CN112658541B - Corrugated pipe outer ring welding equipment and using method thereof - Google Patents
Corrugated pipe outer ring welding equipment and using method thereof Download PDFInfo
- Publication number
- CN112658541B CN112658541B CN202011484184.5A CN202011484184A CN112658541B CN 112658541 B CN112658541 B CN 112658541B CN 202011484184 A CN202011484184 A CN 202011484184A CN 112658541 B CN112658541 B CN 112658541B
- Authority
- CN
- China
- Prior art keywords
- rod
- welding
- corrugated pipe
- rotating
- sliding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The invention discloses bellows outer ring welding equipment and a using method thereof. The welding gun mounting frame is simple in structure, the welding gun mounting frame realizes the adjustment of multiple degrees of freedom of the welding gun, the welding gun and a welding seam are ensured to be in proper distance and angle, the driving motor, the gearbox and the three-jaw chuck package corrugated pipe pieces to rotate, circumferential welding is realized, the first gear is meshed with the first rack, the transverse sliding seat moves transversely, the welding gun is driven to weld orderly among a plurality of corrugated pipe pieces, the welding efficiency is high, the error is small, the screw rod is matched with the longitudinal sliding seat, corrugated pipes with different diameters can be welded, the applicability is good, and during welding, the copper ring is mounted between the corrugated pipe pieces, so that the two adjacent corrugated pipe pieces can be ensured to be in close contact, the welding is convenient, the positions beyond the welding part can be prevented from being damaged, and the protection effect is achieved.
Description
Technical Field
The invention relates to the technical field of corrugated pipes, in particular to corrugated pipe outer ring welding equipment and a using method thereof.
Background
A welded bellows is a highly flexible and telescopic metal tube made from a number of thin hollow membranes formed by stamping, using precision welding, as shown. The forming mode is that two forming hollow diaphragms are welded at the inner edges in a concentric circle mode to form a diaphragm pair, then a plurality of diaphragm pairs are piled and stacked together and welded at the outer edges to form a corrugated section, and then two ends and end plates are welded by metal to form a corrugated pipe group, so that the diaphragm pair and other moving parts can reciprocate together according to the external requirement; the former bellows welding does not have suitable welding equipment, and the bellows piece is difficult for fixing, and welder is difficult for adjusting, leads to welding efficiency lower.
Disclosure of Invention
The invention aims to solve the defects in the prior art, and provides bellows outer ring welding equipment and a using method thereof.
In order to achieve the purpose, the invention adopts the following technical scheme:
the utility model provides a bellows outer lane welding equipment, comprises a workbench, the universal wheel is installed to the workstation bottom, install upright platform on the workstation, the gearbox is installed to upright platform one end, the input and the drive arrangement of gearbox are connected, the output of gearbox is connected with the three-jaw chuck, it is equipped with horizontal slide to found bench side, horizontal slide and the horizontal slide rail sliding connection of installing on founding the bench, horizontal slide is driven by the transverse drive part, horizontal slide top is equipped with vertical slide, vertical slide and the vertical slide rail sliding connection of installing on horizontal slide, vertical slide is driven by vertical drive part, install the welder mounting bracket on the vertical slide, the welder mounting bracket can carry out multi freedom and adjust, install welder on the welder mounting bracket.
Preferably, the welding gun mounting rack comprises a vertical rod mounted on a longitudinal sliding seat, a sleeve clamp is sleeved on the vertical rod in a sliding manner, a connecting bolt is connected with a clamping opening of the sleeve clamp through threads, a rotating sleeve is connected onto the sleeve clamp, a rotating rod is inserted into the rotating sleeve in a rotating manner, the rotating rod is connected with a sliding clamp, a fastening screw is connected onto the rotating sleeve through threads, a horizontal rod is inserted into the sliding clamp in a sliding manner, a second rack is connected to the side surface of the horizontal rod, a second gear meshed with the second rack is connected onto the sliding clamp in a rotating manner, the second rack is connected into the clamping opening of the sliding clamp in a sliding manner, the end part of the horizontal rod is connected with a trimmer, one side, away from the horizontal rod, of the trimmer is connected with a fixed rod, a first rotating block is connected onto the fixed rod in a rotating manner, the first rotating block is connected with a second rotating block, an adjusting rod is inserted into the second rotating block, the adjusting rod is connected with a supporting rod in a rotating manner, the end part of the supporting rod is connected with a welding gun chuck, and a welding gun is mounted in the welding gun chuck.
Preferably, the micro-adjuster comprises a third slider arranged at the end part of the horizontal rod, one side of the third slider far away from the horizontal rod is connected with a second slider capable of sliding vertically, one side of the second slider far away from the third slider is connected with a first slider, the second slider and the third slider are connected with a micro-adjusting screw rod in a threaded manner, the end part of the micro-adjusting screw rod on the third slider is connected with the second slider in a rotating manner, and the end part of the micro-adjusting screw rod on the second slider is connected with the first slider in a rotating manner.
Preferably, the fixed rod, the first rotating block, the adjusting rod, the second rotating block and the support rod are in interference fit.
Preferably, an adjusting bolt is connected to the clamp opening of the welding gun clamp in a threaded manner.
Preferably, the transverse driving part comprises a servo motor installed on the transverse sliding seat, the output end of the servo motor is connected with a first gear, and a first rack meshed with the first gear is installed on the vertical table.
Preferably, the longitudinal driving component comprises a fixed block installed on the transverse sliding seat, a screw rod is connected to the fixed block in a threaded manner, and the end of the screw rod is rotatably connected with the longitudinal sliding seat.
Preferably, the driving device comprises a driving motor arranged on the standing platform, and the output end of the driving motor is connected with the input end of the gearbox through a belt drive or a chain drive.
A use method of corrugated pipe outer ring welding equipment comprises the following steps:
s: the corrugated pipe pieces welded on the inner ring are sleeved on the round rod, a copper ring is arranged between every two adjacent corrugated pipe pieces, and a fracture is formed in the copper ring and can be conveniently clamped between the corrugated pipe pieces;
s: then fixing the round rod by using a three-jaw chuck, rotating a screw rod to drive a longitudinal sliding seat to approach to a welding position, adjusting the relative height of a horizontal rod and a vertical rod, adjusting the front and back positions of the horizontal rod by using a rotating rod, a second gear and a second rack, finely adjusting the position of a welding gun by using a first sliding block, a second sliding block, a third sliding block and a fine adjustment screw rod, enabling the first rotating block to rotate along the parallel direction of the axis of the horizontal rod, enabling the second rotating block to rotate along the axis of the first rotating block, enabling an adjusting rod to linearly move and rotate relative to the second rotating block, enabling a support rod to rotate relative to the adjusting rod, and finally completing the adjustment of the position of the welding seam of the welding gun and the corrugated pipe piece;
s: the driving motor drives the round rod and the corrugated pipe piece on the round rod to rotate through the gearbox and the three-jaw chuck, the welding gun performs circumferential welding on the corrugated pipe piece, after one welding seam is welded, the servo motor drives the first gear and the first rack to be meshed, the transverse sliding seat and the welding gun on the transverse sliding seat are driven to move to a downward moving welding point to perform welding, the round rod is taken down after welding is completed, the corrugated pipe piece is reassembled, and the welding step is repeatedly completed.
Compared with the prior art, the invention has the beneficial effects that: the welding gun mounting frame is simple in structure, the welding gun mounting frame realizes the adjustment of multiple degrees of freedom of the welding gun, the welding gun and a welding seam are ensured to be in proper distance and angle, the driving motor, the gearbox and the three-jaw chuck package corrugated pipe pieces to rotate, circumferential welding is realized, the first gear is meshed with the first rack, the transverse sliding seat moves transversely, the welding gun is driven to weld orderly among a plurality of corrugated pipe pieces, the welding efficiency is high, the error is small, the screw rod is matched with the longitudinal sliding seat, corrugated pipes with different diameters can be welded, the applicability is good, and during welding, the copper ring is mounted between the corrugated pipe pieces, so that the two adjacent corrugated pipe pieces can be ensured to be in close contact, the welding is convenient, the positions beyond the welding part can be prevented from being damaged, and the protection effect is achieved.
Drawings
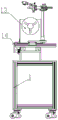
FIG. 1 is a schematic view of the structure proposed by the present invention;
FIG. 2 is another directional view of FIG. 1;
FIG. 3 is a front view of FIG. 1;
FIG. 4 is a side view of FIG. 3;
fig. 5 is a schematic structural view of the torch mounting frame.
In the figure: the welding gun welding device comprises a workbench 1, a universal wheel 2, a vertical table 3, a transverse sliding rail 4, a first rack 5, a transverse sliding seat 6, a longitudinal sliding rail 7, a welding gun mounting rack 8, a vertical rod 801, a collet 802, a rotating sleeve 803, a fastening screw 804, a horizontal rod 805, a sliding clamp 806, a rotating rod 807, a first rotating block 808, an adjusting rod 809, a second rotating block 810, a supporting rod 811, a welding gun collet 812, a first sliding block 813, a second sliding block 814, a third sliding block 815, a fine adjustment screw 816, a screw 9, a longitudinal sliding seat 10, a driving motor 11, a gearbox 12, a three-jaw chuck 13 and a first gear 14.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments.
Referring to fig. 1-5, a bellows outer ring welding device comprises a workbench 1, universal wheels 2 are mounted at the bottom of the workbench 1, a vertical table 3 is mounted on the workbench 1, a gearbox 12 is mounted at one end of the vertical table 3, an input end of the gearbox 12 is connected with a driving device, an output end of the gearbox 12 is connected with a three-jaw chuck 13, a transverse slide 6 is arranged above the vertical table 3, the transverse slide 6 is in sliding connection with a transverse slide rail 4 mounted on the vertical table 3, the transverse slide 6 is driven by a transverse driving part, a longitudinal slide 10 is arranged above the transverse slide 6, the longitudinal slide 10 is in sliding connection with a longitudinal slide rail 7 mounted on the transverse slide 6, the longitudinal slide 10 is driven by a longitudinal driving part, a welding gun mounting rack 8 is mounted on the longitudinal slide 10, the welding gun mounting rack 8 can be adjusted, and a multi-degree of freedom is mounted on the welding gun mounting rack 8.
The welding gun mounting frame 8 comprises a vertical rod 801 mounted on a longitudinal sliding seat 10, a sleeve clamp 802 is sleeved on the vertical rod 801 in a sliding mode, a connecting bolt is connected to a clamping opening of the sleeve clamp 802 in a threaded mode, a rotating sleeve 803 is connected to the sleeve clamp 802, a rotating rod is inserted into the rotating sleeve 803 in a rotating mode, a sliding clamp 806 is connected to the rotating rod, a fastening screw 804 is connected to the rotating sleeve 803 in a threaded mode, a horizontal rod 805 is inserted into the sliding clamp 806 in a sliding mode, a second rack is connected to the side face of the horizontal rod 805 in a sliding mode, a second gear meshed with the second rack is connected to the sliding clamp 806 in a rotating mode, the second rack is connected into the clamping opening of the sliding clamp 806 in a sliding mode, a fine adjuster is connected to the end portion of the horizontal rod 805, a fixing rod is connected to one side, away from the horizontal rod 805, a first rotating block 808 is connected to the fixing rod in a rotating mode, a second rotating block 810 is connected to the first rotating block 808 in a rotating mode, an adjusting rod 809 is inserted into the second rotating block 810, a supporting rod 811 in a rotating mode, a welding gun chuck 812 is connected to the end portion of the supporting rod 811, and a welding gun chuck 812 is installed in the welding gun chuck.
The fine adjuster comprises a third sliding block 815 installed at the end part of the horizontal rod 805, one side of the third sliding block 815 far away from the horizontal rod 805 is slidably connected with a second sliding block 814 capable of sliding vertically, one side of the second sliding block 814 far away from the third sliding block 815 is slidably connected with a first sliding block 813, the second sliding block 814 and the third sliding block 815 are both in threaded connection with fine adjustment screws 816, the end part of each fine adjustment screw 816 on the third sliding block 815 is rotatably connected with the second sliding block 814, the end part of each fine adjustment screw 816 on the second sliding block 814 is rotatably connected with the first sliding block 813, after rough adjustment is carried out, in order to avoid collision of a welding gun, the upper position, the lower position, the left position and the right position of the welding gun can be finely adjusted by the fine adjustment screws 816.
The fixed rod, the first rotating block 808, the adjusting rod 809, the second rotating block 810 and the supporting rod 811 are in interference fit, and the self-locking function is realized by utilizing the interference fit.
The clamping opening of the welding gun clamping head 812 is in threaded connection with an adjusting bolt, so that a welding gun is convenient to disassemble and assemble.
The transverse driving component comprises a servo motor arranged on the transverse sliding seat 6, the output end of the servo motor is connected with a first gear 14, and a first rack 5 meshed with the first gear 14 is arranged on the vertical table 3 and used for realizing the transverse movement of the transverse sliding seat 6.
The longitudinal driving component comprises a fixed block arranged on the transverse sliding seat 6, a screw rod 9 is connected to the fixed block in a threaded mode, and the end portion of the screw rod 9 is rotatably connected with the longitudinal sliding seat 10 and used for achieving longitudinal movement of the longitudinal sliding seat 10.
The driving device comprises a driving motor 11 arranged on the stand 3, and the output end of the driving motor 11 is connected with the input end of a gearbox 12 through belt transmission or chain transmission.
A use method of corrugated pipe outer ring welding equipment comprises the following steps:
s1: sleeving the corrugated pipe pieces welded by the inner ring on a round rod, and placing a copper ring between two adjacent corrugated pipe pieces, wherein a fracture is formed in the copper ring, so that the corrugated pipe pieces can be conveniently clamped between the corrugated pipe pieces;
s2: then, the round rod is fixed by a three-jaw chuck 13, a screw 9 is rotated to drive a longitudinal sliding seat 10 to approach to a welding position, the relative height between a horizontal rod 805 and a vertical rod 801 is adjusted, the front and back positions of the horizontal rod 805 are adjusted by a rotating rod 807, a second gear and a second rack, the position of the welding gun is finely adjusted by a first sliding block 813, a second sliding block 814, a third sliding block 815 and a fine adjustment screw 816, the first rotating block 808 rotates in the direction parallel to the axis of the horizontal rod 805, the second rotating block 810 rotates in the direction parallel to the axis of the first rotating block 808, an adjusting rod 809 linearly moves and rotates relative to the second rotating block 810, a supporting rod 811 rotates relative to the adjusting rod 809, and finally the position of the welding seam between the welding gun and the corrugated pipe piece is adjusted;
s3: driving motor 11 drives the round bar and the bellows piece looks butt welding torch on it through gearbox 12 and three-jaw chuck 13 and rotates, welder is to bellows piece circumferential weld, treat one welding seam welding completion back, servo motor drives first gear 14 and the meshing of first rack 5, it moves the welding point that moves down to drive horizontal slide 6 and the welder on it and welds to this welds in order, after the welding is accomplished, take off the round bar, assemble the bellows piece again, above-mentioned welding step is accomplished to the repetition again.
In the present case, a vertical rod 801, a collet 802, a rotating sleeve 803, a fastening screw 804, a horizontal rod 805, a sliding clamp 806, a rotating rod 807, a first rotating block 808, an adjusting rod 809, a second rotating block 810, a supporting rod 811, a welding gun chuck 812, a first slider 813, a second slider 814, a third slider 815 and a fine tuning screw 816 are mutually matched in a welding gun mounting frame 8, so that adjustment of multiple degrees of freedom of the welding gun is realized, the welding gun and a welding seam are ensured to be in proper distance and angle, a driving motor 11, a gearbox 12 and a three-jaw chuck 13 package corrugated pipe pieces to rotate, circumferential welding is realized, a first gear 14 is meshed with a first rack 5, transverse movement of a transverse sliding seat 6 is realized, and further the welding gun is driven to be orderly welded among a plurality of corrugated pipe pieces, welding efficiency is high, errors are small, matching between the screw 9 and a longitudinal sliding seat 10 can weld corrugated pipes with different diameters, applicability is good, when welding is performed, a copper ring is installed between the corrugated pipe pieces, so that two adjacent corrugated pipe pieces can be ensured to be in close contact, welding is convenient, and the position except for welding part can be prevented from being damaged, and a protection effect is achieved.
The above description is only for the preferred embodiment of the present invention, but the scope of the present invention is not limited thereto, and any person skilled in the art should be considered to be within the technical scope of the present invention, and the technical solutions and the inventive concepts thereof according to the present invention should be equivalent or changed within the scope of the present invention.
Claims (7)
1. The corrugated pipe outer ring welding equipment comprises a workbench (1), universal wheels (2) are mounted at the bottom of the workbench (1), and the corrugated pipe outer ring welding equipment is characterized in that a vertical table (3) is mounted on the workbench (1), a gearbox (12) is mounted at one end of the vertical table (3), the input end of the gearbox (12) is connected with a driving device, the output end of the gearbox (12) is connected with a three-jaw chuck (13), a transverse sliding seat (6) is arranged above the vertical table (3), the transverse sliding seat (6) is in sliding connection with a transverse sliding rail (4) mounted on the vertical table (3), the transverse sliding seat (6) is driven by a transverse driving part, a longitudinal sliding seat (10) is arranged above the transverse sliding seat (6), the longitudinal sliding seat (10) is in sliding connection with a longitudinal sliding rail (7) mounted on the transverse sliding seat (6), the longitudinal sliding seat (10) is driven by a longitudinal driving part, a welding gun mounting rack (8) is mounted on the longitudinal sliding seat (10), the welding gun mounting rack (8) can be adjusted with multiple degrees of freedom, and a welding gun is mounted on the mounting rack (8);
the welding gun mounting frame (8) comprises a vertical rod (801) arranged on a longitudinal sliding seat (10), a sleeve clamp (802) is sleeved on the vertical rod (801) in a sliding mode, a connecting bolt is connected to a clamping opening of the sleeve clamp (802), a rotating sleeve (803) is connected to the sleeve clamp (802), a rotating rod is inserted into the rotating sleeve (803) in a rotating mode, the rotating rod is connected with a sliding clamp (806), a fastening screw rod (804) is connected to the rotating sleeve (803) in a threaded mode, a horizontal rod (805) is inserted into the sliding clamp (806) in a sliding mode, a second rack is connected to the side face of the horizontal rod (805) in a sliding mode, a second gear meshed with the second rack is connected to the sliding clamp (806) in a rotating mode, a fine adjuster is connected to the end portion of the horizontal rod (805) in a sliding mode, a fixing rod is connected to one side, far away from the horizontal rod (805), a first rotating block (808) is connected to the fixing rod 812 in a rotating mode, a second rotating block (808) is connected to a second rotating block (810), an adjusting rod (809) is connected to the end portion of a supporting rod (811) in a welding gun (811) in a rotating mode, and a welding gun chuck (811) is connected to the end portion of the supporting rod (811);
the fine setting ware is including installing third slider (815) at horizontal pole (805) tip, one side sliding connection that horizontal pole (805) was kept away from in third slider (815) has second slider (814) that can follow vertical slip, one side sliding connection that third slider (815) were kept away from in second slider (814) has first slider (813), equal threaded connection has fine setting screw rod (816) on second slider (814) and third slider (815), the tip and second slider (814) of fine setting screw rod (816) on third slider (815) rotate to be connected, the tip and the first slider (813) rotation of fine setting screw rod (816) on second slider (814) are connected.
2. The bellows outer ring welding device according to claim 1, wherein the fixing rod, the first rotating block (808), the adjusting rod (809), the second rotating block (810) and the supporting rod (811) are all in interference fit.
3. The bellows outer ring welding apparatus according to claim 2, wherein an adjusting bolt is threadedly connected to a jaw of the welding gun jaw (812).
4. A bellows outer race welding apparatus according to claim 3, wherein the transverse driving means comprises a servo motor mounted on the transverse slide (6), the output of the servo motor is connected with a first gear (14), and the vertical table (3) is mounted with a first rack (5) engaged with the first gear (14).
5. A bellows outer ring welding device according to claim 4, characterized in that the longitudinal driving means comprises a fixed block mounted on the transverse slide (6), a threaded rod (9) is connected to the fixed block by screw thread, and the end of the threaded rod (9) is rotatably connected to the longitudinal slide (10).
6. Bellows outer ring welding device according to claim 5, wherein the drive means comprise a drive motor (11) mounted on the stand (3), the output of the drive motor (11) being connected to the input of the gearbox (12) by means of a belt or chain drive.
7. Use of a bellows outer ring welding apparatus according to any one of claims 1 to 6, characterised in that it comprises the steps of:
s1: sleeving the corrugated pipe pieces welded by the inner ring on a round rod, and placing a copper ring between two adjacent corrugated pipe pieces, wherein a fracture is formed in the copper ring, so that the corrugated pipe pieces can be conveniently clamped between the corrugated pipe pieces;
s2: then fixing the round rod by using a three-jaw chuck (13), rotating a screw rod (9) to drive a longitudinal sliding seat (10) to approach to a welding position, adjusting the relative height of a horizontal rod (805) and an upright rod (801), adjusting the front and back positions of the horizontal rod (805) by using a rotating rod (807), a second gear and a second rack, finely adjusting the positions of welding guns by using a first sliding block (813), a second sliding block (814), a third sliding block (815) and a fine adjustment screw rod (816), enabling the first rotating block (808) to rotate along the parallel direction of the axis of the horizontal rod (805), enabling the second rotating block (810) to rotate along the axis of the first rotating block (808), enabling an adjusting rod (809) to linearly move and rotate relative to the second rotating block (810), enabling a supporting rod (811) to rotate relative to the adjusting rod (809), and finally completing the adjustment of the positions of welding seams of the welding guns and the corrugated pipe piece;
s3: driving motor (11) drive round bar and the corrugated pipe piece on it through gearbox (12) and three-jaw chuck (13) and rotate the welding gun mutually, welder welds corrugated pipe piece circumference, treat one welding seam welding completion back, servo motor drives first gear (14) and first rack (5) meshing, it moves the welding point that moves down to drive horizontal slide (6) and the welder on it and welds to this welds in order, after the welding completion, take off the round bar, the corrugated pipe piece is reassembled, accomplish above-mentioned welding step repeatedly again.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011484184.5A CN112658541B (en) | 2020-12-16 | 2020-12-16 | Corrugated pipe outer ring welding equipment and using method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011484184.5A CN112658541B (en) | 2020-12-16 | 2020-12-16 | Corrugated pipe outer ring welding equipment and using method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112658541A CN112658541A (en) | 2021-04-16 |
| CN112658541B true CN112658541B (en) | 2023-02-10 |
Family
ID=75405350
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011484184.5A Active CN112658541B (en) | 2020-12-16 | 2020-12-16 | Corrugated pipe outer ring welding equipment and using method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112658541B (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113458705B (en) * | 2021-07-13 | 2023-05-12 | 湖南中天意成智能科技有限公司 | Large-scale metal pipeline fusion welding machine suitable for different specifications and convenient to fix |
| CN113977142A (en) * | 2021-11-03 | 2022-01-28 | 国网浙江省电力有限公司兰溪市供电公司 | Small-size welding unit is used in field |
| CN115740869B (en) * | 2022-12-06 | 2023-09-08 | 王贞丽 | Small-sized metal part welding workbench |
| CN115980301A (en) * | 2022-12-08 | 2023-04-18 | 核工业理化工程研究院 | Crack detection device and crack detection method |
| CN116135392A (en) * | 2023-04-20 | 2023-05-19 | 陕西长羽航空装备股份有限公司 | Equipment and method for welding aviation alloy material by vacuum electron beam |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202007000505U1 (en) * | 2007-01-08 | 2008-05-15 | Kuka Systems Gmbh | Robotic machining device |
| CN206455356U (en) * | 2016-12-30 | 2017-09-01 | 合肥宁泰真空设备有限公司 | A kind of vacuum equipment bellows section of jurisdiction external diameter welder |
| CN207806968U (en) * | 2018-01-15 | 2018-09-04 | 上海华威焊割机械有限公司 | A kind of welding gun floating regulating device |
| CN208513908U (en) * | 2018-05-25 | 2019-02-19 | 蒲允芳 | A kind of flange automatic soldering device |
| CN109317880A (en) * | 2018-11-28 | 2019-02-12 | 杭州弘晟智能科技有限公司 | A kind of robot device for bellows-welding |
-
2020
- 2020-12-16 CN CN202011484184.5A patent/CN112658541B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112658541A (en) | 2021-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112658541B (en) | Corrugated pipe outer ring welding equipment and using method thereof | |
| CN2561549Y (en) | Automatic tubular mother line aligned welder | |
| CN102059467B (en) | Automatic horizontal position welding device for circular arc groove welds of elbow made of steel plate | |
| CN105269116A (en) | Automatic integrated flange welding equipment with center through hole | |
| CN102806414B (en) | Automatic welding process for full-through welding or non-full-through welding fillet weld of header pup joint | |
| CN117283182B (en) | Photovoltaic bracket welding device and application method thereof | |
| CN111922606B (en) | Welding tool of spray gun | |
| CN207205716U (en) | A kind of adaptive steel-pipe welding device | |
| KR102655413B1 (en) | Modular jig device for pipe welding | |
| CN105710518A (en) | Hollow bolt ball welding tool | |
| CN112548419A (en) | Drill rod welding equipment and welding method | |
| CN108907403A (en) | Full-automatic intelligent welding equipment for long pipe | |
| CN208391322U (en) | A kind of forklift steering bridge spindle nose special welding machine | |
| CN209598476U (en) | Flange, straight tube group are to equipment | |
| CN210549071U (en) | Welding platform of tubular welding piece | |
| CN209598479U (en) | A kind of welding system | |
| CN208427884U (en) | A kind of same welder of both-end plate circumference | |
| CN216912759U (en) | Welding device for special steel cylinder base | |
| CN109834370A (en) | A kind of welder for steel pipes with straight | |
| CN115723547A (en) | High-strength automobile support and manufacturing method thereof | |
| CN212705254U (en) | Welding tool for pipe flange | |
| CN115106711A (en) | Automatic welding device for circumferential and longitudinal welding seams | |
| CN212823673U (en) | Clamp device for welding | |
| CN210121731U (en) | Flange supporting head frame and flange and straight pipe assembling equipment with same | |
| CN113021003A (en) | Automatic cutting, welding and moving workstation for fire fighting pipeline |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |