CN112453933A - Tool transposition device for lathe tailstock - Google Patents
Tool transposition device for lathe tailstock Download PDFInfo
- Publication number
- CN112453933A CN112453933A CN201910844543.4A CN201910844543A CN112453933A CN 112453933 A CN112453933 A CN 112453933A CN 201910844543 A CN201910844543 A CN 201910844543A CN 112453933 A CN112453933 A CN 112453933A
- Authority
- CN
- China
- Prior art keywords
- cutter
- hole
- mounting sleeve
- rotating body
- tailstock
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000017105 transposition Effects 0.000 title claims abstract description 10
- 238000000034 method Methods 0.000 claims description 5
- 238000009434 installation Methods 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 238000010079 rubber tapping Methods 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turning (AREA)
Abstract
The invention relates to a cutter transposition device for a lathe tailstock, which comprises a tailstock connecting seat and a rotating body, wherein the tailstock connecting seat is used for being fixed on the lathe tailstock, and the rotating body is rotatably and adjustably assembled on the tailstock connecting seat; the rotating body is provided with a cutter fixing hole, the bottom wall of the cutter fixing hole is provided with a screw hanging through hole, and the side wall of the hole is provided with a jackscrew hole; the axis of the jackscrew hole is obliquely arranged relative to the axis of the cutter fixing hole, and the inner end of the jackscrew hole faces to the bottom of the cutter fixing hole. The invention adopts the inclined jackscrew hole to increase the axial force of the cutter mounting sleeve, so that greater friction is formed between the cutter mounting sleeve and the stop surface on the rotating body, and the cutter is better prevented from being loosened due to overlarge torque during working.
Description
Technical Field
The invention relates to the field of lathe machining, in particular to a tool transposition device for a lathe tailstock.
Background
When a common lathe is used for processing holes and has a plurality of processes (drilling, expanding, reaming or tapping), the processing method is that a drill bit is arranged on a lathe tailstock, and the drill bit is detached after the drilling is finished; and then installing the reamer, after reaming, detaching the reamer, installing a reamer or a screw tap, reaming or tapping, and after reaming or tapping, carrying out next working cycle, wherein the operation process is excessively complicated and the efficiency is low. In addition, for forming tools such as taps and reamers, floating tool holders are often required to be arranged to realize floating clamping, for example, patent documents with publication number CN103831633A and publication number 2016, 6, month and 4, and patent documents with publication number CN202984701U and publication number 2013, 6, month and 13, to improve the machining accuracy.
In order to solve the technical problem that a tool needs to be repeatedly assembled and disassembled in the machining process, the conventional tool transposition device for the lathe tailstock comprises a rotating body and a tailstock connecting seat, wherein the tailstock connecting seat is used for being installed at the tail part of a machine tool, a tool installing hole is formed in the rotating body for installing various tools, and the rotating body is rotated according to different processes to enable the tool to rotate to the spindle axis of the machine tool, so that the technical problem that the tool changing process is too complicated is solved. The cutter in the above document is fixed on the rotating body by the fastening screw and the suspending screw, but the cutter needs to bear a large torque when working, so that the cutter is easy to loosen when in use, and normal processing is affected.
Disclosure of Invention
The invention aims to provide a tool transposition device for a lathe tailstock, which solves the problem that a tool on the existing tool transposition device is easy to loosen.
In order to solve the technical problems, the invention adopts the following technical scheme:
tool indexing device for lathe tailstocks: comprises a tailstock connecting seat and a rotating body;
the tailstock connecting seat is used for being fixed on a lathe tailstock, and the rotating body is rotatably and adjustably assembled on the tailstock connecting seat to switch different cutters;
the rotating body is provided with a cutter fixing hole, the bottom wall of the cutter fixing hole is provided with a screw hanging through hole, and the side wall of the hole is provided with a jackscrew hole;
the axis of the jackscrew hole is obliquely arranged relative to the axis of the cutter fixing hole, and the inner end of the jackscrew hole faces to the bottom of the cutter fixing hole.
Has the advantages that: the tool or the tool mounting sleeve for mounting the tool is inserted into the tool fixing hole when in use and forms stop matching with the rotating body along the axial direction of the tool fixing hole, the jacking screw hole which is obliquely arranged is adopted in the scheme, so that the jacking screw can provide axial and radial forces for the tool or the tool mounting sleeve, the axial force can increase the friction between the tool or the tool mounting sleeve and the stop surface on the rotating body, the radial force can prop tightly against the tool or the tool mounting sleeve, and the resistance moment of the rotation of the tool is increased under the combined action of the two forces, so that the stability of the tool or the tool mounting sleeve is enhanced, the stable work of the tool when bearing larger torque is ensured, and the condition that the normal processing is influenced due to the loosening phenomenon of the larger torque when the tool works is avoided.
As a preferred technical scheme, the outer peripheral surface of the rotating body comprises a cylindrical surface part and a circular table surface part, and the cylindrical surface part is arranged close to the tailstock connecting seat; the cutter fixing hole is formed in the circular truncated cone portion, and the jackscrew hole is formed in the cylindrical portion, so that the jackscrew hole is obliquely arranged relative to the axis of the cutter fixing hole.
Has the advantages that: the cylindrical surface is provided with the jackscrew hole which is vertical to the axis of the rotating body, so that the jackscrew hole which is inclined relative to the axis of the cutter fixing hole can be conveniently formed, and the processing is convenient.
In a preferred embodiment, the axis of the jackscrew hole is perpendicular to and intersects with the axis of the rotary body.
Has the advantages that: the scheme ensures that the axis of the rotating body is positioned in the plane where the axis of the jackscrew hole and the axis of the cutter fixing hole are positioned, and after the three axes are coplanar, the jackscrew can be vertically contacted with the cutter or the cutter mounting sleeve, so that the jackscrew can better apply acting force on the cutter or the cutter mounting sleeve, and greater friction is provided.
As a preferred technical scheme, the cutter transposition device further comprises a cutter mounting sleeve, the cutter mounting sleeve is inserted into the cutter fixing hole, a cutter mounting hole for fixedly mounting a cutter is formed in the cutter mounting sleeve, and the inner end of the jackscrew hole corresponds to the cutter mounting sleeve.
Has the advantages that: set up cutter installation cover, the cutter of the multiple difference of dismouting of being convenient for to avoid jackscrew and cutter direct contact because of the great impaired condition of working strength.
As a preferred technical scheme, the cutter mounting sleeve comprises a forming cutter mounting sleeve and a drill bit mounting sleeve, the forming cutter mounting sleeve is used for floating mounting of a forming cutter, and the drill bit mounting sleeve is used for fixed mounting of a drill bit.
Has the advantages that: when the forming cutter is used for processing a workpiece, the floating installation is adopted, so that the position error of the cutter relative to the workpiece can be eliminated, and the processing precision is improved.
Drawings
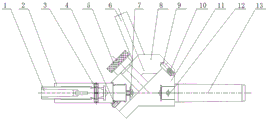
FIG. 1 is a schematic view of a tool indexing device for a lathe tailstock;
FIG. 2 is a front view of the tailstock connecting seat;
FIG. 3 is a view of the tailstock connecting seat in the direction A;
fig. 4 is a right side view of the rotating body;
fig. 5 is a front view of the rotating body;
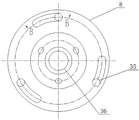
fig. 6 is a sectional view in the direction of the pin positioning hole B-B of the rotary body;
in the figure: 1. the floating head, 2, a forming cutter mounting sleeve, 3, a connecting pin, 4, a set screw, 5 a compression nut, 6, a drill bit mounting sleeve, 7, a hoisting screw, 8, a rotating body, 9, a positioning pin, 10, a compression spring, 11, a tailstock connecting seat, 12, a taper shank fixing pin, 13, a taper shank, 21, a locking thread, 22, a rotating body rotating shaft, 23, a locking surface, 24, an elastic pin mounting hole, 25, a taper shank fixing pin hole, 26, a taper shank mounting hole, 31, a top screw hole, 32, a cutter fixing hole, 33, a hoisting screw through hole, 35, an elastic pin positioning hole, 36 and a rotating body rotating hole.
Detailed Description
The following further describes embodiments of the present invention with reference to the drawings.
In one embodiment of the multi-bit drill with lathe tailstock of the present invention, as shown in fig. 1, the tool indexing device for lathe tailstock comprises a tailstock connecting seat 11 and a rotating body 8.
As shown in fig. 1 and 2, the taper shank installation hole 26 is formed in a side surface of a main body portion of the tailstock connection base 11, the taper shank fixing pin hole 25 is formed in a hole wall of the taper shank installation hole 26, in order to ensure the fitting accuracy of the taper shank 13 and the tailstock connection base 11, the taper shank 13 and the taper shank installation hole 26 are in interference fit, and the taper shank 13 is fixed on the tailstock connection base 11 through the taper shank fixing pin 12 penetrating through the taper shank fixing pin hole 25. The tailstock connecting seat 11 is a revolving body structure, and a surface of the tailstock connecting seat 11, which is used for being tightly attached to the revolving body 8, is a locking surface 23, as shown in fig. 2, 3 and 4.
As shown in fig. 4 and 5, the outer peripheral surface of the rotating body 8 includes a cylindrical surface portion and a circular table portion, and the cylindrical surface portion is disposed near the tailstock attachment base 11. Three cutter fixing holes 32 are uniformly distributed on the circular truncated cone part of the rotating body 8, the axes of the three holes are intersected at one point, the intersection point is on the rotating axis of the rotating body 8, and the cutter fixing holes 32 are used for installing cutter installing sleeves; as shown in fig. 1, the cutter mounting sleeve includes a forming cutter mounting sleeve 2 and a drill mounting sleeve 6, a fastening screw through hole 33 is formed in a hole bottom wall of the cutter fixing hole 32, and a fastening screw 7 is connected with an internal thread formed at a bottom end of the cutter mounting sleeve through the fastening screw through hole 33, so that the cutter mounting sleeve is mounted on the rotary body 8. The shaping sword installing sleeve 2 is used for installing the shaping cutter, and shaping sword installing sleeve 2 is including unsteady head 1, and unsteady head 1 floats through connecting pin 3 and sets up in the main part of shaping sword installing sleeve, and the overall dimension of unsteady head 1 is less than the size of the main part hole of shaping sword installing sleeve. The floating head 1 can be used for fixedly mounting the forming cutter and realizing the floating of the forming cutter, and the floating structure is the prior art and is not described in detail herein.
As shown in fig. 5, a threading hole 31 is provided on the hole side wall of the tool holding hole 32, and the threading hole 31 passes through the cylindrical surface of the rotary body 8, and its axis is perpendicular to and intersects with the axis of the rotary body 8 so that its axis is disposed obliquely with respect to the axis of the tool holding hole 32. The axis of the jackscrew hole 31 is located in the plane where the axis of the rotating body 8 and the axis of the cutter fixing hole 32 are located, the inner end of the jackscrew hole 31 faces the bottom of the cutter fixing hole 32, the set screw 4 is installed in the jackscrew hole 31 to form a jackscrew, force in the axial direction and the radial direction can be provided for the cutter mounting sleeve, the friction between the cutter mounting sleeve and the stop surface on the rotating body 8 is increased by the force in the axial direction, the cutter mounting sleeve is tightly pressed by the force in the radial direction, the resistance moment of the cutter rotation is increased under the combined action of the two forces, and the stability of the cutter mounting sleeve is improved.
The elastic pin mounting hole 24 is formed in the locking face 23 of the tailstock connecting seat 11, the compression spring 10 and the positioning pin 9 are arranged in the elastic pin mounting hole 24, the rotating body 8 and the tailstock connecting seat 11 guarantee positioning accuracy through the positioning pin 9, 3 circular arc-shaped positioning pin guide rails are arranged on the bottom face of the rotating body, the 3 guide rails are arranged on the same circumference, as shown in fig. 6, the guide rails have an inclination angle of 15 degrees, gradually ascend in the anticlockwise direction from the bottom of the elastic pin positioning hole 35, and finally are located on the same plane with the locking face 23 of the tailstock connecting seat 11.
The rotating body 8 is connected to the rotating body rotating shaft 22 through the rotating body rotating hole 36, the rotating body rotating shaft 22 is a screw, and the polished rod part is in clearance fit with the rotating body rotating hole. The top is provided with a locking thread 21, and the rotating body 8 and the tailstock connecting seat 11 can be locked by tightening the compression nut 5.
When the forming cutter mounting sleeve is used, the forming cutter mounting sleeve 2 and the drill bit mounting sleeve 6 are arranged on the rotating body 8 through the cutter fixing hole 32, the hoisting screw 7 is used for connecting the cutter mounting sleeve, the cutter mounting sleeve and the rotating body 8 form blocking fit along the axial direction of the cutter fixing hole 32, the set screw 4 is used for providing axial and radial forces, a cutter can generate larger torque during working, under the combined action of the hoisting screw 7 and the set screw 4, larger friction is formed between the cutter mounting sleeve and the blocking surface on the rotating body 8, and the cutter mounting sleeve is fastened in the cutter fixing hole 32, so that the phenomenon of looseness is avoided, and normal processing is influenced.
In the above embodiments, the jack screw hole is installed on the cylindrical surface portion of the rotary body 8, and in other embodiments, the jack screw hole may be installed at other positions, for example, on the circular truncated cone portion or the top surface of the circular truncated cone portion.
In the above embodiment, only one jackscrew hole 31 is provided on the sidewall of the tool fixing hole 32, in other embodiments, more than two jackscrew holes may be provided on the sidewall of the tool fixing hole 32, for example, one jackscrew hole is further provided on the hole wall of the tool fixing hole 32, the jackscrew hole passes through the top surface of the circular table portion of the rotating body 8, and forms a symmetrical structure with the jackscrew hole 7, or three evenly distributed jackscrew holes are provided along the circumference on the hole wall of the tool fixing hole 32. In addition, in the above-mentioned embodiment, the axis of the jackscrew hole is perpendicular to and intersects with the axis of the rotating body, and in other embodiments, the axis of the jackscrew hole may be inclined with respect to the axis of the rotating body and may be arranged in a non-intersecting manner.
In the above embodiments, the tool indexing means comprises a tool mounting sleeve, and in other embodiments, the tool can be directly fixed according to actual conditions, for example, the tool mounting sleeve is omitted, and each tool is directly mounted in the tool fixing hole.
In the above embodiment, the middle of the tool fixing hole 32 of the rotating body 8 is provided with a step-shaped stopping structure, and in other embodiments, a two-step stopping structure may be adopted, for example, a step-shaped stopping structure is further provided at the hole edge of the tool fixing hole 32 of the tailstock connecting seat 11.
Claims (5)
1. The cutter transposition device for the lathe tailstock comprises a tailstock connecting seat and a rotating body;
the tailstock connecting seat is used for being fixed on a lathe tailstock, and the rotating body is rotatably and adjustably assembled on the tailstock connecting seat to switch different cutters;
the rotating body is provided with a cutter fixing hole, the bottom wall of the cutter fixing hole is provided with a screw hanging through hole, and the side wall of the hole is provided with a jackscrew hole;
the method is characterized in that: the axis of the jackscrew hole is obliquely arranged relative to the axis of the cutter fixing hole, and the inner end of the jackscrew hole faces to the bottom of the cutter fixing hole.
2. The tool indexing device for a lathe tailstock according to claim 1, characterized in that: the periphery of the rotating body comprises a cylindrical surface part and a circular table surface part, and the cylindrical surface part is arranged close to the tailstock connecting seat;
the cutter fixing hole is formed in the circular truncated cone portion, and the jackscrew hole is formed in the cylindrical portion, so that the jackscrew hole is obliquely arranged relative to the axis of the cutter fixing hole.
3. Tool indexing device for lathe tailstocks according to claim 1 or 2, characterized in that: the axis of the jackscrew hole is perpendicular to and intersects with the axis of the rotary body.
4. Tool indexing device for lathe tailstocks according to claim 1 or 2, characterized in that: the cutter transposition device further comprises a cutter mounting sleeve, the cutter mounting sleeve is inserted into the cutter fixing hole, a cutter mounting hole for fixedly mounting a cutter is formed in the cutter mounting sleeve, and the inner end of the jackscrew hole corresponds to the cutter mounting sleeve.
5. The tool indexing device for a lathe tailstock according to claim 4, characterized in that: the cutter mounting sleeve comprises a forming cutter mounting sleeve and a drill bit mounting sleeve, the forming cutter mounting sleeve is used for floating mounting of a forming cutter, and the drill bit mounting sleeve is used for fixed mounting of a drill bit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910844543.4A CN112453933A (en) | 2019-09-06 | 2019-09-06 | Tool transposition device for lathe tailstock |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910844543.4A CN112453933A (en) | 2019-09-06 | 2019-09-06 | Tool transposition device for lathe tailstock |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112453933A true CN112453933A (en) | 2021-03-09 |
Family
ID=74807746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910844543.4A Pending CN112453933A (en) | 2019-09-06 | 2019-09-06 | Tool transposition device for lathe tailstock |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112453933A (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB543428A (en) * | 1940-08-19 | 1942-02-25 | Harry Cyril France | Improvements in or relating to machine tool-holders |
| CN2069321U (en) * | 1990-06-25 | 1991-01-16 | 程刚 | Multifunctional combined fixture |
| CN2134250Y (en) * | 1992-10-08 | 1993-05-26 | 中国华北电力联合公司北京电力设备总厂 | Changeable cone sleeve of boring stem |
| CN200974182Y (en) * | 2006-10-31 | 2007-11-14 | 扬动股份有限公司 | Tool transposition device |
| CN203696144U (en) * | 2014-03-02 | 2014-07-09 | 四川航达机电技术开发服务中心 | Reamer bar |
| CN208374296U (en) * | 2018-05-29 | 2019-01-15 | 佛山市昕锐切削工具制造有限公司 | A kind of combined type forming cutter |
| CN210756440U (en) * | 2019-09-06 | 2020-06-16 | 河南森源电气股份有限公司 | Tool transposition device for lathe tailstock |
-
2019
- 2019-09-06 CN CN201910844543.4A patent/CN112453933A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB543428A (en) * | 1940-08-19 | 1942-02-25 | Harry Cyril France | Improvements in or relating to machine tool-holders |
| CN2069321U (en) * | 1990-06-25 | 1991-01-16 | 程刚 | Multifunctional combined fixture |
| CN2134250Y (en) * | 1992-10-08 | 1993-05-26 | 中国华北电力联合公司北京电力设备总厂 | Changeable cone sleeve of boring stem |
| CN200974182Y (en) * | 2006-10-31 | 2007-11-14 | 扬动股份有限公司 | Tool transposition device |
| CN203696144U (en) * | 2014-03-02 | 2014-07-09 | 四川航达机电技术开发服务中心 | Reamer bar |
| CN208374296U (en) * | 2018-05-29 | 2019-01-15 | 佛山市昕锐切削工具制造有限公司 | A kind of combined type forming cutter |
| CN210756440U (en) * | 2019-09-06 | 2020-06-16 | 河南森源电气股份有限公司 | Tool transposition device for lathe tailstock |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20090206559A1 (en) | Eccentric collet chuck for CNC lathe adjustment the concentricity and misalignment | |
| CN208132473U (en) | A kind of fixture to drill on gear face | |
| CN113976954B (en) | Multi-angle inclined hole machining clamp and method | |
| CN210756440U (en) | Tool transposition device for lathe tailstock | |
| CN202291525U (en) | Rotary positioning drilling jig clamp | |
| CN107953110A (en) | Instrument and method for the processing of diesel engine base base bearing screw hole | |
| CN112157297A (en) | Round pin centering single-limit side pressure locking crown drill bit | |
| CN112453933A (en) | Tool transposition device for lathe tailstock | |
| CN212551899U (en) | Twist drill with adjustable length | |
| CN210756617U (en) | Adjustable double-eccentric sleeve machining device | |
| CN210254387U (en) | Tool for controlling drilling depth of machine tool | |
| CN209773483U (en) | Deep hole drill bit for processing graphite material with adjustable aperture | |
| CN211840325U (en) | Alloy saw blade milling cutter with support structure | |
| CN107335815B (en) | Concave center structure | |
| CN112756643A (en) | Multi-station rotary tool rest | |
| CN211708265U (en) | Adjustable shaping reamer | |
| CN215392654U (en) | Follow-up tool shank for radial drilling machine | |
| CN216632705U (en) | Drill bit of miniature size drilling processing | |
| CN111215698A (en) | High-precision reamer capable of bidirectionally adjusting diameter | |
| CN220547933U (en) | Vertical turning mold | |
| CN212169587U (en) | Drilling and tapping positioning device convenient for chip removal | |
| CN213917068U (en) | Adjusting mechanism of tool bit mounting seat | |
| CN218964137U (en) | Novel bore reamer | |
| CN210755577U (en) | Reamer with auxiliary support | |
| CN219562252U (en) | Workpiece positioning pin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |