CN112118936A - 具有受控的柔性研磨构件的偏斜量的动力磨刀器 - Google Patents
具有受控的柔性研磨构件的偏斜量的动力磨刀器 Download PDFInfo
- Publication number
- CN112118936A CN112118936A CN201980032375.7A CN201980032375A CN112118936A CN 112118936 A CN112118936 A CN 112118936A CN 201980032375 A CN201980032375 A CN 201980032375A CN 112118936 A CN112118936 A CN 112118936A
- Authority
- CN
- China
- Prior art keywords
- sharpener
- abrasive
- cutting edge
- cutting tool
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 194
- 230000007935 neutral effect Effects 0.000 claims description 29
- 239000012530 fluid Substances 0.000 claims 2
- 239000000463 material Substances 0.000 description 34
- 230000007246 mechanism Effects 0.000 description 19
- 238000000034 method Methods 0.000 description 13
- 238000010273 cold forging Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 230000008901 benefit Effects 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 230000000670 limiting effect Effects 0.000 description 6
- 230000000712 assembly Effects 0.000 description 5
- 238000000429 assembly Methods 0.000 description 5
- 239000012528 membrane Substances 0.000 description 5
- 238000010276 construction Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 239000013598 vector Substances 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000009977 dual effect Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 239000006249 magnetic particle Substances 0.000 description 2
- 239000002991 molded plastic Substances 0.000 description 2
- 239000002436 steel type Substances 0.000 description 2
- 244000208734 Pisonia aculeata Species 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- -1 but not limited to Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000001151 other effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 210000003813 thumb Anatomy 0.000 description 1
Images











































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/002—Machines or devices using grinding or polishing belts; Accessories therefor for grinding edges or bevels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/36—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades
- B24B3/52—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades of shear blades or scissors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/36—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades
- B24B3/54—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of cutting blades of hand or table knives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
用于磨锐具有切削刃(136)的切削工具(130)的设备(100、400、400A,400B,700、800、900),所述切削工具例如是但不限于厨刀。柔性研磨构件(112、406、702、802、930)由第一支撑构件(110、114、120、408、410、422、714、716、718、806、808、810、958)支撑,并且由电动机(106、952)驱动移动。引导组件(118、412、414、720、722)在磨锐操作期间支撑所述切削工具,在磨锐操作中切削刃抵靠移动的研磨构件的接触区域(198、936)。在某些方面,压板构件(604、730、820、900)施加偏压力以使柔性研磨构件朝向所述接触区域移位超过由所述第一支撑构件建立的初始切平面(615,911A,962)。在其他方面,碎屑管理系统使用叶轮(416、428)产生气流,将来自磨锐操作的碎屑引导到其中设置有磁体(442)的壳体腔(438)。该磁体构造成磁性地保持所述碎屑的至少一部分。
Description
背景技术
切削工具可用于多种应用中,以从工件上切削或以其他方式去除材料。各种切削工具在本领域中是众所周知的,包括但不限于刀、剪刀、剪、刀片、凿子、大砍刀、锯、钻头等。
切削工具通常具有一个或多个横向延伸的、笔直或曲线形的切削刃,沿这些切削刃施加压力以进行切削。切削刃通常沿相对的表面(斜面)的相交处定义,该相对的表面(斜面)相交于沿着切削刃的线。
在某些切削工具中,例如许多类型的常规厨房用刀,其相对表面通常是对称的。其他切削工具,例如许多类型的剪刀和凿子,具有基本在法线方向上延伸的第一相对表面和相对于第一表面倾斜的第二相对表面。
可以使用复杂的刀片几何形状,例如以不同的各自角度倾斜到切削刃的多组斜面。也可以沿切削刃设置扇贝形状或其他不连续的特征,例如在锯齿刀的情况下。
长时间使用后,切削工具会逐渐变钝,因此可能需要对钝化的切削工具进行磨锐操作,以使切削刃恢复到更高的锐利度。本领域中已知多种磨锐技术,包括使用砂轮、磨石、磨料布、研磨带等。
发明内容
本公开的各种实施例总体上涉及一种用于磨锐具有带有切削刃的刀片部分的切削工具的设备,所述切削工具例如是但不限于厨刀。
在一些实施例中,磨刀器具有柔性研磨构件,该柔性研磨构件由电动机驱动移动并且由至少第一支撑构件支撑为沿着具有相对的近端和远端的中性平面。柔性研磨构件具有带研磨表面的前侧和与所述前侧相对的背侧。引导组件邻近所述柔性研磨构件以在磨锐操作期间支撑切削工具,在磨锐操作中切削工具的切削刃抵靠在柔性研磨构件上,该引导组件具有侧面支撑表面和刃引导表面,所述侧面支撑表面用于接触地支撑切削工具的侧表面,所述刃引导表面用于与此同时接触地支撑切削工具的切削刃的第一部分,而切削工具的切削刃的第二部分与此同时抵靠在所述研磨表面的接触区域上。压板构件设置为在所述中性平面的近端和远端之间在与所述接触区域相反的一侧接触地支撑所述柔性研磨构件的背面,所述压板构件施加偏压力以使所述柔性研磨构件朝向所述接触区域移位超过由所述第一支撑构件建立的初始切平面。
在其他实施例中,磨刀器具有柔性研磨构件,该柔性研磨构件具有带研磨表面的前侧和与所述前侧相对的背侧。引导组件邻近柔性研磨构件以在磨锐操作期间支撑切削工具,在磨锐操作中切削刃抵靠在柔性研磨构件的研磨表面上,该引导组件具有侧面支撑表面和刃引导表面,所述侧面支撑表面用于接触地支撑所述切削工具的侧表面,所述刃引导表面用于与此同时接触地支撑所述切削工具的切削刃的第一部分,而所述切削工具的切削刃的第二部分与此同时抵靠所述研磨表面的具有所需表面压力分布的接触区域。电动机构造成驱动所述柔性研磨构件相对于所述切削刃的第二部分移动。壳体中设置有所述柔性研磨构件和所述电动机。进一步提供了碎屑管理系统,其具有叶轮和磁体。叶轮构造成产生气流,该气流将由所述切削刃的第二部分与移动的所述柔性研磨构件的接触而产生的碎屑引导至所述壳体的其中设置有所述磁体的腔中,该磁体构造成磁性地保持所述碎屑的至少一部分。
通过结合附图阅读以下详细描述,可以理解各种实施例的这些和其他特征以及优点。
附图说明
图1提供了根据本公开的各种实施例构造和操作的倾斜角研磨带磨刀器的功能框图。
图2A是图1的磨刀器的各方面的示意图。
图2B更详细地示出了图2A的研磨带的总体剖视图。
图3示出图1的磨刀器的根据一些实施例的倾斜角机构,该倾斜角机构在厨刀上施加带倾斜角的磨锐操作。
图4示出了由图3的根据一些实施例的倾斜角机构赋予厨刀的斜角。
图5是图3-图4的厨刀和研磨带的相对布置的等轴视图。
图6A和图6B分别示出了由图3所示的倾斜带机构引起的分别在邻近研磨带的后边缘处和邻近研磨带的前边缘处的研磨带偏斜的不同相对量。
图7A至图7E示出了根据其他实施例的替代性倾斜带机构的各方面。
图8A和图8B示出了在磨锐操作期间的图7的刀,与图7A至图7E相比,具有另一倾斜带机构。
图9A和图9B示出了可以在一些实施例中使用的另一种倾斜带机构。
图10A至图10D示出了根据另外的实施例,与图9A和图9B中的机构相似的另一倾斜带机构。
图11A至图11C更详细地示出了图10A至图10D的倾斜带机构的各方面。
图12A至图12D根据另外的实施例,示出类似于图1的磨刀器的倾斜角研磨带磨刀器的各个视图。
图13A和图13B根据另外的实施例,示出了类似于图12A至图12D的磨刀器的倾斜角研磨带磨刀器的各个视图。
图14更详细地示出了图13A至图13B的倾斜角研磨带磨刀器。
图15A至图15C根据一些实施例,示出了图14的磨刀器的风机叶轮组件。
图16是图14的磨刀器的局部剖视图,其示出了根据一些实施例的切屑管理系统的各方面。
图17A至图17C根据本公开的其他实施方式,示出了的手持式手动磨刀器。
图18示出了结合于图17A至图17C的磨刀器中的滚花辊形式的冷锻构件。
图19A至图19C示出了在一些实施例中冷锻构件的使用。
图20A至图20E示出了由冷锻构件在工具的切削刃中形成的冷锻通道或凹口。
图21示出了类似于图14的磨刀器的具有根据其他实施例的压板构件的另一种倾斜角磨刀器。
图22A至图22E根据各种实施例,示出了压板构件的各方面。
图23根据其他实施例,示出了具有压板构件的另一种磨刀器。
图24A至24C示出了在各种实施例中图23的压板构件的其他方面。
图25A至25C示出了根据其他实施例的具有压板构件的磨刀器的其他方面。
图26A至26C示出了可以使用本公开的各种实施例获得的不同的切削工具几何形状。
图27A和27B示出了根据另外的实施例构造的弹簧偏置的压板构件。
图28在另外的实施例中,示出了具有图18的滚花辊的另一种磨刀器。
图29示出了根据另外的实施例的呈可旋转的柔性研磨盘形式的柔性研磨构件。
图30A和30B示出了在一些实施例中,图29的研磨盘的替代的侧视立面构造。
图31A示出了处于静止、非旋转取向的研磨盘。
图31B示出了旋转期间的研磨盘。
图32A是使用类似于图9A-9B中所讨论的支撑构件的固定支撑构件的旋转研磨盘的侧视图。
图32B是图32A的装置的正视图。
图33A是使用类似于图10A-10D中讨论的支撑构件的可旋转支撑构件的旋转研磨盘的侧视图。
图33B是图33A的装置的正视图33A。
图34示出了在一些实施例中的一对轴向布置的研磨盘,以促进双面磨锐。
图35是在一些实施例中使用诸如图34中的构造的研磨盘的动力工具磨刀器的等轴视图。
具体实施方式
通常,可以采用所谓的松紧带磨锐技术来使用动力驱动的环形研磨带来磨锐诸如刀之类的切削工具的切削刃。在转让给本申请的受让人的美国专利No.8,696,407中提供了一种松弛带动力磨刀器的一个非限制性示例。
正如407专利中更全面地讨论的那样,松紧带磨锐通常涉及使用研磨带的无支撑区域以适当的推进角(斜角)接触刀或其他切削工具的切削刃,从而使研磨带的一部分变形至离开中性平面(该中性平面例如是研磨带的在一对皮带支撑件例如一对辊之间延伸的平面范围)。皮带的偏斜通常会引起与沿刀片长度方向的切削刃的曲线形变化相关的少量扭曲效果。
这样,使用者可以跨着移动的研磨带拉动切削刃,皮带将自动调整以跟随切削刃的轮廓,与此同时研磨带沿着刀的刀片部分去除材料。通过对刀片的相对侧部进行相应的磨锐操作,可以有效地产生锐化的切削刃。
在可操作的同时,使用这些和其他形式的松紧带磨刀器的一个限制是沿刀片长度方向的材料去除量(例如,所谓的材料脱离率或MTO率)不均匀。某些类型的切削工具,例如厨刀,往往具有曲线延伸的切削刃,该切削刃在刀柄附近具有相对较小的曲率,而在刀片尖端附近具有越来越大的曲率。在这样的刀中,已经发现,研磨带的无支撑部分可能趋于在刀柄附近的刀片基部处去除太少的材料,而在尖端附近去除太多的材料。引起这种变化的一个因素是研磨带中引起的偏斜(扭曲)量。通常,偏斜越大,局部表面压力就越高,相应的MTO率也就越高。
随之而来的是,某些研磨带磨锐操作可能导致刀片的尖端变圆,而不是将尖端保持为尖锐的、轮廓分明的点,并且紧邻刀柄附近的切削刃不完全锐化。尽管用户可能能够通过控制刀片跨研磨带的推进和拉回来减轻这些和其他影响,但是本公开的各种实施例呈现了许多操作特征,这些操作特征可以促进更容易、更一致的研磨带磨锐操作,从而减少在磨锐过程中的表面压力和相应的MTO率的这种变化。
如下所述,这些特征包括使用在本文中被共同和/或不同地称为“倾斜角研磨带磨锐”的特征。通常,倾斜角研磨带磨锐,也称为“改进的松紧带磨锐”,是指一种新颖的磨刀器构造和方法,其特意地在刀具或其他切削工具的切削刃与研磨带之间引起选定的非正交对准,以更好地跨整个研磨带宽度而控制表面压力和相应的MTO率的分布。可以使用各种不同的方式来实现这种倾斜磨锐效果。
在一些实施例中,刀或其他切削工具的推进角相对于用于沿其驱动环形研磨带的一个或多个辊的轴线而被固定在选定的非正交角。这可以通过沿“向后”方向倾斜研磨带路径以使研磨带路径的顶部沿远离使用者的方向偏移,并使用一组基本水平的引导缘来支撑所述工具的推进操作来实现。可以建立所述非正交角的另一种方式是通过相对于研磨带而向内倾斜刀具的推进角。可以建立所非正交角的另一种方式是通过使用背衬支撑构件,在接触区域附近将研磨带支撑。这些各自的方法可以组合或单独使用。
在每种情况下,都应控制表面压力和相应的MTO率,以增强磨锐过程。取决于构造,可以将更大的表面压力和更高的MTO率提供给研磨带的前边缘(例如,更靠近用户或靠近工具的近端的边缘),而较低的表面压力和较低的MTO率可以提供给皮带的后边缘(例如,更远离使用者或靠近工具的远端的边缘)。
从阅读图1开始可以理解本公开的各种实施例的这些和其他特征以及优点。参照图1,其示出了倾斜角研磨带磨刀器100的功能框图。磨刀器100的各种操作元件的初步概述将增强对由磨刀器建立的各种磨锐几何形状的理解,这将在下面讨论。应当理解,根据各种实施例构造和操作的磨刀器可以采取各种形式,使得图1中表示的特定元件可以被构造为可操作的。图1仅仅是为了说明的目的,而不是限制性的。
示例性的磨刀器100被配置为动力磨刀器,其被设计成搁置在诸如桌台顶面的下方水平基面上,并由诸如家用或商用交流电(AC)、直流(DC)电池组等的电源提供动力。可以实施其他形式的倾斜角研磨带磨刀器,包括采用本文公开的各种特征的手持式磨刀器、非动力磨刀器等。
磨刀器100包括刚性壳体102,其可以由合适的刚性材料形成,例如但不限于注塑塑料。用户开关和功率控制模块104包括一个或多个用户可操作的开关(例如,功率、速度控制等)和功率转换电路,以将电功率传递到电动机106。
电动机106引起与动力传递组件(PTA)108连接的轴或其他耦接构件的旋转,该动力传递组件可以包括诸如齿轮、连杆等的各种机械元件,这些机械元件继而将旋转赋予一个或多个驱动辊110。可预期的是,尽管不一定是必要的,在磨刀器的动力操作期间驱动辊110将以稳态转速旋转。
环形研磨带112围绕驱动辊110和至少一个附加的从动辊114延伸。在一些情况下,磨刀器可以使用多个辊,例如三个或更多辊以限定分段的带路径。张紧器116可向从动辊114施加偏压力,以将选定量的张力提供给带。引导组件118被配置成使用户能够沿着期望的推进方向将诸如刀之类的切削工具抵靠在位于相应的辊110、114之间的研磨带112的一段上推进,如下所述。
在根据一些实施例的图2A中提供了带路径的示意图。通过使用三个辊为研磨带112建立一条大致为三角形的路径,所述三个辊包括:左下角的驱动辊110,带路径顶部的从动辊114和也可以是从动辊的第三辊120。应当理解,可以根据需要使用任何合适的相应数量和尺寸的辊子来建立任何数量的带路径,从而在一些实施例中使用三角路径,而在其他实施例中不使用。张紧器116(图1)被表示为可在从动辊114上沿远离其余辊110、120的方向操作的螺旋弹簧。可以使用其他张紧器布置,包括但不限于将张紧力施加到下部从动辊120的张紧器。
研磨带112具有总体上以122表示的外部研磨表面和总体上以124表示的用于支撑研磨表面的内部背衬层。这些层在图2B中更完整地显示。这些各个层的相对厚度可以变化。研磨表面122包括合适的研磨材料,其在磨锐操作期间可用于从刀去除材料。背衬层124为研磨带提供机械支撑和其他特征,例如带刚度、总厚度、带宽度等。背衬层124构造成在带沿着带路径进行动力旋转期间与相应的辊110、114和120接触地接合。这样,带112包括具有研磨表面122的前侧和与研磨表面相对的后侧(例如,背衬层124)。
图2A的示例性布置建立了带112的两个相应的狭长平面部分126、128,刀或其他切削工具可抵靠在其上推进,以便在其交替的侧面上进行磨锐操作。区段126基本上从辊114延伸到辊110,并且区段128基本上从辊120延伸到辊114。区段126、128中的每个通常沿着正交于辊110、114和120的各自旋转轴线110A,114A和120A的中性平面放置。
每个区段126、128没有被相应的限制性背衬支撑构件抵靠背衬层124而支撑。这允许各个区段在未加载状态下沿着相应的中性平面保持对准,并且能够在通过与刀的接触而进行磨锐操作时被旋转偏斜(“扭曲”)至中性平面以外。可以想到的是,可以将一个或多个支撑构件在区段126、128附近施加到背衬层128上,该支撑构件例如是以板簧等的形式,只要该支撑构件在改进的松紧带磨锐操作期间仍然能够使各个区段旋转偏离中性平面即可。下面将讨论一种特殊配置的支撑构件,该支撑构件可提供小于研磨带整个宽度的受控支撑。
图3示出了根据一些实施例的示例性磨刀器100的方面。呈厨房(或厨师)刀形式的切削工具130抵靠在辊110、114之间的研磨带112的区段126上。刀130包括用户手柄132和带有曲线延伸的切削刃136的刀片134。切削刃136延伸至远侧尖端137,并且沿刀片134的相对侧(未用附图标记表示)的相交处形成,该相交处汇聚成一条线。从刀片134的各个侧面去除、珩磨和/或对准材料的操作使得沿刀片的整个长度产生了被磨锐的切削刃136。
研磨带轴线由虚线138表示,并且指示在操作期间带112的行进和对准方向。研磨带轴线138名义上与辊110、114的各自的辊轴线110A,114A(在图中被标识为辊轴线1和2)正交。
一对刃引导辊以140、142表示。刃引导辊形成上述引导组件118(见图1)的一部分,并且可以由设计成支撑切削刃136的一部分的任何合适的材料制成。可以使用其他形式的刃引导件,包括如下所述的固定式刃引导件。
通常,刃引导辊140、142提供用作插入深度限制表面的刃引导表面,以限制刀130可朝着研磨带112下降或推进的距离。当使用者通过手柄132而跨着研磨带112拉动切削刃时这些表面限定了刀片134的拉回路径144,此时切削刃136以接触接合的方式跨着所述刃引导辊而被拉动。
拉回路径144与研磨带轴线138不正交。线138和144之间的夹角在本文中称为倾斜角,并在图3中表示为角度A。作为参考,在此使用的术语“拉回”和类似用语会被理解为描述了刀片或其他切削工具相对于相关联的研磨表面在任何合适的方向上的相对运动,包括远离或靠近使用者的方向。
第二角度,在本文中称为斜切角,在图4中表示为角度B。通常,斜切角B代表研磨带轴线138和刀片134的侧向中心线之间的夹角,刀片134的侧向中心线用146表示。倾斜角可以认为是切削刃136“横跨”研磨带的相对角度(参见图3),而斜切角可以被认为是刀片136“沿着”研磨带(参见图4)的相对角度。
倾斜角A的大小可以变化。在一些实施例中,如图3中所定义的倾斜角A可以小于90度,例如但不限于从大约65度到大约89度的范围。这与其他带式磨刀器不同,例如但不限于上述407专利中公开的磨刀器,其提供了标称90度的推进角。在这一点上,应当注意,可以根据需要使用其他倾斜角度的构成方式。例如,图3示出了可替代地将倾斜角定义为推进线144与相应的辊轴线110A,114A之间的非正交角(例如,角A的余角)。使用该替代构成方式,倾斜角可以在大约1度到大约25度的数量级上。
斜切角B的大小也可以变化。在一些实施例中,斜切角B被选择为在从大约5度到大约15度的范围内。斜切角通常确定邻近切削刃的刀片的侧面几何形状。为了清楚起见,将认识到,带112的柔顺性将倾向于赋予切削刃侧面凸的曲线形状,而不是平坦的“斜面”形状。然而,术语“斜面”在总体上表示研磨带区段126和刀片134之间的相对取向时是有用的。
选择非正交的倾斜角A以减小研磨带的后边缘(例如,带的最远离手柄的部分)的偏斜并且增大带子的前边缘(例如,带的最接近手柄的部分)的偏斜。相对于刀片倾斜带子,如图3所示,在从手柄132到尖端137的整个切削刃136的长度上提供了更均匀的平均表面压力。
再次参考图3,将注意,刃引导辊140、142限定出推进线144,以使该推进线144名义上是水平的(例如,沿着XY平面),并且研磨带向前倾斜,使得相应的辊轴线110A、114A为相对于水平方向倾斜。当刀被跨着研磨带拉回时,这允许使用者以基本水平的方式推进刀130。这种布置仅仅是说明性的,而不是限制性的。在其他实施例中,可以旋转这些相应的元件,使得带112是竖直的(例如,辊轴线110A和114A水平放置,并且带沿着XZ平面延伸),并且调节刃引导辊140、142,使得推进线144以非水平方式向上延伸。在后一种情况下,使用者可以跨着研磨带拉动刀具,使得在磨刀器所置于的水平底表面上方手柄132相对较低而尖端137相对较高。其他布置也可以被使用。
图5是与研磨带112相邻的另一把刀150的等轴视图。刀150类似于上面讨论的刀130,并且包括手柄152、刀片154和切削刃156。在磨锐期间,切削刃156在方向157上被跨着研磨带112拉动。相对于该方向,分别示出了研磨带的前边缘和后边缘。应当记得,带的前边缘是带的宽度中最靠近手柄152的那部分,而后边缘是带的宽度中最远离手柄的那部分。
图6A是研磨带所遇到的后边缘处的偏斜的剖视示意图,图6B示出了研磨带所遇到的前边缘处的偏斜的相应的剖视示意图。虚线158表示在没有刀150或其他切削工具的情况下带112通常位于的中性平面。
从图6A和6B中可以看出,与后边缘相比,在带的前边缘处产生较大的偏斜(扭曲)。带的倾斜角和宽度会影响前、后偏斜之间的差异。可以针对特定的带/磨料组合以及待磨锐的刀片形状而优化此差异。通常,减小倾斜角A(见图3)和/或增大皮带宽度将趋于增大前、后偏斜量之间的差。继而,这将调整前边缘和后边缘处的相对表面压力和MTO率。
磨刀器100的特定构造(见图1)可以被布置成实现期望的倾斜角和斜切角。如上所述,研磨带和辊子可以被“倾斜”在壳体102的内部,从而使用者通过引导组件118以基本水平的方向推进刀子(或其他切削工具),如图3-4。在其他实施例中,研磨带和辊子可以在壳体102内名义上垂直对齐,并且使用者可以以升高的非水平方向将刀抵靠在引导组件118上推进。这些和其他考虑完全在本领域技术人员根据给定应用的要求来实施的能力范畴之内。
图7A至图7E示出了根据其他实施例的图1的磨刀器100的各方面。刀160包括手柄162、刀片164和切削刃166,所述切削刃166逐渐会聚到点167。前述引导组件118包括引导构件168,该引导构件168提供与带112相面对的引导表面,以利于刀片164相对于带112对准。固定的刃支撑表面170在用户沿方向172跨着研磨带112拉动刀片时允许用户支撑切削刃166的一部分。应当注意,如图7A所示,可以使用单个刃引导表面170,或者如图7B所示,可以利用多个刃引导表面170A、170B。
引导件168和研磨带112之间的相对倾斜角A被设想为在大约65度到大约89度的范围内,如图7A所示。只要倾斜角度名义上与关联于皮带路径的轴线(例如,带轴线,辊轴线)不正交,就可以使用其他角度。
如上所述,定义非正交倾斜角A的另一种方法是陈述拉回路径线144与相关联的辊的轴线(例如,参见图3中的辊轴线110A,114A)不平行,所述辊用于支撑研磨带的区段,刀抵靠于研磨带的该区段而被拉动。使用后一种构成方式,线138、144之间的65-89度的倾斜角范围将对应于线144与辊轴线110A、114A之间的约1度至约25度的余角范围(参见例如,图3)。
图7B示出了在最上部的辊114的相对两侧上使用两个引导件168以实现双面磨锐操作。图7C示出了引导件168之一的一部分的俯视图,而图7D示出了图7C的引导件的相应正视图。引导件168包括基本竖直延伸的外侧部分168A、基本水平延伸的基部168B和基本竖直延伸的内侧部分168C。
前述刃引导表面170沿着部分168B的顶部延伸。朝内的导向表面174沿着部分168A延伸,而朝外的导向表面176沿着部分168C延伸。表面170、174和176形成大致U形的通道或引导槽,以容纳刀160。刃引导表面接触地支撑切削刃166,并且相对的侧面引导表面可以接触地支撑刀片164的相对两侧。相对于带112的中心轴线138来选择表面170、174和176的相对高度和取向(见图7A)以提供期望的倾斜角。应当注意,引导表面174、176沿着各自平行于每个辊轴线110A、114A和120A的相关平面取向。
图7E示出了引导件168的替代构造。相应的内部引导表面170、174和176逐渐会聚以提供变窄的、大致V形的引导槽。引导元件168A-168C可以由合适的非研磨性的可切割或不可切割的材料形成以支撑切削工具。
图8A和8B示出了图1的磨刀器100的另一实施例。相似的元件由图7A-7E中相似的附图标记标示。图8A示出了刀160,该刀160将在引导构件168中与如图7C和7D所示的固定的刃引导表面170对准。在这种情况下,拉回路径线144标称垂直于研磨带轴线138(例如标称90度),如图8A所示。
然而,如图8B的俯视图进一步所示,引导件168和刃支撑表面170相对于上辊114(见图3)的中心轴线114A歪斜一个歪斜角C。不同于图7A至图7E所示的倾斜角A通常沿着X-Z平面,该歪斜角C在图8A-8B中是沿X-Y平面。轴线114A与线144之间的歪斜角C为大约3度至大约4度。可以根据需要使用其他角度范围。
通过将图7A-7B的布置与图8A-8B的布置组合在一起,可以提供更多的非正交性;例如,引导构件168可以对准成与轴线114A不平行,如图8B所示,并且带轴线138也不正交,如图7A所示。换句话说,倾斜角A和歪斜角C的一些量度可以由引导构件168同时施加。如前所述,引导件168可以使用单个刃引导表面170(例如,参见图8B)或一对刃引导表面(例如,参见图7B中的引导表面170A和170B)。
虽然图8A和图8B所示的倾斜研磨带布置可以提供与诸如图7A和图7B所示的布置类似的益处,本领域技术人员将注意到,诸如在图7A和图7B中描绘的布置由于可以更容易地容纳靠近手柄和刀片之间的接合点的较大特征结构(例如,拇指防护装置等)而可以使刀片在靠近手柄的基部处更好地被磨锐。应当指出,图8A和8B中的歪斜引导件可以采用图7C至图7E所示的一般结构,只是各个引导件是歪斜的。例如,相应的引导表面174、176将沿着与辊轴线110A、114A和120A相交(例如不平行)的相应平面取向。
根据另外的实施例,图9A和9B示出了图1的倾斜研磨带磨刀器100的另一种构造。局部支撑构件190由带112后方的固定的刚性基底(示意性地以192示出)支撑。支撑构件190布置成在带112沿行进方向194移动时接触地接合并支撑背衬层124。支撑构件190被表示为圆柱形锥形销,但是根据需要可以使用任何数量的不同构造。
合适的低磨损材料可用于所述固定支撑构件,例如190。可以使用任何数量的接触形状(例如,圆形、椭圆形、矩形等)。可预想,支撑构件190和基座192可以结合为用于支撑切削工具的引导组件的一部分(例如,参见图7A至图8B中的引导件168)。如下所述,支撑构件190为研磨带建立中性平面,该中性平面包括从诸如带辊的第一支撑件延伸到支撑构件190的第一段193A、以及从支撑构件190延伸到诸如第二带辊的第二支撑件的第二段193B。尽管各个段193A、193B被示为名义上共线,但是在其他实施例中,支撑构件可以使带112的至少一部分局部地从切平面中移出,使得各个段相对于彼此偏斜。
如图9B进一步所示,支撑构件190相对于带112的中心线196偏移,以便仅在中心线的单侧上,例如在最靠近工具的手柄的一侧(例如,带的前边缘一侧,参见图5)上,为背衬层124提供接触支撑。接触区域198通常代表研磨带112的在磨锐操作期间名义上将会接触工具侧面的那部分。工具接触的位置相对于销190偏移(例如,在其上侧)。带的最远离工具的手柄的一侧(例如,带的后边缘一侧)保持不受支撑。
当研磨带在销钉上并在与工具相邻处蜿蜒弯曲时,将在更靠近手柄处(带的前边缘一侧或图9B中的中心线196的右侧)施加更大的表面压力和更高的MTO率,而在距手柄较远的位置(皮带的后边缘一侧或图9B中的中心线196的左侧)施加更小的表面压力和更低的MTO率。
以此方式,支撑构件190在中性平面的近端和远端之间接触地接合柔性研磨带112的背面。这在针对接触区域的磨锐操作期间沿切削工具的切削刃引起非均匀的表面压力,从而在切削刃的一端提供更大的材料脱离(MTO)率。
工具的相对推进角(例如,参见图3中的线144)可以是任何合适的角度,包括与带的中心线196正交或非正交的角度。因此,支撑构件190可以以独立方式使用,或可以将其添加到上面使用的任何先前实施例中。
图10A至10D示出了图1的倾斜角研磨带磨刀器100的又一实施例,其类似于图9A和9B的实施例,区别在于图10A-10D的实施例使用可旋转的支撑构件200(“支撑辊”),其被布置为绕旋转辊轴线200A旋转,以在带112的整个宽度上提供可变的表面压力和MTO率。
如图10A所示,在图的左侧,支撑辊200向前突出超过切平面201A,该切平面201A表示在没有支撑辊200的情况下带112的标称路径。通过添加支撑辊,在支撑构件110、114之间延伸的中性平面可以被视为具有从110到200的第一段201B和从200到114的第二段201C。在图的右侧提供类似的配置。
图10A和10B示出了处于未加载状态的磨刀器。图10C和10D示出了处于负载状态(例如,刀片202被推进的情况)的磨刀器的相应视图。
如图10A和10B所示,在类似于上面图2A中讨论的三角形带路径的布置结构中,两(2)个可旋转的支撑辊200用于在相对的导向槽(未单独示出)中提供双面磨锐的构造。每个可旋转支撑构件200的特征在于是圆柱形辊,但是也可以使用其他构造。
例如,在替代实施例中,每个支撑构件200具有渐缩(例如,截头圆锥形)的形状,使得支撑在朝向带的后边缘的方向上变化。可以使用其他形状,例如冠状辊等。虽然支撑辊200在带112的整个宽度上延伸,但这仅是示例性的而不是限制性的。在其他实施例中,支撑辊200的延伸长度可以小于横跨带的整个宽度。
支撑辊200的辊轴线200A沿着从带的前边缘向后边缘的方向上向内偏斜,从而与带辊110、114和120的辊轴线110A、114A和120A不平行。支撑辊轴线200A的偏斜量可以变化,但是相对于带辊轴线110A、114A和120A可以呈大约5-15度的夹角。如图11A中的力矢量204所示,这引起了带112在每个辊200上的表面压力沿着朝向前边缘的方向的局部增加。
图11A中力矢量204表示跨研磨带112的宽度而施加的可变力,其中,在邻近前边缘处施加最大的力,然后沿着远离前边缘并朝向后边缘的方向施加逐渐减小的力。给定系统中所施加的力的实际变化程度和变化率将取决于与研磨带、张紧器、支撑辊的半径和位置、支撑辊的偏斜角等有关的许多因素。为了清楚起见,将注意,在图11A中提供的视图是左侧支撑辊200(参见图10C)的总体俯视图,其中在研磨带抵靠支撑辊的接触点处以剖视方式示出了研磨带。
图11B示出了图10C更详细的加载(例如,磨锐操作)状态。将支撑辊200放置在与刀片202的切削刃抵靠研磨带112的接触区域相邻并在其下方的位置处,这引起研磨带的局部的、大致S形的蛇形路径(大致由路径206指示)。
更具体地说,该蛇形路径206是由研磨带112在倾斜的支撑辊200上通过而引起的,这会在研磨带中产生少量扭曲,其中,在带的前边缘附近的带偏斜量较小,在带的后边缘附近的带偏斜量较大。研磨带继续向上移动,直到研磨带遇到刀片202的内侧。研磨带与该内侧接触,从而在刀片的切削刃上执行磨锐操作。然后,研磨带继续向上通过至上辊114A(见图10C)。
当研磨带112接合刀片202的侧面时,研磨带引起可变的表面压力,如图11C中的力矢量208一般表示的。如前所述,沿着带112的前边缘经历较大量的表面压力和MTO率,并且这些值在带的宽度上沿着朝向后边缘的方向减小。
尽管图11B中示出的蛇形路径206总体上是在图11B中向上行进,但是应当理解,如果皮带行进的方向反向,则也将承受与图11A和11C中相同的一般力,例如在图10C中系统图右侧施加到第二支撑辊200邻近处的磨锐操作。
因此,可旋转支撑构件200在中性平面的近端和远端之间接触地接合柔性研磨带112的背面。与固定的支撑构件一样,在对接触区域进行磨锐操作期间,这会沿切削工具的切削刃产生非均匀的表面压力,从而在切削刃的一端提供更大的材料脱离(MTO)率。
图12A至图12D示出了根据一些实施例的另一种倾斜角研磨带磨刀器300。磨刀器300类似于以上讨论的磨刀器100。图12A是磨刀器300的立体图。图12B提供了俯视图。图12C是主视图(从用户侧观察),图12D是后视图。
磨刀器300是构造成在操作期间搁置在水平基表面301上的动力组合磨刀器。如下所述,磨刀器300包括环形研磨带,该环形研磨带以如上文在图2中讨论的方式沿着三个辊被驱动以提供三角形带路径。辊轴线是相互平行的,并且各自以类似于图3和图4中所示的方式向前倾斜,以使皮带以大约15度的选定的非正交角A向前倾斜(例如,参见图3)。
内部电动机驱动研磨带沿着带路径旋转。电动机可以以相同的倾斜角安装,使得电动机的输出驱动轴平行于辊轴先并且不平行于水平方向。可替代地,内部联动系统可以用于将水平布置的电动机驱动轴联结到非水平的辊轴。磨刀器还利用了固定的引导槽,这些引导槽的刃引导表面以水平方式排列,如图7所示。
现在具体参见图12A-12D,磨刀器300具有由合适的材料(例如注模塑料)形成的刚性壳体302,并封装了各种相关的元件,例如电动机、传动组件、辊、控制电子器件等。壳体302包括多个间隔开的基座支撑接触件(例如,垫)303,其被配置为在下方的水平基表面301之上提供对壳体的稳定支撑。可由用户激活的电源通/断开关如304所示。
环形研磨带306被壳体302部分地包围。带的线性区段308、310在对应的引导槽312、314附近暴露(在图12B中最佳地看到)。引导槽312、314以与以上图7E所示类似的方式基本呈V形,而且在每个导向槽312、314中包括水平对准的底部刃引导表面316、318。研磨带306相对于水平基表面301向前倾斜约15度。换句话说,布置在壳体302内并且研磨带306绕其通过的辊的辊轴线相对于由支撑接触件303建立的水平面倾斜(不平行)约15度。
为了磨锐诸如厨刀之类的切削工具,用户使用开关304激活磨刀器300。面对磨刀器的前侧(例如,图12C),用户握住刀的手柄,将刀片放置到选定的引导槽(例如,槽312)中,以便切削刃搁置在底部刃引导表面(例如,刃引导表面316)上,并且刀片的侧面在最靠近手柄处接触研磨带306(例如,带的区段308)。引导槽的配置将确保保持所需的倾斜角和斜切角。使用者在保持刀刃与刃引导表面接触的同时,将刀跨着研磨带拉回。由于刀具有曲线形的切削刃,使用者可以在该向后冲程期间抬起手柄,以保持切削刃与刃引导表面316之间的接触。
可以将上述过程重复适当的次数,例如3-5次。这将对刀的一侧进行主要的磨锐操作。然后,使用者将刀放置在另一个引导槽(例如,引导槽314)中并重复操作。这样就完成了对刀另一侧的主要磨锐操作,从而产生了被磨锐的切削刃。磨刀器的倾斜角度配置将提供增强的表面压力和MTO率的控制,并且将避免刀尖变圆。
继续在图12A至图12D中,壳体302的支腿部分通常以320表示。该支腿部分320从壳体的主体延伸以支撑辅助研磨构件322。辅助研磨构件322包括固定的陶瓷研磨棒。尽管可以使用其他形式的研磨构件。研磨棒322是锥形的,并且相对于水平面以选定的角度设置(在这种情况下,大约为30度)。导向表面324、326布置在棒322的每个端部。锥形形状允许根据需要将大或小的锯齿分别磨锐。
在某些情况下,使用者可以选择使用研磨棒对刀进行二次磨锐操作。这是通过将刀片的侧面抵靠选定的一个导向表面(例如表面324)放置,以建立刀片相对于棒322的所需定向角度来进行的。一旦定向,使用者就使刀片沿着研磨棒推进,同时跨着研磨棒拉回切削刃,并保持由导向面建立的角度方向。这可以重复多次,例如3-5次,之后可以使用另一个引导表面(例如,表面326)重复该过程。这施加了二次珩磨操作,以进一步磨刀。以此方式,抵靠所述棒322而施加的磨锐操作类似于使用钢型磨刀器施加的磨锐。
在一些情况下,由研磨带306施加到刀片的主锐化角可以是第一值,例如标称20度,并且由棒322施加到刀片的次级锐化角可以是第二值,例如标称25度。这允许刀片配置有微斜面几何形状,以增强锋利度和耐用性。可以根据需要仅使用陶瓷棒322来进行修整磨锐。也可以在不使用陶瓷棒的情况下仅通过研磨带进行磨锐。
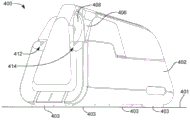
图13A和13B示出了根据一些实施例的又一倾斜角研磨带磨刀器400。磨刀器400类似于上述的磨刀器300。图13A是从一个有利位置观察的磨刀器400的立体图,图13B是从另一个有利位置观察的磨刀器400的立体图,并且图13B被局部剖开以示出所选择的相关内部组件。
如同磨刀器300一样,磨刀器400是动力磨刀器,其构造成在操作期间搁置在水平的基表面401上。通常,环形研磨带在三个内部布置的辊上沿着三角形带路径被驱动,所述三个内部布置的辊彼此平行并且各自相对于水平方向以选定的非正交角度向前倾斜。内部电动机驱动皮带沿着带路径旋转,并且包括平行于辊轴线且不平行于水平方向的输出驱动轴。引导槽设置有静止的水平刃引导表面,以相对于带辊轴线提供非正交的角度。
现在参考图13A和13B,刚性壳体402包围各种相关元件,例如电动机、传动组件、辊、控制电子器件等。基部支撑接触件(例如,垫)403从壳体402延伸并沿水平面对准以搁置在基表面401上。
环形研磨带406沿着包括辊子408、410的多个辊子行进。相对的引导槽412、414如前所述操作,以使得使用者能够在带的相对的远侧区段上进行改进的松紧带磨锐操作。内部马达驱动组件416经由驱动带418将旋转动力从内部马达传递到驱动辊410。
诸如上述的动力磨刀器将在磨锐过程中趋于产生并排出碎屑。碎屑可以是从工件(切削工具)上去除的细屑或锉屑,也可以是来自研磨表面的散落或用过的磨粒。磨屑的这种组合通常称为碎屑。
碎屑由小颗粒组成,这些小颗粒既非常硬又非常锋利。堆积的碎屑会通过诸如轴承表面磨损、部件电气短路等效应而降低磨刀器的使用寿命和性能。散落的碎屑还易于通过积聚在引导表面或夹紧表面上的颗粒导致的意外二次磨削而损坏工件,所述引导表面或夹紧表面被保持为与工件相接触。这些颗粒会从机器中排出,导致混乱并损坏周围的表面或设备。
因此,磨刀器400包括碎屑管理系统,以将所产生的碎屑引导至远离磨锐区域和使用者。相似的碎屑管理系统可以适用于其他动力磨刀器,包括上面讨论的示例性磨刀器100、200和300。
如下所述,碎屑管理系统可以配置为包括位于磨刀器内的多个内部腔、由电动机驱动的叶轮风扇以用于建立穿过这些内部腔的内部气流、多个磁体以用于收集磁性碎屑、以及过滤材料以用于过滤细小颗粒并将所累积的碎屑保留在单元内部。
在当前实施例中,三个腔被设计成将期望的流速、速度和/或压力赋予由风扇移动的空气。这些腔称为研磨腔、过滤腔和排气腔。磁体位于过滤腔中,用于从气流中去除粗大的磁性碎屑,并保留磁性碎屑以进行存储。过滤器形成过滤器腔与排气腔之间的界面,并用于去除未被磁体捕获的磁性和非磁性颗粒。
研磨腔邻近磨锐操作处设置。空气传播的碎屑通过风扇附近的进气口从研磨腔向内进入过滤腔。进气口的尺寸应适当设置,以提供高风速,以使碎屑悬浮在气流中。
理想的是,过滤腔的横截面实质上大于进气口的横截面,以允许空气速度显著下降。这允许大部分碎屑从气流中掉落出来并被捕获于磁体上和/或磁体附近。磁体被悬挂并间隔开以允许大量碎屑堆积。
过滤器具有足够大的表面积,以在气流从过滤腔流向排气腔时提供所需的流速。过滤器应理想地水平放置或也可以倾斜放置在磁体和过滤腔上方。这通过借助磨刀器的正常振动/运动而移除颗粒从而促进“自清洁”,重力会向下拉动被移除的颗粒从而使其被磁体捕获。但是,可以使用其他配置。排气腔终止于一系列排气口,这些排气口使清洁的气流能够离开磨刀器,例如气流在远离用户的设备后侧离开磨刀器。
图14示出了磨刀器400的前等轴视图,以示出碎屑管理系统的这些方面和其他方面。应当理解,碎屑管理系统可以很容易地并入其他形式的动力磨刀器中,包括使用其他研磨构件(例如,研磨盘等)的磨刀器,以及不一定包括上述用于磨锐的倾斜研磨带特征的带式磨刀器。
铰接的前盖420已经旋转到打开位置以露出各种相关部件。示出的带406绕先前描述的辊408和410以及第三辊422绕行。可以使用任何数量的辊和带路径构造,包括根据需要使用更多或更少数量的辊。如前所述,驱动皮带418从驱动组件416延伸到驱动辊410,并且驱动辊410继而驱动研磨带408绕辊408和422运动。
在图15A-15C中更详细地示出了驱动组件416,该驱动组件包括风扇组件,也称为叶轮组件。中心轮毂或辊子423轴向对准于内部马达轴并由内部马达轴驱动。辊423具有用于定位和保持驱动带418的凹槽424。环形板426围绕中心轮毂423并且使用间隔开的叶轮叶片428的阵列连接至中心轮毂423。叶片428呈大致螺旋形,尽管可以根据需要使用任何合适的形状。
在叶轮叶片428、中心轮毂423和板426之间设置有分段的中央开口430。该开口提供了在叶片旋转期间被引导至壳体402内的气流的进入点或入口通道。
图16示出了根据一些实施例的磨刀器400的剖视图,以示出碎屑管理系统的更多细节。盖420在图16中被示出为处于直立的、闭合的位置,以部分地封闭上述研磨带406和辊子408、410和422。研磨腔432通常表示在研磨带附近的闭合的盖420后方的内部区域。
在磨锐操作期间,风扇组件416的旋转将初始气流吸入到研磨腔432中,如箭头434所示。该气流的一部分将被引导通过风扇组件中的开口430,如箭头436所示。开口430的靠近磨锐引导件412、414的位置将趋于确保由磨锐过程产生的大部分碎屑会通过开口被吸入。
相对较大的狭长的过滤腔438设置在磨刀器的壳体402内。离开风扇组件416的气流436如箭头440所示进入过滤腔438的第一端。从开口430到腔438的截面积增大引起气流速度和/或压强的降低,使得较重的碎屑颗粒落到过滤腔的下部。
磁体442沿着过滤腔的下部定位,以进一步对空气传播的碎屑中的磁性颗粒进行吸引和保持。虽然示出了三(3)个磁体442,但是可以使用其他数量的磁体,也包括不使用任何磁体的布置。可以根据需要使用其他吸引和保留碎屑的机构。
过滤膜444沿着壳体402的内部延伸,以形成过滤腔438的上边界和排气腔446的下边界。如图16所示,气流沿过滤腔438通过并向上移动通过过滤膜444。过滤膜444的尺寸确定为允许足够的气流通过该单元,同时基本上防止任何剩余的空气传播的碎屑从过滤腔438传递到排气腔446。以这种方式,基本上清洁的排气气流进入排气腔,如箭头448所示,并且该气流通过延伸穿过壳体402的后部的排气口阵列450而流出。这种布置允许过滤膜444位于外壳中(当设计允许大面积时),从而使离开过滤膜的空气立即从机器中排出。
如果风扇组件416的旋转速度大于研磨带的辊408的速度,则是有利的。这允许空气速度实质上大于在磨锐期间释放的松散碎屑的速度。风扇可以由与磨锐马达不同的马达驱动。可替代地,该系统可以利用变速机构来增加风扇速度或减小磨锐速度。
在此过程中,风扇/电动机可以位于任何所述腔体中,也可以外置地位于排气位置。根据风扇的位置,所述腔体可能具有负压或正压。如图所示,将选择风扇/叶轮的设计以适合应用,以考虑吸入流、吹出流或混合流。这些和其他考虑对于阅读了本公开的本领域技术人员将是容易想到的,并且可以基于这些和其他考虑来设计任何数量的不同配置。
图17A-17B示出了根据一些实施例的可以使用的另一种磨刀器500。磨刀器500的特征是手持式或手动磨刀器。在某些情况下,可将电动磨刀器(例如100、200、300、400)与手动磨刀器500结合使用,以便首先使用电动磨刀器对给定的切削工具进行初始磨锐,然后再使用手动磨刀器对工具的切削刃进行进一步加工。
磨刀器500是具有使用者手柄502的钢型磨刀器,该使用者手柄502具有适于由使用者的手抓握的外部抓握表面504。研磨棒506从手柄502的选定端延伸。如图17B所示,手柄包括相对的第一导向表面508和第二导向表面510,其相对于研磨棒506以选定角度线性延伸,例如相对于穿过手柄502和研磨棒506的中心纵向轴线514成大约25度。可以使用其他角度,包括对于不同的导向表面508、510中的每一个的不同角度。合适的角度值可以在大约15-25度的范围内。
导向表面508、510被配置为提供切削工具的侧面(例如厨刀的刀片的侧面)的线接触对准。这允许使用者将工具定向在引导角处,然后,在标称地将刀片保持在所建立的导向角处的同时,沿着研磨棒506的研磨表面512推进切削刃。棒506可以相对于手柄502旋转,以允许绕棒的外表面排列的不同研磨表面与相应的导向表面508、510对准。
这样,一旦使用动力磨刀器(例如,磨刀器400)对工具进行了磨锐之后,就可以使用手动磨刀器500将最终的珩磨操作提供给切削刃。导向表面508、510的角度可以大于动力磨刀器400中的引导件412、414的角度,以将微斜面锐化的几何形状赋予切削工具。在一个示例中,引导件412、414可以向刀片的邻近切削刃的一侧施加约20度的角度,并且导向表面508、510可以提供与切削刃相邻的约25度的微斜面区域。
如在图17C中更详细地示出的,磨刀器500包括嵌入式磨锐台516,以向工具的切削刃提供附加处理。磨锐台520提供了狭槽,该狭槽在形成为位于一个或多个导向表面518背侧的引导表面508下方延伸到手柄502内部。如图18所示,当刀片插入狭槽中时,引导表面518使刀片的边缘定向,以接触冷锻件520。
如下所述,冷锻构件520的特征在于是滚花辊,并且被安装成在手柄502内绕辊轴线522旋转,该辊轴线522相对于如上所述的中央纵向轴线514成适当的角度。滚花辊520包括由金属或其他合适的材料制成的硬质圆柱形构件,该硬质圆柱形构件围绕其外圆周具有突出图案,该突出图案构造成在对其施加力时可被转移到相应的工件上。
如在图19A-19C中进一步示出的,滚花辊520采用具有圆柱形本体524和径向间隔开的、沿径向和纵向延伸的齿(突起)526的齿轮型构造。尽管这里的齿基本上为三角形,但是其他形状、间隔和样式的突起结构也可以被使用,包括不规则的图案和突起序列。
滚花辊520使用冷锻工艺(也称为辊压成型工艺)在工具的切削刃中形成一系列凹入的通道或凹口。如图19A中所示,将具有切削刃532的刀片530相对于辊轴线522以选定的角度θ放置,例如通过将其插入到由图17C中的引导表面518形成的狭槽中。
刀片530沿着由狭槽建立的插入平面推进,使得切削刃532借助接触力F接触地接合辊520,如图19B所示。然后如图19C所示,沿方向534纵向拉动刀片530,从而滚子520沿着切削刃的长度(或其期望磨锐的部分长度)滚动。当辊520沿旋转方向536旋转并且刀片530沿方向534平移时,辊520的齿526与切削刃532接触并使得切削刃532局部变形。
齿526所施加的表面压力使刀片530的材料锻造(变形或移位),从而沿着切削刀片532的长度形成间隔开的突出通道538。取决于角度θ、力F的大小、以及刀片和辊的各自的材料构造,被移位的材料可能伸出刀片的一侧或两侧。这种被偏斜的材料可能保持在刀片上,或者可以使用合适的研磨构件(例如研磨棒506或研磨带406)进行二次珩磨操作来去除被移位的材料,并且使得通道壁与刀片的外部锥形表面基本对齐。
以此方式,通过以足够的力使被磨锐的切削刃与冷锻构件接触地接合以使得被磨锐的切削刃的一些部分移位,可以在被磨锐的切削刃中形成多个间隔开的通道。这将所述通道提供为局部变形、加工硬化的凹口。
使用冷锻工艺形成通道的优点是可以快速且容易地产生特征结构。在大多数情况下,在刀片上施加中等大小的力的同时使得刀片抵靠滚花辊520(或其他冷锻构件)进行单行程移动,就足以形成相应的通道。尽管所施加的力比较小,但由于在任何给定时刻只有一个或少数几个突起与刀片接触,因此所产生的表面压力相对较高,并且这些突起很小,以致所施加的压强很高。可以用刀片抵靠研磨棒506的单个或几个行程来施加二次珩磨,以去除移位的材料。基本上任何刀或其他切削工具都可以进行此处理。冷锻的另一个优点是,取决于材料,刀片在通道附近的金属将倾向于被加工硬化,从而使材料的局部区域由于材料局部变形而具有增强的硬度和耐用性。
就在随后的重新磨锐操作期间需要进行后续行程以重新形成通道而言,滚花辊520将倾向于与已有的通道538对准,使得在随后的冷锻行程期间会在相同的位置形成通道。发生这种对准的原因被认为是因为当切削刃522被跨着辊子520拉动时,滚花齿526的远端趋于与现有的通道接合。一旦接合,辊520将以键合的方式移入通道的先前被压花的图案。可以同时将任何数量的辊子应用于刀片以形成不同的通道图案。
在另一个实施例中,刀片530可以保持静止,并且辊520可以沿刀片530滚动推进以形成通道538。可以根据需要在通道形成过程中将动力施加到刀片530和/或辊520。尽管图19A-19C示出了滚花辊520设置在手持式手动磨刀器500的手柄内,但是在其他实施例中,滚花辊可以设置在动力磨刀器的壳体内,该动力磨刀器例如但不限于前述动力磨刀器400。
图20A至20E示出了根据图19A-19C加工的另一刀片540的方面。图20A示出了原始刀片540的一部分,该原始刀片540已经通过相对的主表面548、550和锥形表面544、546的会聚而被锐化成精细的切削刃542。这种刀片的特征在于具有精细的刃,因为其切削刃542沿其长度基本上是连续线形或连续曲线形的,而没有明显的偏斜或不连续。可以例如通过使用电动磨刀器400进行电动磨锐操作来实现图20A的几何形状。
图20B示出了已经经历了图19C的冷锻操作之后的刀片540的一部分。杯形的突出通道552延伸穿过切削刃542,并且通过由辊520使刀片材料局部变形而形成。图20C示出了构成突出通道552的被偏斜的材料554。局部变形的材料已经被加工硬化以提供通道附近切削刃的晶体结构的变化。
图20D和20E示出了二次磨锐(珩磨)操作以基本上去除被偏转的材料554的结果。这提供了成形的通道556,该通道的侧壁标称地与锥形表面544和546对齐,如在图20E中最佳地示出的。内部侧壁的底表面558的角度名义上对应于齿526延伸所沿的角度θ(见图19A)。通过珩磨操作暴露出新的凹陷切削刃,用558A表示。这样可沿通道的侧面提供凹陷切削刃,即使相邻通道之间的切削刃的区段变钝、卷刃等,该凹陷切削刃也仍将保持锋利。
换句话说,图20E中的通道556可以被认为是大致U形的通道,其具有底表面558和在底表面的每一侧上的凹入的“鲨鱼齿”型侧表面558A。底表面558名义上沿着相对于刀片的侧表面544、546沿其延伸的平面倾斜(例如,不平行)的平面延伸,这里所述的侧表面544、546相交以形成切削刃542。
该珩磨操作可以如下进行。再次参考图17B,在将刀片540插入与引导表面518相邻的槽中并拉动刀片穿过槽以形成通道552之后,使用者可以将后侧表面550抵靠导向表面508放置,以将刀片定向成期望的角度。然后,用户在跨着研磨棒506拉回切削刃542的同时沿着研磨棒506的顶部推进切削刃542,以去除被偏斜的材料554。
与图20A的原始细刃构型相比,刀片540能够在显著更长的时间内保持有效的锐利度。一个原因是,周期性排列的通道提供了不连续的切削刃,因此,如果切削刃在某一点开始卷刃,则该卷刃将仅延伸到下一个通道,而不是沿刀刃的整个长度延伸。另一个原因是凹陷切割表面558A提供凹入的“牙齿”,即使在通道之间的切削刃542的笔直部分变钝时,凹入的“牙齿”将会继续促进有效的切割和插切功能。
图21示出了又一倾斜带式磨刀器400A。磨刀器400A与以上在图13A至图16中讨论的磨刀器400基本相似,因此为了方便起见,相似的部件被赋予相同的附图标记。磨刀器400A包括使用一对相对的压板组件602,该对压板组件602在磨锐操作期间提供对研磨带408的局部下侧支撑。
如将认识到的那样,在磨锐操作期间通常期望为刀片或其他切削工具的斜面提供特定形状。如上所述,可以通过抵靠于研磨带的未支撑或部分支撑的区段进行磨锐操作来获得凸角。使用研磨带的无支撑区段通常会使研磨带以一定的曲率偏斜,并将该曲率赋予与切削刃相邻的刀片的侧表面。如上所述,无支撑的研磨带可以与张紧器系统、有角度的引导件和刃止挡件组合在一起,以在提供所需的最大磨锐力的同时准确地定位刀片。
适用于大多数刀片和应用,通常希望为所述斜面赋予其他形状,例如平整的或凹形的(空心的)磨削面。在这些情况下,成形的支撑表面或压板组件,例如图21中的组件602,可被置于移动的研磨带408的后侧,以限定刀片的形状。
涉及压板组件的一些实施例包括由电动机提供动力的移动研磨带。研磨带由弹簧加载部件支撑,该弹簧加载部件提供对侧的磨锐力。通过在压板的所需弹簧行程内提供一个限位挡块来限制所述力。为了使压板为研磨带提供特定的形状,还旨在在两个支撑件(支撑辊)之间的位置操作该压板以使得研磨带偏向与两个支撑辊相切的“切平面”之外。插入刀片后,允许压板朝切平面移动,并可能移动到切平面处。压板的行程受深度限位件限制,以确保研磨带不会偏斜超出切平面;限制所施加的最大力,以确保研磨带仍与压板取向保持一致,从而将所需的斜面形状赋予给刀片。
再次参考图21,每个压板组件602包括压板构件或柱塞604、基部支撑件606和偏压件608。在此偏压件608均采用螺旋弹簧的形式,尽管可以使用其他偏压机构。偏压件608施加偏压力以在相应的磨锐引导槽(412和414)附近处将压板构件604推压至抵靠研磨带406的后表面。
图22A至22E更详细地示出了压板构件604的各个方面。图22A是所选压板构件604的前视图,图22B是所选压板构件604的侧视图。所选压板构件604包括固定在圆柱轴612上的压板头610。
轴612穿过相关联的基座606(图21)中的孔,并且相关联的偏压件608围绕该轴并且在基座的上表面和头部的下表面之间施加偏压力。尽管轴612被示为圆柱形,但是可以使用其他形状,包括键合形状以减小头部610相对于带406的旋转。如上所述,可以进一步使用保持凸缘或其他机构(未单独示出),用于将轴612的远端保持在相关联的基座606中并限制压板头的最大行程。
图22A和22B中的头部610包括平坦的压板表面614。可以选择表面614的安装角度和取向,以名义上匹配研磨带406的每个切向(平面)区段穿行所遵循的角度;更特别地,图21示出了在辊子408和422之间延伸的第一平面区段406A,以及在辊子408和410之间延伸的第二平面区段406B。将注意到,偏压件608使得研磨带406的这些区段或部分向前推进至超过平坦切平面,在没有压板组件602的情况下研磨带406遵循该平坦切平面。这些平坦切平面之一由图21中的虚线615大体表示。
平坦的压板表面614通常在磨锐操作期间操作以在切削刃附近处将平坦的研磨几何形状施加到刀片的侧面。图22C示出了类似于图22A和22B中的压板构件604的替代性压板构件604A。压板构件604A具有凸的(曲线形的)压板表面614A。凸表面用于将中空的研磨几何形状施加到刀片的侧面。可以使用其他形状,包括凹形。
由于通过相应的压板组件602为研磨带406的底面提供附加支撑,可以预期的是,在磨锐操作期间可能由于摩擦而产生增强的加热。如期望的那样,可以如图22C中所示将空气冷却翅片616施加到压板头610的后表面。类似的翅片也可以被固定到图22A-22B中的平坦压板头610。诸如由叶轮组件416提供的强制空气系统可用于将冷却空气抽吸穿过散热片以去除热量。散热片可以根据需要相对于设计的气流方向适当地定向。
图22D示出了图22A的压板构件604的俯视图。作为参考,图22D中的视图示出了倾斜的平坦表面614,并且将头部610的顶表面618定向在该图的顶部。在该方向上,可以看出,压板组件602沿着从前边缘到后边缘的方向(例如,参见图5)对研磨带406施加均匀的力。
图22E展示另一压板构件604B的替代俯视图表示。在这种情况下,平坦表面614既在平行于研磨带行进方向的方向上倾斜,也在从前边缘到后边缘的横跨皮带的方向上倾斜。这样,压板组件602可以构造成以与以上在图9A至11C中讨论的方式相似的方式向研磨带提供不同量的背面支撑。
图23示出了根据一些实施例构造和操作的另一动力磨刀器700。磨刀器700包括主壳体702,主壳体702具有被配置为可被使用者的手握住的使用者手柄部分704。壳体702可以根据需要支撑在下方表面706上或保持在自由空间中。
壳体内有一个横向安装的内部电动机(未单独显示)。可由用户激活的触发器或激活按钮708可以被应用以控制电动机的旋转。
磨锐组件710附接到壳体,并且包括沿着围绕驱动辊714和一对从动辊716、718的带路径行进的研磨带712。虽然示出了三(3)个辊,但是可以使用任何合适数量的辊,包括少于或多于三个辊。如前所述,带路径提供了一对相对的切向(平面)区段,可使用相对的导向件720、722对切削工具进行磨锐。磨锐操作的导向件720、722是镜像分布的,并且都为切削工具赋予了共同的磨锐角度,例如标称20度。还可以提供第三磨锐引导件723以不同的角度磨锐,例如标称60度。引导件720、722可以适合于刀等工具,并且引导件723可以适合于对剪刀等工具进行磨锐。上从动辊716被配置为带有偏压构件724的张紧辊,以在磨锐期间当研磨带变形而离开相关平面时,用于保持研磨带712中的期望张力。
磨刀器700包括邻近磨锐引导件720、723的压板组件730。可以在磨锐引导件722附近提供相对的第二压板组件,尽管在图23中未示出。如图24A和24B所示,压板组件730包括主压板体732,该主压板体732适于以翻板式或铰接式构造而围绕固定轴734可旋转。可以使用弹簧或其他偏压构件(未单独示出)以图23所示的方式将压板表面736压靠在研磨带712的背面上。压板表面736可以如图24B所示是平坦的,或者可以采用其他形状,例如图24C中736A所示的凸形。
图25A和25B示出了根据其他实施例的又一个磨刀器800的方面。磨刀器800提供了磨锐组件802,该磨锐组件802可以固定到诸如图23的磨刀器700之类的基础磨刀器上。如前所述,组件802提供了沿绕驱动辊808和从动辊808、810的大致三角形路径行进的研磨带804。从动辊808构造为具有偏压弹簧812的张紧辊,以保持研磨带中的期望张力水平。
各个辊子806、808和810由内部框架814支撑。框架814将辊子保持在图中所示的相对固定位置,并且支撑可移动的角度引导件816。刃引导件是可调节的,以使得刃引导表面818相对于研磨带804在辊806和808之间的切向(平面)区段固定,以对切削工具进行磨锐操作。
压板组件820安装到框架814。压板组件820包括狭长的柔性板822,该狭长的柔性板822构造成在角度引导件816附近的平面区段处沿着研磨带804的后侧延伸并支撑研磨带804的后侧。板822包括固定在框架814上的相对的端部824、826。相对端824、826的附接可以是围绕相应的轴828、830,如在图25C中大体示出的,以允许板的端部相对于框架作相对运动。
调节机构832固定在板822的中间部分与框架814之间。调节机构832包括螺纹轴834和可由使用者旋转的螺母836。轴834的远端经由联接件838附接到板822的中间部分。使用者可以旋转螺母836以使轴834的远端前进或缩回,这继而通过增加或减小轴的长度来调节板822沿着研磨带804的轮廓。在图25A中示出了该板的基本平坦的构造,并且在图25B中示出了该板的凸形(前进)构造。轴从图25A中的平坦位置缩回可以为板822提供凹形轮廓。
图26A至图26C示出了使用上述各种实施例可以实现的不同的锐化几何形状。图26A示出了具有切削刃842和平坦的斜面844、846的刀片840。如上面包括图22A-22B、24A-24B和图25A中所提供的,可以通过使用平坦的压板表面来获得平坦的斜面。如果沿着图17A的研磨棒306采用平坦表面,则也可以获得平坦的斜面。
图26B提供了具有空心研磨几何形状的刀片850。切削刃852沿着凹的斜面854、856的相交处形成。空心的研磨几何形状可以通过使用包括图22C、24C和图25B的凸形压板表面来获得。
图26C提供了具有凸形研磨几何形状的刀片860。切削刃862沿着凸的斜面864、866的交叉处形成。可以通过使用本文讨论的带式磨锐机构以及通过使得可调节压板形成凹形几何形状来获得刀片860的所述几何形状。应当理解,可以通过组合使用本文讨论的各种磨锐机构来实现复合几何形状,并且可以根据需要在这些和其他几何形状中进一步形成凹入通道。
图27A和27B示出了可以在上述各种动力磨刀器中实施的又一种磨锐组件构造。该构造包括前述的研磨带112,该研磨带112沿着带路径行进,该带路径接触地围绕隔开的辊110、114和120行进,如在图10A中大体示出的。
压板组件900可用于带路径的一侧或两侧。压板组件900在磨锐操作期间向研磨带112的后侧提供偏压支撑,并且包括由辊904、906界定的弯曲延伸的压板或板902。诸如螺旋弹簧形式的偏压机构908在板902和固定支撑件910之间施加偏压力。如此,以所示方式向前推动板902。如上文所讨论的,诸如在图25A和25B中,其他构造可以提供固定板或固定位置的板。
如先前所讨论的,虚线911A表示研磨带112的切平面,如在图的右侧在支撑构件114和120之间表示的那样,该研磨带112在没有压板组件900的情况下将会提供该切平面。因此压板组件900推进柔性研磨带112而使其超出该切平面,从而提供具备区段911B、911C和911D的中性平面。
如在图27B中最佳示出的,辊904、906绕各自的辊轴线912、914可旋转。在板902的相对端中形成孔916和918以暴露辊904、906的中间部分并且允许辊接触地接合研磨带112。
图28示出了类似于以上讨论的磨刀器400和400A的又一个倾斜带磨刀器400B,因此为方便起见,相同的部件被赋予相同的附图标记。磨刀器400B包括呈可伸缩托盘922形式的冷锻组件920,该冷锻组件可根据需要展开以在被磨锐的切削刃上执行冷锻操作。
托盘922包括凹槽或磨削通道924以接触地接合和定向给定的切削工具,并且设置了冷锻构件,例如以上在图18中讨论的滚花辊520,通过用足够的力使被磨锐的切削刃与冷锻件接触接合,以使得被磨锐的切削刃的一些部分发生移位,从而在被磨锐的切削刃中形成多个互相间隔开的通道。如前所述,这将所述通道提供为局部变形、加工硬化的凹口。
图29示出了根据其他实施例的另一种柔性研磨构件930。柔性研磨构件930采用砂轮或研磨盘(盘)的形式,其在磨锐操作期间绕中心轴线旋转。柔性研磨盘930是圆形的,具有限定中心孔的内侧壁932,以便于将盘930附接到轴上。外侧壁934限定了盘930的最外围的周向延伸边缘。
磨锐区或接触区域以936表示,其通常表示,当盘沿方向938旋转时,可在抵靠其施加切削工具以对切削工具进行磨锐操作的区域。也可以使用盘表面上的其它区域来作为磨锐区,也可以使用其他旋转方向。
图30A和30B示出了盘930的各种可能的构造。图30A提供了单面磨料构造,其中单个磨料层940固定在背衬层942上。图30B结合了与第一磨料层940相对的第二磨料层944。层的特性,例如厚度、刚度、研磨性等,可以根据给定应用的要求而变化,只要盘930具有足够的柔性以在如本文所述的操作期间可作弹性变形即可。
在一些实施例中,磨料层可以采用砂纸、金刚石外涂层、矩阵锉图案等的一般形式,可具有随机或规则的磨料图案。背衬层942可以是布、纸、薄金属或其他某种构造。在一些实施例中,不使用单独的背衬层。应当理解,在图30A中,磨料层940形成盘930的前侧,而背衬层942形成盘的相对的背侧。在图30B中,前侧可以由研磨层940形成,而背侧可以由研磨层944形成。应当注意,上述用于研磨带的各种支撑构件和压板构造也可以适于与研磨盘一起使用。
图31A和31B描绘了根据一些实施例的结合有图29的盘930的磨锐系统950的一部分。电动马达952适于经由细长轴956驱动所述盘930绕中心轴线954旋转。图31A示出了静止的盘,并且图31B示出了旋转期间的盘。
轴956的直径尺寸设计成紧密配合在磁盘的中心孔内,并且盘通过支撑构件(毂)958固定到轴上。可以使用其他盘附接的设置方式,包括多个间隔开的盘和多个毂,以及用夹持系统来夹持具有较小的延伸穿过盘的中心孔(或没有中心孔)的盘,等等。
附接机构,在这种情况下是毂958,在静止和旋转期间将盘930的最内周保持在沿轴956的固定位置(例如,距电动机952的选定距离处)。
盘片930的柔性性质可允许盘片在其静止状态下由于其重量而变形为非线性取向,如图31A所示。由箭头960表示的离心力趋于在旋转过程中将盘930推动到沿中性平面的中性位置,如图31B所示,从而使盘的外部远离于旋转中心而延伸。图31B中的中性平面沿线962的基本切向取向。在本公开中使用的术语“中性平面”表示柔性研磨构件(例如,带、盘等)在运动期间与切削工具接触之前所遵循的标称构造。应该理解的是,当研磨构件沿着中性平面移动时,可能会遇到一些位置变化、振荡等。
在研磨盘930旋转期间使切削工具抵靠至研磨盘930以执行磨锐操作会导致研磨盘930离开中性平面而产生局部曲线位移。曲线位移的类型和程度可以根据多种因素而变化,包括抵靠角度、表面压力、接触区域936的角度和径向位置、以及盘的刚度。
图32A和32B示出了与固定的支撑构件964结合的研磨盘930。支撑构件大体上类似于以上在图9A和图9B中讨论的支撑构件190,其可以采用圆柱销的形式或其他合适的形状。如前所述,支撑构件964用于在中性平面的近端和远端之间接触地接合柔性研磨盘的后侧。如切削工具966所描绘,这在抵靠接触区域的磨锐操作期间沿切削工具的切削刃引起非均匀的表面压力。支撑构件964从接触区域936偏移,以引起盘材料蜿蜒通过切削刃,并且支撑构件964被定位成在切削刃的一端提供更大的材料脱离率(MTO),诸如是在更靠近中心轴线954的部分,盘930围绕该中心轴线954旋转。
在图32A的构造中,支撑构件964的远端向前延伸以产生沿中性平面的区段968A和968B。而切削工具966的出现将导致柔性盘930离开中性平面而发生偏斜,如偏斜部分968C所示。
图33A和33B示出了与可旋转的支撑构件970结合的研磨盘930。支撑构件970可以采取类似于以上在图10A-10D中讨论的支撑辊202的倾斜支撑辊构件的形式。如上所述,辊构件970沿着工具930的切削刃引起非均匀的表面压力。在这种情况下,辊构件970的边缘标称地与研磨盘930的背面对准,使得中性平面由名义上共线的区段972A和972B建立。而切削工具966的出现使研磨盘930离开中性平面而发生偏斜,如区段972C所示。
要注意的是,固定支撑构件964也可以替代地被配置成位于与图33A中类似的共线位置,可旋转支撑构件970也可以配置为位于与图32A中类似的向前突出的位置。尽管各种支撑构件(例如190、202、964、970)显示为位于相关的接触区域下方,但是应该理解,也可以使用其他位置,例如根据需要位于接触区域上方或附近。
在一些实施例中,可以布置一对研磨盘930A,930B,以能够进行双面磨锐操作,如在图34中大体示出的。各个盘930A,930B可以通过使用双轮毂组件974而被安装为围绕如图31A-31B所示的轴956旋转。如图所示,可在两个盘930A,930B之间放置一个中间的支撑构件976,以向切削工具966的两个侧面提供变化的MTO率。
动力磨刀器980如图35所示,具有如图34所述的双研磨盘布置。磨刀器具有壳体982,壳体982包围各个相关元件,包括电动机952、轴956、轮毂组件974等。可由用户激活的开关984可以用于启动盘的旋转。
参照图35,两个盘930A、930B可设置有不同的研磨度,以允许第一阶段986进行粗磨锐操作而第二阶段988进行细磨锐操作。每个阶段都设有各自的引导组件990A、990B以及992A、992B。如前所述,每个引导组件包括侧面支撑表面,以用于接触地支撑切削工具的侧面;以及刃引导支撑表面,以在切削刃的第二部分被跨着研磨介质的接触区域拉动时用于支撑切削刃的第一部分。
现在将意识到,本文提出的各种实施例可以提供优于现有技术的许多益处。在提供非正交对准角的实施例中,相对于被磨锐的刀片,可以跨研磨带的宽度而引起不同的偏转量。这样可沿刀片的长度方向在刀片侧面提供更均匀的表面压力和MTO率,并趋于减少沿切削刃会出现较大量的研磨带曲率变化的点处的表面压力增加,例如在靠近刀片尖端的点处。如上所述,这种具有非正交的“倾斜角”的带式磨锐可以通过制定倾斜角B(参见例如图4和7A-7B)、歪斜角C(参见例如图8A-8B)、和/或偏置/偏斜的支撑构件(例如参见图9A-9B、10A-10D和11A-11C)中的一者或多者来实施。
在一些实施例中,可以将具有不同研磨水平和线性刚度水平的不同研磨带和研磨盘依次施加到工具上,以提供更复杂的磨锐过程。例如但不限于,在一个实施例中,可以安装具有相对较大的刚度和较高的研磨性的第一研磨带,以向刀提供相对粗水平的磨锐度,其中从刀中去除相对更多的材料,然后安装具有相对较小的刚度和更细水平的研磨性的第二研磨带,以进行珩磨操作。刚度的差异可以为最终的刀片几何形状提供不同级别的轮廓。
在进一步的实施例中,磨刀器可以构造成采用碎屑气流管理系统以去除碎屑并增强对磨锐操作的冷却。可以提供辅助的手动磨锐操作以进行珩磨,这可以包括产生凹口以增强切削刃性能;可以提供受偏压的压板组件以进一步调节各种磨锐几何形状。
应当理解,即使在前面的描述中已经陈述了本公开的各种实施例的众多特征和优点、以及各种实施例的结构和功能的细节,该详细描述仅是说明性的,并且其细节可以作出改变,尤其是在部件的结构和布置方面可以作出改变,所述改变是在在本公开的原则范围内作出的,并且可以扩展至由所附权利要求所表达的条件的广泛一般含义所指示的全部范围。
Claims (20)
1.一种用于磨锐具有切削刃的切削工具的磨刀器,包括:
柔性研磨构件,其由电动机驱动移动并且由至少第一支撑构件支撑为沿着具有相对的近端和远端的中性平面,所述柔性研磨构件具有带研磨表面的前侧和与所述前侧相对的背侧;
引导组件,其邻近所述柔性研磨构件以在磨锐操作期间支撑所述切削工具,在磨锐操作中所述切削工具的切削刃抵靠在所述柔性研磨构件上,该引导组件具有侧面支撑表面和刃引导表面,所述侧面支撑表面用于接触地支撑所述切削工具的侧表面,所述刃引导表面用于与此同时接触地支撑所述切削工具的切削刃的第一部分,而所述切削工具的切削刃的第二部分与此同时抵靠在所述研磨表面的接触区域上;和
压板构件,其设置为在所述中性平面的近端和远端之间在与所述接触区域相反的一侧接触地支撑所述柔性研磨构件的背面,所述压板构件施加偏压力以使所述柔性研磨构件朝向所述接触区域移位超过由所述第一支撑构件建立的初始切平面。
2.根据权利要求1所述的磨刀器,还包括偏压构件,该偏压构件附接到所述压板构件以使所述柔性研磨构件的中间部分朝向所述接触区域从所述切平面行进至所述中性平面。
3.根据权利要求1所述的磨刀器,其中,所述第一支撑构件是第一辊,所述柔性研磨构件是沿着所述第一辊和间隔开的第二辊装置的研磨带,其中,第一辊和第二辊装置成形成所述柔性研磨构件的初始切平面,并且所述压板构件设置在第一辊和第二辊之间以使所述研磨带的中间部分朝向所述接触区域从所述初始切平面移出以形成所述中性平面。
4.根据权利要求1所述的磨刀器,其中,所述柔性研磨构件是绕所述第一支撑构件的轴线旋转的研磨盘。
5.根据权利要求1所述的磨刀器,其中,所述柔性研磨构件在第一方向上移动通过所述切削刃的第二部分所抵靠的所述接触区域,并且所述压板构件为所述中性平面的中间部分赋予曲线形状,以在所述切削工具的侧面实现空心磨削的几何形状。
6.根据权利要求1所述的磨刀器,其中,所述压板构件具有标称平坦的平面型表面,所述平面型表面被构造成接触地支撑并压靠所述柔性研磨构件的背衬表面。
7.根据权利要求1所述的磨刀器,其中,所述压板构件具有凸面,所述凸面被构造为接触地支撑并压靠所述柔性研磨构件的背衬表面。
8.根据权利要求1所述的磨刀器,其中,所述压板构件沿着所述切削刃的第二部分施加均匀的表面压力。
9.根据权利要求1所述的磨刀器,其中,所述压板构件沿着所述切削刃的第二部分施加不均匀的表面压力,从而较高的表面压力被施加在所述切削工具的前边缘附近,而较低的表面压力被施加在所述切削工具的后边缘附近。
10.根据权利要求1所述的磨刀器,还包括:碎屑管理系统,所述碎屑管理系统包括叶轮和磁体,所述叶轮构造成产生气流,所述气流将由所述切削刃的第二部分与移动的所述柔性研磨构件的接触而产生的碎屑引导至壳体的其中装置有所述磁体的腔中,该磁体构造成磁性地保持所述碎屑的至少一部分。
11.一种用于磨锐具有切削刃的切削工具的磨刀器,包括:
柔性研磨构件,具有带研磨表面的前侧和与所述前侧相对的背侧;
引导组件,其邻近所述柔性研磨构件以在磨锐操作期间支撑所述切削工具,在磨锐操作中所述切削刃抵靠在所述柔性研磨构件的研磨表面上,该引导组件具有侧面支撑表面和刃引导表面,所述侧面支撑表面用于接触地支撑所述切削工具的侧表面,所述刃引导表面用于与此同时接触地支撑所述切削工具的切削刃的第一部分,而所述切削工具的切削刃的第二部分与此同时抵靠所述研磨表面的具有所需表面压力分布的接触区域;
电动机,其构造成驱动所述柔性研磨构件相对于所述切削刃的第二部分移动;
壳体,其中设置有所述柔性研磨构件和所述电动机;和
包括叶轮和磁体的碎屑管理系统,所述叶轮构造成产生气流,所述气流将由所述切削刃的第二部分与移动的所述柔性研磨构件的接触而产生的碎屑引导至所述壳体的其中设置有所述磁体的腔中,该磁体构造成磁性地保持所述碎屑的至少一部分。
12.根据权利要求11所述的磨刀器,其中,所述叶轮由所述电动机驱动旋转。
13.根据权利要求11所述的磨刀器,其中,所述腔是第一腔,并且所述壳体还包括第二腔,所述第二腔通过中间过滤器与所述第一腔流体连通,所述过滤器构造成促进气流从所述第一腔通过至所述第二腔并且同时将所述碎屑保留在所述第一腔中。
14.根据权利要求13所述的磨刀器,其中,所述壳体还包括至少一个排气口,所述排气口穿过所述壳体的侧壁并且与所述第二腔流体连通,以利于所述气流从所述磨刀器中排出。
15.根据权利要求11所述的磨刀器,还包括背面支撑构件,该背面支撑构件构造成在与所述柔性研磨构件的研磨表面的所述接触区域相反的一侧接触地支撑所述柔性研磨构件的背面。
16.根据权利要求15所述的磨刀器,其中,所述背面支撑构件包括压板构件,该压板构件施加偏压力以使所述柔性研磨构件朝向所述接触区域移位。
17.根据权利要求15所述的磨刀器,其中,所述背面支撑构件包括固定销或可旋转辊,所述固定销或旋转辊偏离所述接触区域,使得所述研磨柔性构件的背面没有在与所述接触区域直接相对的位置被支撑,并且所述研磨柔性构件通过所述切削刃的第二部分在所述接触区域提供的接触以及所述背面支撑构件提供的支撑而遵循局部蛇形路径。
18.根据权利要求11所述的磨刀器,其中,所述背面支撑构件沿着所述切削刃的第二部分施加均匀的表面压力。
19.根据权利要求11所述的磨刀器,其中,所述背面支撑构件沿着所述切削刃的第二部分施加,从而较高的表面压力被施加在所述切削工具的前边缘附近,而较低的表面压力被施加在所述切削工具的后边缘附近。
20.根据权利要求11所述的磨刀器,其中,所述柔性研磨构件是环形研磨带或研磨盘。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/919,850 US10814451B2 (en) | 2016-02-12 | 2018-03-13 | Powered sharpener with controlled deflection of flexible abrasive member |
| US15/919,850 | 2018-03-13 | ||
| PCT/US2019/021962 WO2019178171A1 (en) | 2018-03-13 | 2019-03-13 | Powered sharpener with controlled deflection of flexible abrasive member |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112118936A true CN112118936A (zh) | 2020-12-22 |
Family
ID=67906896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201980032375.7A Pending CN112118936A (zh) | 2018-03-13 | 2019-03-13 | 具有受控的柔性研磨构件的偏斜量的动力磨刀器 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3765236A4 (zh) |
| CN (1) | CN112118936A (zh) |
| WO (1) | WO2019178171A1 (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2780897A (en) * | 1954-12-09 | 1957-02-12 | Radase Albert | Combined sharpening, sanding, and honing machine |
| US3562801A (en) * | 1968-09-11 | 1971-02-09 | Wolf Machine Co The | Belt-type blade sharpener apparatus for a cloth cutting machine |
| US4142331A (en) * | 1977-03-22 | 1979-03-06 | Gspk (Electronics) Limited | Blade sharpeners |
| CN101437653A (zh) * | 2006-02-23 | 2009-05-20 | 埃奇克拉夫特公司 | 具有改进的刀导向件的刀刃磨器 |
| CN101437651A (zh) * | 2006-03-16 | 2009-05-20 | 专业工具制造有限责任公司 | 切割工具磨具 |
| US20130324014A1 (en) * | 2012-05-31 | 2013-12-05 | Darex, Llc | Hand-Held Tool Sharpener With Flexible Abrasive Disk |
| US9358654B1 (en) * | 2008-06-27 | 2016-06-07 | Darex, Llc | Sharpening a cutting tool using multiple abrasive belts |
| CN106102994A (zh) * | 2014-03-13 | 2016-11-09 | 埃奇克拉夫特公司 | 用于陶瓷和金属刀片的电动刃磨器 |
| US9731395B1 (en) * | 2016-02-12 | 2017-08-15 | Darex, Llc | Tilted angle abrasive belt sharpener |
| US20170361413A1 (en) * | 2016-02-12 | 2017-12-21 | Darex, Llc | Powered sharpener with cold forging member |
| CN107530868A (zh) * | 2015-04-14 | 2018-01-02 | 德瑞克斯有限公司 | 用于增强切割性能的具有微小沟道的切割边缘 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009082508A1 (en) | 2007-12-21 | 2009-07-02 | Professional Tool Manufacturing, Llc | Cutting tool sharpener |
-
2019
- 2019-03-13 WO PCT/US2019/021962 patent/WO2019178171A1/en unknown
- 2019-03-13 CN CN201980032375.7A patent/CN112118936A/zh active Pending
- 2019-03-13 EP EP19767226.4A patent/EP3765236A4/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2780897A (en) * | 1954-12-09 | 1957-02-12 | Radase Albert | Combined sharpening, sanding, and honing machine |
| US3562801A (en) * | 1968-09-11 | 1971-02-09 | Wolf Machine Co The | Belt-type blade sharpener apparatus for a cloth cutting machine |
| US4142331A (en) * | 1977-03-22 | 1979-03-06 | Gspk (Electronics) Limited | Blade sharpeners |
| CN101437653A (zh) * | 2006-02-23 | 2009-05-20 | 埃奇克拉夫特公司 | 具有改进的刀导向件的刀刃磨器 |
| CN101437651A (zh) * | 2006-03-16 | 2009-05-20 | 专业工具制造有限责任公司 | 切割工具磨具 |
| US9358654B1 (en) * | 2008-06-27 | 2016-06-07 | Darex, Llc | Sharpening a cutting tool using multiple abrasive belts |
| US20130324014A1 (en) * | 2012-05-31 | 2013-12-05 | Darex, Llc | Hand-Held Tool Sharpener With Flexible Abrasive Disk |
| CN106102994A (zh) * | 2014-03-13 | 2016-11-09 | 埃奇克拉夫特公司 | 用于陶瓷和金属刀片的电动刃磨器 |
| CN107530868A (zh) * | 2015-04-14 | 2018-01-02 | 德瑞克斯有限公司 | 用于增强切割性能的具有微小沟道的切割边缘 |
| US9731395B1 (en) * | 2016-02-12 | 2017-08-15 | Darex, Llc | Tilted angle abrasive belt sharpener |
| US20170361413A1 (en) * | 2016-02-12 | 2017-12-21 | Darex, Llc | Powered sharpener with cold forging member |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019178171A1 (en) | 2019-09-19 |
| EP3765236A1 (en) | 2021-01-20 |
| EP3765236A4 (en) | 2021-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9914193B2 (en) | Powered sharpener with cold forging member | |
| US20210039220A1 (en) | Powered sharpener with controlled deflection of flexible abrasive member | |
| US9956662B2 (en) | Cutting tool sharpener | |
| US6863600B2 (en) | Apparatus for precision edge refinement of metallic cutting blades | |
| US7235004B2 (en) | Precision means for sharpening and creation of microblades along cutting edges | |
| CA2940255C (en) | Novel sharpeners to create cross-grind knife edges | |
| US12048979B2 (en) | Rotatable edge guide to support a cutting tool during a sharpening operation | |
| EP2001635B1 (en) | Cutting tool sharpener | |
| US9333612B2 (en) | Tool sharpener with adjustable support guide | |
| JP2006502873A (ja) | 改良された研ぎ装置 | |
| CN108698186B (zh) | 倾斜角磨带磨具 | |
| US8366515B2 (en) | Form transfer grinding method | |
| US9623533B2 (en) | Sharpening a cutting edge of a tool using a reverse sharpening guide | |
| US10850361B1 (en) | Powered sharpener with manual hone stage | |
| EP1993783B1 (en) | Improved sharpener for blades of food slicers | |
| CN112118936A (zh) | 具有受控的柔性研磨构件的偏斜量的动力磨刀器 | |
| US6958004B2 (en) | Saw grinding apparatus with improved wear plates | |
| JP2001246562A (ja) | ダイヤモンドドレッサ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20201222 |
|
| WD01 | Invention patent application deemed withdrawn after publication |