driving roller to realize leveling;
fourthly, cutting the sheet by using a cutting device, wherein the cutting device is an ultrasonic welding device, so that at least one cutting unit is arranged in two partition lines on the adjacent sheet, each cutting unit cuts the upper non-woven fabric layer, the lower non-woven fabric layer and the elastic film, each cutting unit forms an air hole on the elastic film, each air hole is flat under the stretching state, the upper non-woven fabric layer and the lower non-woven fabric layer are bonded at the cutting units, an air through hole is formed in the middle of the bonding part, and each air hole surrounds each air through hole;
and fifthly, the sheet passes through the tension buffer mechanism and then is driven to be output through the output driving roller.
The upper layer non-woven fabric or the lower layer non-woven fabric is uncoiled and then compounded with the elastic membrane after passing through the layer non-woven fabric tension caching mechanism, the layer non-woven fabric driving mechanism and the layer non-woven fabric deviation rectifying mechanism.
Referring to fig. 5, the present embodiment further discloses a device for manufacturing elastic waistline nonwoven fabric for implementing the above process, which includes a frame 1, and an elastic film unwinding mechanism 91, a slow driving roller 92, a fast driving roller 93, a composite station 94, an ultrasonic device 95, a middle driving roller 96, a cutting device 97, a tension buffer mechanism 98, and an output driving roller 99, which are arranged on the frame according to a flow line, wherein the composite station 94 on the frame is connected to an upper nonwoven fabric conveying mechanism and a lower nonwoven fabric conveying mechanism, so as to realize the composition of upper nonwoven fabric, elastic film, and lower nonwoven fabric, the upper nonwoven fabric conveying mechanism includes an upper nonwoven fabric unwinding mechanism 910, an upper nonwoven fabric buffer mechanism 911, an upper nonwoven driving roller 912, and an upper nonwoven fabric deviation-correcting mechanism 913, and the lower nonwoven conveying mechanism includes a lower nonwoven fabric unwinding mechanism 914, a lower nonwoven fabric buffer mechanism 915, a lower nonwoven fabric buffer mechanism, Lower floor's non-woven fabrics drive roller 916, lower floor's non-woven fabrics mechanism 917 of rectifying.
The above mechanisms are all conventional in the art, and specific structures are disclosed, and reference may be made to related patents of the applicant, and only the ultrasonic device 95 and the cutting device 97 need to have a specific point location arrangement. The cutting device 97 may adopt an ultrasonic mechanism, and when the ultrasonic mechanism is adopted, it may form a plurality of cutting units on the sheet at one time, and as shown in fig. 3, a plurality of cutting units in a cutting area between two adjacent dividing lines form the most basic welding unit.
Furthermore, the terms "first", "second" and "first" are used for descriptive purposes only and are not to be construed as indicating or implying relative importance or implicitly indicating the number of technical features indicated. Thus, a feature defined as "first" or "second" may explicitly or implicitly include one or more of that feature. In the description of the present invention, "a plurality" means two or more unless specifically defined otherwise.
In the present invention, unless otherwise expressly stated or limited, the terms "mounted," "connected," "secured," and the like are to be construed broadly and can, for example, be fixedly connected, detachably connected, or integrally formed; either directly or indirectly through intervening media, either internally or in any other relationship. The specific meanings of the above terms in the present invention can be understood by those skilled in the art according to specific situations.
In the present invention, unless otherwise expressly stated or limited, the first feature "on" or "under" the second feature may be directly contacting the first and second features or indirectly contacting the first and second features through an intermediate. Also, a first feature "on," "over," and "above" a second feature may be directly or diagonally above the second feature, or may simply indicate that the first feature is at a higher level than the second feature. A first feature being "under," "below," and "beneath" a second feature may be directly under or obliquely under the first feature, or may simply mean that the first feature is at a lesser elevation than the second feature.
In the description herein, references to the description of the term "one embodiment," "some embodiments," "an example," "a specific example," or "some examples," etc., mean that a particular feature, structure, material, or characteristic described in connection with the embodiment or example is included in at least one embodiment or example of the invention. In this specification, the schematic representations of the terms used above are not necessarily intended to refer to the same embodiment or example. Furthermore, the particular features, structures, materials, or characteristics described may be combined in any suitable manner in any one or more embodiments or examples. Furthermore, various embodiments or examples and features of different embodiments or examples described in this specification can be combined and combined by one skilled in the art without contradiction.
While the invention has been particularly shown and described with reference to a preferred embodiment, it will be understood by those skilled in the art that various changes in form and detail may be made therein without departing from the spirit and scope of the invention as defined by the appended claims.