CN112476002A - Workpiece positioning device for inner cavity of spherical cambered surface - Google Patents
Workpiece positioning device for inner cavity of spherical cambered surface Download PDFInfo
- Publication number
- CN112476002A CN112476002A CN202011197078.9A CN202011197078A CN112476002A CN 112476002 A CN112476002 A CN 112476002A CN 202011197078 A CN202011197078 A CN 202011197078A CN 112476002 A CN112476002 A CN 112476002A
- Authority
- CN
- China
- Prior art keywords
- main shaft
- strip
- inner cavity
- spherical
- spherical arc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003825 pressing Methods 0.000 claims abstract description 19
- 238000013461 design Methods 0.000 abstract description 4
- 238000000034 method Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/12—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for securing to a spindle in general
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Jigs For Machine Tools (AREA)
Abstract
The invention relates to a workpiece positioning device for a spherical cambered surface inner cavity, which comprises a strip-shaped pressing plate, a base, two sliding blocks, a main shaft, two pin shafts, a spring and a spring seat, wherein the strip-shaped pressing plate is arranged on the base; the lower end of the main shaft is fixed on the base, and the main shaft is coaxial with the central shaft of the inner cavity of the spherical cambered surface; the end surfaces of the two ends of the strip-shaped pressing plate are spherical arc convex surfaces and are matched with the spherical arc concave surfaces of the spherical arc inner cavities; the center of the strip-shaped plate is provided with a central through hole, and two ends of the strip-shaped plate are respectively provided with a pin hole; each sliding block is provided with a waist-shaped hole, the end face of one end of each sliding block is a matching surface, and the matching surface is matched with the inner cavity profile of the area adjacent to the spherical arc concave surface. The tool has reasonable appearance design, and solves the problem that the tool cannot be clamped due to a small mouth and a large inner ball cavity; the plastic material design of the contact end of the sliding block can be controlled according to different ball inner cavities. The device can realize stable clamping of the part and ensure perfect fitting of the spherical cambered surface of the part and the cambered surface of the tool.
Description
Technical Field
The invention relates to the field of machining, relates to a numerical control lathe tool for fitting an inner spherical surface positioning element, and particularly provides a workpiece positioning device for a spherical cambered surface inner cavity.
Background
The structure of the workpiece in the inner cavity of the spherical cambered surface is complex, the processing and assembling difficulty is high, for example, a helicopter sphere is an important part arranged on an automatic inclinator of a helicopter, the structure of the workpiece is seemingly simple, but the processing process is complex, when the inner spherical surface of the part is also a spherical surface, so that the clamping of the tool is caused, no step is stressed and compressed, the inner spherical surface cannot be clamped, and the space of the inner spherical surface is large, the opening of the sphere is small, so that the tool is difficult to be. For years, the out-of-tolerance or scrapping phenomenon of the part causes great economic loss to companies, and also severely restricts the progress of scientific research and production.
Disclosure of Invention
The purpose of the invention is as follows: the workpiece fixing device for the inner cavity of the spherical cambered surface can solve the problem that the spherical cambered surface can not be effectively clamped in a point contact mode, and more importantly, the problem that the surface of a part is damaged due to the fact that the fitting degree of the workpiece is not high is solved.
The technical scheme of the invention is as follows: the workpiece positioning device for the inner cavity of the spherical cambered surface comprises a strip-shaped pressing plate, a base, two sliding blocks, a main shaft, two pin shafts, a spring and a spring seat;
the lower end of the main shaft is fixed on the base, and the main shaft is coaxial with the central shaft of the inner cavity of the spherical cambered surface;
the end surfaces of the two ends of the strip-shaped pressing plate are spherical arc convex surfaces and are matched with the spherical arc concave surfaces of the spherical arc inner cavities; the center of the strip-shaped plate is provided with a central through hole, and two ends of the strip-shaped plate are respectively provided with a pin hole;
each sliding block is provided with a waist-shaped hole, the end face of one end of each sliding block is a matching surface, and the matching surface is matched with the profile of the inner cavity of the area adjacent to the spherical arc concave surface;
the two pin shafts respectively penetrate through the pin holes, the pin shafts are in sliding fit with the pin holes, the lower ends of the pin shafts are fixed with the base, the upper ends of the pin shafts are provided with external threads and penetrate through the waist-shaped holes of the sliding blocks, and the external threads are in threaded fit with the nuts;
the main shaft penetrates through the central through hole, the upper end of the main shaft is fixedly connected with the spring seat, and the spring is arranged between the spring seat and the strip-shaped pressing plate.
