CN1130995C - 打孔设备 - Google Patents
打孔设备 Download PDFInfo
- Publication number
- CN1130995C CN1130995C CN99125910A CN99125910A CN1130995C CN 1130995 C CN1130995 C CN 1130995C CN 99125910 A CN99125910 A CN 99125910A CN 99125910 A CN99125910 A CN 99125910A CN 1130995 C CN1130995 C CN 1130995C
- Authority
- CN
- China
- Prior art keywords
- described punch
- workspace
- punch device
- rolling
- conveyer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0823—Devices involving rotation of the workpiece
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/60—Final treatment of cigarettes, e.g. marking, printing, branding, decorating
- A24C5/606—Perforating cigarettes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
一种在细长圆柱形物体的圆周面上形成孔的打孔设备,它包括产生至少一高能光束的光源,光束用来在物体中形成孔;由引导光束跟踪使光束作用在通过工作区的物体上形成孔的引导跟踪装置形成的工作区;使物体在通过工作区同时围绕其纵向轴线转动以暴露在光束中的滚动装置;及在工作区中传送物体的传送装置。本发明还包括光折射装置,光束在到达工作区前通过光折射装置,从而在光束受引导跟踪时使光束保持聚焦在工作区中各部位上。
Description
技术领域
本发明涉及在细长圆柱形物体、特别是香烟的圆周面上形成孔的打孔设备,该设备包括:一产生至少一高能光束的光源,以便用该光束在物体上形成孔;一工作区,该工作区可由一引导跟踪装置形成,该引导跟踪装置引导跟踪该光束,使得该光束在该工作区中作用在通过该工作区的一物体上而在该物体上形成孔;滚动装置,该滚动装置使得物体在通过该工作区的同时围绕它们的纵向轴线转动,以使其暴露在光束中;以及传送物体通过工作区的传送装置。
背景技术
这种设备是公知的。这种设备特别在烟草加工业中用来在烟草制品、特别是香烟中形成一透气区。该透气区通常形成在烟草制品或香烟的蒙皮中。大多形成在烟草制品末端区圆周面中的孔在烟草业中具有重大意义,因为如此打孔的烟草制品使吸烟者吸烟时可把周围大气中的冷空气加入到烟气中。该冷空气又影响尼古丁的比例并冷凝在烟气中。
对于在一细长圆柱形物体、特别是香烟的圆周面中形成孔来说,重要的一点是可均匀、反复形成孔。为此,在现有技术中大多使用激光作为光源。此时,可通过激光光束的合适聚焦改变圆周面上孔的大小。
在现有技术中,大多把滚筒或类似物用作待打孔香烟的传送装置。这些滚筒把其轴线横置的香烟传过激光光束的照射点。为了不仅在圆周面上的一个位置上,而且在圆周面的至少一部分上打孔,在用作传送装置的滚筒传送轴线横置的香烟同时,通常用滚动装置滚动香烟,该滚动装置在与滚筒相对一边上抵靠香烟。物体在两个表面之间如此滚动时重要的一点是,尽可能减小香烟或烟草制品所受压力。因为这类压力对香烟质量有不利的影响。
使用激光的一种现有打孔设备例如可从US 5 148 818中了解到。该专利所公开的打孔设备把多个滚轮用作香烟的传送装置。一用作滚动装置的传送带在这些滚轮上转动,从而把香烟置于传送带与这些滚轮之间。由于传送带的移动速度与滚轮不同,因此位于传送带与滚轮之间的香烟围绕其轴线转动。此外,滚轮之一的中心有一激光,其激光光束也转动,从而在转动香烟中烧出孔来。
该现有技术的一个缺点是,激光光束必须随着滚轮之一转动,且激光光束的转动必须与香烟的传送精确同步,因此这种结构的设备技术复杂,费用极高,从而成本极高。
另一现有技术可见于DE 33 10 930。在该专利所公开的打孔设备中,香烟在一滚筒上环行,用一心形反光器在香烟蒙皮中形成合适的孔,一激光光束在该反光器中环行。
该现有技术的缺点也是需要的技术复杂、费用极高,以便在转动心形反光器中的激光光束的同时与激光光束的转动或反射同步地转动香烟至合适位置,从而在香烟的蒙皮中均匀地形成孔。
另一现有技术见于DE 34 31 051。在该专利中,激光也与一复杂的反光装置连接。在该例中,同样用布置得非常复杂的反光镜引导激光光束,把反光器转动到在一滚轮上转动的香烟的蒙皮上的打孔位置。该设备也非常复杂和昂贵,此外还很难实现同步。
另一现有技术见于DE 34 31 067。该专利为上述两专利的组合。因此其缺点与上述两专利相同。
另一打孔设备见于DE 42 18 266。在该设备中,被传送的香烟位于多个滚轮之间以便它们能在这些滚轮之间滚动。香烟的传送滚轮上有一多角镜把激光光束投射到待打孔的香烟上。
这种结构的缺点也是必须用昂贵、复杂的多角镜对香烟打孔。此外,该设备的另一个缺点是,香烟分别位于三个滚轮之间,因此每一根香烟所受压力很大,对香烟造成不利影响。
最后,DE 27 51 522公开了另一打孔设备。在表示本领域最相关的打孔设备中,香烟在一滚筒与一所谓的滚动台之间围绕其轴线转动。香烟在这一转动过程中也被一激光光束打孔。在滚筒与滚动台之间滚动过程中,香烟在如此形成的滚动路径中相对激光前行,激光光束受引导而跟踪在滚动路径中移动的香烟。在该现有打孔设备中使用其圆周面上有多个反光镜的一滚筒实现激光光束的引导跟踪。这种转动的多角反光镜结构的触发必须与香烟在由滚筒和滚动台构成的滚动路径中的移动完全同步。因此,为了打出满意的孔,该现有技术也需要很高的同步性和精度。
除了上述缺点,该现有技术的另一个缺点是,只能在香烟围绕其轴线转动半圈的过程中对香烟打孔。因此在该现有技术中香烟完全用激光光束打孔。在该现有技术中,只有这样才能在滚动路径中对香烟的整个圆周面打孔。但是在香烟的生产中往往不希望如此刺穿整个香烟。
发明内容
因此,本发明的目的是消除现有技术中的上述缺点,提供这样一种打孔设备,其技术简单、费用低、无需复杂的同步就可对细长圆柱形物体、特别是香烟的整个圆周面打孔。在这方面,本发明还努力确保打孔时作用在物体上的力、特别是滚动装置的作用力尽可能小。
在本说明书开始部分所述那类打孔设备中,为实现上述目的,按照本发明,提供一种静止的光折射装置,用来打孔的激光光束在到达实际工作区前穿过该光折射装置,从而在光束跟踪正通过工作区的物体时,光束聚焦在工作区中各部位。
本发明的优点特别在于,本发明光折射装置无需使用复杂、昂贵的反光镜结构和复杂、昂贵的转动反光镜。相反,按照本发明,光有一个静止的光折射装置就够了,光束在到达工作区之前经过该光折射装置,光束在光束的整个移动中靠引导跟踪装置扫过工作区。
按照本发明,该光折射装置最好为一焦点矫正透镜(F-theta透镜)。使用这种透镜可特别简单地实现本发明。因为可把这种透镜的主平面布置成与待打孔物体的传送路径平行,从而使得透镜在光束的整个引导跟踪区中位于照射到工作区的光束的路径中。在这种情况下,焦点矫正透镜(F-theta透镜)确保光束、特别是激光光束在覆盖工作区的整个引导跟踪运动过程中被透镜聚焦在工作区的各部位上的情况下照射到待打孔物体或其圆周面上。
这是因为焦点矫正透镜(F-theta透镜)沿主平面的整个宽度上具有相同的焦距。因此,在使用这种透镜的情况下,光束或激光光束可在主平面上位移,而焦距和穿过这种透镜的激光光束的而焦点不改变。因此,使用这种透镜可使光束跟踪在横向传送带上滚动的移动物体,而光束不散焦。
具有上述优点的透镜例如可从德国Laser Components GmbH ofOlching获得。在这方面,特别可使用该公司出品的平凸透镜、F-theta平面场凹凸透镜和球面ZnSe-theta平面场透镜。
在本发明一特别优选实施例中,传送装置为一横向传送器。在本发明该实施例中,该横向传送器可为一传送带或一滚筒。该横向传送器传送其纵向轴线与传送方向垂直的待打孔物体、特别是香烟。
待打孔物体用这种横向传送器移入光束的工作区中。然后,在由光束引导跟踪装置形成的光束工作区中,在与其轴线垂直方向上移动通过工作区的物体的圆周面上打孔。当物体移动通过工作区时,用最好为枢转反光镜的引导跟踪装置使得光束、特别是激光光束跟踪该物体,从而确保待打孔物体在工作区中的整个周期中受光源的照射,从而在物体在工作区中的整个周期中对物体的圆周面打孔。
如要在物体的整个圆周面上打孔,物体在工作区中移动的同时必须转动。这用上述滚动装置实现。滚动装置使得物体围绕其轴线转动。在本发明一优选实施例中,该滚动装置为一与横向传送器正对的共同作用相配滚动面。该相配滚动面可为一相配滚动带或一相配滚筒。在这种结构中,相配滚动面与横向传送器的传送运动方向可以相反,也可相同。当相配滚动面为同一方向上的一传送件时,待打孔物体在横向传送器与相配滚动面共同作用的区域中滚动加速。当相配滚动面和横向传送器为相反方向上的传送件时,待打孔物体在横向传送器和相配滚动面共同作用的区域中被减速。但是这两种情况都使物体在横向传送器上滚动。该滚动可在一放置物体的凹座中相对横向传送器静止地发生。但也可在横向传送器上一专为滚动而设的滚动区中形成该滚动。在后面这种情况下,横向传送器上的该滚动区最好以横向传送器上的突起部为界。这样,在相配滚动面与横向传送器共同作用时,待打孔物体从界定滚动面的一突起部移动到另一突起部。在该实施例中,在对待打孔物体的整个圆周面打孔时,物体在两突起部之间围绕其轴线转动一圈。在这种情况下,对物体打孔的光束或激光光束按照物体在横向传送器的滚动面上的移动跟踪物体,从而在物体整个圆周面上打孔。
在另一优选实施例中,待打孔物体相对横向传送器静止地位于横向传送带的开口或凹座中,此时,滚动装置不只由上述一相配滚动面构成,还包括与该相配滚动面相对的另一滚动面。该另一滚动面可为一滚动带或一滚筒。该第二滚动面在与相配滚动面相对的一边抵靠工作区即相配滚动面与横向传送器之间共同作用区中的待打孔物体。因此,该实施例在工作区中的共同作用发生在相配滚动面与该滚动面之间。在这方面,最好该滚动面有一与横向传送器相反的传送运动件,而相配滚动面有一与横向传送器同方向的传送运动件。这样,待打孔物体、特别是香烟在工作区中受在直径方向上相对的两方向相反的力的作用,从而使香烟在横向传送器上的开口或凹座中转动。
本发明的另一优选实施例的不同之处在于,滚动装置为传送装置一个不可分割的部件。在该实施例中,最好传送装置为一横向传送器,其上的物体在其轴向的横向上传送,该横向传送器中有供物体安放的安放装置。在该实施例中,这些安放装置与众不同之处在于,它们可转动以使物体围绕其纵向轴线转动。在这种情况下,安放装置最好为凹槽,这些凹槽最好受吸气作用,从而即使在凹槽转动或物体围绕其轴线转动的过程中,物体也被吸持在凹槽中。该实施例的优点特别在于,可用这种结构实现各物体的精确转动。因此在该实施例中,物体的转动不会出现很大误差。因此,在这种结构下,可在物体的预定位置上精确打孔。该实施例的另一个优点是,各物体都置于其安放装置中,各物体之间互不影响,因此该实施例的可靠程度特别高。
在本发明另一优选实施例中,上述安放装置可转动地直接装在一传送筒上。在这种结构中,物体最好从一供料传送筒直接传送给传送筒,通过光束工作区后又从传送筒直接传送给一输出传送筒或另一加工装置。这样,按照该实施例,传送装置的滚筒与滚动装置的滚筒可最佳地组合,从而使这种结构的打孔设备的整体长度可减小。
在本发明另一优选实施例中,传送筒具有预定的节距间隔,使得传送筒转过一个节距间隔时物体围绕其轴线正好转动一圈。这样,转筒转过一个节距间隔时正好完成打孔。这样,所需光束跟踪动作也减小到最低程度。
在本发明另一优选实施例中,光源和/或引导跟踪装置和/或光折射装置布置在传送筒内部。因此该实施例也使本发明打孔设备的体积减小。
此外,该实施例的优点还在于,当光源从传送筒的内部照射到待打孔物体上,在光束的跟踪过程中,光源与物体之间的光路在物体沿一圆形轨道移动时大致保持不变。
本发明另一优选实施例在传送筒的圆周上有两行互成镜像、相互预定节距间隔的安放装置。这样,如光源比方说被一裂光器分为二束光或在该设备中使用两个光源,就可同时对双倍数量的物体打孔。
在本发明另一优选实施例中,互成镜像的两安放装置各由转动装置转动,该转动装置各包括固定在安放装置上的小齿轮,小齿轮各与一共同驱动轴上的齿轮啮合。这样,用一根驱动轴就可驱动两相对而置的安放装置。
在该实施例中,最好用传送筒端壁之一端部内表面上一控制装置驱动该驱动轴,该控制装置用一齿轮驱动该驱动轴上的一小齿轮。该实施例的优点也在于,由于控制装置位于传送筒内部,因此该打孔设备的体积可减小。在这种情况下,控制装置最好为一受一固定控制凸轮引导的杆,该控制凸轮最好为该传送筒一端壁内表面上的一U形凹槽。使用这种U形凹槽,就可把用作控制装置的该杆在任何时刻精确地引导。
在本发明另一优选实施例中,在传送装置圆周上相邻的两行上述安放装置各有其转动装置或驱动装置。此时,在传送筒圆周上相邻的安放装置最好各有其控制装置。因此,在该实施例中,在圆周上相邻的两安放装置可受控、从容地互相独立移动。
本发明另一优选实施例的不同之处在于,转动装置这样转动安放装置,使得物体至少在经过工作区时围绕其纵向轴线转动。在这种情况下,物体最好仅在通过工作区时转动。这样,转动装置仅在物体通过工作区时转动物体。在这方面,物体在通过工作区时最好围绕其纵向轴线匀速转动、即最好以恒定角速度转动。这样,通过该实施例,物体在经过工作区时以恒定转速转动360°后再次停止转动。在这方面,物体最好在到达工作区前加速到所需转速,而在到达工作区的终点后又减速到零。此时,最好为匀加速和匀减速。
附图说明
下面结合附图说明本发明若干例示性实施例,附图中:
图1为一打孔设备的局部剖视图,其中,传送装置为一滚筒。
图2为图1打孔设备的A-A剖视图。
图3为打孔设备第二实施例的局部剖视图,其中,滚动装置为一滚筒。
图4为图3打孔设备的B-B剖视图。
图5为本发明打孔设备第三实施例的局部剖视图,其中,传送装置为一滚筒。
图6为图5打孔设备的C-C剖视图。
图7为本发明打孔设备第四实施例的局部剖视图,其中,传送装置为一传送带。
图8为图7打孔设备的D-D剖视图。
图9为本发明打孔设备第五实施例的局部剖视图,其中,传送装置为传送带。
图10为图9打孔设备的E-E剖视图。
图11为使用在本发明中的一个F-theta透镜的示意图,示出光路。
图12为本发明打孔设备第六实施例的局部剖视图,其中,传送装置为一滚动带。
图13为图12打孔设备的F-F剖视图。
图14示出本发明打孔设备第七实施例,其中,滚动带为一有两个工作区的传送装置。
图15为图14打孔设备的G-G剖视图。
图16为打孔设备另一实施例的侧视图。
图17为图16打孔设备的原理图。
图18为图17所示凹槽转速随时间而变的曲线图。
图19为打孔设备另一实施例的示意图。
图20示出图19实施例的工作原理。
图21为图20所示凹槽转速随时间而变的曲线图。
图22为图19所示传送筒的剖视图。
图23为图22的剖视图,包括图19顶部所示激光跟踪和聚焦装置。
具体实施方式
图1示出一打孔设备1。该打孔设备1包括一用作光源的激光器(未示出)。该激光起发出高能激光光束2,该激光光束与机器转速同步地脉动。激光光束2经第一枢转反光镜4照射到一枢转反光镜6后从该枢转反光镜6射向待打孔物体16。第一枢转反光镜4由一驱动电动机8移动。第二枢转反光镜6由一驱动电动机10移动。第一枢转反光镜4沿待打孔物体16的纵向轴线枢转激光光束2,从而调节打孔位置或使该位置适合物体特性、特别是物体长度。枢转反光镜6用作跟踪引导激光光束2的引导跟踪装置,以便激光光束形成一工作区,在该工作区中,激光光束2对在工作区中移动的物体16打孔。在图1中,实线所示激光光束2a和虚线所示激光光束2b示出在物体16移动方向上的工作区的范围。换句话说,枢转反光镜6可在两极端位置2a与2b之间枢转激光光束2,从而使得激光光束2跟踪移动中的物体。
激光光束2受第二枢转反光镜6的反射后照射到一焦点矫正透镜(F-theta透镜)12上。该F-theta透镜把激光光束2聚焦在待打孔物体上,照射点分别由箭头14a和14b表示,从而使激光光束在物体16的蒙皮中打出预定直径的孔。
图1中待打孔物体16为双过滤嘴香烟16。这些双过滤嘴香烟16由在支撑构架结构18中转动的滚筒20传送至激光光束2的工作区。在这种结构中,滚筒20如图1所示逆时针转动。
双过滤嘴香烟16用吸持装置(未示出)吸持在滚筒上。在双过滤嘴香烟16传入以激光光束极端位置2a和2b界定的点14a和14b之间的工作区之前,双过滤嘴香烟16位于滚筒20圆周面上突起部22的一侧面21上,该侧面21在滚筒转动方向上朝向工作区。
当双过滤嘴香烟16由于滚筒20的转动而到达图1右边激光光束2a的极端照射点14a时,一共同作用相配滚动带24从图1上边抵靠双过滤嘴香烟,该滚动带的相配滚动面23用作使双过滤嘴香烟16围绕其轴线转动的滚动装置。在照射点14a处,相配滚动带24与滚筒20同方向的运动。同时,一也用作滚动装置的滚动面26从图1下边抵靠该双过滤嘴香烟。该滚动面26位于一滚动台28上。滚动面26与相配滚动面23平行。
然后为了滚动双过滤嘴香烟16,相配滚动带24以比滚筒20高的传送运动速度运动。这样,使得双过滤嘴香烟16到达点14a后在点14a与14b之间围绕其轴线转动的同时在滚动面26与相配滚动面23之间滚动。
此外,由于相配滚动带24的传送运动速度比滚筒20高,因此双过滤嘴香烟16还从突起部22的侧面21移动到滚筒20传送运动方向上下一个突起部22的对置侧面30。双过滤嘴香烟16刚好在到达工作区另一极端、即点14b时到达对置侧面30位置。同时,双过滤嘴香烟16在点14a与14b之间的工作区中围绕其轴线转动一整圈。与此同时,通过同步装置(未示出)跟随双过滤嘴香烟16移动的第二枢转反光镜6使得激光光束2以跟踪运动从极端位置2a(照射点14a)移动到极端位置2b(照射点14b)。在枢转反光镜6使激光光束2作跟踪运动的过程中,随着激光光束2在激光光束整个跟踪运动中穿过焦点矫正透镜(F-theta透镜),激光光束2以物体16蒙皮所需孔径始终聚焦在相配滚动面23的平面上。这样,图1所示打孔设备1可在双过滤嘴香烟16整个圆周面上的蒙皮中打孔。
借助由枢转电动机8驱动的第一枢转反光镜4,激光光束2还可平行于双过滤嘴香烟16的纵向轴线位移。这样,照射点14a在待打孔物体16上的位置可垂直于图1纸面位移。因此枢转反光镜4用来调节物体16上的打孔位置。
此外,必要时,可在物体16或其圆周面蒙皮上形成两行或多行平行孔线。此时,还可改变激光光束(未示出)的输出功率,从而当激光光束照射到物体16上时激光光束2完全穿透物体16,从而在物体16中形成穿孔。
在另一实施例(未示出)中,激光起可被关闭,从而只在物体16一部分圆周面上打孔。
在图1左边极端位置14b,完成打孔的双过滤嘴香烟16离开点14a与14b之间的激光光束2的工作区或位于点14a与14b之间、并限定在表面23与26之间的滚动路径,从而由用作横向传送器的滚筒20进一步传送。在该进一步传送中,与原先吸持在第一侧面21上一样,双过滤嘴香烟16由吸持装置(未示出)牢牢吸持在滚筒20圆周面的对置侧面30上。
图2为沿A-A线截取的图1打孔设备的剖视图。相同部件用同一标号表示。该剖视图示出一双过滤嘴香烟16位于图1中点14a与14b之间的工作区中。与往常一样,双过滤嘴香烟16放置成过滤嘴部32位于由相配滚动带24和24’与滚动台28和28’(带有撇号的标号表示相同部件,但为成对设置)形成的滚动路径的中央。如图2所示,过滤嘴部32受两激光光束2和2’的照射。在这种结构中,每个激光光束2和2’穿过各自的焦点矫正透镜(F-theta透镜)12、12’。激光光束2、2’在双过滤嘴香烟16或过滤嘴部32上的照射点34和34’选择成照射点34、34’分别位于朝向双过滤嘴香烟16的烟草部36或36’的过滤嘴部32端部上。在这种结构中,照射点34、34’的位置可用枢转反光镜4、4’沿双过滤嘴香烟16的纵向轴线如图2中箭头38、38’所示移动。
图3也示出一打孔设备1。在该例中也用同一标号表示相同部件。该打孔设备1也包括其上有一系列突起部22的一滚筒20。但两突起部22之间的区域用作一滚动部40。因此,在图3所示打孔设备1中,待打孔双过滤嘴香烟16可借助于用作一滚动面的滚动部40和相配滚动带24的相配滚动面23滚动。但与图1实施例中的滚动效果不同,在图3所示实施例中,滚筒20的传送运动速度选择成比相配滚动带24高。因此相配滚动带24使得在该实施例中抵靠对置侧面的双过滤嘴香烟16减速,使双过滤嘴香烟16在滚筒20的滚动部40上相对滚筒20反向滚动,从而使双过滤嘴香烟16最后抵靠突起部22的滚筒20传送运动方向上位于前方的侧面21。在该实施例中,双过滤嘴香烟16同样用吸气孔之类吸持在突起部22的侧面21、30上。
但双过滤嘴香烟16只是相对滚筒20或滚动部40向后移动。就在空间中的位置而言,它向前移动,即使是作减速运动,因此,在该实施例中,激光光束2也必须通过枢转反光镜6从工作区初始位置2a跟踪引导到工作区终端位置2b。应该看到,在该实施例中,工作区即激光光束2受引导跟踪运动发生位移的区域比图1所示实施例短得多。
图4为图3实施例沿B-B线的剖视图。在该例中相同部件也用同一标号表示。该实施例与图1和2实施例相同,激光光束2和2’的照射点34和34’位于过滤嘴部32的两端,从而在双过滤嘴香烟16的过滤嘴蒙皮上的过滤嘴部32的两端形成孔线。从图4可见,滚动部40几乎伸展在双过滤嘴香烟16的整个长度上。与图1和2实施例相比较,与滚动部40一起形成双过滤嘴香烟16的滚动路径的相配滚动带24和24’没有变化。
图5示出本发明打孔设备1的另一实施例。在该实施例中相同部件也用同一标号表示。该实施例的特别之处在于,待打孔物体不象图1-4实施例那样在滚动台28的一表面与相配滚动带24之间滚动,在图5实施例中,双过滤嘴香烟16在一滚动台28与一相配滚筒42之间滚动。由于滚筒42不具有任何平坦面,因此滚动台28或其表面26也以与相配滚筒42表面44曲率相同地弯曲。因此,在该实施例中,如图6所示,在滚动台28的表面26与相配滚筒42的表面44之间也形成一滚动路径。
与图1和2实施例一样,在该实施例中,相配滚筒42的传送运动速度比滚筒20高。因此,在该实施例中,相配滚筒42也使得双过滤嘴香烟16在滚动台28的滚动面26上沿传送运动方向向前滚动。在该实施例中激光光束2也受枢转反光镜6的引导而跟踪双过滤嘴香烟16通过由表面26和44形成的整个滚动路径的运动。
如图6所示,该实施例也有两个激光起,该两激光起用其激光光束2、2’在过滤嘴部32中形成两孔线。
图7示出本发明打孔设备的另一实施例。在该打孔设备1中,用一用作横向传送器的传送带46在轴向的横向上传送双过滤嘴香烟16(在该实施例中,相同部件也用同一标号表示)。与图1和2实施例一样,该实施例也有一具有相配滚动面23的相配滚动带24。相配滚动面23与一滚动台28、确切说是该滚动台的滚动面26共同作用而形成待打孔双过滤嘴香烟16的滚动路径。在该实施例中,相配滚动带24的传送运动速度也比传送带46高,因此在到达工作区的点14a时,双过滤嘴香烟16在滚动台28上从突起部22的第一侧面21向前滚动到突起部22的对置侧面30。在该实施例中,双过滤嘴香烟16也用吸气孔(未示出)吸持在侧面21和30上。
图8为沿图7中D-D线截取的剖视图。可以看到,在图8所示状态中,传送带46与双过滤嘴香烟16脱离接触,因为双过滤嘴香烟16位于由滚动台28、28’和相配滚动带24、24’形成的滚动路径中。
图9示出本发明打孔设备另一实施例。与图7和8实施例一样,该实施例有一传送带46。该实施例的特别之处在于,双过滤嘴香烟16放置在传送带46的开口或凹座48中。在其滚动路径中,双过滤嘴香烟16用一不变传送运动件相对传送带46就地滚动。在该实施例中,滚动路径不仅由相配滚动带24,还由一与相配滚动带24对置的滚动带50构成,或滚动路径位于它们的表面之间。与使用相配滚动带的上述实施例一样,在该实施例中,相配滚动带24在工作区中的传送运动方向与传送带46的传送运动方向52相同。相比较而言,滚动带50在工作区中的传送运动方向与传送带46的传送运动方向52相反。因此在图9实施例中,双过滤嘴香烟16在凹座48中以逆时针方向滚动。在相对于传送带46静止的滚动过程中,随着双过滤嘴香烟16因此以传送带46传送运动速度52通过带24和50之间的滚动路径,在该实施例中也必须通过与双过滤嘴香烟16在传送运动速度52下移动同步的枢转反光镜6使得激光光束2作跟踪运动,以便在双过滤嘴香烟16的整个圆周面上打孔。
图10为沿E-E线截取的图9实施例的剖视图。图10示出了在传送带46两边的两相配滚动带24、24’和滚动带50、50’。该实施例也有两个激光器以在过滤嘴部32的每端形成对应的孔线。
图11为可用于本发明打孔设备1的球面凹凸F-theta平面场透镜60的示意图。图11为透镜60的侧视图。透镜60有一入射光瞳62、一工作距离64和一焦距66。标号70表示工作面,在上述各附图所示打孔设备1中,该工作面为待打孔双过滤嘴香烟16的表面。从图11中可见,激光光束2即使从不同方向照射到球面F-theta平面场透镜60上也保持聚焦。激光光束2平行位移(未示出)时同样如此。
图12示出本发明打孔设备第六实施例。图12中与上述各附图中相同的部件用同一标号表示。图12实施例与上述各实施例的不同之处在于,在工作区中传送双过滤嘴香烟的传送装置与供料传送装置的功能是分开的。在图12实施例中,一滚动带90用作该传送装置。滚动带90以其表面用作待滚动双过滤嘴香烟16的滚动面92。滚动面92与一相配滚动面94共同作用。与滚动带90平行的一滚动台96的底面用作相配滚动面94。滚动面92与相配滚动面94一起形成一滚动路径98。
双过滤嘴香烟16通过一供料传送筒100传送到该滚动路径98。围绕轴线104以箭头102所示方向转动的供料传送筒100携带着双过滤嘴香烟16,双过滤嘴香烟16相对于传送运动方向114成轴向垂直关系位于设置在传送筒100圆周面108上各凹座106中。
双过滤嘴香烟16通过吸气管126(见图13)吸入凹座106中。在由图12中F-F线所示位置上,滚动带90的滚动面92开始与凹座106中的双过滤嘴香烟16接触。同时,双过滤嘴香烟61与滚动台96的相配滚动面94接触。因此,该位置标志着滚动路径98的起点和双过滤嘴香烟16在滚动路径98中滚动的开始。双过滤嘴香烟16在滚动路径98中的传送运动速度决定于箭头110所示的滚动带90的速度。在图12中该速度选择成使得双过滤嘴香烟16在滚动路径中的节距或间隔等于双过滤嘴香烟16在供料传送筒100圆周面108上的节距或间隔。如图12所示,由于当滚动带90缠绕在供料传送筒100上时滚动带90的滚动面92与供料传送筒100的圆周面108对齐,同时滚动带90与供料传送筒100同轴地围绕轴线104转动,因此,与滚筒100的圆周速度相比,滚动带90以两倍圆周速度运动。在滚动路径98的下游,滚动带90通过一转向筒112,从而转回供料传送筒100。
在从双过滤嘴香烟16传送运动方向看的滚动路径98的起点处,滚动台96中设置有孔116,孔116平行于传送运动方向114延伸。激光光束2可经孔116作用在双过滤嘴香烟16上,以便对在由孔116界定的工作区中移动的双过滤嘴香烟16打孔。为此,参考上述各详述实施例,激光光束2通过枢转反光镜6移动而跟踪双过滤嘴香烟16在由孔116界定的工作区中的滚动路径98中的传送运动114。
然后,经如此打孔的双过滤嘴香烟16到达滚动路径98的终端后转移到以箭头117方向转动的一输出传送筒118上。为此,输出传送筒118的圆周面120上也有放置经打孔的双过滤嘴香烟16的凹座122。
图13为沿F-F线截取的图12实施例的剖视图。图13清楚示出双过滤嘴香烟16位于滚动路径98的起点处。与图12中相同的部件用同一标号表示。
双过滤嘴香烟16位于滚动台96与滚动带90之间。图13示出滚动带90包括三部分90a、90b和90c。滚动带90朝向双过滤嘴香烟16的滚动面92在滚动带90的中间部分90b上被再次划分,因此总共有五个表面部分92a、92b、92c、92d和92e。
滚动带90的各部分90a、90b和90c分别互相独立地支撑在供料传送筒100中的孔100a、100b和100c中的支撑轴承124a、124b和124c、124d上。
图13还示出结合图12所述的吸气管,这些吸气管沿径向伸入传送筒的凹座106中。
图13还示出结合图12所述的滚动台96中供激光光束2穿过的孔116。
图14示出本发明打孔设备第七实施例。与图12所示实施例中相同部件用同一标号表示。与图12实施例比较,第七实施例的滚动带90’的环行圆周速度与供料传送筒100’相同。这就是说,双过滤嘴香烟16在供料传送筒100’的圆周面108’上的节距或间隔为双过滤嘴香烟16在滚动路径98中的节距或间隔的两倍。因此双过滤嘴香烟16在滚动路径98中的节距小于双过滤嘴香烟16的周长。因此,激光光束2在由第一孔116构成的工作区中只对各第二双过滤嘴香烟16打孔。余下的双过滤嘴香烟16在滚动路径终端由结构与上述激光光束相同的第二激光光束装置打孔。这确保每一双过滤嘴香烟16打孔后离开滚动路径98。离开滚动路径98后,双过滤嘴香烟16由一输出传送筒118’传送。与结合图12所述输出传送筒118比较,输出传送筒118’圆周面120’上用来放置双过滤嘴香烟16的凹座122’的数量加倍。因此输出传送筒118’的凹座122’数量加倍,即其节距为供料传送筒100’的两倍。
图15为沿图14中G-G线截取的剖视图。与图13所述剖视图不同,可显然看出,滚动带90’本身构成供料传送筒100’的圆周面108’。在这种情况下,滚动带90’被再划分,使得在该结构中,滚动带90’表面划分成与结合图13所述的各部分92a-92e。从而显然可看出,滚动带90’以与供料传送筒100’相同的圆周速度运动。
图16为本发明打孔设备另一实施例的示意图。与上述各实施例中相同的部件用同一标号表示。该图为一用作本发明传送装置的传送筒150的侧视图。传送筒150圆周上有用作本发明安放装置的凹座152。凹座152的轴向与传送筒150传送运动方向154垂直,传送筒150上的节距或间隔为T。
在箭头156所示位置上,一供料传送筒(未示出)把待打孔双过滤嘴香烟16传给传送筒150。双过滤嘴香烟16一旦位于凹座152中,就受图16中简示的吸气管158的吸力作用而被牢牢吸持在凹座152中。
在传送筒150沿传送运动方向154转动时,凹座152与双过滤嘴香烟16首先保持图16所示静止位置。但一旦凹座152进入激光光束2的工作区W,就通过下文结合图22所述转动装置使得凹座152转动,从而使双过滤嘴香烟16在工作区W中转动360°。箭头160示出双过滤嘴香烟16在工作区W中围绕其轴线转动。双过滤嘴香烟16在工作区W中移动时,通过由驱动器10驱动的枢转反光镜6使激光光束2跟踪转动凹座152中的双过滤嘴香烟16。
离开工作区W后,凹座152重新回到它在进入工作区W前的静止位置。经打孔的双过滤嘴香烟16然后在箭头162所示位置传给一输出传送筒(未示出)。
图17示出图16所示打孔设备的工作原理。图17特别示出传送筒150的圆周上有一开口或凹座164。其轴向与传送运动方向垂直的凹座152相对成镜像地位于该开口或凹座164中。一待打孔双过滤嘴香烟16位于凹座152中。
凹座152各有吸气管158。吸气管158与传送筒150中的一吸气管装置166连通。为了把双过滤嘴香烟16吸持在凹座152的表面168上,凹座152的表面168中有小孔170。这些小孔170使吸气管158与表面168连通。
各凹座152可转动地装在传送筒150中的轴承172中。凹座152有一伸长部176经轴承172伸入传送筒150内部174。伸长部176受下文结合图22所述转动装置的驱动。这一结构使得转动凹座152中的双过滤嘴香烟16以箭头178所示方向围绕其轴线转动。
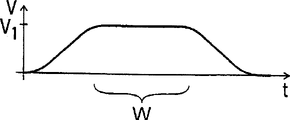
图18为图17所示凹座152的转速随时间而改变的曲线图。该图示出,双过滤嘴香烟16在工作区W中时转速V保持不变。在到达工作区W之前,转速V从静止状态匀加速到预定最终速度V1。香烟离开工作区W后,转速又从转速V1下降到零,从而使凹座152回到静止位置。
图19为打孔设备另一实施例的示意图。图19实施例与图16所示实施例大致相同。但与图16比较,图19实施例的节距或间隔T较短。此外,在图19实施例中,激光光束2不从传送筒150内部作用在双过滤嘴香烟16上,而是布置在传送筒150外部。
图20和21与图17和18大致相同,因此不再赘述。
图22为图19所示传送筒150的剖视图。该图示出两对对置的凹座152。但图22未示出凹座152中的双过滤嘴香烟16。伸入传送筒150内部174的凹座152伸长部176上有小齿轮180。这些小齿轮分别与一驱动轴182上的齿轮184啮合。在传送筒150一法兰186中支撑在一滚针轴承188上的驱动轴182的端部190上也有一小齿轮192。该小齿轮192与第二齿轮194啮合。第二齿轮194装在一轴196上。该轴196不可转动地连接至一杆198。该杆198随一U形控制凸轮202中的滚轮200运动,该U形控制凸轮位于传送筒150端壁内表面204中。
当通过驱动轴206转动传送筒150时,杆198或杆198上的滚轮200在静止控制凸轮202中受引导。这使得杆198围绕轴196的转动轴线枢转。杆198的枢转经第二齿轮194、小齿轮192、驱动轴190、第一齿轮184和小齿轮180转变成凹座152的转动。在传送筒150圆周上相邻的各凹座152受在传送筒端壁对置内表面204、205中运动的杆198的控制。因此图22示出,该图顶部所示凹座152受该图左边所示传送筒端壁内表面205中控制凸轮202的控制,而该图底部所示凹座152受右端壁204中右边控制凸轮202的控制。
通过合适结构的控制凸轮202使杆198的枢转如上所述进行转变,从而如图18所示使凹座152围绕其轴线转动。
图23为图22的剖视图,包括图19顶部所示激光跟踪和聚焦装置。在图23中,与上述附图中相同的部件用同一标号表示。除了图22所示剖面外,图23还示出顶部凹座152中有一双过滤嘴香烟16。图23还示出该双过滤嘴香烟16上方的激光光束2以及枢转反光镜4和6以及透镜。在其他方面,图23只在作图技巧方面与图22所示实施例不同。
Claims (51)
1、一种在一细长圆柱形物体(16)、特别是一香烟的圆周面上形成孔的打孔设备,该装置包括:
产生至少一高能光束(2)的至少一个光源,通过该光束能在该物体(16)上形成孔;
至少一工作区,该工作区可由一引导跟踪装置(6)形成,该引导跟踪装置用于引导该光束(2)进行跟踪,并且在该工作区中光束(2)作用在运动通过该工作区的一物体(16)上而形成孔;
滚动装置(24、28、40、42、50),用于使该物体(16)在通过工作区的同时围绕其纵向轴线转动,以使其圆周面暴露在光束(2)中;以及
用于传送物体(16)通过工作区的传送装置(20、46);
其特征在于,该装置还包括:
一个光折射装置(12),激光光束(2)在到达工作区之前通过该光折射装置,使得在光束(2)受引导跟踪中,光束保持聚焦在工作区中各部位。
2、按权利要求1所述的打孔设备,其特征在于,该光折射装置(12)是静止不动的。
3、按权利要求1所述的打孔设备,其特征在于,该光折射装置(12)为一焦点矫正透镜、即F-theta透镜。
4、按权利要求1所述的打孔设备,其特征在于,该传送装置(20、46)在一传送路径上传送物体(16)通过该工作区,该传送路径与从光折射装置(12)发出的光束(2)相垂直地延伸。
5、按权利要求1所述的打孔设备,其特征在于,该传送装置(20、46)在物体通过工作区的过程中在一个与光折射装置(12)的主平面平行延伸的传送路径上传送物体(16)。
6、按权利要求1所述的打孔设备,其特征在于,该传送装(20、46)有一横向传送器,物体(16)在该横向传送器上沿与物体轴线垂直的方向被传送。
7、按权利要求6所述的打孔设备,其特征在于,该传送装置(20、46)上有用于安放物体(16)的开口(48),物体(16)被放置在开口(48)中,同时该滚动装置使得物体(16)围绕其轴线转动。
8、按权利要求6或7所述的打孔设备,其特征在于,该横向传送器(20、46)为一传送带(46)。
9、按权利要求6或7所述的打孔设备,其特征在于,该横向传送器(20、46)为一滚筒(20)。
10、按权利要求6所述的打孔设备,其特征在于,该滚动装置(24、28、40、42、50)至少在该工作区中有一个与该传送装置(20、46)对置的相配滚动面(23、44),从而使围绕其轴线转动而移动的物体(16)在该工作区中在该传送装置和相配滚动面之间相对于传送装置(20、46)的传送运动方向(52)垂直地围绕其轴线转动。
11、按权利要求10所述的打孔设备,其特征在于,该相配滚动面(23)为一滚动带(24)。
12、按权利要求10所述的打孔设备,其特征在于,该相配滚动面(44)为相配滚筒(42)。
13、按权利要求10所述的打孔设备,其特征在于,该相配滚动面(23)和横向传送器(20、46)至少在该工作区中有沿相同方向运动的传送运动件。
14、按权利要求13所述的打孔设备,其特征在于,相配滚动面(23)和横向传送器(20、46)的速度至少在该工作区中选择成:在该工作区中,物体(16)在围绕其轴线转动过程中仍继续沿最初传送运动方向(52)移动。
15、按权利要求14所述的打孔设备,其特征在于,物体(16)在围绕其轴线转动过程中仍以最初送运动速度移动。
16、按权利要求14所述的打孔设备,其特征在于,物体(16)在围绕其轴线转动过程中以比最初传送运动速度高的速度移动。
17、按权利要求14所述的打孔设备,其特征在于,物体(16)在围绕其轴线转动过程中以比最初传送运动速度低的速度移动。
18、按权利要求1所述的打孔设备,其特征在于,物体(16)在工作区中时围绕其轴线转动一圈。
19、按权利要求10所述的打孔设备,其特征在于,滚动装置(24、28、40、42、50)在传送装置侧边还有一滚动面(26),该滚动面与相配滚动面(23)对置,从而使物体(16)在相配滚动面(23)与滚动面(26)之间的工作区区域中滚动。
20、按权利要求19所述的打孔设备,其特征在于,该滚动面(26)为一滚动带。
21、按权利要求20所述的打孔设备,其特征在于,该滚动带(50)和传送装置(20、46)至少在该工作区中有沿相同方向运动的传送运动件。
22、按权利要求20所述的打孔设备,其特征在于,该滚动带(50)和传送装置(20、46)至少在该工作区中有沿相反方向运动的传送运动件,而相配滚动带(24)/相配滚筒(42)的传送运动方向与传送装置(20、46)相同。
23、按权利要求20至22中任一项所述的打孔设备,其特征在于,该滚动带至少在工作区中同时用作物体(16)的传送装置。
24、按权利要求23所述的打孔设备,其特征在于,该相配滚动面为一相配滚动台。
25、按权利要求24所述的打孔设备,其特征在于,该相配滚动台中有供光束(2)穿过后对物体(16)打孔的孔。
26、按权利要求25所述的打孔设备,其特征在于,该滚动带和该相配滚动台构成物体(16)的滚动路径,其中设置有分别将物体(16)供给该滚动路径的供料装置和从滚动路径输出滚动物体(16)的输出装置。
27、按权利要求26所述的打孔设备,其特征在于,物体(16)在滚动路径中的节距大于其周长,从而使物体(16)可被光束(2)依次地打孔。
28、按权利要求26所述的打孔设备,其特征在于,物体(16)在滚动路径中的节距小于其周长,从而使滚动路径上设置有至少n个工作区,n为大于或等于2的自然数,以便通过所有工作区的共同作用对经过滚动路径的所有物体(16)打孔。
29、按权利要求28所述的打孔设备,其特征在于,物体(16)在滚动路径中的节距为其周长的一半,从而使其设置有两个工作区,由这两个工作区对通过各个工作区的每个第二物体(16)在每个工作区中依次偏置地打孔。
30、按权利要求29所述的打孔设备,其特征在于,滚动带以与供料传送运动相同的传送运动速度运动。
31、按权利要求1所述的打孔设备,其特征在于,引导跟踪装置(6)是在光束(2)的光路中的一枢转反光镜或转动棱镜。
32、按权利要求1所述的打孔设备,其特征在于,光源为一激光器。
33、按权利要求1所述的打孔设备,其特征在于,滚动装置(152)为传送装置(150)的一部分。
34、按权利要求33所述的打孔设备,其特征在于,传送装置为一横向传送器(150),物体(16)在其上沿与物体轴线垂直的方向被传送,该横向传送器(150)有用于安放物体(16)的安放装置(152),其中,该安放装置(152)是可转动的,从而使物体(16)围绕其轴线转动。
35、按权利要求34所述的打孔设备,其特征在于,该安放装置为凹座(152),这些凹座可受抽吸气体的作用而把物体(16)吸持在其中。
36、按权利要求35所述的打孔设备,其特征在于,该安放装置(152)可转动地装在传送筒(150)上。
37、按权利要求36所述的打孔设备,其特征在于,传送筒(150)有一给定的节距(T),其中,安放装置(152)可由转动装置(176、180、182、184、192、194、196、198、200、202、206)转动,使得物体(16)在传送筒(150)转过一节距(T)时转动大约360°。
38、按权利要求36所述的打孔设备,其特征在于,光源、跟踪装置(4、6、8、10)和/或光折射装置(12)布置在传送筒(150)内部。
39、按权利要求36所述的打孔设备,其特征在于,传送筒(150)的圆周上设置有具有给定节距(T)的两排安放装置(152),这两排安放装置相对互成镜像地设置。
40、按权利要求39所述的打孔设备,其特征在于,每两个相对互成镜像的安放装置可由转动装置(176、180、182、184、192、194、196、198、200、202、206)转动,其中,转动装置(176、180、182、184、192、194、196、198、200、202、206)包括分别固定至安放装置(152)上的小齿轮(180),这些小齿轮(180)分别与设置在一共同驱动轴(182)上的一齿轮(184)啮合。
41、按权利要求40所述的打孔设备,其特征在于,驱动轴(182)由设置在传送筒(150)端部内侧(204)之一上的一控制装置(198、202)转动,该控制装置经一齿轮(194)驱动该驱动轴(182)的一小齿轮(192)。
42、按权利要求41所述的打孔设备,其特征在于,该控制装置包括一在一固定控制凸轮(202)中受引导的杆(198)。
43、按权利要求42所述的打孔设备,其特征在于,该控制凸轮为传送筒(150)端壁内侧(204)中的一U形凹槽(202)。
44、按权利要求41所述的打孔设备,其特征在于,在传送筒(150)圆周上相邻的两排安放装置(152)各有其自己的转动装置(176、180、182、184、192、194、196、198、200、202、206)。
45、按权利要求44所述的打孔设备,其特征在于,在传送筒(150)圆周上相邻的两排安放装置(152)各有其自己的控制装置(198、202),其中,相邻安放装置(152)的控制装置(198、202)交替布置在传送筒(150)两端之一的区域中。
46、按权利要求34至37中任一项所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得物体(16)至少在通过工作区(W)过程中转动。
47、按权利要求46所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得物体(16)仅在通过工作区(W)过程中转动。
48、按权利要求47所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得物体(16)在通过工作区(W)过程中匀速转动。
49、按权利要求48所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得物体(16)在通过工作区(W)过程中由安放装置(152)转动大约360°。
50、按权利要求49所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得通过安放装置(152)将物体(16)从到达工作区(W)之前的静止状态加速到物体在工作区中的预定转速(V1)。
51、按权利要求50所述的打孔设备,其特征在于,用转动装置(176、180、182、184、192、194、196、198、200、202、206)转动安放装置(152),使得通过安放装置(152)将物体(16)从在工作区(W)中的预定转速(V1)减速到静止状态。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19856413.9 | 1998-12-08 | ||
| DE19856413A DE19856413A1 (de) | 1998-12-08 | 1998-12-08 | Perforationsvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1256097A CN1256097A (zh) | 2000-06-14 |
| CN1130995C true CN1130995C (zh) | 2003-12-17 |
Family
ID=7890261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN99125910A Expired - Fee Related CN1130995C (zh) | 1998-12-08 | 1999-12-08 | 打孔设备 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6363942B1 (zh) |
| EP (1) | EP1018392A3 (zh) |
| JP (1) | JP2000184877A (zh) |
| CN (1) | CN1130995C (zh) |
| DE (1) | DE19856413A1 (zh) |
| PL (1) | PL337011A1 (zh) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6526985B1 (en) * | 1998-12-08 | 2003-03-04 | Hauni Maschinenbau Ag | Apparatus for perforating tubular wrappers of rod-shaped articles |
| DE19930330A1 (de) | 1999-07-02 | 2001-01-04 | Hauni Maschinenbau Ag | Perforationsvorrichtung |
| DE10004906A1 (de) | 2000-02-04 | 2001-08-09 | Hauni Maschinenbau Ag | Verfahren zum Herstellen von stabförmigen Artikeln |
| DE10112336A1 (de) * | 2001-03-13 | 2002-09-19 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zur Umhüllung von stabförmigen Artikeln mit Umhüllungsblättchen |
| DE10120923A1 (de) | 2001-04-30 | 2002-10-31 | Hauni Maschinenbau Ag | Vorrichtung zum Perforieren von stabförmigen Gegenständen insbesondere der Tabak verarbeitenden Industrie |
| DE10200402A1 (de) * | 2002-01-08 | 2003-07-17 | Hauni Maschinenbau Ag | Vorrichtung zum Perforieren von stabförmigen Gegenständen, insbesondere der Tabak verarbeitenden Industrie |
| CN101993014B (zh) * | 2010-09-29 | 2012-10-31 | 周印轩 | 地面打孔自动卷扬机 |
| WO2012131901A1 (ja) * | 2011-03-29 | 2012-10-04 | 日本たばこ産業株式会社 | フィルタシガレットのためのレーザ穿孔装置及び方法 |
| DE102013211424A1 (de) | 2013-06-18 | 2014-12-18 | Hauni Maschinenbau Ag | Maschine der Tabak verarbeitenden Industrie, insbesondere Filteransetzmaschine |
| CN105533801B (zh) * | 2016-02-06 | 2022-03-25 | 云南中烟工业有限责任公司 | 一种可旋转滤棒自动加工装置 |
| CN107041568B (zh) * | 2017-03-07 | 2018-11-16 | 江苏瑞驰机电科技有限公司 | 在线式细棒物体旋转装置及其配套的打孔装置 |
| CN114751151B (zh) * | 2021-01-12 | 2024-03-26 | 贵州中烟工业有限责任公司 | 一种检测装置安装区域的计算方法及存储介质 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3848104A (en) * | 1973-04-09 | 1974-11-12 | Avco Everett Res Lab Inc | Apparatus for heat treating a surface |
| DE2751522C2 (de) * | 1977-02-09 | 1986-06-12 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum Herstellen einer Zone gewünschter Luftdurchlässigkeit in einem Hüllmaterialstreifen für stabförmige Artikel der tabakverarbeitenden Industrie |
| GB1564219A (en) * | 1977-02-22 | 1980-04-02 | Molins Ltd | Apparauts for making ventilated cigarettes |
| DE2754104C2 (de) * | 1977-12-05 | 1987-01-15 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zum Herstellen einer Zone gewünschter Luftdurchlässigkeit in einem Hüllmaterialstreifen für stabförmige Artikel der tabakverarbeitenden Industrie |
| IT1189258B (it) | 1982-04-13 | 1988-02-04 | Gd Spa | Metodo e dispositivo per praticare perforazioni in articoli a forma di barretta |
| IT1168683B (it) | 1983-09-12 | 1987-05-20 | Gd Spa | Dispositivo perforatore per la realizzazione di fori di ventilazione in sigarette o simili articoli da fumo |
| IT1168684B (it) | 1983-09-12 | 1987-05-20 | Gd Spa | Dispositivo perforatore per la realizzazione di fori di ventilazione in sigarette o simili articoli da fumo |
| IT1179292B (it) * | 1984-03-22 | 1987-09-16 | Gd Spa | Dispositivo per praticare perforazioni in articoli a forma di barretta |
| GB8813683D0 (en) * | 1988-06-09 | 1988-07-13 | Molins Plc | Cigarette manufacture |
| JP3101636B2 (ja) * | 1991-11-21 | 2000-10-23 | 日本たばこ産業株式会社 | 帯状シートの穿孔装置 |
| DE4218266A1 (de) | 1992-06-03 | 1993-12-09 | Hauni Werke Koerber & Co Kg | Vorrichtung zum Drehen von auf einem umlaufenden Förderer geförderten Zigaretten |
| IT1273249B (it) * | 1994-03-16 | 1997-07-07 | Gd Spa | Metodo e macchina per la realizzazione di sigarette ventilate |
| JP3114533B2 (ja) * | 1994-11-24 | 2000-12-04 | 住友重機械工業株式会社 | レーザ穴あけ加工装置及びレーザ穴あけ加工方法 |
-
1998
- 1998-12-08 DE DE19856413A patent/DE19856413A1/de not_active Withdrawn
-
1999
- 1999-11-05 EP EP99122101A patent/EP1018392A3/de not_active Withdrawn
- 1999-12-07 PL PL99337011A patent/PL337011A1/xx unknown
- 1999-12-08 CN CN99125910A patent/CN1130995C/zh not_active Expired - Fee Related
- 1999-12-08 JP JP11348625A patent/JP2000184877A/ja active Pending
- 1999-12-08 US US09/457,346 patent/US6363942B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1256097A (zh) | 2000-06-14 |
| EP1018392A2 (de) | 2000-07-12 |
| DE19856413A1 (de) | 2000-06-15 |
| JP2000184877A (ja) | 2000-07-04 |
| EP1018392A3 (de) | 2004-04-14 |
| US6363942B1 (en) | 2002-04-02 |
| PL337011A1 (en) | 2000-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1130995C (zh) | 打孔设备 | |
| CN1097501C (zh) | 带状材料的开孔装置 | |
| JPH0628582B2 (ja) | ロツド形状物品に複数の穴を穴抜きする装置 | |
| CN113473868B (zh) | 一种在线式烟支打孔机、控制系统及其控制方法 | |
| JPS63188486A (ja) | 帯状シ−ト材料の穿孔方法及び装置 | |
| US4565202A (en) | Method and apparatus for forming perforation in bar-shape articles | |
| CN1616179A (zh) | 激光加工装置及激光加工方法 | |
| CN1197491C (zh) | 用来制造棒状物品的方法和装置 | |
| JP3101636B2 (ja) | 帯状シートの穿孔装置 | |
| US4916272A (en) | Perforating apparatus for web | |
| CN103025142B (zh) | 部件安装装置 | |
| US4648412A (en) | Apparatus for perforating wrapping material for rod-shaped articles of the tobacco processing industry | |
| CN203184834U (zh) | 卷烟接装纸图形打孔的激光打孔装置 | |
| US5105833A (en) | Device for perforating ventilation holes in cigarettes or similar | |
| CN1319831C (zh) | 折页机 | |
| CN1170489C (zh) | 穿孔设备 | |
| CN213916706U (zh) | 一种水松纸的激光打孔加工系统 | |
| JP4481867B2 (ja) | 搬送装置 | |
| US6526985B1 (en) | Apparatus for perforating tubular wrappers of rod-shaped articles | |
| JPS60210973A (ja) | 棒状物の孔あけ装置 | |
| CN85109616A (zh) | 在杆形制品上穿孔的方法 | |
| EP0659354A1 (en) | Method and machine for producing ventilated cigarettes | |
| CN1432306A (zh) | 用于棍状体的打孔装置,尤其用于烟草加工工业 | |
| CN207205445U (zh) | 一种紫外线专用仿型切割装置 | |
| CN201624137U (zh) | 卷烟在线式激光打孔装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |