CN112548454A - Pressure device for welding substrate and cover plate - Google Patents
Pressure device for welding substrate and cover plate Download PDFInfo
- Publication number
- CN112548454A CN112548454A CN202011404450.9A CN202011404450A CN112548454A CN 112548454 A CN112548454 A CN 112548454A CN 202011404450 A CN202011404450 A CN 202011404450A CN 112548454 A CN112548454 A CN 112548454A
- Authority
- CN
- China
- Prior art keywords
- rack
- pressing
- moving
- substrate
- along
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000758 substrate Substances 0.000 title claims description 22
- 238000003466 welding Methods 0.000 title abstract description 19
- 238000003825 pressing Methods 0.000 claims abstract description 53
- 230000007246 mechanism Effects 0.000 claims abstract description 25
- 230000005540 biological transmission Effects 0.000 claims description 3
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000005476 soldering Methods 0.000 claims 1
- 239000002699 waste material Substances 0.000 abstract description 4
- 238000000034 method Methods 0.000 description 15
- 239000002131 composite material Substances 0.000 description 9
- 239000010935 stainless steel Substances 0.000 description 7
- 229910001220 stainless steel Inorganic materials 0.000 description 7
- 238000005097 cold rolling Methods 0.000 description 6
- 238000005253 cladding Methods 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 238000004880 explosion Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000002360 explosive Substances 0.000 description 3
- 229910000975 Carbon steel Inorganic materials 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000010962 carbon steel Substances 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0408—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work for planar work
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
The invention discloses a pressure device for welding a base plate and a cover plate, which comprises a rack and a moving platform, wherein the rack is respectively provided with a plurality of transverse moving frames capable of transversely moving along the length direction of the rack, and the lower end of each transverse moving frame is provided with a plurality of pressing mechanisms capable of transversely moving along the width direction of the rack; when multi-point pressing is carried out, the positions of all pressing points or part of the pressing points can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms. When multi-point pressing is carried out, the positions of all pressing points or part of the pressing points can be adjusted, so that the size of the pressing area surrounded by all the pressing points or part of the pressing points can be adjusted, and the requirement of pressing combined embryonic plates with different lengths and widths is met; in addition, the combined blank plate can be divided into a plurality of sections, pressure is sequentially applied to each section, one-time welding can be implemented, so that the welded combined blank plate is free from local bulging or tilting, and waste products are prevented from being produced.
Description
Technical Field
The invention relates to the technical field of production of stainless steel composite plates, in particular to a pressure device for welding a substrate and a cover plate.
Background
The stainless steel composite plate is a composite plate steel plate formed by combining a carbon steel substrate and a stainless steel cover plate or combining different series of stainless steel substrates and cover plates. It is mainly characterized by that the carbon steel and stainless steel are formed into firm metallurgical combination, and can be undergone the processes of hot-pressing, cold-bending, cutting and welding, etc., so that it possesses good technological properties.
At present, three methods are mainly used for industrial production of stainless steel composite plates, namely an explosion cladding method, a hot rolling cladding method and a cold rolling cladding method. The explosion cladding method is that the covering plate is overlapped on the base plate, and a certain distance is formed between the covering plate and the base plate by adopting a cushion interval. The explosive is spread on the surface of the clad plate, and the energy of explosive explosion makes the clad plate impact the substrate at high speed to generate high temperature and high pressure so as to realize solid-phase welding of the interface of the two materials. The hot-rolled composite plate is formed by rolling a base plate and a clad plate in a physically pure state under a high vacuum condition, and the two metals are diffused in the rolling process to realize complete metallurgical bonding. The cold rolling compounding method is to produce stainless steel composite sheet (coil) with thickness below 5mm through acid washing, cold rolling, acid washing (or bright annealing), leveling, drawing and straightening and other production processes on the basis of the hot rolling compounding method.
The explosion cladding method utilizes the energy of the explosive to produce, causes vibration, noise and smoke pollution to the environment, and is limited by weather and other process conditions, so the production efficiency is low. Therefore, hot rolling and cold rolling are most commonly used.
Whether a hot rolling composite method or a cold rolling composite method is adopted, assembly welding is required in the actual production and processing process, namely, the base plate and the clad plate are assembled and then welded. At present, a multi-point pressing mode is generally adopted to perform multi-point pressing on base plates and covering plates which are stacked together, namely, a combined blank plate, and the positions of all pressing points are fixed and cannot be adjusted, so that the requirement of pressing the combined blank plates with different lengths and widths cannot be met. In addition, the adopted pressure application mode is an integral pressure application mode, namely the integral combined blank is subjected to sealing welding after pressure is applied, the welded combined blank is easy to locally bulge or tilt, rework is needed, and otherwise scrapping is directly caused.
Disclosure of Invention
The invention aims to overcome the defects and shortcomings of the prior art, and provides a pressure device for welding a substrate and a cover plate, which can adjust the positions of all pressure points or part of the pressure points when multi-point pressure is applied, so that the size of the pressure area surrounded by all the pressure points or part of the pressure points can be adjusted to meet the requirement of applying pressure to combined embryonic plates with different lengths and widths; in addition, the combined blank plate can be divided into a plurality of sections, pressure is sequentially applied to each section, one-time welding can be implemented, so that the welded combined blank plate is free from local bulging or tilting, and waste products are prevented from being produced.
In order to achieve the purpose, the invention provides the following technical scheme:
a press for bonding a substrate to a superstrate, comprising: the device comprises a rack and a moving platform penetrating through the rack from the lower part of the rack along the length direction of the rack, wherein a plurality of transverse moving frames capable of transversely moving along the length direction of the rack are respectively arranged on the rack, and a plurality of pressing mechanisms capable of transversely moving along the width direction of the rack are respectively arranged at the lower ends of the transverse moving frames; all the pressing mechanisms can apply pressure to the base plates and the cover plates stacked on the moving platform at multiple points, and the positions of all the pressing points or part of the pressing points during the multiple-point pressure application can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms.
Furthermore, each transverse moving frame comprises an upper moving block and a lower frame which are connected through a vertical beam and are arranged along the width direction of the rack.
Furthermore, two mounting blocks are fixedly connected to the top end of the rack on two sides of the upper moving block, a screw rod arranged along the length direction of the rack is rotatably mounted between the two mounting blocks on one side, one end of the screw rod extends out of the mounting block, and a speed reduction motor in transmission connection with the extending end of the screw rod is mounted at the top end of the rack; and a guide rod arranged along the length direction of the rack is fixedly connected between the two mounting blocks positioned on the other side, one side of the upper moving block is arranged on the screw rod in a matched manner through threads, and the other side of the upper moving block is arranged on the guide rod in a matched manner through sliding.
Furthermore, the upper end of the lower frame is fixedly connected with a first guide rail arranged along the width direction of the rack on one opposite side, a plurality of mounting seats are arranged in the lower frame, and two sides of each mounting seat are arranged on the two first guide rails through sliding fit.
Furthermore, a plurality of push down the mechanism and all adopt the pneumatic cylinder, the pneumatic cylinder be vertical corresponding fix on a plurality of mount pad, and the piston rod of pneumatic cylinder to moving platform's top extends.
Furthermore, the end part of the piston rod of the hydraulic cylinder is fixedly connected with a pressure plate.
Furthermore, the length of the movable platform is greater than that of the rack, and the width of the movable platform is slightly smaller than that of the rack.
Furthermore, two second guide rails arranged along the length direction of the rack are laid below the rack along the ground, and two sides of the moving platform are fixedly connected with moving seats which move along the two second guide rails respectively.
Compared with the prior art, the invention has the beneficial effects that:
1. the invention is provided with a plurality of transverse moving frames which can transversely move along the length direction of the rack and a plurality of pressing mechanisms which can transversely move along the width direction of the rack, when the substrate and the clad plate which are stacked on the moving platform, namely the combined embryonic plate, are pressed at multiple points, the positions of all pressing points or part of the pressing points can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms, thereby the size of the pressing area surrounded by all the pressing points or part of the pressing points can be adjusted, and the requirements of pressing the combined embryonic plates with different lengths and widths can be met.
2. Each transverse moving frame and each pressing mechanism can move independently without mutual influence, and the transverse moving frame and each pressing mechanism can be adjusted integrally or locally and are convenient to operate.
3. The movable platform is arranged, the combined blank plate can be divided into a plurality of sections, pressure is applied to each section in sequence, and the periphery of the joint of the base plate and the cover plate in each section is welded preliminarily in sequence in a spot welding mode, so that the combined blank plate is free from local bulging or tilting; and then, secondary welding is carried out, the periphery of the joint of the substrate and the cover plate is welded and sealed together, the substrate and the cover plate can be assembled and welded together at one time, rework is not needed, and waste products are prevented from being produced.
4. The invention can lay a solid foundation for subsequent processing procedures (vacuum pumping, hot rolling, cold rolling and the like), so that the finally processed composite sheet not only has corrosion resistance, but also has good mechanical strength and processing performance, can be widely applied to the industries of bridges, water conservancy, navigation, ocean engineering, cookers, building curtain walls and the like, greatly reduces the construction cost, realizes the perfect combination of low cost and high performance, and has good social benefit.
Drawings
FIG. 1 is a schematic structural diagram of the present invention.
Fig. 2 is a schematic structural view of the cross sliding frame and the upper part thereof.
Fig. 3 is an enlarged view of a portion a in fig. 2.
Fig. 4 is an enlarged schematic view of a portion B in fig. 2.
Fig. 5 is a schematic structural view of the lower frame type frame and the upper member thereof according to the present invention.
Fig. 6 is an enlarged view of the structure of the portion C in fig. 5.
Fig. 7 is a schematic structural diagram of a mobile platform according to the present invention.
Detailed Description
The technical solutions in the embodiments of the present invention will be clearly and completely described below with reference to the drawings in the embodiments of the present invention, and it is obvious that the described embodiments are only a part of the embodiments of the present invention, and not all of the embodiments. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.
Referring to fig. 1-7, a pressure device for welding a substrate and a cover plate comprises a frame 1 and a moving platform 2 passing through the frame 1 from the lower part thereof along the length direction of the frame, wherein three transverse moving frames 3 capable of transversely moving along the length direction of the frame 1 are respectively installed on the frame 1, and three pressing mechanisms 4 capable of transversely moving along the width direction of the frame 1 are respectively installed at the lower ends of the transverse moving frames; all the pressing mechanisms can apply pressure to the base plates and the covering plates stacked on the moving platform 2 at multiple points, and the positions of all the pressing points or part of the pressing points during the multiple-point pressure application can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms.
In the present invention, each traverse frame includes an upper moving block 31 and a lower frame-shaped frame 32 connected by a vertical beam 33 and arranged in the width direction of the frame.
Therefore, on the premise of ensuring that each transverse moving frame has reasonable strength, the self weight of each transverse moving frame can be reduced, so that the transverse moving can be conveniently carried out according to actual use requirements, and the purpose of adjusting the position of a pressure applying point is achieved.
In the invention, two mounting blocks 5 are fixedly connected to both sides of an upper moving block 31 at the top end of a rack 1, a screw rod 6 arranged along the length direction of the rack 1 is rotatably mounted between the two mounting blocks positioned at one side, one end of the screw rod 6 extends out of the mounting block, and a speed reduction motor 7 in transmission connection with the extending end of the screw rod 6 is mounted at the top end of the rack 1; a guide rod 8 arranged along the length direction of the frame 1 is fixedly connected between the two mounting blocks positioned at the other side, one side of the upper moving block 31 is arranged on the screw rod 6 through thread fit, and the other side of the upper moving block 31 is arranged on the guide rod 8 through sliding fit.
Therefore, the speed reducing motor 7 in operation generates positive and negative rotation to drive the screw rod 6 to rotate positively and negatively, so that the upper moving block 31 moves transversely along the screw rod 6 and the guide rod 8, namely, moves forwards or backwards relatively, and the transverse movement of the upper moving block 31, namely, the transverse movement of the transverse moving frame is realized.
Because the speed reducing motor 7 corresponding to each transverse moving frame works independently, each transverse moving frame can move independently, and thus, the integral adjustment and the local adjustment can be carried out.
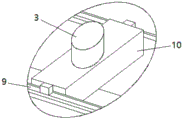
In the invention, the upper end of the lower frame-shaped frame 32 is fixedly connected with the first guide rails 9 arranged along the width direction of the frame 1 at the opposite sides respectively, three mounting seats 10 are arranged in the lower frame-shaped frame 32 respectively, and the two sides of each mounting seat are arranged on the two first guide rails 9 respectively through sliding fit.
Correspondingly, three hold-down mechanism 4 all adopts the pneumatic cylinder, and the pneumatic cylinder is vertical correspondence and fixes on three mount pad 10, and the piston rod of pneumatic cylinder extends to moving platform 2's top.
Therefore, each hydraulic cylinder is pushed or pulled manually to enable each hydraulic cylinder to move transversely along the corresponding first guide rail, namely, the hydraulic cylinders move leftwards or rightwards relatively, and transverse movement of each hydraulic cylinder is achieved.
Because each hydraulic cylinder can independently move, the whole adjustment can be carried out, and the local adjustment can also be carried out.
Correspondingly, the end of the piston rod of the hydraulic cylinder is fixedly connected with a pressure plate 11. Therefore, the pressing area of the single hydraulic cylinder on the combined blank plate can be increased, and the pressing effect can be improved. Of course, the area of the platen 11 may be set according to the actual use requirement, and is not limited herein.
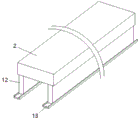
In the invention, the length of the movable platform 2 is greater than that of the rack 1, and under normal conditions, the length of the movable platform 2 is at least 3 times of that of the rack 1, so that the combined blank plate can be divided into at least 3 sections, pressure is sequentially applied to each section, and after the periphery of the joint of the base plate and the cover plate in each section is sequentially subjected to primary welding, the combined blank plate is free from local bulge or tilting. The width of the mobile platform 2 is slightly less than that of the rack 1, and on the premise that the wider combined blank plate is pressed and welded as far as possible, the mobile platform 2 can penetrate through the rack 1.
Correspondingly, two second guide rails 12 arranged along the length direction of the frame 1 are laid below the frame 1 along the ground, and two sides of the moving platform 2 are fixedly connected with moving seats 13 which correspondingly move along the two second guide rails 12 respectively.
Therefore, the two second guide rails 12 can guide the moving platform 2, and can ensure that the moving platform 2 does not deviate in the moving process, so that the welding precision and the sealing performance of the joint of the base plate and the cover plate are ensured.
The invention is further described below with reference to the accompanying drawings:
when the combined blank board is used, the base board to be welded and the cover board are placed on the moving platform 2 and are stacked together, and the base board and the periphery of the cover board are aligned through fine adjustment to form the combined blank board.
Then the moving platform 2 is pushed into the lower part of the frame 1 along the two second guide rails 12, after the position is adjusted, according to the actual length and width of the combined blank plate, the speed reducing motors synchronously or independently work by operating the control boxes or remote controllers and other control devices of the speed reducing motors, the corresponding screw rods are driven to rotate positively and negatively, the corresponding upper moving blocks are enabled to move transversely along the screw rods and the guide rods, and the transverse movement of the transverse moving frames is realized. Similarly, each hydraulic cylinder is pushed or pulled manually, so that each hydraulic cylinder moves transversely along the corresponding first guide rail, and the transverse movement of each hydraulic cylinder is realized.
By adopting the mode, the positions of all the pressure points or part of the pressure points can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms, so that the size of the pressure area enclosed by all the pressure points or part of the pressure points can be adjusted, the requirement of pressing the combined embryonic plates with different lengths and widths can be met, and the integral adjustment and the local adjustment can be carried out.
After the position of the pressing point is adjusted, the piston rod of each hydraulic cylinder extends out, 500-1000T of pressure can be applied to the surface of the combined blank plate together, and the periphery of the joint of the base plate and the cover plate in each section is sequentially subjected to preliminary welding in an automatic or manual welding mode, so that the combined blank plate is not locally bulged or tilted; and then, secondary welding is carried out, the periphery of the joint of the substrate and the cover plate is welded and sealed together, the substrate and the cover plate can be assembled and welded together at one time, and waste products can be avoided.
Although the present description is described in terms of embodiments, not every embodiment includes only a single embodiment, and such description is for clarity only, and those skilled in the art should be able to integrate the description as a whole, and the embodiments can be appropriately combined to form other embodiments as will be understood by those skilled in the art.
Therefore, the above description is only a preferred embodiment of the present application, and is not intended to limit the scope of the present application; all changes which come within the meaning and range of equivalency of the claims are to be embraced within their scope.
Claims (8)
1. A press for bonding a substrate to a superstrate, comprising: the device comprises a rack and a moving platform penetrating through the rack from the lower part of the rack along the length direction of the rack, wherein a plurality of transverse moving frames capable of transversely moving along the length direction of the rack are respectively arranged on the rack, and a plurality of pressing mechanisms capable of transversely moving along the width direction of the rack are respectively arranged at the lower ends of the transverse moving frames; all the pressing mechanisms can apply pressure to the base plates and the cover plates stacked on the moving platform at multiple points, and the positions of all the pressing points or part of the pressing points during the multiple-point pressure application can be adjusted by transversely moving all the transverse moving frames or part of the transverse moving frames and/or all the pressing mechanisms or part of the pressing mechanisms.
2. A press for bonding a substrate to a superstrate according to claim 1, wherein: each transverse moving frame comprises an upper moving block and a lower frame which are connected through a vertical beam and are arranged along the width direction of the rack.
3. A press for bonding a substrate to a superstrate according to claim 2, wherein: the top end of the rack is fixedly connected with two mounting blocks on two sides of the upper moving block, a screw rod arranged along the length direction of the rack is rotatably mounted between the two mounting blocks on one side, one end of the screw rod extends out of the mounting block, and the top end of the rack is provided with a speed reduction motor in transmission connection with the extending end of the screw rod; and a guide rod arranged along the length direction of the rack is fixedly connected between the two mounting blocks positioned on the other side, one side of the upper moving block is arranged on the screw rod in a matched manner through threads, and the other side of the upper moving block is arranged on the guide rod in a matched manner through sliding.
4. A press for bonding a substrate to a superstrate according to claim 2, wherein: the upper end of the lower frame is fixedly connected with first guide rails arranged along the width direction of the rack on one opposite side, a plurality of mounting seats are arranged in the lower frame respectively, and two sides of each mounting seat are mounted on the two first guide rails respectively through sliding fit.
5. A press for bonding a substrate to a superstrate according to claim 4, wherein: the plurality of pushing mechanisms are all hydraulic cylinders, the hydraulic cylinders are vertically and correspondingly fixed on the plurality of mounting seats, and piston rods of the hydraulic cylinders extend above the moving platform.
6. A press for bonding a substrate to a superstrate according to claim 5, wherein: and the end part of a piston rod of the hydraulic cylinder is fixedly connected with a pressure plate.
7. A press device for soldering a substrate to a superstrate according to any one of claims 1 to 4, wherein: the length of the movable platform is greater than that of the rack, and the width of the movable platform is slightly smaller than that of the rack.
8. A press for bonding a substrate to a superstrate according to claim 7, wherein: two second guide rails arranged along the length direction of the rack are laid below the rack along the ground, and two sides of the moving platform are respectively and fixedly connected with a moving seat which moves along the two second guide rails.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011404450.9A CN112548454A (en) | 2020-12-05 | 2020-12-05 | Pressure device for welding substrate and cover plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011404450.9A CN112548454A (en) | 2020-12-05 | 2020-12-05 | Pressure device for welding substrate and cover plate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112548454A true CN112548454A (en) | 2021-03-26 |
Family
ID=75048464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011404450.9A Pending CN112548454A (en) | 2020-12-05 | 2020-12-05 | Pressure device for welding substrate and cover plate |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112548454A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114799409A (en) * | 2022-06-06 | 2022-07-29 | 安徽宝恒新材料科技有限公司 | Welding method of composite steel plate |
Citations (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU508358A1 (en) * | 1974-10-01 | 1976-03-30 | Проектно-Конструкторский И Технологическийинститут | Multi Point Welding Machine |
| US4496820A (en) * | 1982-12-14 | 1985-01-29 | Evg Entwicklungs- Und Verwertungs-Gesellschaft M.B.H. | Multispot electrical resistance welding machine |
| SU1248738A1 (en) * | 1985-01-04 | 1986-08-07 | Запорожский Проектно-Конструкторский И Технологический Институт | Apparatus for resistance spot welding |
| DE19805196A1 (en) * | 1998-02-10 | 1999-08-12 | Herbert Hess | Resistance welding electrode arrangement |
| US20030160028A1 (en) * | 2002-01-23 | 2003-08-28 | Siemens Aktiengesellschaft | Welding tongs |
| CN1938120A (en) * | 2004-01-27 | 2007-03-28 | Gm全球科技运作股份有限公司 | Method for joining two or several profiled parts or metal sheets which are mechanically joined and pressure-welded at one or several connection points |
| CN101817243A (en) * | 2010-04-30 | 2010-09-01 | 洛阳双瑞金属复合材料有限公司 | High-strength polytetrafluoroethylene-metal composite board and manufacturing method thereof |
| CN102029724A (en) * | 2010-10-24 | 2011-04-27 | 西安超码科技有限公司 | Compression moulding device and method of flat product |
| CN102848062A (en) * | 2012-10-15 | 2013-01-02 | 石家庄铁道大学 | Resistance welding apparatus and method suitable for multi-point circumferentially-arranged sheets |
| CN102896447A (en) * | 2012-10-20 | 2013-01-30 | 昆明钢铁集团有限责任公司 | Movable type pressure welding machine of stainless steel composite board blank |
| CN103386543A (en) * | 2013-07-25 | 2013-11-13 | 建科机械(天津)股份有限公司 | Random moving type vertical bar wire feeding mechanism for steel bar net welding production line |
| CN203316899U (en) * | 2013-06-27 | 2013-12-04 | 丁小生 | Multi-point welding machine |
| CN105033440A (en) * | 2015-08-10 | 2015-11-11 | 苏州听毅华自动化设备有限公司 | Workpiece crimping forming device |
| CN105742482A (en) * | 2016-04-28 | 2016-07-06 | 中国科学院深圳先进技术研究院 | Fastening jig |
| CN206029003U (en) * | 2016-08-12 | 2017-03-22 | 广州毅翚金属加工机械有限公司 | Multistation spot welder |
| CN206264542U (en) * | 2016-09-21 | 2017-06-20 | 天津市顺天盛典运动器材有限公司 | A kind of composite board is fixed and clamped device |
| CN107263365A (en) * | 2017-08-21 | 2017-10-20 | 泰安华鲁锻压机床有限公司 | Support Position and the adjustable multi-point flexibly board supporting device of quantity |
| CN207087702U (en) * | 2017-08-21 | 2018-03-13 | 泰安华鲁锻压机床有限公司 | Support Position and the adjustable multi-point flexibly board supporting device of quantity |
| CN108544073A (en) * | 2018-06-11 | 2018-09-18 | 杭州蓝达工艺制品有限公司 | A kind of metal mesh sheet multipoint pressure weldering welding mechanism and its welding method |
| CN108907549A (en) * | 2018-09-19 | 2018-11-30 | 重庆大江工业有限责任公司 | A kind of steel plate splicing device |
| CN208744457U (en) * | 2018-07-24 | 2019-04-16 | 美尔森哈碳电碳(哈尔滨)有限公司 | A kind of carbon slide for pantograph of electric locomotive carbon bar processing unit |
| CN210334729U (en) * | 2019-01-24 | 2020-04-17 | 江西华士科技股份有限公司 | Quick shunting welding device for resistance welding |
| CN210387046U (en) * | 2019-07-05 | 2020-04-24 | 青岛中汽特种汽车有限公司 | Large-tonnage flow line shape righting equipment |
| CN210451599U (en) * | 2019-09-21 | 2020-05-05 | 济南振华数控科技有限公司 | Panel laser welding closing device |
-
2020
- 2020-12-05 CN CN202011404450.9A patent/CN112548454A/en active Pending
Patent Citations (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU508358A1 (en) * | 1974-10-01 | 1976-03-30 | Проектно-Конструкторский И Технологическийинститут | Multi Point Welding Machine |
| US4496820A (en) * | 1982-12-14 | 1985-01-29 | Evg Entwicklungs- Und Verwertungs-Gesellschaft M.B.H. | Multispot electrical resistance welding machine |
| SU1248738A1 (en) * | 1985-01-04 | 1986-08-07 | Запорожский Проектно-Конструкторский И Технологический Институт | Apparatus for resistance spot welding |
| DE19805196A1 (en) * | 1998-02-10 | 1999-08-12 | Herbert Hess | Resistance welding electrode arrangement |
| US20030160028A1 (en) * | 2002-01-23 | 2003-08-28 | Siemens Aktiengesellschaft | Welding tongs |
| CN1938120A (en) * | 2004-01-27 | 2007-03-28 | Gm全球科技运作股份有限公司 | Method for joining two or several profiled parts or metal sheets which are mechanically joined and pressure-welded at one or several connection points |
| CN101817243A (en) * | 2010-04-30 | 2010-09-01 | 洛阳双瑞金属复合材料有限公司 | High-strength polytetrafluoroethylene-metal composite board and manufacturing method thereof |
| CN102029724A (en) * | 2010-10-24 | 2011-04-27 | 西安超码科技有限公司 | Compression moulding device and method of flat product |
| CN102848062A (en) * | 2012-10-15 | 2013-01-02 | 石家庄铁道大学 | Resistance welding apparatus and method suitable for multi-point circumferentially-arranged sheets |
| CN102896447A (en) * | 2012-10-20 | 2013-01-30 | 昆明钢铁集团有限责任公司 | Movable type pressure welding machine of stainless steel composite board blank |
| CN203316899U (en) * | 2013-06-27 | 2013-12-04 | 丁小生 | Multi-point welding machine |
| CN103386543A (en) * | 2013-07-25 | 2013-11-13 | 建科机械(天津)股份有限公司 | Random moving type vertical bar wire feeding mechanism for steel bar net welding production line |
| CN105033440A (en) * | 2015-08-10 | 2015-11-11 | 苏州听毅华自动化设备有限公司 | Workpiece crimping forming device |
| CN105742482A (en) * | 2016-04-28 | 2016-07-06 | 中国科学院深圳先进技术研究院 | Fastening jig |
| CN206029003U (en) * | 2016-08-12 | 2017-03-22 | 广州毅翚金属加工机械有限公司 | Multistation spot welder |
| CN206264542U (en) * | 2016-09-21 | 2017-06-20 | 天津市顺天盛典运动器材有限公司 | A kind of composite board is fixed and clamped device |
| CN107263365A (en) * | 2017-08-21 | 2017-10-20 | 泰安华鲁锻压机床有限公司 | Support Position and the adjustable multi-point flexibly board supporting device of quantity |
| CN207087702U (en) * | 2017-08-21 | 2018-03-13 | 泰安华鲁锻压机床有限公司 | Support Position and the adjustable multi-point flexibly board supporting device of quantity |
| CN108544073A (en) * | 2018-06-11 | 2018-09-18 | 杭州蓝达工艺制品有限公司 | A kind of metal mesh sheet multipoint pressure weldering welding mechanism and its welding method |
| CN208744457U (en) * | 2018-07-24 | 2019-04-16 | 美尔森哈碳电碳(哈尔滨)有限公司 | A kind of carbon slide for pantograph of electric locomotive carbon bar processing unit |
| CN108907549A (en) * | 2018-09-19 | 2018-11-30 | 重庆大江工业有限责任公司 | A kind of steel plate splicing device |
| CN210334729U (en) * | 2019-01-24 | 2020-04-17 | 江西华士科技股份有限公司 | Quick shunting welding device for resistance welding |
| CN210387046U (en) * | 2019-07-05 | 2020-04-24 | 青岛中汽特种汽车有限公司 | Large-tonnage flow line shape righting equipment |
| CN210451599U (en) * | 2019-09-21 | 2020-05-05 | 济南振华数控科技有限公司 | Panel laser welding closing device |
Non-Patent Citations (2)
| Title |
|---|
| 张德付等: "卡车车箱板多点焊机的研制", 《机械工人.热加工》 * |
| 王敏等: "新型钢筋网格多点焊机组的研制", 《机械工人.热加工》 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114799409A (en) * | 2022-06-06 | 2022-07-29 | 安徽宝恒新材料科技有限公司 | Welding method of composite steel plate |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109909325B (en) | A steel box girder edge straightening machine | |
| CN111604622A (en) | Application method of horizontal digital assembly welding technology for welding H-shaped steel | |
| CN209578577U (en) | A kind of plate weld fixture apparatus | |
| CN112548454A (en) | Pressure device for welding substrate and cover plate | |
| CN112935595A (en) | Marine I-shaped sandwich plate laser welding tool and using method thereof | |
| CN111618591A (en) | Box equipment | |
| CN111644751B (en) | Double-light-path laser cutting device for laser butt welding machine for super-thick steel plate | |
| CN206122410U (en) | Platform is corrected to gate gate slot track hydraulic pressure | |
| CN214109323U (en) | Clamping and welding mechanism for tubular pile plate skirt roll welding equipment | |
| CN211027618U (en) | Bending machine for sheet metal part machining | |
| CN211938482U (en) | Special automobile beam correcting device | |
| CN212469976U (en) | Square tube cutting device | |
| CN212169428U (en) | Automatic flexible positioning device for welding box-shaped section beam | |
| CN2129198Y (en) | Multifunction adjusting machine for hydraulic impact shearing | |
| CN221435276U (en) | Automatic spot welding device for seat bottom corner support | |
| CN2459109Y (en) | Prebending shaping machine for sheet material | |
| CN210755764U (en) | Automatic plate splicing and welding equipment for ship building thin plate double-wire welding | |
| CN216298340U (en) | Gantry type oil tank welding system | |
| CN112518175A (en) | Workbench for welding steel plate gaps | |
| CN221064771U (en) | Semi-automatic assemblage machine of cross post | |
| CN219274782U (en) | Universal friction stir welding tool for aluminum alloy side wall plate and roof plate | |
| CN220679576U (en) | Large-section H-shaped steel cutting device | |
| CN216912702U (en) | Set-square automatic assembly bed-jig device | |
| CN202079398U (en) | Sectional material rolling mill | |
| CN216397785U (en) | Positioning mechanism for precision sheet metal machining |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210326 |
|
| RJ01 | Rejection of invention patent application after publication |