Further, the main shaft is fixed perpendicular to the base.
Further, the spring is a spiral spring, and the spring is sleeved on the main shaft.
Further, the aperture of the central through hole is larger than the outer diameter of the main shaft.
Furthermore, the strip-shaped pressing plate is matched with the sliding block through a sliding groove.
Further, the spring seat and the main shaft are fixed into a whole through a lock pin.
The using method comprises the following steps: the workpiece is placed on the base, the central axis of the workpiece is coaxial with the main shaft, the lower end of the main shaft is fixed on the bottom plate, the main shaft penetrates through a central through hole of the strip-shaped pressing plate, the strip-shaped pressing plate is pressed on the spherical arc surface of the inner cavity, the pin shaft passes through pin holes at two ends of the strip-shaped pressing plate and is fixed on the base, the waist-shaped hole of the sliding block is sleeved on the pin shaft, the sliding block is radially adjusted, the inner cavity is pressed at the top end of the sliding block, and the sliding.
The invention has the beneficial effects that: the reasonable design of the tool appearance solves the problem that the tool cannot be clamped due to the small mouth and the large inner ball cavity; the plastic material design of the contact end of the sliding block can be controlled according to different ball inner cavities. The device can realize stable clamping of the part and ensure perfect fitting of the spherical cambered surface of the part and the cambered surface of the tool.
Drawings
The illustrative examples, as well as a preferred mode of use, further objectives, and descriptions thereof, will best be understood by reference to the following detailed description of an example of the present invention when read in conjunction with the accompanying drawings, wherein:
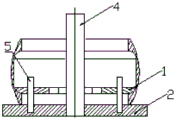
FIG. 1 is a schematic structural diagram of the present application;
FIG. 2 is a top view of the structure according to the present disclosure;
FIG. 3 is a schematic view of an uninstalled strip platen;
FIG. 4 is a schematic view of a mounting bar platen;
the device comprises a base, a sliding block, a main shaft, a pin shaft, a spring seat and a nut, wherein the base is arranged on the base, the sliding block is arranged on the base, the main shaft is arranged on the base, the pin shaft is arranged on the base, the spring seat is arranged on the spring, and the.
Detailed Description
The disclosed examples will be described more fully with reference to the accompanying drawings, in which some (but not all) of the disclosed examples are shown. Indeed, many different examples may be described and should not be construed as limited to the examples set forth herein. Rather, these examples are described so that this disclosure will be thorough and complete, and will fully convey the scope of the disclosure to those skilled in the art.
The embodiment of the invention provides a workpiece positioning device for a spherical cambered surface inner cavity, which comprises a strip-shaped pressing plate, a base, two sliding blocks, a main shaft, two pin shafts, a spring and a spring seat, wherein the strip-shaped pressing plate is arranged on the base;
the lower end of the main shaft is fixed on the base, and the main shaft is coaxial with the central shaft of the inner cavity of the spherical cambered surface;
the end surfaces of the two ends of the strip-shaped pressing plate are spherical arc convex surfaces and are matched with the spherical arc concave surfaces of the spherical arc inner cavities; the center of the strip-shaped plate is provided with a central through hole, and two ends of the strip-shaped plate are respectively provided with a pin hole;
each sliding block is provided with a waist-shaped hole, the end face of one end of each sliding block is a matching surface, and the matching surface is matched with the profile of the inner cavity of the area adjacent to the spherical arc concave surface;
the two pin shafts respectively penetrate through the pin holes, the pin shafts are in sliding fit with the pin holes, the lower ends of the pin shafts are fixed with the base, the upper ends of the pin shafts are provided with external threads and penetrate through the waist-shaped holes of the sliding blocks, and the external threads are in threaded fit with the nuts;
the main shaft penetrates through the central through hole, the upper end of the main shaft is fixedly connected with the spring seat, and the spring is arranged between the spring seat and the strip-shaped pressing plate.
The main shaft is perpendicular to the base and fixed.
The spring is a spiral spring, and the spring is sleeved on the main shaft.
The aperture of the central through hole is larger than the outer diameter of the main shaft.
The strip-shaped pressing plate is matched with the sliding block through a sliding groove.
The spring seat and the main shaft are fixed into a whole through a lock pin.
Different examples of the systems, devices, and methods disclosed herein include various components, features, and functions. It should be understood that the various examples of the systems, devices, and methods disclosed herein may include any of the components, features, and functions of any of the other examples of the systems, devices, and methods disclosed herein in any combination or sub-combination, and all such possibilities are intended to fall within the scope of the present invention.
The description of the different advantageous arrangements has been presented for purposes of illustration and description, but is not intended to be exhaustive or limited to the examples in the form disclosed. Many modifications and variations will be apparent to those of ordinary skill in the art. Additionally, the different advantageous examples may describe different advantages as compared to other advantageous examples. The example or examples selected are chosen and described in order to best explain the principles of the examples, the practical application, and to enable others of ordinary skill in the art to understand the disclosure for various examples with various modifications as are suited to the particular use contemplated.
Claims (6)
1. The utility model provides a work piece positioner of spherical cambered surface inner chamber which characterized in that: the device comprises a strip-shaped pressing plate, a base, two sliding blocks, a main shaft, two pin shafts, a spring and a spring seat;
the lower end of the main shaft is fixed on the base, and the main shaft is coaxial with the central shaft of the inner cavity of the spherical cambered surface;
the end surfaces of the two ends of the strip-shaped pressing plate are spherical arc convex surfaces and are matched with the spherical arc concave surfaces of the spherical arc inner cavities; the center of the strip-shaped plate is provided with a central through hole, and two ends of the strip-shaped plate are respectively provided with a pin hole;
each sliding block is provided with a waist-shaped hole, the end face of one end of each sliding block is a matching surface, and the matching surface is matched with the profile of the inner cavity of the area adjacent to the spherical arc concave surface;
the two pin shafts respectively penetrate through the pin holes, the pin shafts are in sliding fit with the pin holes, the lower ends of the pin shafts are fixed with the base, the upper ends of the pin shafts are provided with external threads and penetrate through the waist-shaped holes of the sliding blocks, and the external threads are in threaded fit with the nuts;
the main shaft penetrates through the central through hole, the upper end of the main shaft is fixedly connected with the spring seat, and the spring is arranged between the spring seat and the strip-shaped pressing plate.
2. The workpiece positioning device for the spherical arc surface inner cavity as claimed in claim 1, wherein: the main shaft is perpendicular to the base and fixed.
3. The workpiece positioning device for the spherical arc surface inner cavity as claimed in claim 1, wherein: the spring is a spiral spring, and the spring is sleeved on the main shaft.
4. The workpiece positioning device for the spherical arc surface inner cavity as claimed in claim 1, wherein: the aperture of the central through hole is larger than the outer diameter of the main shaft.
5. The workpiece positioning device for the spherical arc surface inner cavity as claimed in claim 1, wherein: the strip-shaped pressing plate is matched with the sliding block through a sliding groove.
6. The workpiece positioning device for the spherical arc surface inner cavity as claimed in claim 1, wherein: the spring seat and the main shaft are fixed into a whole through a lock pin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011197078.9A CN112476002B (en) | 2020-10-30 | 2020-10-30 | Workpiece positioning device for inner cavity of spherical cambered surface |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011197078.9A CN112476002B (en) | 2020-10-30 | 2020-10-30 | Workpiece positioning device for inner cavity of spherical cambered surface |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112476002A true CN112476002A (en) | 2021-03-12 |
| CN112476002B CN112476002B (en) | 2022-10-14 |
Family
ID=74927996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011197078.9A Active CN112476002B (en) | 2020-10-30 | 2020-10-30 | Workpiece positioning device for inner cavity of spherical cambered surface |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112476002B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113500538A (en) * | 2021-07-22 | 2021-10-15 | 成都浩孚科技有限公司 | Positioning tool for gluing optical spherical cover |
| CN114435738A (en) * | 2022-03-04 | 2022-05-06 | 中国航发沈阳发动机研究所 | Part placing protection structure |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09300155A (en) * | 1996-05-21 | 1997-11-25 | Kanzaki Kokyukoki Mfg Co Ltd | Work centering clamp device |
| CN202726584U (en) * | 2012-07-13 | 2013-02-13 | 湖南汉龙水电设备股份有限公司 | Lathe fixture |
| CN103586713A (en) * | 2013-11-06 | 2014-02-19 | 杭州九龙机械制造有限公司 | Special milling and drilling clamp and method for machining flywheel cover matched with numerical control rotary table |
| CN203448701U (en) * | 2013-07-16 | 2014-02-26 | 泉州佰源机械科技股份有限公司 | Finish turning clamp used in middle adjustment core of circular knitting machine |
| CN204639703U (en) * | 2015-06-05 | 2015-09-16 | 广东省嘉应机械厂 | The rough turn special fixture of a kind of drum endoporus |
| CN205021234U (en) * | 2015-08-14 | 2016-02-10 | 成都华川电装有限责任公司 | End cover journal stirrup milling fixture |
| CN105537986A (en) * | 2016-01-14 | 2016-05-04 | 大连瑞谷科技有限公司 | Automatic centering and clamping device and method |
| CN205996581U (en) * | 2016-06-23 | 2017-03-08 | 中国人民解放军第五七一九工厂 | Engine compressor disk anti-deformation machining tool fixture |
| US20170165801A1 (en) * | 2015-12-10 | 2017-06-15 | Hsu-Pin Chuang | Float type clamping mechanism |
| CN206561290U (en) * | 2017-03-20 | 2017-10-17 | 重庆中阔机械有限公司 | A kind of automobile air-conditioning compressor cylinder bodies fixture for processing |
| CN108058043A (en) * | 2017-12-23 | 2018-05-22 | 温岭市明华齿轮有限公司 | Zero-clearance is felt relieved and /V compresses pitch-line chuck |
| CN207656291U (en) * | 2017-11-09 | 2018-07-27 | 山西汾西重工有限责任公司 | Large thin-wall taper housing cavity end-face hole processing tool |
| CN208514124U (en) * | 2018-08-02 | 2019-02-19 | 西门子电机(中国)有限公司 | The positioning fixture positioned to workpiece and the numerically-controlled machine tool including the positioning fixture |
| CN209175307U (en) * | 2018-12-12 | 2019-07-30 | 中国航发湖南南方宇航工业有限公司 | A kind of ring-shaped thin-walled part fixture |
| CN209206987U (en) * | 2018-11-08 | 2019-08-06 | 一拖(洛阳)汇德工装有限公司 | A kind of self-centering clamping device for machine tooling |
| CN209223631U (en) * | 2018-12-12 | 2019-08-09 | 绵阳云飞精工机械有限公司 | The fixture of vehicle bridge cross axle |
-
2020
- 2020-10-30 CN CN202011197078.9A patent/CN112476002B/en active Active
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09300155A (en) * | 1996-05-21 | 1997-11-25 | Kanzaki Kokyukoki Mfg Co Ltd | Work centering clamp device |
| CN202726584U (en) * | 2012-07-13 | 2013-02-13 | 湖南汉龙水电设备股份有限公司 | Lathe fixture |
| CN203448701U (en) * | 2013-07-16 | 2014-02-26 | 泉州佰源机械科技股份有限公司 | Finish turning clamp used in middle adjustment core of circular knitting machine |
| CN103586713A (en) * | 2013-11-06 | 2014-02-19 | 杭州九龙机械制造有限公司 | Special milling and drilling clamp and method for machining flywheel cover matched with numerical control rotary table |
| CN204639703U (en) * | 2015-06-05 | 2015-09-16 | 广东省嘉应机械厂 | The rough turn special fixture of a kind of drum endoporus |
| CN205021234U (en) * | 2015-08-14 | 2016-02-10 | 成都华川电装有限责任公司 | End cover journal stirrup milling fixture |
| US20170165801A1 (en) * | 2015-12-10 | 2017-06-15 | Hsu-Pin Chuang | Float type clamping mechanism |
| CN105537986A (en) * | 2016-01-14 | 2016-05-04 | 大连瑞谷科技有限公司 | Automatic centering and clamping device and method |
| CN205996581U (en) * | 2016-06-23 | 2017-03-08 | 中国人民解放军第五七一九工厂 | Engine compressor disk anti-deformation machining tool fixture |
| CN206561290U (en) * | 2017-03-20 | 2017-10-17 | 重庆中阔机械有限公司 | A kind of automobile air-conditioning compressor cylinder bodies fixture for processing |
| CN207656291U (en) * | 2017-11-09 | 2018-07-27 | 山西汾西重工有限责任公司 | Large thin-wall taper housing cavity end-face hole processing tool |
| CN108058043A (en) * | 2017-12-23 | 2018-05-22 | 温岭市明华齿轮有限公司 | Zero-clearance is felt relieved and /V compresses pitch-line chuck |
| CN208514124U (en) * | 2018-08-02 | 2019-02-19 | 西门子电机(中国)有限公司 | The positioning fixture positioned to workpiece and the numerically-controlled machine tool including the positioning fixture |
| CN209206987U (en) * | 2018-11-08 | 2019-08-06 | 一拖(洛阳)汇德工装有限公司 | A kind of self-centering clamping device for machine tooling |
| CN209175307U (en) * | 2018-12-12 | 2019-07-30 | 中国航发湖南南方宇航工业有限公司 | A kind of ring-shaped thin-walled part fixture |
| CN209223631U (en) * | 2018-12-12 | 2019-08-09 | 绵阳云飞精工机械有限公司 | The fixture of vehicle bridge cross axle |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113500538A (en) * | 2021-07-22 | 2021-10-15 | 成都浩孚科技有限公司 | Positioning tool for gluing optical spherical cover |
| CN114435738A (en) * | 2022-03-04 | 2022-05-06 | 中国航发沈阳发动机研究所 | Part placing protection structure |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112476002B (en) | 2022-10-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112476002B (en) | Workpiece positioning device for inner cavity of spherical cambered surface | |
| CN203317105U (en) | Repeatable positioning fixture for turning | |
| CN108213998A (en) | A kind of support arm part multistage lathe fixture | |
| CN205798983U (en) | For processing the vertical process center fixture of bearing block radial hole | |
| CN104708475A (en) | Turning method for flange plate | |
| CN111842962B (en) | A tool holding device for boring special-shaped holes | |
| CN104669020A (en) | Flange plate lathe clamp | |
| CN201735911U (en) | Gear self-centering micro taper sleeve fixture | |
| CN204976114U (en) | Accurate directional locking anchor clamps of simple and easy quick clamping | |
| CN215968510U (en) | Assembling tool for conical part | |
| CN111037343A (en) | Clamp for ensuring centering processing of frame parts and use method thereof | |
| CN216176871U (en) | Drilling mould | |
| CN216463097U (en) | Elastic clamping and tensioning device for machining special-shaped part | |
| CN206912763U (en) | A kind of Pneumatic quick-replacing device | |
| CN210255914U (en) | Non-magnetic electric screwdriver bit | |
| CN215825105U (en) | Cam grinding clamp for cam shaft | |
| CN205519804U (en) | Motor flange jig | |
| CN211072761U (en) | Positioning tool | |
| CN209520452U (en) | A kind of wire cutting machine tool special fixture | |
| CN220073938U (en) | Vertical machining device for inclined shaft type motor pressing disc | |
| CN220331020U (en) | Frock is used in processing of hemisphere thin wall part | |
| CN215659050U (en) | Dovetail groove type clamp | |
| CN219818302U (en) | Positioning device for spherical part | |
| CN211915522U (en) | Guide rod finish turning inner hole device | |
| CN222754471U (en) | A sootblower nozzle drilling fixture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |