CN112918774A - Intelligent packaging equipment for paper industry - Google Patents
Intelligent packaging equipment for paper industry Download PDFInfo
- Publication number
- CN112918774A CN112918774A CN202110240932.3A CN202110240932A CN112918774A CN 112918774 A CN112918774 A CN 112918774A CN 202110240932 A CN202110240932 A CN 202110240932A CN 112918774 A CN112918774 A CN 112918774A
- Authority
- CN
- China
- Prior art keywords
- bag
- cylinder
- paper
- bagging
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000009450 smart packaging Methods 0.000 title claims abstract description 27
- 230000007246 mechanism Effects 0.000 claims abstract description 165
- 238000007789 sealing Methods 0.000 claims abstract description 42
- 238000004806 packaging method and process Methods 0.000 claims description 85
- 238000010438 heat treatment Methods 0.000 claims description 39
- 238000001179 sorption measurement Methods 0.000 claims description 23
- 230000009977 dual effect Effects 0.000 claims description 17
- 238000012856 packing Methods 0.000 claims description 15
- 230000033001 locomotion Effects 0.000 claims description 14
- 239000012528 membrane Substances 0.000 claims description 6
- 238000009434 installation Methods 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 230000002146 bilateral effect Effects 0.000 claims description 3
- 230000005540 biological transmission Effects 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 10
- 239000000463 material Substances 0.000 description 14
- 239000002699 waste material Substances 0.000 description 11
- 238000010521 absorption reaction Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 8
- 230000008901 benefit Effects 0.000 description 7
- 230000009471 action Effects 0.000 description 6
- 238000011084 recovery Methods 0.000 description 5
- 239000004677 Nylon Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 229920001778 nylon Polymers 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000009825 accumulation Methods 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000013013 elastic material Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- KEQXNNJHMWSZHK-UHFFFAOYSA-L 1,3,2,4$l^{2}-dioxathiaplumbetane 2,2-dioxide Chemical compound [Pb+2].[O-]S([O-])(=O)=O KEQXNNJHMWSZHK-UHFFFAOYSA-L 0.000 description 1
- 229910001339 C alloy Inorganic materials 0.000 description 1
- 241000252254 Catostomidae Species 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 241000282414 Homo sapiens Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000003139 buffering effect Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000010415 tidying Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/56—Orientating, i.e. changing the attitude of, articles, e.g. of non-uniform cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/40—Arranging and feeding articles in groups by reciprocating or oscillatory pushers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/44—Arranging and feeding articles in groups by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
Abstract
The invention provides paper industry intelligent packaging equipment which comprises a paper towel bag steering and conveying mechanism, a paper towel bag straight section conveying mechanism, a bagging mechanism, an automatic bag taking mechanism and a bag sealing mechanism, wherein an output port of the paper towel bag steering and conveying mechanism corresponds to an input port of the paper towel bag straight section conveying mechanism, an output port of the paper towel bag straight section conveying mechanism corresponds to an input port of the bagging mechanism, the automatic bag taking mechanism is arranged on one side of an output port of the bagging mechanism, and the bag sealing mechanism is arranged at an output port of the bagging mechanism. According to the paper industry intelligent packaging equipment, the paper towel bag steering conveying mechanism, the paper towel bag straight section conveying mechanism, the bagging mechanism, the automatic bag taking mechanism and the bag sealing mechanism are arranged, so that the work tasks needing to be completed by at least four people in the prior art can be completely replaced, the labor input is greatly reduced, the production cost is reduced, the productivity is greatly improved, the work efficiency is improved, and the paper industry intelligent packaging equipment has high practicability.
Description
Technical Field
The invention belongs to the technical field of packaging equipment, and particularly relates to intelligent packaging equipment for paper industry.
Background
The tissue is an indispensable part of daily life of people, and the demand in daily life is very big, especially the tissue obtains the favor of vast consumers because of the characteristic of convenient extraction. As a necessary product to be carried about in daily life of human beings, the consumer market's pet' needs to have enough market supply to meet the needs of consumers. Therefore, there is a need for efficient tissue production to meet market demands. In the existing market, in order to improve the convenience of consumers, the tissues are basically packaged, and then packaged in a large package for sale by taking a certain number of small-sized packaged tissues as units. When the paper towel is purchased, a consumer only needs to purchase the packaged paper towel with large specification, and then the paper towel with small specification can be taken to be normally used.
In the prior art, when the packaged small-size packaged tissues are bagged, the tissues are basically bagged manually and then sealed, the packaging mode has low efficiency, the input labor cost is huge, and the yield cannot be ensured, so that the production is not facilitated. In order to improve the productivity, reduce the labor cost, win the market competition and improve the economic benefit, the invention provides the paper industry intelligent packaging equipment.
Disclosure of Invention
In order to improve the productivity, reduce the labor cost, win the market competition and improve the economic benefit, the invention provides the paper industry intelligent packaging equipment.
The utility model provides a paper industry intelligence equipment for packing, includes that paper handkerchief package turns to conveying mechanism, paper handkerchief package straight section conveying mechanism, bagging-off mechanism, gets a bag mechanism automatically, seals a bag mechanism, paper handkerchief package turns to conveying mechanism's delivery outlet with paper handkerchief package straight section conveying mechanism's input port is corresponding, paper handkerchief package straight section conveying mechanism's delivery outlet with bagging-off mechanism's input port is corresponding, bagging-off mechanism delivery outlet one side sets up automatic bag mechanism of getting, bagging-off mechanism output port department sets up seal a bag mechanism.
Still further, the package of paper towels turn to conveying mechanism includes:
turn to the section, turn to the section slope setting, turn to the section and include:
a first conveyor belt;
the power mechanism is arranged at one end of the steering section and used for driving the conveying belt to move;
the first limiting group is arranged above the first conveyor belt;
wherein, first spacing piece group includes:
a first limiting piece arranged on the upper side edge of the first conveyor belt,
the width of the steering guide limiting part is gradually increased according to the moving direction of the tissue package, and the distance between the steering guide limiting part and the first limiting part opposite to the steering guide limiting part is gradually reduced while the width of the steering guide limiting part is gradually increased.
Furthermore, the paper towel pack steering and conveying mechanism further comprises a conveying section, wherein the conveying section is horizontally arranged, and the conveying section is connected with the higher end of the steering section.
Still further, the paper towel package straight section conveying mechanism comprises:
the second conveyor belt is horizontally arranged;
the third limiting group is arranged right above the second conveyor belt;
the parallel clamping plate is arranged on one section close to the output port of the paper towel bag straight section conveying mechanism and is arranged on one side above the second conveying belt;
the first cylinder is fixedly connected with the line dividing clamping plate and used for driving the line dividing clamping plate to clamp the paper towel bag;
the first inductor is arranged at the output port of the paper towel bag straight section conveying mechanism.
Still further, the bagging mechanism comprises:
the bearing piece is horizontally arranged;
a dual cylinder set disposed at one end of the carrier;
a second inductor disposed on the dual cylinder groups;
a second cylinder disposed below the dual cylinder group;
the stop piece is fixedly connected with the second cylinder, the second cylinder drives the stop piece to do reciprocating motion in the vertical direction, and when the second cylinder drives the stop piece to move upwards, the stop piece penetrates through a through hole formed in the first bearing piece to reach the position above the first bearing piece;
the third cylinder is fixedly connected with the bottom of the second cylinder and drives the second cylinder to do reciprocating motion in the horizontal direction
Furthermore, the automatic bag taking mechanism comprises a packaging bag mounting unit, a packaging bag grabbing unit and a packaging bag opening unit, the packaging bag grabbing unit is arranged above the packaging bag mounting unit, and the packaging bag opening unit matched with the packaging bag grabbing unit is arranged under the packaging bag grabbing unit.
Further, the packing bag mounting unit includes:
the mounting plate is used for placing a packaging bag;
the positioning piece is arranged on the upper end face of the mounting plate and used for determining the mounting position of the packaging bag;
the fixing piece is arranged on the periphery of the positioning piece and used for limiting the installation position of the packaging bag;
and the pressing plate is arranged right above the positioning piece and used for flattening the packaging bag.
Still further, the packing bag gripping unit includes:
each first adsorption disc is respectively connected with a gas pipe, the gas pipes are vertically arranged, the gas pipes are fixed on the same first connecting plate, the upper end face of the first connecting plate is fixedly connected with a double-shaft cylinder, the double-shaft cylinder drives the first connecting plate to reciprocate in the vertical direction, the double-shaft cylinder is fixedly connected to a rodless cylinder, and the rodless cylinder drives the double-shaft cylinder to reciprocate in the horizontal direction; the gas transmission pipes are all connected to the same vacuum pump.
Furthermore, the bag sealing mechanism comprises a second bearing piece, a fastening plate, a fastening cylinder, a folding and arranging block, a bag flattening cylinder, a bag sealing cylinder and a heating bag sealing assembly;
the second holds carrier and is used for receiving the wrapping bag that the bagging-off completion that the propelling movement of bagging-off mechanism came, the carrier bilateral symmetry is held to the second sets up the mounting plate, the terminal surface difference fixedly connected with fastening cylinder is kept away from mutually of mounting plate, and the both sides that are located the wrapping bag open end set up folding reason piece respectively, the flat bag cylinder of side difference fixedly connected with is kept away from mutually of folding reason piece, heating element is including setting up in the heater of heating buckle membrane and downside of wrapping bag open end upside, the side difference fixed connection envelope cylinder is kept away from mutually to heating buckle membrane, heater.
Furthermore, two heating wires are arranged on the end face of the heater, which is in contact with the heating buckle membrane, the temperatures of the two heating wires are different, and the temperature of the heating wire close to the interior of the packaging bag is lower than that of the other heating wire.
According to the paper industry intelligent packaging equipment, the paper towel bag steering conveying mechanism, the paper towel bag straight section conveying mechanism, the bagging mechanism, the automatic bag taking mechanism and the bag sealing mechanism are arranged, so that the work tasks needing to be completed by at least four people in the prior art can be completely replaced, the labor input is greatly reduced, the production cost is reduced, the productivity is greatly improved, the work efficiency is improved, and the paper industry intelligent packaging equipment has high practicability.
Additional features and advantages of the invention will be set forth in the description which follows, and in part will be obvious from the description, or may be learned by practice of the invention. The objectives and other advantages of the invention will be realized and attained by the structure particularly pointed out in the written description and drawings.
Drawings
In order to more clearly illustrate the embodiments of the present invention or the technical solutions in the prior art, the drawings used in the description of the embodiments or the prior art will be briefly described below, and it is obvious that the drawings in the following description are some embodiments of the present invention, and those skilled in the art can also obtain other drawings according to the drawings without creative efforts.
FIG. 1 is a schematic perspective view of an intelligent packaging device for paper industry according to an embodiment of the invention;
FIG. 2 shows a schematic view of a diverting conveyor mechanism for a bundle of towels in an embodiment according to the invention;
FIG. 3 shows a schematic top view of a diverting conveyor mechanism for a bundle of towels according to an embodiment of the invention;
fig. 4 is a schematic structural diagram illustrating a first limiting member according to an embodiment of the invention;
FIG. 5 is a schematic view of a steering guide limiting member according to an embodiment of the present invention;
FIG. 6 is a schematic diagram of a mechanism for transporting a flat section of a bundle of paper towels in an embodiment of the present invention;
FIG. 7 shows a schematic structural view of a bagging mechanism in an embodiment of the invention;
FIG. 8 is a schematic perspective view of an automatic bag removing mechanism according to an embodiment of the present invention;
FIG. 9 is a schematic front view of an automatic bag picking mechanism according to an embodiment of the present invention;
FIG. 10 is a schematic view of the assembly of the bagging mechanism and the automatic bag taking mechanism according to the embodiment of the invention;
FIG. 11 shows a schematic front view of a bag sealing mechanism according to an embodiment of the invention;
fig. 12 is a schematic perspective view of a bag sealing mechanism according to an embodiment of the present invention.
In the figure:
1. the paper towel pack steering and conveying mechanism;
101. a conveying section; 102. a turning section; 103. a first conveyor belt; 104. a power mechanism; 1014. a power roller; 1042. a driven roller; 1043. a motor; 105. a first limit member group; 1051. a first limit piece; 10511. a fixed section; 10512. an adjustment section; 1052. a steering guide limiting part; 106. a second limit member group; 1061. a second limiting member;
2. a paper towel bag straight section conveying mechanism;
201. a second conveyor belt; 202. a third limiting group; 2021. a third limiting member; 203. a first inductor; 204. a line-dividing splint; 205. a first cylinder;
3. a bagging mechanism;
301. a first bearing member; 302. a dual bank of cylinders; 303. a second inductor; 304. a tissue bag push plate; 305. a second cylinder; 306. a stopper; 307. a third cylinder; 308. a fourth cylinder; 309. a fifth cylinder; 310. a pushing mechanism; 3101. a push rod; 3102. bagging push plates; 311. a package bag placement mechanism; 312. a limiting mechanism; 3121. a limiting plate; 3122. a paper towel packing splint;
4. an automatic bag taking mechanism;
401. a packaging bag mounting unit; 4011. mounting a plate; 4012. a positioning member; 4013. a fixing member;
402. a packaging bag grabbing unit; 4021. a first adsorption tray; 4022. a first gas delivery pipe; 4023. a first connecting plate; 4024. a spring; 4025. a rotating electric machine; 403. a packaging bag opening unit; 4031. a second adsorption tray; 4032. a second gas delivery pipe;
5. a bag sealing mechanism;
501. a second bearing member; 502. a fastening plate; 503. fastening the air cylinder; 504. folding the tidying blocks; 505. a bag flattening cylinder; 506. a bag sealing cylinder; 507. heating the envelope assembly; 5071. heating and film buckling; 5072. a heater; 508. a waste recovery unit; 5081. an absorption tank; 5082. a third air delivery conduit.
Detailed Description
In order to make the objects, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are some, but not all, embodiments of the present invention. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
The intelligent packaging equipment for paper industry aims to improve productivity, reduce cost, gain market competition only by continuously updating the equipment, and develop enterprises to be strong only by improving economic benefits to the utmost extent. The equipment is characterized in that a specified amount of small packing paper on a production line is filled into a packing bag and then the opening of the bag is sealed, and waste materials after bag sealing are sucked into a recovery bag by utilizing negative pressure airflow of a vacuum pump. This paper industry intelligent packaging equipment can accomplish the job task that four at least people were accomplished among the prior art, can increase substantially the productivity, improves work efficiency, has stronger practicality.
Referring to fig. 1, fig. 1 is a schematic perspective view illustrating an intelligent packaging apparatus for paper industry according to an embodiment of the present invention. The paper industry intelligent packaging equipment comprises a paper towel bag steering and conveying mechanism 1, a bagging mechanism 3, an automatic bag taking mechanism 4 and a bag sealing mechanism 5. The utility model discloses a paper handkerchief packing is including paper handkerchief package, bagging mechanism 1, bagging mechanism 3, automatic bag mechanism 4 of getting, bag mechanism 5 sets up in order, the paper handkerchief package turn to conveying mechanism's delivery outlet with the straight section conveying mechanism 2's of paper handkerchief package input port is corresponding, the straight section conveying mechanism 2's of paper handkerchief package output port with bagging mechanism 3's input port is corresponding, bagging mechanism 3 delivery outlet one side sets up automatic bag mechanism 4 of getting, the 3 output ports department of bagging mechanism sets up bag mechanism 5 for the paper handkerchief package that the small package was accomplished accomplishes the full-automatic intelligence of paper handkerchief package of regulation quantity in a big wrapping bag on this paper industry intelligent packaging equipment.
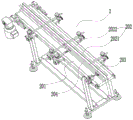
Referring to fig. 2 and fig. 3, fig. 2 shows a schematic structural view of a turning and conveying mechanism of a tissue pack according to an embodiment of the present invention, and fig. 3 shows a schematic structural view of a top view of the turning and conveying mechanism of the tissue pack according to an embodiment of the present invention. As shown in fig. 2-3, the turning and conveying mechanism 1 for the tissue package comprises a conveying section 101 and a turning section 102, wherein one end of the conveying section 101 is connected with one end of the turning section 102, the conveying section 101 is horizontally arranged, the conveying section 101 is used for conveying the tissue package to the turning section 102, the turning section 102 is obliquely arranged, and the turning section 102 is used for turning the tissue package from a horizontally placed state to a side-standing state by 90 °. The conveying section 101 and the turning section 102 are provided with a first conveyor belt 103, and the first conveyor belt 103 is driven by a power mechanism 104 to move, so that the normal movement of the tissue pack on the conveying section 101 is ensured. The power mechanism 104 comprises a power roller 1041, a driven roller 1042 and a motor 1043; the output end of the motor 1043 is connected with a power roller 1041 to drive the first conveyor belt 103 to move, one end of the steering section 102, which is far away from the conveying section 101, is provided with a driven roller 1042, the driven roller 1042 is matched with the power roller 1041, and the paper towel package moves on the steering conveying mechanism under the synergistic action. The conveying section 101 can help the paper towel package to buffer and stably enter the turning section 102, and when the paper towel package directly enters the turning section 102, the paper towel package is unstable and causes improper turning, so that the machine works abnormally, and the working efficiency is influenced.
A first limiting member group 105 is arranged above the turning section 102, the first limiting member group 105 includes a first limiting member 1051 arranged right above the first conveyor belt 103, and when one first limiting member 1051 is provided, the first limiting member is arranged on one side of the first conveyor belt 103; two first stoppers 1051 may also be disposed, and the two first stoppers 1051 are symmetrically disposed about the first conveyor belt 103; the first position-limiting member group 105 further includes a turning guide position-limiting member 1052 disposed right above the first conveyor belt 103, and a width of the turning guide position-limiting member 1052 gradually increases according to a moving direction of the tissue package, please refer to fig. 5, and fig. 5 shows a schematic view of the turning guide position-limiting member structure according to an embodiment of the invention. As shown in fig. 5. When there is one first limiting member 1051, the steering guide limiting member 1052 is fixed to a side away from the first limiting member 1051 by a fixing member 4013; when the number of the first limiting members 1051 is two, the steering guide limiting members 1052 are disposed on an inner sidewall of one of the first limiting members 1051; the width of the steering guide limiting member 1052 gradually increases, and meanwhile, the distance from the steering guide limiting member 1052 to the first limiting member 1051 on the other side gradually decreases until the distance between the steering guide limiting member 1052 and the first limiting member 1051 on the other side is slightly larger than the thickness of the tissue pack when the tissue pack is placed on its side, so as to ensure that the tissue pack can move on the tissue pack steering and conveying mechanism 1 and cannot be placed horizontally. The structure of the first limiting member 1051 in this embodiment includes, but is not limited to, a limiting baffle, a limiting strip, a limiting post, a limiting block, and the like, and the limiting baffle is selected as the limiting member in this exemplary embodiment.
Furthermore, the first limiting member 1051 away from the steering guide limiting member 1052 includes a fixing segment 10511 and an adjusting segment 10512, please refer to fig. 4, and fig. 4 shows a schematic structural diagram of the first limiting member according to an embodiment of the present invention. As shown in fig. 4, the fixed segment 10511 is hinged to the adjusting segment 10512, and the adjusting segment 10512 is located at the wider end of the steering guide limiter 1052. Preferably, the fixing section 10511 is connected with the adjusting section 10512 through a damper, the fixing section 10511 is fixed directly above the first conveyor belt 103 through a fixing mechanism, and the adjusting section 10512 can rotate relative to the fixing section 10511.
Furthermore, the higher end of the turning segment 102 is connected to the conveying segment 101, and the direction of the turning segment 102 is set from high to low, so as to facilitate the movement and turning of the towel bag.
Furthermore, a second limiting member group 106 is disposed above the conveying section 101, the second limiting member group 106 includes two second limiting members 1061 symmetrically disposed along the moving direction of the first conveyor belt 103, and the second limiting member group 106 is configured to limit the moving direction of the tissue package on the first conveyor belt 103, so as to ensure that the tissue package moves along the conveying direction of the first conveyor belt 103.
Referring to fig. 6, fig. 6 is a schematic structural view of a conveying mechanism for a flat section of a tissue pack according to an embodiment of the present invention. As shown in fig. 6, the paper towel package straight section conveying mechanism 2 includes a second conveying belt 201 horizontally disposed, a third limiting member group 202 is disposed right above the second conveying belt 201, the third limiting member group 202 includes two third limiting members 2021 symmetrically disposed along a moving direction of the second conveying belt 201, a width of a limiting channel formed by the two third limiting members 2021 is greater than or equal to a width of an output port of the turning section 102, and corresponds to the width of the output port, so as to ensure that a paper towel package can be directly conveyed from the turning section 102 to the paper towel package straight section conveying mechanism 2. The third limiting member group 202 is used for limiting the moving direction of the tissue pack on the second conveyor belt 201, and ensuring that the tissue pack moves along the conveying direction of the second conveyor belt 201. The paper handkerchief package straight section conveying mechanism 2 is kept away from the paper handkerchief package turns to conveying mechanism 1's one end and installs first inductor 203, first inductor 203 department is provided with branch splint 204, branch splint 204 fixed connection first cylinder 205's output, works as when first inductor 203 senses the signal of paper handkerchief package, the drive of first cylinder 205 branch splint 204 presss from both sides tightly at once the paper handkerchief package presss from both sides tightly to the time of predetermineeing after pressing from both sides tightly, first cylinder 205 drives branch splint 204 and loosens the paper handkerchief package, and the paper handkerchief package gets into bagging-off mechanism 3 under the effect of second conveyer belt 201.
Furthermore, the structure of the third limiting element 2021 includes, but is not limited to, a limiting baffle, a limiting strip, a limiting column, a limiting block, and the like, and in the exemplary embodiment, the limiting baffle is selected as the limiting element.
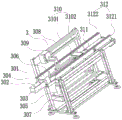
Referring to fig. 7, fig. 7 is a schematic structural diagram of a bagging mechanism according to an embodiment of the invention. As shown in fig. 7, the bagging mechanism 3 includes a first carrier 301 for carrying a paper towel bag, one end of the first carrier 301 is provided with a dual cylinder group 302, a second sensor 303 is provided on the dual cylinder group 302, a paper towel bag pushing plate 304 is fixedly connected to a free end of the dual cylinder group 302, a second cylinder 305 is provided directly below the dual cylinder group 302, the second cylinder 305 is connected with a stopper 306, the stopper 306 is driven by the second cylinder 305 to reciprocate in the vertical direction, and when the second cylinder 305 drives the stopper 306 to move upwards, one end of the stopper 306 penetrates through a through hole formed in the first carrier 301 to reach above the first carrier 301; a third air cylinder 307 is arranged below the second air cylinder 305, and the moving track of the third air cylinder 307 is reciprocating motion in the horizontal direction; first carrier 301 one side top is provided with fourth cylinder 308, fourth cylinder 308 is located one side fixedly connected with fifth cylinder 309 directly over first carrier 301, the free end fixedly connected with pushing mechanism 310 of fifth cylinder 309, wherein, the motion trail of fourth cylinder 308 is the reciprocating motion on the horizontal direction, fifth cylinder 309 drives pushing mechanism 310 is reciprocating motion in vertical direction, first carrier 301 keeps away from the one end of dual cylinder group 302 is provided with wrapping bag placement mechanism 311, wrapping bag placement mechanism 311 is used for placing the wrapping bag, and when pushing mechanism 310 pushed the wrapping bag with the paper handkerchief package, can directly push the paper handkerchief package to the wrapping bag in, pack the package.
Furthermore, the bagging mechanism 3 further includes a limiting mechanism 312, the limiting mechanism 312 includes limiting plates 3121 disposed on two sides of the first carrier 301, two opposite sides of the limiting plates 3121 are respectively provided with a tissue wrapping clamping plate 3122, and a distance between the two tissue wrapping clamping plates 3122 is adjustable, so that the bagging mechanism is suitable for tissue packets with different sizes, and universality of the bagging mechanism is improved. The paper towel covering and clamping plate 3122 may be made of rigid material or elastic material, for example, in this embodiment, the paper towel covering and clamping plate is made of elastic material.
Further, the pushing mechanism 310 includes a pushing rod 3101, one end of the pushing rod 3101 is fixedly connected to the free end of the fifth cylinder 309, the pushing rod 3101 is horizontally arranged, a bagging push plate 3102 is fixedly installed at one end of the pushing rod 3101 far away from the dual cylinder group 302, and the bagging push plate 3102 is used for pushing the tissue package into a packaging bag. In order to prevent the bagging push plate 3102 from being sucked by the paper bag and not being flexibly separated from the paper bag during rapid reciprocating motion, and the efficiency of the paper towel packaging bag is influenced, a groove is formed in one end face, away from the double cylinder group 302, of the bagging push plate 3102.
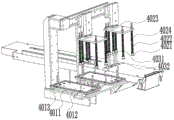
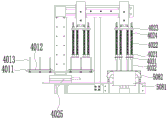
In order to match the efficient bagging of bagging mechanism 3 better and improve work efficiency, this intelligent packaging equipment for paper industry still includes and gets bag mechanism 4 automatically, get bag mechanism 4 set up in first hold the thing 301 and keep away from the next door of the one end of dual cylinder group 302, hold thing 301 parallel arrangement with the first of bagging machine 3. Referring to fig. 8-10, fig. 8 is a schematic perspective view of an automatic bag picking mechanism according to an embodiment of the present invention; FIG. 9 is a schematic front view of an automatic bag picking mechanism according to an embodiment of the present invention; fig. 10 is a schematic view showing an assembly structure of a bagging mechanism and an automatic bag taking mechanism in the embodiment of the invention. As shown in fig. 8-10, the automatic bag taking mechanism 4 includes a packaging bag mounting unit 401, a packaging bag grabbing unit 402 and a packaging bag opening unit 403, the packaging bag grabbing unit 402 is arranged above the packaging bag mounting unit 401, when the packaging bag grabbing unit 402 takes out a packaging bag and moves to the packaging bag mechanism 3, the packaging bag grabbing unit 402 is arranged right below the packaging bag grabbing unit 402 and is matched with the packaging bag opening unit 403, the packaging bag grabbing unit 402 and the packaging bag opening unit 403 cooperate with each other to quickly open the packaging bag, so as to cooperate with the packaging bag mechanism 3 to quickly bag, and improve the packaging efficiency of the tissue bag.
Wrapping bag installation unit 401 includes mounting panel 4011, mounting panel 4011 is used for placing the wrapping bag, mounting panel 4011 up end is provided with setting element 4012, setting element 4012 periphery is provided with a plurality of fixing pieces 4013, fixing piece 4013 is used for the injecture to the mounted position of wrapping bag, setting element 4012 is used for the definite to wrapping bag mounted position, before placing the wrapping bag, places setting element 4012 on mounting panel 4011, fixes setting element 4012 with the fixed pin on mounting panel 4011, then remove fixing element 4013 extremely after the position of placing of setting element 4012 is fixed, installation wrapping bag, when the wrapping bag installation is accomplished, utilize the clamp plate to flatten the wrapping bag to be convenient for taking of wrapping bag.
The packaging bag grabbing unit 402 comprises a plurality of first adsorption discs 4021, each first adsorption disc 4021 is connected with a first gas pipe 4022, the first gas pipes 4022 are vertically arranged, the first gas pipes 4022 are fixed to the same first connecting plate 4023, the upper end face of the first connecting plate 4023 is fixedly connected with a double-shaft cylinder, the double-shaft cylinder drives the first connecting plate 4023 to reciprocate in the vertical direction, the double-shaft cylinder is fixedly connected to a rodless cylinder, and the rodless cylinder drives the double-shaft cylinder to reciprocate in the horizontal direction; it is a plurality of first gas-supply pipe 4022 all connects in same vacuum pump (not shown), and when specifically using, the biax cylinder is located the one end of the slide of rodless cylinder, and be located directly over the wrapping bag, the biax cylinder drives first connecting plate 4023 downstream, installs first gas-supply pipe 4022 on first connecting plate 4023 and drives first adsorption disc 4021 and move down thereupon, until first adsorption disc 4021 is close to or contacts the wrapping bag of placing on mounting panel 4011, and vacuum pump (not shown) begins to work, and first adsorption disc 4021 adsorbs the wrapping bag, and the biax cylinder upwards contracts, and the wrapping bag is followed rebound, then rodless cylinder drives the biax cylinder and removes to bagging-off mechanism 3.
Furthermore, in order to facilitate the adsorption of the packaging bags, the first adsorption plates 4021 are arranged at two ends of the packaging bags, and the number of the first adsorption plates 4021 arranged at the closed end of the packaging bag is 2 and corresponds to two sides of the packaging bag; the number of the first adsorption discs 4021 arranged at one end to be opened of the packaging bag is 2-8, and more first adsorption discs 4021 are arranged to better adsorb the packaging bag and to better maintain the stability of the packaging bag in the process of opening the packaging bag.
Furthermore, the number of the mounting plates 4011 is 1-6, and the mounting plates 4011 are fixedly mounted on the rotating motor 4025 through mounting brackets.
In order to ensure the stability of the packaging bag, a spring 4024 is sleeved outside a first gas pipe 4022 connected with the first adsorption disk 4021, and when the double-shaft cylinder drives the first connecting plate 4023 to move quickly in the vertical direction, the spring 4024 can play a role in buffering the first adsorption disk 4021, so that the stability of the packaging bag is maintained.
The packaging bag opening unit 403 is arranged at one end of the packaging mechanism 3, which is far away from the dual cylinder group 302, of the first bearing piece 301, the packaging bag opening unit 403 comprises a plurality of second adsorption discs 4031, the number of the second adsorption discs 4031 corresponds to the number of the first adsorption discs 4021 arranged at one end to be opened of the packaging bag, each second adsorption disc 4031 is equally and respectively connected with a second air conveying pipe 4032, the second air conveying pipes 4032 are fixed on the same second connecting plate, the second connecting plate is arranged below the first bearing piece 301, a double-shaft cylinder is fixedly connected to the lower end face of the second connecting plate, the double-shaft cylinder drives the second connecting plate to reciprocate in the vertical direction, in the specific implementation process, the end, which is far away from the dual cylinder group 302, of the first bearing piece 301 is provided with a through hole, and when the packaging bag is grabbed and moved to the position right above the packaging mechanism 3 by the packaging bag grabbing unit 402, the double-shaft cylinder drives the second adsorption plate 4031 to move upwards, penetrate through the through hole to reach the upper portion of the first bearing piece 301, contact with the packaging bag and adsorb the lower end face of the packaging bag, and meanwhile, the double-shaft cylinder drives the first adsorption plate 4021 and the second adsorption plate 4031 to move upwards and downwards respectively to enable the packaging bag to be opened, so that the pushing mechanism 310 of the bagging mechanism 3 can directly push the paper towel bag into the packaging bag to be packaged.
In order to completely open the mouth of the packaging bag and completely push the tissue bag to the bottom of the bag to be packaged into the bag, so as to ensure smooth sealing, the baffle plates on two sides of the opening part of the mouth are provided with air suction units, the upper side and the lower side of the bag are sucked and opened by the second sucking disc 4031, the left side and the right side are sucked by negative pressure air flow, and the complete opening of the mouth of the packaging bag is further ensured, so that the tissue bag can be smoothly packaged into the packaging bag.
After a plurality of tissues are packed in a package, the package needs to be transported to the bag sealing mechanism 5 for sealing. Referring to fig. 11-12, fig. 11 is a schematic front view of a bag sealing mechanism according to an embodiment of the present invention; fig. 12 is a schematic perspective view of a bag sealing mechanism according to an embodiment of the present invention. As shown in fig. 11-12, the bag sealing mechanism 5 comprises a second carrier 501, a fastening plate 502, a fastening cylinder 503, a folding block 504, a bag flattening cylinder 505, a bag sealing cylinder 506, and a heating bag sealing assembly 507; the second holds carrier 501 and is used for receiving the wrapping bag that the bagging-off of bagging-off mechanism 3 propelling movement was accomplished, the second holds carrier 501 bilateral symmetry and sets up mounting plate 502, exemplarily, polyamide fibre that nylon material is chooseed for use to the preparation material of mounting plate 502, and nylon material's wear-resisting, matter light, the characteristics that need not surperficial secondary operation, can adapt to this device better, and practice thrift the cost, the terminal surface fixedly connected with fastening cylinder 503 respectively is kept away from mutually to mounting plate 502, when bagging-off mechanism 3 promoted the wrapping bag that the bagging-off was accomplished to second holds carrier 501, two fastening cylinder 503 promoted respectively mounting plate 502 steps up the wrapping bag, and the both sides that are located the wrapping bag open end are provided with folding reason piece 504 respectively, the side fixedly connected with flat bag cylinder 505 respectively is kept away from mutually to folding reason piece 504, at the in-process of specific use, flat bag cylinder 505 promotes folding reason piece 504 is folded the open end of wrapping bag and is put up to the, after finishing, the flat bag cylinder 505 immediately drives the folding finishing block 504 to a contraction state. The heating bag sealing assembly 507 comprises a heating buckle film 5071 and a heater 5072 which are arranged on the upper side and the lower side of the opening end of the packaging bag, and the far sides of the heating buckle film 5071 and the heater 5072 are respectively and fixedly connected with a bag sealing cylinder 506.
Furthermore, two heating wires are disposed on the end surface of the heater 5072, which is in contact with the heating buckle film 5071, and the two heating wires have different temperatures, and the temperature of the heating wire near the interior of the packaging bag is lower than that of the other heating wire. The heating wire with low temperature is used for sealing the packaging bag, the heating wire with higher temperature is used for thermal cutoff, and in the actual use process, the temperature of the heating wire is adjustable, so that the packaging bag is suitable for sealing the packaging bags made of different materials.
Further, the opposite end surfaces of the two fastening plates 502 are non-smooth surfaces, and for example, the opposite end surfaces of the two fastening plates 502 are provided with wavy lines; or the opposite end surfaces of the two fastening plates 502 are provided with grooves; the non-smooth end face can enhance friction, further ensuring the fastening plate 502 to stabilize the package bag.
When specifically using, the second holds carrier 501 can set up to the conveyer belt, and after the wrapping bag envelope was accomplished, fastening cylinder 503 drove mounting plate 502 toward retrieving and contracts, and the wrapping bag receives the action of gravity and falls down on the conveyer belt, can directly convey to vanning department and vanning.
In the in-service use process, after the wrapping bag was capsulated, can produce unnecessary discarded object material and spill on the transfer line, often can influence normal wrapping bag and carry, and more serious, when the discarded object material that scatters dropped to the space of equipment in, can twine or block up some spare parts of machine, and then influence the normal life of machine. For this reason, the waste recycling unit 508 is disposed on one side of the heating bag sealing assembly 507 far away from the fastening plate 502, so as to recycle and clean waste generated after packaging of the packaging bag. Waste recovery unit 508 includes the absorption box 5081 that the up end opening set up, the one end that has third gas-supply pipe 5082 way is run through to absorption box 5081 lateral wall, the other end of third gas-supply pipe 5082 is connected with vacuum pump (not shown), and the in-process of vacuum pump (not shown) work makes and forms the negative pressure air current in the absorption box 5081, and the waste material that the envelope produced can be inhaled in absorption box 5081, can not spill outside at will, has guaranteed the clean and tidy of equipment, effectively improves work efficiency.
Further, in order to prevent one end of the packing bag from falling into the absorption box 5081 and to affect stable conveyance of the packing bag, the width of the opening of the absorption box 5081 is defined to be 2.5 to 6.5cm.
Preferably, the absorption box 5081 is disposed at one end of the bagging mechanism 3 close to the sealing mechanism 5. Specifically, a through hole is formed in one end of the first carrier 301, which is away from the dual cylinder group 302, the absorption box 5081 is disposed directly below the through hole, and an opening of the absorption box 5081 is communicated with the through hole.
Further, in order to prevent one end of the packing bag from falling into the through-hole and affecting stable conveyance of the packing bag, the width of the through-hole is defined to be 2.5-6.5cm.
Illustratively, the use condition of the equipment is illustrated by taking the flow line work of actual bagging and sealing bags as an example.
The paper industry intelligent packaging equipment is a full-automatic assembly line, and all actions are completed on the assembly line. In order to complete the actions on the production line, the linear speed of the production line is firstly determined, each paper pack is light in weight, and a 4-pole 90W alternating current motor 10 is selected: 1 reducer, set up on the assembly line every minute transport 100 packet paper, every packet paper length 130 millimeters, the interval 100 millimeters between packet and the packet, ask the drive roll diameter, set up the drive roll diameter as A, therefore the following equation:
(1400/10) × 3.1415926 × a ═ 130+100 × 100, and solving this equation, a ═ 52.29 and a ═ 53 were obtained. I.e. the drive roll diameter is 53 mm.
The material of the assembly line is selected, in order to reduce the cost and not influence the product quality, the part which is directly contacted with the product is made of SUS304 stainless steel material, the metal plates of other parts are sprayed with carbon steel with milk white color, and structural components except the metal plates are plated with chrome by carbon steel or alloy structural steel. The machine has the following operation steps:
the paper towel package steering and conveying mechanism 1 and the paper towel package straight section conveying mechanism 2 of the equipment are connected with the existing small package assembly line, small package paper on the line is conveyed forwards horizontally on a conveying section 101 for a length of about 880 mm, then enters a slope assembly line on a steering section 102, the small package paper on the slope assembly line gradually starts to turn to 90 degrees by a first limiting part 1051, a steering guiding limiting part 1052 and a conveying belt with a high head and a low head which are horizontally arranged, the steering principle is that the first conveying belt 103 on the conveying belt runs from high to low, the first limiting part 1051 on the line is horizontally arranged, the paper package moves forwards along with the conveying of the first conveying belt 103, the height difference is increased, one end of the paper package is arranged on the steering guiding limiting part 1052, the other end of the paper package is arranged on the belt, one side of the paper package turns forwards, and the baffle plates on the two sides of the conveying path are adjusted to be narrower forwards, the width is only the thickness of the paper bag, the paper bag is forced to turn over by 90 degrees under the drive of the first conveyor belt 103, the paper bag side of the small paper bag is erected and moves forwards, and the purpose of changing the conveying direction of the paper bag is to prepare for bagging. The paper packet continues to be transported forward a distance in the narrow lane to the end of the paper towel packet straight section transport mechanism 2.
The tail end of the paper towel bag flat section conveying mechanism 2 is provided with a first sensor 203, a dividing splint 204 is arranged at the tail end of the paper towel bag flat section conveying mechanism, the splint works by a first air cylinder 205, namely an SDA20X20 ultrathin air cylinder, when the first sensor 203 senses a paper bag signal, the dividing splint 204 immediately clamps the paper bag for 0.6 second, the splint is loosened, the paper bag enters the bagging mechanism 3 under the action of the second conveyor belt 201, and the paper bag is quickly clamped by the air cylinder sensor for controlling the splint when the paper bag signal is sensed, the paper bag is clamped for 0.6 second, so that one paper bag is delivered every 0.6 second.
The bagging mechanism 3 has no conveying belt, the paper bags conveyed by the bagging mechanism 3 in a side-to-side standing mode are changed into large-plane conveying mode, the conveying direction of the paper bags is changed, the paper bags on the bagging mechanism 3 are pushed by the air cylinders for preparing paper packaging bags, when the paper bags of the paper towel bag straight section conveying mechanism 2 enter the bagging mechanism 3, a double-air cylinder TR16X100S double-shaft air cylinder is arranged, the single air cylinder rapidly pushes the paper bags forward 100 mm under the action of the sensor to push one paper bag forward, and pushes four paper bags continuously, when the fifth paper bag is pushed, the air cylinders bear the double air cylinders of the air cylinders, the two air cylinders simultaneously start to work, the paper bags are pushed forward 2X100 mm and equal to 200 mm, in order to prevent the standing paper bags from falling down, adjustable elastic clamping plates are arranged on two sides of the conveying channel, the clamping force is based on that the paper bags are not fallen down, and the clamping force is adjustable, the length of time for the paper pack to advance 100 mm and 200 mm is exactly the same as 0.6 second.
The contact surface of a push plate of the paper pushing bag and the paper bag is provided with a groove to prevent the push plate from being sucked with the paper bag and not being flexibly separated when the push plate rapidly reciprocates, when the double-cylinder pushes the paper bag forwards by 200 mm, five paper bags are combined together at the moment, an RMTL32X600S magnetic coupling rodless cylinder is arranged below a conveying line, a TR20X100S double-shaft cylinder is arranged above the cylinder, the cylinder is rapidly lifted after receiving a sensing signal, the combined five paper bags are pushed forwards by 600 mm through the RMTL32X600S magnetic coupling rodless cylinder, and then the two cylinders are all retracted to the original position.
The mounting plate 4011 for placing the packaging bag is fixedly mounted on an HRQ50 rotary air cylinder through a mounting bracket, illustratively, two mounting plates 4011 are selectively mounted in the embodiment, the air cylinder can be arranged to rotate 180 degrees and is provided with an adjustable limit, a positioning plate is manufactured for each product bag, three close-fitting positioning pins are arranged on the positioning plate, when in use, after a pin is inserted into a bag positioning plate hole, six long positioning rods on a rotating disc are moved to be tightly close to the positioning plate, a butterfly nut below the positioning plate is screwed by hands, the other rotating disc operates the same way, after the two rotating discs 12 long positioning rods are fixedly fixed as required, the positioning plate is taken off, the bag with the specification is filled with the two rotating discs to wait for use, the structure is designed, the bag positioning and automatic packaging are suitable for the bag positioning of the multi-specification products with the size close to Kaidele, the bag taking method is taken by using a, when the rubber bag opening suction cups are contacted with the bag surface to suck air, a vacuum pump (not shown) provides negative pressure airflow, the rubber suction cups are divided into an upper combined suction cup and a lower combined suction cup, the upper combined suction cup is provided with 6 rubber suction cups with the diameter of 25 mm, the lower combined suction cup is only arranged at the bag opening and provided with 4 rubber suction cups with the diameter of 25 mm, the combined suction cups work by a TR20X90 double-rod air cylinder, after the rubber bag opening suction cups suck the bag, the TR20X90 double-rod air cylinder lifts and translates for 300 mm to the position of the lower combined suction cup, the translation for 300 mm is realized by an RMT20X300S magnetic coupling rodless air cylinder, when the upper combined suction cups suck the bag to the position of the lower combined suction cup, the lower combined suction cups immediately lift and contact with the bag surface, then immediately descend and the bag. The air pressure for opening the bag opening needs to be provided with an independent pressure regulating air valve so as to adapt to the phenomenon that the sucking disc and the bag are damaged when the paper-coated air cylinder pushes the bag bottom. After the bags on the rotary table are sucked by the bag opening suction cups, due to the action of the sensor, the HRQ50 rotary cylinder automatically rotates by 180 degrees, the positioning disc filled with the bags is conveyed to the bag opening suction cups to continuously suck the bags, the empty rotary table is filled with the bags manually for standby, the bags are prevented from being disordered and irregular when the HRQ50 rotary cylinder rotates, and a bag pressing metal plate is manufactured on each rotary table to ensure that the bags are sucked and conveyed accurately and normally.
In order to ensure that the bag opening is completely opened and five bags of paper are completely pushed to the bottom of the bag, thereby ensuring smooth sealing, the baffle plates at the two sides of the opening part of the bag opening are provided with air suction devices, the upper side and the lower side of the bag are sucked and opened by bag opening suckers, and the left side and the right side of the bag are sucked by negative pressure air flow, so that the five bags of paper can be smoothly pushed to the bottom of the bag.
The paper bag is pushed to the bottom of the bag and enters a bag sealing mechanism 5 to seal the bag and cut waste edges. This line is the belt transfer chain, 6 cylinders are equipped with, when the paper package is pushed to the bag bottom, the cylinder of dress in both sides drives mounting plate 502 and presss from both sides tight paper package location immediately, the terminal surface of mounting plate 502 sets up the profile of tooth and prevents the slip displacement, mounting plate 502 is nylon material PA6, the push pedal is also made with the nylon materials, only the shape function has the difference, its characteristics are wear-resisting, light in weight does not need surface treatment, the push pedal both sides respectively have three suction hole, the purpose is to take in the both sides of sack to the inboard when the push pedal is withdrawed, the horizontal cylinder of TR10X100S of dress in both sides simultaneously drives both sides reason piece and stretches out, reason flat material bag both sides, the reason piece is withdrawn immediately, begin to seal and cut edge, the theory of operation explains as follows:
a heater 5072 is arranged below the material bag, two heating wires are fixed on the heater 5072, the two heating wires have different temperatures, the heating wire arranged inside has a lower point for sealing, the heating wire arranged outside has a higher point for heat cutting, the temperature of the heating wire is adjustable, the heater 5072 is arranged on a lower cylinder TR10X50S double-rod cylinder and moves up and down, a heating buckle mold is arranged above the heater 5072 and is arranged on an upper cylinder TR10X50S double-rod cylinder and also moves up and down, the two cylinders simultaneously move up and down in a telescopic way, the combination point is just in the middle, which is the position of waste edge cutting of the sealing bag, in order to ensure the sealing to be in the middle and beautiful, the combination point of the upper cylinder and the lower cylinder is ensured to be in the middle position, the cut edge material can freely fall on a conveying channel after the upper cylinder and the lower cylinder return, a waist-shaped hole is arranged on the conveying channel, and negative pressure air flow from a vacuum pump (not shown) is arranged in the conveying channel, a waste recovery bag is fixed below the waist-shaped hole, negative pressure airflow in the waist-shaped hole is opened simultaneously when the upper bag sealing cylinder 506 and the lower bag sealing cylinder 506 are opened, and cut scraps are sucked into the waste recovery bag to finish the task of cleaning waste.
The five small packaging bags are sealed and then become a big bag, the clamping blocks on the two sides are rapidly withdrawn at the moment, and the big bag flows to the accumulation line along with the conveying belt on the conveying line. The paper bags on the accumulation line are tightly attached to one bag and can move forward freely, and the large bags of paper on the line are manually packed into boxes and are sent to a packing and sealing procedure.
The linear speed of the production line is 23m/min, the speed of the input end is 100 packets per minute of small-packet paper, and the speed of the output end is 20 packets per minute. The machine has convenient and adjustable inlets and outlets at two ends, which are connected with the production line and the packing and accumulating line.
All work to this machine is done. The machine can package products with various specifications close to Kaidele size, and only needs to adjust the related positioning, and replace the bag positioning plate and the bag pressing plate when replacing the products.
According to the design structure of the machine, the bagging and sealing machines with other specifications and sizes can be manufactured in a reproducible way. The principle is not changed, and only relevant sizes are changed.
The machine equipment can be further expanded to extend the application, the large package paper output by bagging and sealing bags is used for developing and designing the box filling machine, the box filling machine is used for replacing manual heavy physical labor, and therefore the problem that the large package paper accumulation phenomenon that two staff at the output end cannot handle the box filling and sealing is solved, the machine is used for replacing the manual labor, the production cost of an enterprise is reduced, the productivity is improved, and the economic benefit is improved. This is the direction in which enterprises must strive to develop in the future.
Although the present invention has been described in detail with reference to the foregoing embodiments, it will be understood by those of ordinary skill in the art that: the technical solutions described in the foregoing embodiments may still be modified, or some technical features may be equivalently replaced; and such modifications or substitutions do not depart from the spirit and scope of the corresponding technical solutions of the embodiments of the present invention.
Claims (10)
1. The utility model provides a paper industry intelligence equipment for packing which characterized in that: including paper handkerchief package turn to conveying mechanism, paper handkerchief package straight section conveying mechanism, bagging-off mechanism, get a bag mechanism automatically, a bag mechanism seals, paper handkerchief package turn to conveying mechanism's delivery outlet with paper handkerchief package straight section conveying mechanism's input port is corresponding, paper handkerchief package straight section conveying mechanism's delivery outlet with bagging-off mechanism's input port is corresponding, bagging-off mechanism output port one side sets up get a bag mechanism automatically, bagging-off mechanism output port department sets up the bag mechanism seals.
2. The intelligent packaging equipment for paper industry according to claim 1, characterized in that: the paper handkerchief package turns to conveying mechanism includes:
turn to the section, turn to the section slope setting, turn to the section and include:
a first conveyor belt;
the power mechanism is arranged at one end of the steering section and used for driving the conveying belt to move;
the first limiting group is arranged above the first conveyor belt;
wherein, first spacing piece group includes:
a first limiting piece arranged on the upper side edge of the first conveyor belt,
the width of the steering guide limiting part is gradually increased according to the moving direction of the tissue package, and the distance between the steering guide limiting part and the first limiting part opposite to the steering guide limiting part is gradually reduced while the width of the steering guide limiting part is gradually increased.
3. The intelligent packaging equipment for paper industry according to claim 2, characterized in that: the paper towel pack steering and conveying mechanism further comprises a conveying section, wherein the conveying section is horizontally arranged, and the conveying section is connected with the higher end of the steering section.
4. The intelligent packaging equipment for paper industry according to claim 1, characterized in that: the paper handkerchief package straight section conveying mechanism includes:
the second conveyor belt is horizontally arranged;
the third limiting group is arranged right above the second conveyor belt;
the parallel clamping plate is arranged on one section close to the output port of the paper towel bag straight section conveying mechanism and is arranged on one side above the second conveying belt;
the first cylinder is fixedly connected with the line dividing clamping plate and used for driving the line dividing clamping plate to clamp the paper towel bag;
the first inductor is arranged at the output port of the paper towel bag straight section conveying mechanism.
5. The intelligent packaging equipment for paper industry according to claim 1, characterized in that: the bagging mechanism comprises:
the bearing piece is horizontally arranged;
a dual cylinder set disposed at one end of the carrier;
a second inductor disposed on the dual cylinder groups;
a second cylinder disposed below the dual cylinder group;
the stop piece is fixedly connected with the second cylinder, the second cylinder drives the stop piece to do reciprocating motion in the vertical direction, and when the second cylinder drives the stop piece to move upwards, the stop piece penetrates through a through hole formed in the first bearing piece to reach the position above the first bearing piece;
and the third cylinder is fixedly connected with the bottom of the second cylinder and drives the second cylinder to do reciprocating motion in the horizontal direction.
6. The intelligent packaging equipment for paper industry according to claim 1, characterized in that: the automatic bag taking mechanism comprises a packaging bag mounting unit, a packaging bag grabbing unit and a packaging bag opening unit, the packaging bag grabbing unit is arranged above the packaging bag mounting unit, and the packaging bag grabbing unit is arranged under the packaging bag grabbing unit and matched with the packaging bag opening unit.
7. The intelligent packaging equipment for paper industry according to claim 6, characterized in that: the packing bag mounting unit includes:
the mounting plate is used for placing a packaging bag;
the positioning piece is arranged on the upper end face of the mounting plate and used for determining the mounting position of the packaging bag;
the fixing piece is arranged on the periphery of the positioning piece and used for limiting the installation position of the packaging bag;
and the pressing plate is arranged right above the positioning piece and used for flattening the packaging bag.
8. The intelligent packaging equipment for paper industry according to claim 6 or 7, characterized in that: the wrapping bag snatchs unit includes:
each first adsorption disc is respectively connected with a gas pipe, the gas pipes are vertically arranged, the gas pipes are fixed on the same first connecting plate, the upper end face of the first connecting plate is fixedly connected with a double-shaft cylinder, the double-shaft cylinder drives the first connecting plate to reciprocate in the vertical direction, the double-shaft cylinder is fixedly connected to a rodless cylinder, and the rodless cylinder drives the double-shaft cylinder to reciprocate in the horizontal direction; the gas transmission pipes are all connected to the same vacuum pump.
9. The intelligent packaging equipment for paper industry according to claim 1, characterized in that: the bag sealing mechanism comprises a second bearing piece, a fastening plate, a fastening cylinder, a folding arranging block, a bag flattening cylinder, a bag sealing cylinder and a heating bag sealing assembly;
the second holds carrier and is used for receiving the wrapping bag that the bagging-off completion that the propelling movement of bagging-off mechanism came, the carrier bilateral symmetry is held to the second sets up the mounting plate, the terminal surface difference fixedly connected with fastening cylinder is kept away from mutually of mounting plate, and the both sides that are located the wrapping bag open end set up folding reason piece respectively, the flat bag cylinder of side difference fixedly connected with is kept away from mutually of folding reason piece, heating element is including setting up in the heater of heating buckle membrane and downside of wrapping bag open end upside, the side difference fixed connection envelope cylinder is kept away from mutually to heating buckle membrane, heater.
10. The intelligent packaging equipment for paper industry according to claim 9, characterized in that: two heating wires are arranged on the surface of the heater, which is in contact with the heating buckle membrane, the temperatures of the two heating wires are different, and the temperature of the heating wire close to the interior of the packaging bag is lower than that of the other heating wire.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110240932.3A CN112918774A (en) | 2021-03-04 | 2021-03-04 | Intelligent packaging equipment for paper industry |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110240932.3A CN112918774A (en) | 2021-03-04 | 2021-03-04 | Intelligent packaging equipment for paper industry |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112918774A true CN112918774A (en) | 2021-06-08 |
Family
ID=76173344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110240932.3A Pending CN112918774A (en) | 2021-03-04 | 2021-03-04 | Intelligent packaging equipment for paper industry |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112918774A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113650891A (en) * | 2021-08-03 | 2021-11-16 | 泉州市泉创智能设备有限公司 | Material arranging device for wet tissue packing machine and box filling machine |
| CN114872979A (en) * | 2022-04-14 | 2022-08-09 | 东莞市大信自动化设备有限公司 | Automatic tissue packaging machine and packaging method |
| CN117086737A (en) * | 2023-10-19 | 2023-11-21 | 苏州莱易精密机电有限公司 | Automatic alignment device and alignment process of valve body machining center |
| CN117302649A (en) * | 2023-11-29 | 2023-12-29 | 佛山市德翔机械有限公司 | Paper towel packing machine |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203997038U (en) * | 2014-07-18 | 2014-12-10 | 上海松川远亿机械设备有限公司 | A kind of middle chartered plane |
| KR20160076475A (en) * | 2014-12-19 | 2016-06-30 | 주식회사 대성자동 포장기계 | Bagger |
| CN205738188U (en) * | 2016-04-29 | 2016-11-30 | 江门市雅枫纸业有限公司 | A kind of napkin bag automatic packaging machine |
| CN206954607U (en) * | 2017-06-29 | 2018-02-02 | 严英珠 | A kind of fully-automatic paper urine pants pack process units |
| CN107672846A (en) * | 2017-09-19 | 2018-02-09 | 广州紫怡机电有限公司 | A kind of single bag packaging product auto arrangement combination unit |
| CN207917279U (en) * | 2018-02-01 | 2018-09-28 | 广州市汉氏卫生用品有限公司 | A kind of paper diaper enter a bag packaging facilities |
| CN208577107U (en) * | 2018-07-24 | 2019-03-05 | 楚天科技股份有限公司 | Carton conveying device |
| CN208731373U (en) * | 2018-08-10 | 2019-04-12 | 广东万安纸业有限公司 | Extract the semi-automatic sealed in unit of bag in paper handkerchief |
| CN209097124U (en) * | 2018-11-29 | 2019-07-12 | 江苏弘琪工业自动化有限公司 | Automatic transporting supports sacked material device |
| CN209153530U (en) * | 2018-07-06 | 2019-07-26 | 山东鼎泰盛食品工业装备股份有限公司 | Vertical case apparatus and wash dishes system |
| CN110733695A (en) * | 2019-11-28 | 2020-01-31 | 广州市感博机电设备有限公司 | Turnover guide rail |
| CN210479186U (en) * | 2019-09-23 | 2020-05-08 | 河南美伴卫生用品有限公司 | Packing apparatus is used in urine pad production |
| CN111634481A (en) * | 2020-05-28 | 2020-09-08 | 红云红河烟草(集团)有限责任公司 | Tobacco bale turning device and system |
-
2021
- 2021-03-04 CN CN202110240932.3A patent/CN112918774A/en active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN203997038U (en) * | 2014-07-18 | 2014-12-10 | 上海松川远亿机械设备有限公司 | A kind of middle chartered plane |
| KR20160076475A (en) * | 2014-12-19 | 2016-06-30 | 주식회사 대성자동 포장기계 | Bagger |
| CN205738188U (en) * | 2016-04-29 | 2016-11-30 | 江门市雅枫纸业有限公司 | A kind of napkin bag automatic packaging machine |
| CN206954607U (en) * | 2017-06-29 | 2018-02-02 | 严英珠 | A kind of fully-automatic paper urine pants pack process units |
| CN107672846A (en) * | 2017-09-19 | 2018-02-09 | 广州紫怡机电有限公司 | A kind of single bag packaging product auto arrangement combination unit |
| CN207917279U (en) * | 2018-02-01 | 2018-09-28 | 广州市汉氏卫生用品有限公司 | A kind of paper diaper enter a bag packaging facilities |
| CN209153530U (en) * | 2018-07-06 | 2019-07-26 | 山东鼎泰盛食品工业装备股份有限公司 | Vertical case apparatus and wash dishes system |
| CN208577107U (en) * | 2018-07-24 | 2019-03-05 | 楚天科技股份有限公司 | Carton conveying device |
| CN208731373U (en) * | 2018-08-10 | 2019-04-12 | 广东万安纸业有限公司 | Extract the semi-automatic sealed in unit of bag in paper handkerchief |
| CN209097124U (en) * | 2018-11-29 | 2019-07-12 | 江苏弘琪工业自动化有限公司 | Automatic transporting supports sacked material device |
| CN210479186U (en) * | 2019-09-23 | 2020-05-08 | 河南美伴卫生用品有限公司 | Packing apparatus is used in urine pad production |
| CN110733695A (en) * | 2019-11-28 | 2020-01-31 | 广州市感博机电设备有限公司 | Turnover guide rail |
| CN111634481A (en) * | 2020-05-28 | 2020-09-08 | 红云红河烟草(集团)有限责任公司 | Tobacco bale turning device and system |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113650891A (en) * | 2021-08-03 | 2021-11-16 | 泉州市泉创智能设备有限公司 | Material arranging device for wet tissue packing machine and box filling machine |
| CN114872979A (en) * | 2022-04-14 | 2022-08-09 | 东莞市大信自动化设备有限公司 | Automatic tissue packaging machine and packaging method |
| CN114872979B (en) * | 2022-04-14 | 2023-06-27 | 东莞市大信自动化设备有限公司 | Automatic paper towel packaging machine and packaging method |
| CN117086737A (en) * | 2023-10-19 | 2023-11-21 | 苏州莱易精密机电有限公司 | Automatic alignment device and alignment process of valve body machining center |
| CN117302649A (en) * | 2023-11-29 | 2023-12-29 | 佛山市德翔机械有限公司 | Paper towel packing machine |
| CN117302649B (en) * | 2023-11-29 | 2024-03-15 | 佛山市德翔机械有限公司 | Paper towel packing machine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112918774A (en) | Intelligent packaging equipment for paper industry | |
| US4078358A (en) | Bag-hanging and bag-filling machines adapted for synchronous and independent operation and method of using same | |
| CN111319823A (en) | Side pushing type bag-in-bag packaging machine | |
| CN211996366U (en) | Full-automatic double-station bagging sealing packaging machine | |
| US10246203B2 (en) | Packaging apparatus and method for nappies or other soft, flat, folded sanitary articles | |
| CN108438326B (en) | Secondary bagging device for small packaged products | |
| CN106428786B (en) | Drum-type material feeding and bagging machine | |
| CN105691686A (en) | Production line type fruit and nut type food thermoplastic sealing and packing all-in-one machine | |
| CN109693826A (en) | A kind of fully automatic vacuum packaging facilities | |
| CN112918802A (en) | Paper handkerchief packing is with bag sealing mechanism and paper industry intelligence equipment for packing thereof | |
| CN113148355A (en) | Automatic towel folding, stacking and packaging device | |
| CN206797876U (en) | Full-automatic paper product packing machine | |
| CN112520142A (en) | Automatic bag covering system for pillow inner and using method | |
| CN113148307A (en) | Paper handkerchief package straight section conveying mechanism and paper industry intelligence equipment for packing thereof | |
| CN112918769A (en) | Paper handkerchief packing is with turning to conveying mechanism and paper industry intelligence equipment for packing thereof | |
| CN112918803A (en) | Bag sealing mechanism with waste recovery function and paper industry intelligent packaging equipment thereof | |
| CN112918773A (en) | Paper handkerchief packing is with bagging-off mechanism and paper industry intelligence equipment for packing thereof | |
| KR101971106B1 (en) | Food Packing Machine | |
| CN113002872A (en) | Automatic bag taking mechanism and paper industry intelligent packaging equipment thereof | |
| CN113353343B (en) | Stacking plastic bag bagging machine and bagging method | |
| CN205952436U (en) | Full -automatic cover bag packaging machine | |
| CN211108281U (en) | Bagging apparatus | |
| CN210000669U (en) | kinds of sheet products packing equipment | |
| CN107416270A (en) | Full-automatic paper product packing machine | |
| CN111169730A (en) | Braided bag transportation and bag sewing equipment for rice loading |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20210608 |