CN111032245B - 反向压力罐盖 - Google Patents
反向压力罐盖 Download PDFInfo
- Publication number
- CN111032245B CN111032245B CN201880056157.2A CN201880056157A CN111032245B CN 111032245 B CN111032245 B CN 111032245B CN 201880056157 A CN201880056157 A CN 201880056157A CN 111032245 B CN111032245 B CN 111032245B
- Authority
- CN
- China
- Prior art keywords
- annular
- lid
- panel
- tool assembly
- disposed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/40—Details of walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/28—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness
- B65D17/401—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall
- B65D17/4011—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions at lines or points of weakness characterised by having the line of weakness provided in an end wall for opening completely by means of a tearing tab
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/2653—Methods or machines for closing cans by applying caps or bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/26—Making hollow objects characterised by the use of the objects cans or tins; Closing same in a permanent manner
- B21D51/30—Folding the circumferential seam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/14—Cans, casks, barrels, or drums characterised by shape
- B65D1/16—Cans, casks, barrels, or drums characterised by shape of curved cross-section, e.g. cylindrical
- B65D1/165—Cylindrical cans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0002—Location of opening
- B65D2517/0007—Location of opening in a separate cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/001—Action for opening container
- B65D2517/0014—Action for opening container pivot tab and push-down tear panel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0058—Other details of container end panel
- B65D2517/0059—General cross-sectional shape of container end panel
- B65D2517/0061—U-shaped
- B65D2517/0062—U-shaped and provided with an additional U-shaped peripheral channel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2517/00—Containers specially constructed to be opened by cutting, piercing or tearing of wall portions, e.g. preserving cans or tins
- B65D2517/0001—Details
- B65D2517/0058—Other details of container end panel
- B65D2517/0068—Ribs or projections in container end panel
- B65D2517/0071—Ribs or projections in container end panel located externally of tear-out/push-in panel or preformed opening
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Containers Opened By Tearing Frangible Portions (AREA)
Abstract
本发明公开了一种罐盖(12),所述罐盖包括中心面板(14)、围绕所述中心面板(14)设置的环形部分(16)、围绕所述环形部分(16)设置的卡紧壁(18)和从所述卡紧壁(18)径向向外延伸的卷曲部(20);所述环形部分(16)包括环形脊(52)和环形凹陷部(52),所述环形凹陷部(52)邻近并围绕所述环形脊(50)设置。环形凹陷部(52)和环形脊(52)构造成抵抗由外部或反向压力而导致的变形。
Description
相关申请的交叉引用
本申请要求于2017年8月30日提交的序列号为15/690,590的美国专利申请的权益,其通过引用合并于本文。
技术领域
所公开和要求保护的构思涉及罐盖,并且更具体地涉及由板材制成的罐盖,该罐盖相对于已知罐盖具有减小的基础规格和/或减小的最终厚度。所公开的构思还涉及用于提供这种罐盖的工具和相关方法。
背景技术
金属容器(例如,罐)构造成容纳产品,所述产品诸如但不限于食品和饮料。通常,金属容器包括罐主体和罐盖。在示例性实施例中,罐主体包括基部和悬伸的侧壁。罐主体限定了大体封闭的空间,该空间在一端处开口。罐主体填充有产品,然后将罐盖在开口端联接到罐主体。此后将容器放入烤箱中并加热以烹饪产品和/或对产品进行灭菌。容器和食物的加热和随后的冷却引起压力变化。也就是说,随着食物被加热,容器内部的压力增加。该压力被识别为“内部”或“正向”压力。容器构造成抵抗由于内部压力引起的变形。在示例性实施例中,容器和食物的加热是通过加压蒸汽进行的。加压蒸汽向容器的外侧施加压力。容器外侧上的压力为“外部”或“反向”压力。容器不能总是构造成抵抗由于外部压力引起的变形。因此,如果罐主体和/或罐盖中的任一者或两者的金属弱,则罐主体和/或罐盖将由于压力变化而变形并且容器将会有缺陷。
如本文所使用的,“罐盖”是联接至罐主体以形成容器的元件。“罐盖”包括构造成打开容器的拉片或类似装置。如下所述,“罐盖”通常由“壳”形成。也就是说,壳由从板材切割出的大致平面的坯件而形成。坯件成形为包括环形凹陷部、卡紧壁和其他构造。下文所公开和要求保护的构思作为“罐盖”的一部分进行讨论。但是,应当理解的是,可以在坯件仍然是“壳”而不是“罐盖”时形成所公开和要求保护的构思。也就是说,尽管以下讨论使用术语“罐盖”,但该讨论也适用于“壳”。
在处理过程中,容器暴露于压力中。例如,一些食物物品在处于容器中时被烹饪和/或消毒。这样的容器既暴露于内部压力(在本文中也称为“弯曲”或“弯曲压力”),也暴露于外部压力(在本文中也称为“反向弯曲”或“反向弯曲压力”)。容器(即,罐主体和罐盖)必须具有抵抗由于弯曲压力和/或反向弯曲压力而变形的强度。
通常,容器的强度与形成罐主体和罐盖的金属的厚度以及这些元件的形状有关。本申请主要针对罐盖而不是罐主体。罐盖可以是“卫生”式罐盖或者是“易开”式罐盖。如本文所使用的,“卫生”式罐盖是不具有用于打开的拉片或刻痕轮廓并且将不得不通过使用开罐器或其他装置来打开的罐盖。如本文所使用的,“易开”式罐盖可以包括撕开板和拉片。撕开板由罐盖的外表面(在本文中标识为“公共侧”)上的刻痕轮廓或刻痕线限定。拉片邻近撕开板附接(例如但不限于铆接)。拉片构造成被抬起和/或拉动以切断刻痕线并偏转和/或移除可切割的面板,从而形成用于分配容器的内容物的开口。以下针对“易开”式罐盖,但也适用于“卫生”式罐盖。也就是说,“卫生”式罐盖以类似的方式生产并且以类似的方式联接到罐主体。因此,如本文所使用的,罐盖进一步定义为包括既用于“卫生”式罐盖又用于“易开”式罐盖的构造。
在制造罐盖时,罐盖起源于坯件,该坯件从金属板材产品(例如但不限于,铝板;钢板)切割下来。在示例性实施例中,随后在壳压机中将坯件成形为“壳”。如本文所使用的,“壳”是一种构造,该构造开始于大致平面的坯件并且已经经受了除了铆接成形和拉片铆固之外的成形操作。壳压机包括一定数量的工具工位,其中每个工具工位执行成形操作(或者其可以包括不执行成形操作的空工位)。坯件移动通过相继的工位并且被成形为“壳”。在示例性实施例中,壳是构造成联接到罐主体的“卫生”式罐盖。
对于“易开”式罐盖,将壳进一步传送到转换压机,该转换压机也具有一定数量的相继的工具工位。随着壳从一个工具工位前进到下一工具工位,执行转换操作,直到将壳完全转换为期望的罐盖并且从压机排出为止,该转换操作诸如但不限于铆接成形、镶板、刻痕、压印和拉片铆固。因此,如本文所使用的,“罐盖”包括“壳”以及包含拉片和刻痕线的结构部。
在罐制造业中,为了制造大量的罐,需要大量的金属。通常,钢罐由具有0.0050英寸至0.0096英寸之间的基础规格或原始厚度(如本文所使用的,这些术语彼此等同)的板材制成。所需的材料的原始厚度由多种因素确定,所述多种因素诸如但不限于成品罐的尺寸、加工过程中罐(和内含物)所暴露的温度、待放入罐中的内容物的性质以及其他因素。如本文所使用的,用于每种特定类型、型号和/或样式的罐和/或罐盖的材料的原始厚度为“既定厚度”。
即,例如,用于常见的18.6盎司汤罐的钢的既定厚度为0.0090英寸。由具有该既定厚度的钢制成的罐盖/容器构造成承受34.8psi的弯曲压力和33.0psi的反向弯曲压力。
该行业的一个持续目标是减小消耗的金属量。因此,不断地进行努力以减小用于制造罐盖、拉片和罐主体的原料的厚度或规格(有时称为“减小的规格”)。可替代地,材料可以从基础规格变薄,以具有比基础规格更薄或部分更薄的最终厚度。但是,由于使用较少材料(例如,更薄的规格),因此出现了需要开发独特方案的问题。如上所述,与食品罐的罐盖相关的常见问题是它们经受与处理罐内食物产品相关的压力变化。当金属的基础规格太薄时,罐盖会变形。这是个问题。
解决与使用薄金属有关的问题的一种方案是在罐盖中提供加强结构部。加强结构部包括但不限于增加大致平面的罐盖的刚度的凹进的或凸出的面板。在示例性实施例中,通过成形罐盖的主体中的面板来产生加强结构部。罐盖包括其他类似的结构部,诸如用于拉片的凹部。然而,如上所述,在示例性实施例中,罐盖和加强结构部构造成抵抗内部压力。
因此,需要一种罐盖,该罐盖的形状即使在该罐盖是由减小规格(即,更薄)的金属制成时也能抵抗变形。还需要一种罐盖,该罐盖的形状抵抗由外部或反向压力引起的变形。
发明内容
所公开和要求保护的构思提供了一种构造成联接至容器的罐盖,该罐盖包括减小规格的结构部。即,罐盖包括中心面板、围绕所述中心面板设置的环形部分、围绕所述环形部分设置的卡紧壁、从所述卡紧壁径向向外延伸的卷曲部,所述环形部分包括环形脊和环形凹陷部,所述环形凹陷部邻近并围绕环形脊设置。环形凹陷部和环形脊构造成抵抗由外部或反向压力引起的变形。具有所公开的构造的罐盖解决了上述问题,并允许罐盖由具有减小的原始厚度的材料制成。
附图说明
当结合附图阅读时,可以从对优选实施例的以下描述中获得对本发明的全面理解,附图中:
图1是现有技术的罐盖的俯视图。
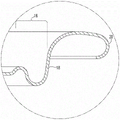
图2是现有技术的罐盖的侧视截面图。
图3是壳的俯视图。
图4是壳的横截面图;图4A是壳的细节图。
图5是罐盖的俯视图。
图6是罐盖的横截面图;图6A是罐盖的细节图。
图7是标识了在本文所使用的术语的罐盖的横截面图。
图8是联接(封合)到罐主体的罐盖的横截面图。
图9是构造为成形罐盖的工具组件的横截面图;图9A﹣图9G示出了当上工具组件从第一位置移动到第二位置时工具组件的进程。
图10是所公开的方法的流程图。
图11是罐盖的另一实施例的俯视图。
图12是图11的罐盖的横截面图;图12A是图12的罐盖的细节图。
图13是将增强的环形凹陷部与现有技术的环形凹陷部进行比较的示意性局部横截面细节图。
图14是罐盖的另一实施例的横截面图;图14A是罐盖的另一实施例的细节图;图14B是图14的罐盖被封合机接合的示意性横截面侧视图。
图15是所公开的方法的流程图。
具体实施方式
将意识到的是,在本文的附图中示出的和在以下说明中描述的特定元件仅仅是所公开构思的示例性实施例,其以非限制性示例提供,仅用于进行说明。因此,与本文所公开的实施例有关的特定尺寸、取向、组件、所使用部件的数量、实施例构造和其他物理特性不应被认为对所公开构思的范围进行限制。
在此所使用的方向短语,诸如,例如,顺时针、逆时针、左、右、顶、底、向上、向下及其衍生词涉及附图中所示元件的取向而并不限制权利要求,除非在此有明确表述。
如本文所使用的,单数形式的“一”、“一个”和“所述”包括复数指代,除非上下文另有明确说明。
如本文所使用的,“构造成[动词]”是指所识别的元件或组件具有被成型、定尺寸、设置、联接和/或配置成执行所识别的动词的结构。例如,“构造成移动”的构件可移动地联接到另一个元件并且包括使该构件移动的元件,或者该构件以其他方式配置为响应于其他元件或组件而移动。由此,如本文所使用的,“构造成[动词]”叙述结构而不是功能。此外,如本文所使用的,“构造成[动词]”是指所识别的元件或组件旨在并且被设计为执行所识别的动词。因此,仅能够执行所识别的动词但是不旨在且未被设计为执行所识别的动词的元件不是“构造成[动词]”。
如本文所使用的,“相关联”是指元件是同一组件的部分和/或一起操作,或者以某种方式相互作用/彼此作用。例如,汽车有四个轮胎和四个轮毂盖。虽然所有元件都联接作为汽车的部分,但应理解的是,每个轮毂盖与特定轮胎“相关联”。
如本文所使用的,“联接组件”包括两个或更多个联接件或联接部件。联接件或联接组件的各部件通常不是同一元件或其他部件的部分。由此,在以下描述中可能不会同时描述“联接组件”的各部件。
如本文所使用的,“联接件”或“一个或多个联接部件”是联接组件的一个或多个部件。也就是说,联接组件包括至少两个构造成联接在一起的部件。应理解的是,联接组件的各部件彼此兼容。例如,在联接组件中,如果一个联接部件是卡扣式插座,则另一个联接部件是卡扣式插头,或者,如果一个联接部件是螺栓,则另一个联接部件是螺母。
如本文所使用的,“紧固件”是构造成联接两个或更多个元件的单独部件。因此,例如,螺栓是“紧固件”,但是榫-槽联接不是“紧固件”。也就是说,榫-槽元件是被联接的元件的一部分而不是单独的部件。
如本文所使用的,“联接”两个或更多个零件或部件的陈述应指这些零件直接或间接地(即,通过一个或多个中间零件或部件连接)连接或一起操作,只要发生连结即可。如本文所使用的,“直接联接”是指两个元件彼此直接接触。如本文所使用的,“固定联接”或“固定”是指两个部件被联接以便一体地移动,同时保持相对于彼此的恒定取向。因此,当联接两个元件时,这些元件的所有部分都被联接。然而,描述第一元件的特定部分联接到第二元件(例如,轴第一端联接到第一轮)是指第一元件的特定部分设置得与它的其它部分相比更靠近第二元件。此外,仅通过重力保持到位地搁置在另一物体上的物体未“联接”到下部物体,除非上部物体通过其他方式基本维持到位。也就是说,例如,桌子上的书没有联接到桌子,但是粘到桌子上的书联接到桌子上。
如本文所使用的,短语“可移除地联接”或“临时联接”是指一个部件以基本上临时的方式与另一个部件联接。也就是说,两个部件联接成使得部件容易连接或分离并且不会损坏部件。例如,用有限数量的易于接近的紧固件(即,不难接近的紧固件)将两个部件彼此固定是“可移除地联接”,而焊接在一起或通过难以接近的紧固件连接的两个部件不是“可移除地联接”。“难以接近的紧固件”是在接近紧固件之前需要移除一个或多个其他部件的紧固件,其中“其他部件”不是通道装置(诸如但不限于,门)。
如本文所使用的,“临时放置”是指一个或多个第一元件或组件搁置在一个或多个第二元件或组件上以使得允许第一元件/组件移动而不必脱离第一元件或不必用其它方式操纵第一元件。例如,仅仅搁置在桌子上的书(即,书没有粘合或固定在桌子上)被“临时放置”在桌子上。
如本文所使用的,“操作地联接”是指联接一定数量的元件或组件,每个元件或组件可在第一位置和第二位置之间移动或者在第一构造和第二构造之间移动,使得当第一元件从一个位置/构造移动到另一位置/构造时,第二元件也在各位置/构造之间移动。应注意的是,第一元件可以“操作地联接”到另一元件,而反之并非如此。
如本文所使用的,“对应”表示两个结构部件的尺寸和形状设计成彼此相似,并且可以以最小的摩擦量联接。因此,“对应于”构件的开口的尺寸略大于该构件,使得该构件可以以最小的摩擦量行进穿过该开口。如果要将两个部件“紧贴地”装配在一起,则修改该定义。在那种情况下,部件尺寸之间的差异甚至更小,从而摩擦量增大。如果限定开口的元件和/或插入开口中的部件由可变形或可压缩的材料制成,则开口甚至可以略小于插入开口中的部件。关于表面、形状和线,两个或更多个“对应的”表面、形状或线通常具有相同的尺寸、形状和轮廓。
如本文所使用的,当与移动的元件相关联地使用时,“行进路径”或“路径”包括元件在运动时移动通过的空间。由此,任何移动的元件都固有地具有“行进路径”或“路径”。此外,“行进路径”或“路径”涉及一个可识别的结构部整体上相对于另一物体的运动。例如,假设道路完全平滑,则汽车上的旋转车轮(可识别的结构部)通常不会相对于汽车的车身(另一个物体)移动。即,车轮整体上不会相对于例如相邻的挡泥板改变其位置。因此,旋转车轮相对于汽车的车身不具有“行进路径”或“路径”。相反,该车轮上的进气阀(可识别的结构部)确实具有相对于汽车的车身的“行进路径”或“路径”。即,当车轮旋转并运动时,进气阀整体上相对于汽车的车身运动。
如本文所使用的,两个或更多个零件或部件彼此“接合”的陈述是指这些元件直接将力或偏压施加到彼此之上或者通过一个或多个中间元件或部件将力或偏压施加到彼此之上。此外,如本文关于移动部件所使用的,移动部件可以在从一个位置到另一个位置的运动期间“接合”另一个元件,和/或移动部件可以一旦在所述位置中则“接合”另一个元件。因此,应理解的是,陈述“当元件A移动到元件A的第一位置时,元件A接合元件B”和“当元件A在元件A的第一位置时,元件A接合元件B”是等效陈述,并且是指元件A在移动到元件A的第一位置时接合元件B和/或元件A在元件A的第一位置时接合元件B。
如本文所使用的,“操作地接合”是指“接合且移动”。也就是说,当相对于构造成使可移动或可转动的第二部件移动的第一部件使用时,“操作地接合”是指第一部件施加足以使第二部件移动的力。例如,可以将螺丝刀放置成与螺钉接触。当没有向螺丝刀施加力时,螺丝刀仅“联接”到螺钉上。如果向螺丝刀施加轴向力,则螺丝刀压靠在螺钉上并“接合”螺钉。然而,当向螺丝刀施加转动力时,螺丝刀“操作地接合”螺钉并使螺钉转动。
如本文所使用的,“悬伸”是指从另一个元件以非零(0°)的角度延伸而与方向无关。也就是说,例如,“悬伸”的侧壁可以从基部大致向上延伸。此外,“悬伸”的侧壁固有地具有远端部。
如本文所使用的,词语“一体式”表示被创建为单个器件或单元的部件。也就是说,包括单独创建并且然后联接在一起作为一个单元的器件的部件不是“一体式”部件或主体。
如本文所使用的,术语“数量”应表示一或大于一的整数(即多个)。
如本文所使用的,在短语“[x]在其第一位置和第二位置之间移动”或“[y]被构造成使得[x]在其第一位置和第二位置之间移动,“[x]”是元件或组件的名称。此外,当[x]是在多个位置之间移动的元件或组件时,代词“其”是指“[x]”,即在代词“其”之前命名的元件或组件。
如本文所使用的,在诸如“围绕[元件、点或轴线]设置”或“围绕[元件、点或轴线]延伸”或“围绕[元件、点或轴线][X]度”的短语中的“围绕”表示环绕、围绕延伸或围绕测量。当参考测量值使用或以类似方式使用时,如本领域普通技术人员所理解的那样,“大约(about)”表示“近似”,即,在与测量值相关的近似范围内。
如本文所使用的,用于圆形或圆柱形的主体的“径向侧面/表面”是围绕主体的中心或穿过其中心的高度线延伸或者环绕主体的中心或穿过其中心的高度线的侧面/表面。如本文所使用的,用于圆形或圆柱形的主体的“轴向侧面/表面”是在大致垂直于穿过中心的高度线延伸的平面中延伸的侧面。也就是说,通常,对于圆柱形汤罐来说,“径向侧面/表面”是大致圆形的侧壁,“一个或多个轴向侧面/表面”是汤罐的顶部和底部。
如本文所使用的,“大致曲线”包括具有多个弯曲部分、弯曲部分和平面部分的组合以及相对于彼此成角度设置从而形成曲线的多个平面部分或区段的元件。
如本文所使用的,“通常”是指如本领域普通技术人员所理解的那样与被修饰的术语相关的“以一般方式”。
如本文所使用的,“基本上”是指如本领域普通技术人员所理解的那样与被修饰的术语相关的“大部分”。
如本文所使用的,“在.....处”是指如本领域普通技术人员所理解的那样与被修饰的术语相关地位于其上或在其附近。
以下论述和附图使用下文讨论的大致圆柱形的罐盖12作为示例。应当理解的是,所公开和要求保护的构思可以与任何形状的罐盖12一起操作,并且所讨论和示出的圆柱形形状仅是示例性的。图1和图2示出了现有技术的易开式罐盖1,在下文被称为“现有罐盖”1。现有罐盖1包括附接(例如但不限于,铆接)到撕开条或可切割面板3的打开器(例如但不限于,拉片2)。可切割面板3由现有罐盖1的外表面5(例如,公共侧)上的刻痕线4限定。拉片2构造为被抬起和/或拉动以切断刻痕线4并偏转和/或移除可切割面板3,从而形成用于分配罐中内容物(未示出)的开口。如图所示,当在图2中以横截面观察时,现有罐盖1包括中心面板6、环形凹陷部7、卡紧壁8和卷曲部9。应当理解的是,现有罐盖1由大致或基本上平面的坯件10(图9A,示意性示出)形成。在示例性实施例中,如已知的,坯件10是大致平面的盘。
坯件10首先成形为图3﹣图4所示的改进的壳13,然后将壳进一步形成为图5和图6所示的改进的罐盖12(下文中,如本文所使用的,“罐盖”12)。如上所述并且如本文所使用的,“罐盖”12和壳13包括共同元件并且在附图中使用相同的附图标记来标识这些共同元件,这些共同元件包括:中心面板14、环形部分16、卡紧壁18和卷曲部20。此外,罐盖12具有外部或“公共”侧22和内部或“产品”侧24。当罐盖12联接到已填充的罐主体60(图8)上时,公共侧22和产品侧24涉及罐盖12的构造。如本文所使用的,即使中心面板6、14包括凹陷部、铆接部和其他所形成的结构部,该中心面板6、14也是“大致平面的”。
在示例性实施例中,环形部分16包括图6A的“减小规格的结构部”11。如本文所使用的,“减小规格的结构部”是指构造成增加罐盖12抵抗在将罐盖12联接至罐主体60之后出现的弯曲变形和其他变形的结构部。此外,如本文所使用的,“减小规格的结构部”是指仅设置在中心面板14和卡紧壁18之间的环形部分16中的结构部。减小规格的结构部11构造成允许并且确实允许罐盖12由具有“减小的原始厚度”的材料形成。
如上所述,特定罐盖的“既定厚度”由许多因素确定,诸如但不限于成品容器的几何形状和构造。由此,本申请不将“减小的原始厚度”限制为特定厚度或厚度范围。而是,如本文所使用的,“减小的原始厚度”是指小于“既定厚度”的厚度。因此,“减小的原始厚度”取决于成品容器的几何形状和构造以及其他因素而变化。换句话说,如本文所使用的,“减小的原始厚度”是指材料具有比用于特定类型、型号和/或样式的罐盖的“既定厚度”薄的原始厚度。特定罐盖的“既定厚度”在本领域中是众所周知的。
下面的讨论涉及示例性罐盖12,该罐盖12是用于普通的18.6盎司汤罐的钢壳/罐盖12,其是与上文在背景技术部分中讨论的容器相同的容器。当罐盖12包括减小规格的结构部11时,板材(即,钢板)具有大约0.0079英寸的原始厚度。因此,与该示例性罐盖的0.0090英寸的既定厚度相比,罐盖12具有“减小的原始厚度”。此外,减小规格的结构部11的使用允许罐盖承受34.6psi的弯曲压力和30.0psi的反向弯曲压力,参见图6A和/或图12A。具有减小规格的结构部11的罐盖12的耐压性通常与已知的罐盖相同,并且具有减小规格的结构部11的罐盖12可以代替已知的罐盖使用。
也就是说,由具有减小的原始厚度的材料制成的并且包括本文公开构思的罐盖12可以与具有既定厚度的罐盖一样地与相同的罐主体一起使用。这解决了上述问题。此外,如本文所使用的,包括本文公开构思并且由具有“减小的原始厚度”的材料制成的罐盖12是“具有减小原始厚度的罐盖”12。
为了提供参考,如本文所使用的,坯件10的平面限定了坯件10和所制得的罐盖12的“原始平面”。如下所论述的,“原始平面”也是中心面板6、14的紧邻环形部分16并位于环形部分16内部(即,朝向罐盖12的中心)的平面。应注意的是,现有罐盖1(图2)包括环形凹陷部7,该环形凹陷部7从中心面板6的外周朝向产品侧24延伸。也就是说,现有罐盖1不包括如下所限定的环形脊50。
如图7所示并且如上所述,罐盖12包括中心面板14、环形部分16、卡紧壁18和卷曲部20。以下术语用于描述罐盖12的部件的特性。如本文所使用的,卷曲部20具有“卷曲部高度”,所述卷曲部高度是指卷曲部20的顶部与卷曲部20的远端部之间的垂直距离。如本文所使用的,“凹陷部深度”是指卷曲部20的顶部和环形凹陷部52的底部之间的垂直距离,如下所述。如本文所使用的,“面板深度”是指环形凹陷部52的底部与中心面板14的底部之间的垂直距离。如本文所使用的,“反向面板深度”是指下文讨论的环形脊50的顶部与中心面板14的顶部之间的垂直距离。应注意的是,现有罐盖不具有如图7所示的“反向面板深度”,这是因为现有罐盖1不具有环形脊50。此外,如本文所使用的,罐盖12具有“外部”或“公共”侧22和“内部”或“产品”侧24。“外部”或“公共”侧22是当罐盖12联接到罐主体60时暴露于大气中的侧部。“内部”或“产品”侧24是当罐盖12联接至罐主体60时不暴露于大气的侧部。
中心面板14是大致平面的。如图6A所示,中心面板14包括在公共侧22上的刻痕线30。刻痕线30限定撕开条或可切割面板32。在所示的实施例中,如常见的但不限于用于食品容器的罐盖12,可切割面板32占据了中心面板14的大部分。在这种构造中,中心面板14包括周边部分34和可切割面板32。应该理解的是,为了打开包括罐盖12的容器,可切割面板32相对于周边部分34被移除(或移位)。
环形部分16围绕中心面板14设置并且与中心面板成一体。在一个示例性实施例中,减小规格的结构部11包括环形脊50。也就是说,环形部分16包括环形脊50和环形凹陷部52。如本文所使用的,当在横截面大致垂直于中心面板14的平面的情况下以横截面观察时,“脊”在同一大致平面中开始和结束(在下文中为脊平面,在图7中显示为“RP”)并且包含最高点(即,顶点)。在脊平面处,“脊”具有大约0.100英寸的最大宽度。脊的宽度是在脊平面处测量的上斜坡(图7中显示为“U”)和下斜坡(图7中显示为“D”)之间的距离并且在图7中显示为“W”。此外,如本文所使用的,“环形脊”围绕可切割面板32延伸或基本上围绕可切割面板延伸。因此,壳或罐盖上的特征(诸如,宽的层(诸如但不限于图1和图2中的层“T”)、局部突起或凹陷)不限定如本文所使用的“环形脊”。例如,美国专利US9,616,483中的“面板构造部”(附图标记118)不是“环形脊”并且不包括“环形脊”,这是因为“面板构造部118”不围绕由刻痕线限定的可切割面板延伸。
在示例性实施例中,环形脊50具有在脊平面的顶部到中心面板14的顶部测量的高度,该高度在大约0.010英寸至0.050英寸之间,或者为大约0.040英寸。该偏移还限定了中心面板14的“反向面板深度”。也就是说,如图所示,脊平面与中心面板14的平面基本相同。因此,如图7和图8所示,环形脊50从中心面板14向上延伸。在示例性实施例中,环形脊50从中心面板14向上弯曲(如图8所示,当在横截面中观察时),其中弯曲部的半径(R1)在大约0.010英寸至0.030英寸之间,或者为大约0.015英寸。此外,在示例性实施例中,环形脊50是大致曲线的或大致弓形的。当环形脊50为大致弓形时,环形脊50具有内半径(R2)(即,在上斜坡和下斜坡之间并且包括上斜坡和下斜坡的弯曲部的半径),该内半径在大约0.010英寸至0.030英寸之间,或者为大约0.015英寸。环形脊50是围绕中心面板14并紧邻中心面板14设置的部分。处于任何上述构造并且具有上述特征的环形脊50解决了上述问题。
在示例性实施例中,环形部分16包括大致平面部分54(如图7中所示,当在横截面中观察时),其在下文中为“环形平面部分”54。应注意的是,环形平面部分54的平面与中心面板14的平面不在同一平面中或不平行于中心面板14的平面。也就是说,环形平面部分54的平面相对于中心面板14的平面成角度。在示例性实施例中,环形平面部分54的长度在大约0.015英寸至0.050英寸之间,或者为大约0.035英寸,其中从环形脊50到环形凹陷部52测量该“长度”。如果包括环形脊的话,则环形平面部分54围绕并且紧邻环形脊50设置。
在一个实施例中,环形凹陷部52围绕并紧邻环形脊50设置。在另一个实施例中,环形凹陷部52围绕并紧邻环形平面部分54设置。如本文所使用的,如图7所示,当在横截面大致垂直于中心面板14的平面的情况下以横截面观察时,“环形凹陷部”52在同一大致平面(在下文中为凹陷部平面,在图7中显示为“CP”)中开始和结束并且包括最低点(即底部极值点)。在凹陷部平面处,“环形凹陷部”52的最大宽度为大约0.120英寸。环形凹陷部52的宽度是在凹陷部平面处测量的下斜坡(图中未示出)和上斜坡(图中未示出)之间的距离。此外,在示例性实施例中,环形凹陷部52是大致曲线的或大致弓形的。当环形凹陷部52为大致弓形时,环形凹陷部52具有内半径(即,在上斜坡和下斜坡之间并且包括上斜坡和下斜坡的弯曲部的半径),该内半径在大约0.015英寸至0.050英寸之间,或者为大约0.020英寸。
如图6A所示,卡紧壁18围绕并且紧邻环形凹陷部52设置。卷曲部20围绕并且紧邻卡紧壁18设置。也就是说,卷曲部20从卡紧壁18径向向外延伸。如已知的并且如图8所示,罐盖12被联接、直接联接、固定或“封合”(如下所述)到罐主体60,从而形成容器70。罐主体60包括基部62和向上悬伸的侧壁64。罐主体60限定大体上封闭的空间66。
如上所述,相对于现有罐盖1,包括具有环形脊50和环形凹陷部52的环形部分16的罐盖12允许使用较薄的材料或已经变薄的材料。在示例性实施例中,坯件10或形成坯件10的材料具有原始厚度。在罐盖12的成形过程期间,如下所论述的,在一个示例性实施例中,保持了原始厚度。在另一个示例性实施例中,在罐盖12的成形过程期间,通常减小原始厚度,或者减小其选定部分的厚度。无论是与原始厚度相同还是从原始厚度减小,罐盖12的元件都以具有减小的原始厚度的材料开始(如上文所定义)并以最终厚度结束。也就是说,在示例性实施例中,中心面板14、环形部分16、卡紧壁18和卷曲部20中的每一个最初具有减小的原始厚度并且以最终厚度结束。在示例性实施例中,即,对于减小的原始厚度和/或最终厚度,在大约0.0050英寸或0.0096英寸之间,或者为大约0.0079英寸。使用罐盖12(即,减小原始厚度的罐盖12)解决了上述问题。
如图9所示,在工具100或工具组件100中成形如上所述的罐盖12。工具100包括上工具组件102和下工具组件104。上工具组件102和下工具组件104配合以将设置在它们之间的材料成形为如上所述的罐盖12。也就是说,如上所述,上工具组件102和下工具组件104配合以使得环形部分16成形为具有环形脊50和环形凹陷部52。也就是说,上工具组件102和下工具组件104配合以使得环形脊50成形为基本上设置在原始平面上方并使得环形凹陷部52成形为基本上设置在原始平面下方。在示例性实施例中,上工具组件102和下工具组件104配合以成形具有大致弓形横截面的环形脊并且成形具有大致弓形横截面的环形凹陷部52。
在一个示例性实施例中,如图9所示,上工具组件102包括:上模座200;上工具保持器202;模具中心冒口204;“成坯和拉拔”模具冲头206,(即元件206是既从板材上切下坯件又拉拔坯件的单个元件);上活塞208;模具中心冲头210;对于带有反向面板的实施例还包括上反向面板插入件212。在同一示例性实施例中,下工具组件104包括:下模座220;下工具保持器222;模芯环224;面板冲头活塞226;下活塞228;面板冲头230;具有切口边缘234的切割环232;和下反向面板插入件236。这些元件的相互作用在图9A﹣图9G中按顺序示出。注意的是,为了清楚起见,在图9B﹣图9G中未示出坯件10,而在图9A中示意性地示出了坯件10。这些元件的运动在美国专利US5,857,374中总体公开并且将与该专利的图2﹣图13相关的讨论通过引用并入本文,以便理解上反向面板插入件212与模具中心冲头210(美国专利US5,857,374中的模具中心件52)一起移动并且下反向面板插入件236与面板冲头230(美国专利US5,857,374中的元件125)一起移动。
因此,如图10所示,制造具有环形脊50和环形凹陷部52的罐盖12的方法包括:步骤1000提供限定原始平面的板材;步骤1002提供具有上工具组件102和下工具组件104的工具100;步骤1004将材料引入上工具组件102和下工具组件104之间;步骤1005从板材切割坯件10;步骤1006使得材料或坯件10成形为包括中心面板14、围绕中心面板14设置的环形部分16、围绕环形部分16设置的卡紧壁18以及从卡紧壁18径向向外延伸的卷曲部20(以下称为“步骤1006使得材料成形”);和步骤1008使得环形部分16成形为包括环形脊50和环形凹陷部52。在示例性实施例中,步骤1008使得环形部分16成形为包括环形脊50和环形凹陷部52包括:步骤1020使得环形凹陷部52成形为基本上设置在原始平面下方;步骤1022使得环形脊50成形为基本上设置在原始平面上方。此外,在示例性实施例中,步骤1008使得环形部分16成形为包括环形脊50和环形凹陷部52包括:步骤1030使得环形凹陷部52成形为具有单个中心并且在大约140°至180°之间的弧上延伸;步骤1032使得环形凹陷部52成形为具有大约0.015英寸至0.050英寸之间的半径或具有大约0.020英寸的半径;步骤1034使得环形脊50成形为具有单个中心并且在大约140°至180°之间的弧上延伸,或者在一个实施例中在大约150°的弧上延伸,或者在另一个实施例中在大约160°的弧上延伸;和步骤1036使得环形脊50成形为具有大约0.010英寸至0.030英寸之间的半径或者具有大约0.015英寸的半径。
在另一个示例性实施例中,步骤1000提供限定原始平面的板材包括:步骤1040提供具有减小的原始厚度的材料,其中减小的原始厚度在大约0.0055英寸至0.0110英寸之间、在大约0.0050英寸至0.0096英寸之间,或为大约0.0079英寸,其中,在步骤1006使得材料成形为包括中心面板14、环形部分16、卡紧壁18和卷曲部20之后,中心面板14、环形部分16、卡紧壁18和卷曲部20中的每一个具有最终厚度,并且其中,最终厚度与减小的原始厚度基本相同,即,在大约0.0055英寸至0.0110英寸之间、在大约0.0050英寸与0.0096英寸之间或为大约0.0079英寸。
在图11和图12所示的另一示例性实施例中,减小规格的结构部11包括增强的环形凹陷部110和/或环形锥形部分112。也就是说,在该实施例中,环形部分16包括增强的环形凹陷部110和/或环形锥形部分112。如本文所使用的,“增强的环形凹陷部”是指作为罐盖12的一部分的凹陷部,其中面板深度在中心面板14的最终厚度的大约八倍至九倍之间。此外,“增强的环形凹陷部”是指该凹陷部不在同一大致平面上开始和结束。而是“增强的环形凹陷部”110包括大约115°至160°之间或为大约135°(图12A中用线“EAC”表示)的曲线部分122(下文讨论)或弓形部分。此外,如本文所使用的,“增强的环形凹陷部”在径向上比下文将讨论的标准封合卡紧部502宽。即,如图13所示,现有技术的环形凹陷部7(呈虚线形式)具有与标准封合卡紧部502大致相同的径向宽度。然而,增强的环形凹陷部110的径向宽度基本上比标准封合卡紧部502宽。
在示例性实施例中,环形平面部分54是设置在中心面板14与环形凹陷部52之间的“增强的环形平面部分”120。如本文所使用的,“增强的环形平面部分”是指环形平面部分54的高度为中心面板14的最终厚度的大约八倍至九倍之间(如图12A所示,即,垂直于中心面板14的平面测量的距离)。在这种构造中,环形凹陷部52具有从环形凹陷部52的底部到中心面板14的底部测量的深度,该深度大于现有技术的罐盖12上的环形凹陷部的深度。这解决了上述问题。此外,在示例性实施例中,增强的环形平面部分120大致垂直于中心面板14的平面延伸。
在示例性实施例中,增强的环形平面部分120紧邻中心面板14设置并且围绕中心面板14延伸。此外,增强的环形凹陷部110紧邻增强的环形平面部分120设置并且围绕增强的环形平面部分120延伸。如图12A所示,当在横截面中观察时,增强的环形凹陷部110是大致曲线的或大致弓形的,并且在下文中被标识为大致曲线部分122。增强的环形凹陷部110或换句话说大致曲线部分122在大约115°至160°之间延伸或者以大约135°延伸。在示例性实施例中,大致曲线部分122是大致弓形的。此外,大致曲线部分122的半径在大约0.015英寸至0.050英寸之间,或者为大约0.020英寸。
在示例性实施例中,增强的环形凹陷部110被环形锥形部分112环绕或围绕。也就是说,环形锥形部分112紧邻增强的环形凹陷部110设置并且围绕增强的环形凹陷部110延伸。如本文所使用的,“环形锥形部分”相对于中心面板14的平面成角度,即,不大致垂直于或不大致平行于中心面板14的平面。如图所示,环形锥形部分112相对于中心面板14的平面(其也是原始平面或平行于原始平面)成大约25°至50°之间的角度(如以角α示出)。如本文所使用的,大约25°至50°之间的角度不大致垂直于参考平面或不大致平行于参考平面。在该实施例中,环形锥形部分112是大致直的(如图所示,当在横截面中观察时),并且如本文所使用的,为“直的环形锥形部分”112。也就是说,如本文所使用的,“直的环形锥形部分”112表示环形锥形部分112在环形锥形部分112中不包括以下定义的“阶梯部”或类似的变化部(例如,双阶梯部)。
此外,如本文所使用的,“环形锥形部分”向上且向外成角度。也就是说,环形锥形部分112的邻近增强的环形凹陷部110的端部相对于环形锥形部分112的邻近卡紧壁18的端部具有较小半径,并且环形锥形部分112的邻近增强的环形凹陷部110的端部相对于环形锥形部分112的邻近卡紧壁118的端部具有更大偏移量(即,垂直于中心面板14的平面的距离)。在示例性实施例中,环形锥形部分112具有径向宽度,所述径向宽度是中心面板的最终厚度的大约六倍至八倍之间。如本文所使用的,“径向宽度”是指大致平行于中心面板14的平面测量的距离。
在另一示例性实施例中,如图14、图14A和图14B所示,环形锥形部分112A包括环形锥形部分第一段130和环形锥形部分第二段132。环形锥形部分第一段130围绕并紧邻增强的环形凹陷部110设置。环形锥形部分第二段132围绕并紧邻环形锥形部分第一段130设置。环形锥形部分第一段130相对于中心面板14的平面成大约35°至65°之间的角度或成大约55°的角度。环形锥形部分第二段132相对于中心面板14的平面成大约15°至30°之间的角度或成大约20°的角度。在这种构造中,如在横截面中观察的,环形锥形部分第一段130和环形锥形部分第二段132之间的界面134限定“阶梯部”136。如本文所使用的,“台阶部”是两个平面之间的过渡区域。在该实施例中,如本文所使用的,环形锥形部分112A是“阶梯式环形锥形部分”112A。也就是说,如本文所使用的,“阶梯式环形锥形部分”112A是指如上所述的还包括“阶梯部”的环形锥形部分112。
如图14B所示,阶梯部136以及在阶梯部136上方的“标准卡紧壁”18A被构造成要被标准封合卡紧部502接合并且被标准封合卡紧部502接合。如本文所使用的,“标准卡紧壁”是构造成由构建成封合现有技术的罐盖的封合卡紧部接合的卡紧壁18,并且与现有技术的卡紧壁18A相同或基本相同(图2)。此外,在示例性实施例中,环形锥形部分第一段130的高度在大约0.040英寸至0.085英寸之间,并且环形锥形部分第二段132的高度在大约0.010英寸至0.030英寸之间。
在示例性实施例中,卡紧壁18是“标准”卡紧壁18A。如本文所使用的,“标准”卡紧壁18A被构造为由标准封合卡紧部502接合。也就是说,容器70通常具有标准尺寸,诸如但不限于12盎司的饮料容器(未显示)。食品和饮料生产商从不同的制造商那里获得罐盖12和罐主体60,这些罐盖和罐主体在如下所述的封合压机500中进行加工。对于要加工的罐盖12和罐主体60,它们必须为标准尺寸。因此,如本文所使用的,“标准”卡紧壁18A是指被构造为要被并且被用于本领域已知的普通容器尺寸的标准封合卡紧部502接合的卡紧壁。另外,“标准封合卡紧部”是指构造成封合普通的现有技术的壳或罐盖1的封合卡紧部。应当理解的是,不同尺寸的容器与不同尺寸的封合卡紧部相关联;因此,“标准封合卡紧部”是指与特定尺寸的容器相关联的封合卡紧部。换句话说并且仅作为示例,12盎司的饮料容器具有一个尺寸的“标准封合卡紧部”,而3.5盎司的沙丁鱼容器具有不同尺寸的“标准封合卡紧部”。
如前所述,标准卡紧壁18A围绕并紧邻环形凹陷部52设置。卷曲部20围绕并紧邻标准卡紧壁18A设置。也就是说,卷曲部20从标准卡紧壁18A径向向外延伸。如已知的,罐盖12被联接、直接联接或固定到罐主体60,从而形成容器70。
在另一个示例性实施例中,环形部分16包括均如上所述的环形脊50、增强的环形凹陷部110和环形锥形部分112中的每一者或其任意组合。换句话说,罐盖12的减小规格的结构部11包括环形脊50、增强的环形凹陷部110和环形锥形部分112。这些减小规格的结构部11的使用解决了上述问题,从而相对于已知技术,减小了罐盖12的原始厚度以及最终厚度。
总体如上所述,在工具100中形成具有增强的环形凹陷部110和/或环形锥形部分112的罐盖12。另外应注意的是,为了形成增强的环形凹陷部110和/或环形锥形部分112,上工具组件102和下工具组件104构造成配合以将设置在其间的材料成形为罐盖12,该罐盖12包括中心面板14、围绕中心面板14设置的环形部分16、围绕环形部分18设置的标准卡紧壁18A,以及从标准卡紧壁18A径向向外延伸的卷曲部20。
在示例性实施例中,除了模具中心(美国专利US5,857,374的元件52)的外周边的轮廓的形状基本对应于如上所述的增强的环形凹陷部110以及直环形锥形部分112或阶梯式环形锥形部分112A之外,上工具组件102和下工具组件104与美国专利US5,857,374的工具组件基本相似。也就是说,上工具组件102包括冲头,该冲头构造为成形如上所限定的增强的环形凹陷部。
在示例性实施例中,上工具组件102和下工具组件104构造为成形大致垂直于中心面板14的平面延伸的增强的环形平面部分120。此外,上工具组件102和下工具组件104构造为使得并且确实使得环形锥形部分112成形为相对于中心面板14的平面成大约25°至50°之间的角度,并且上工具组件102和下工具组件104构造使得为并且确实使得环形锥形部分112成形为径向宽度是中心面板的最终厚度的大约六倍到八倍之间。如已知的,罐盖12随后由包括标准封合卡紧部502的封合组件处理。
因此,如图15所示,一种制造具有增强的环形凹陷部110和/或环形锥形部分112的罐盖12的方法包括:步骤1000提供限定原始平面的板材;步骤1002提供具有上工具组件102和下工具组件104的工具;步骤1004将材料引入上工具组件102和下工具组件104之间(如上所述);步骤1005从板材切割坯件10;以及步骤1006使得材料成形为包括中心面板14、围绕中心面板14设置的环形部分16、围绕环形部分16设置的标准卡紧壁18A以及从标准卡紧壁18A径向向外延伸的卷曲部20;步骤2008使得环形部分16成形为包括增强的环形凹陷部110和环形锥形部分112,其中环形锥形部分112围绕增强的环形凹陷部110设置。
此外,步骤2008使得环形部分16成形为包括增强的环形凹陷部110和环形锥形部分112包括:步骤2010使得增强的环形凹陷部110成形为具有单个中心并在大约115°至160°之间或大约135°的弧上延伸;步骤2012使得增强的环形凹陷部110成形为具有大约0.015英寸至0.050英寸之间或大约0.020英寸的半径,使得直环形锥形部分112成形为相对于原始平面成大约25°至50°之间的角度。此外,步骤2008使得环形部分16成形为包括增强的环形凹陷部110和阶梯式环形锥形部分112A包括:步骤2020使得环形锥形部分112成形为具有环形锥形部分第一段130和环形锥形部分第二段132,环形锥形部分第一段130围绕增强的环形凹陷部110设置,所述环形锥形部分第二段132围绕环形锥形部分第一段130设置,环形锥形部分第一段130相对于中心面板14的平面成大约35°至65°之间的角度,环形锥形部分第二段132相对于中心面板14的平面成大约15°至30°之间的角度。
虽然已经详细描述了本发明的特定实施例,但是本领域技术人员应意识到的是,根据本公开的整体教导可以对那些细节进行各种修改和改变。因此,所公开的特定布置仅意在进行说明而不限制本发明的范围,本发明的范围将由所附的权利要求及其任何和所有等效方案的全部范围给出。
Claims (18)
1.一种罐盖(12),所述罐盖构造成联接至罐主体(60),所述罐盖(12)包括:
中心面板(14);
围绕所述中心面板(14)设置的环形部分(16);
围绕所述环形部分(16)设置的卡紧壁(18);
从所述卡紧壁(18)径向向外延伸的卷曲部(20);
所述环形部分(16)包括环形脊(50)和环形凹陷部(52),其中,所述中心面板(14)包括限定可切割面板(32)的刻痕线(30),所述环形脊(50)围绕可切割面板(32)延伸或基本上围绕可切割面板(32)延伸;并且
所述环形凹陷部(52)邻近并围绕所述环形脊(50)设置。
2.根据权利要求1所述的罐盖(12),其中:
所述中心面板(14)限定原始平面;
所述环形凹陷部(52)基本上设置在所述原始平面下方;并且
所述环形脊(50)基本上设置在所述原始平面上方。
3.根据权利要求1所述的罐盖(12),其中:
所述环形凹陷部(52)的横截面为大致弓形的;并且
所述环形脊(50)的横截面为大致弓形的。
4.根据权利要求3所述的罐盖(12),其中:
所述环形凹陷部(52)包括单个中心并且在140°至180°之间的弧上延伸,并且
所述环形脊(50)包括单个中心并且在140°至180°之间的弧上延伸。
5.根据权利要求4所述的罐盖(12),其中:
所述环形凹陷部(52)的半径在0.015英寸至0.050英寸之间;并且
所述环形脊(50)的半径在0.010英寸至0.030英寸之间。
6.根据权利要求3所述的罐盖(12),其中:
所述中心面板(14)、所述环形部分(16)、所述卡紧壁(18)和所述卷曲部(20)中的每一个具有最终厚度;并且
其中,所述最终厚度在0.0055英寸至0.0110英寸之间。
7.根据权利要求3所述的罐盖(12),其中,所述罐盖(12)由金属的、大致平面的坯件(10)制成,其中,所述坯件(10)具有原始厚度,并且:
所述中心面板(14)、所述环形部分(16)、所述卡紧壁(18)和所述卷曲部(20)中的每一个具有最终厚度;并且
其中,所述最终厚度与所述原始厚度基本相同。
8.一种容器(70),所述容器包括:
罐主体(60),所述罐主体包括基部(62)和悬伸的侧壁(64),所述罐主体(60)限定大体上封闭的空间(66);
罐盖(12),所述罐盖包括中心面板(14)、围绕所述中心面板(14)设置的环形部分(16)、围绕所述环形部分(16)设置的卡紧壁(18)、从所述卡紧壁(18)径向向外延伸的卷曲部(20);
所述环形部分(16)包括环形脊(50)和环形凹陷部(52),其中,所述中心面板(14)包括限定可切割面板(32)的刻痕线(30);所述环形脊(50)围绕可切割面板(32)延伸或基本上围绕可切割面板(32)延伸;
所述环形凹陷部(52)邻近并围绕所述环形脊(50)设置;并且
所述罐盖(12)联接到所述罐主体的侧壁(64)的远端部。
9.根据权利要求8所述的容器(70),其中:
所述中心面板(14)限定原始平面;
所述环形凹陷部(52)基本上设置在所述原始平面下方;并且
所述环形脊(50)基本上设置在所述原始平面上方。
10.根据权利要求8所述的容器(70),其中:
所述环形凹陷部(52)的横截面为大致弓形的;并且
所述环形脊(50)的横截面为大致弓形的。
11.一种用于成形罐盖(12)的工具(100),所述工具(100)包括:
上工具组件(102);
下工具组件(104);
所述上工具组件(102)和所述下工具组件(104)构造成相配合并使得设置在二者之间的材料成形为罐盖(12),所述罐盖(12)包括中心面板(14)、围绕所述中心面板(14)设置的环形部分(16)、围绕所述环形部分(16)设置的卡紧壁(18)、和从所述卡紧壁(18)径向向外延伸的卷曲部(20);并且
其中,所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形部分(16)成形为具有环形脊(50)和环形凹陷部(52),其中,所述中心面板(14)包括限定可切割面板(32)的刻痕线(30);所述环形脊(50)围绕可切割面板(32)延伸或基本上围绕可切割面板(32)延伸。
12.根据权利要求11所述的工具(100),其中:
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形凹陷部成形为具有0.015英寸至0.050英寸之间的半径;并且
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形脊成形为具有0.010英寸至0.030英寸之间的半径。
13.根据权利要求11所述的工具(100),其中:
所述材料是限定原始平面的坯件(10);
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形脊(50)成形为基本上设置在所述原始平面上方;并且
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形凹陷部(52)成形为基本上设置在所述原始平面下方。
14.根据权利要求11所述的工具(100),其中:
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形脊(50)成形为具有大致弓形的横截面;并且
所述上工具组件(102)和所述下工具组件(104)构造成使得所述环形凹陷部(52)成形为具有大致弓形的横截面。
15.一种成形罐盖(12)的方法,所述方法包括:
提供(1000)限定原始平面的板材;
提供(1002)具有上工具组件(102)和下工具组件(104)的工具(100);
将板材引入(1004)所述上工具组件(102)和所述下工具组件(104)之间;
使得所述板材成形(1006)为包括中心面板(14)、围绕所述中心面板(14)设置的环形部分(16)、围绕所述环形部分(16)设置的卡紧壁(18)以及从所述卡紧壁(18)径向向外延伸的卷曲部(20);并且
使得所述环形部分(16)成形(1008)为包括环形脊(50)和环形凹陷部(52),其中,所述中心面板(14)包括限定可切割面板(32)的刻痕线(30);所述环形脊(50)围绕可切割面板(32)延伸或基本上围绕可切割面板(32)延伸。
16.根据权利要求15所述的方法,其中,使得所述环形部分(16)成形(1008)为包括环形脊(50)和环形凹陷部(52)包括:
使得所述环形凹陷部(52)成形(1020)为基本上设置在所述原始平面下方;并且
使得所述环形脊(50)成形(1022)为基本上设置在所述原始平面上方。
17.根据权利要求15所述的方法,其中,使得所述环形部分成形(1008)为包括环形脊(50)和环形凹陷部(52)包括:
使得所述环形凹陷部(52)成形(1030)为具有单个中心并在140°至180°之间的弧上延伸;
使得所述环形凹陷部(52)成形(1032)为具有0.015英寸至0.050英寸之间的半径;
使得所述环形脊(50)成形(1034)为具有单个中心并在140°至180°之间的弧上延伸;并且
使得所述环形脊(50)成形(1036)为具有0.010英寸至0.030英寸之间的半径。
18.根据权利要求15所述的方法,其中,提供限定原始平面的板材包括:
提供(1000)具有原始厚度的所述板材;
所述原始厚度为大约0.0082英寸;
其中,在使得所述板材成形(1006)为包括中心面板(14)、围绕所述中心面板(14)设置的环形部分(16)、围绕所述环形部分(16)设置的卡紧壁(18)以及从所述卡紧壁(18)径向向外延伸的卷曲部(20)之后,所述中心面板(14)、所述环形部分(16)、所述卡紧壁(18)和所述卷曲部(20)中的每一个具有最终厚度;并且
其中所述最终厚度与所述原始厚度基本相同。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/690,590 | 2017-08-30 | ||
| US15/690,590 US10518926B2 (en) | 2017-08-30 | 2017-08-30 | Reverse pressure can end |
| PCT/US2018/048220 WO2019046224A1 (en) | 2017-08-30 | 2018-08-28 | INVERSE PRESERVE CAN RETAINER BOX |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111032245A CN111032245A (zh) | 2020-04-17 |
| CN111032245B true CN111032245B (zh) | 2022-03-18 |
Family
ID=65436731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880056157.2A Active CN111032245B (zh) | 2017-08-30 | 2018-08-28 | 反向压力罐盖 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10518926B2 (zh) |
| EP (1) | EP3676030A4 (zh) |
| JP (1) | JP7217265B2 (zh) |
| CN (1) | CN111032245B (zh) |
| WO (1) | WO2019046224A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10947002B2 (en) | 2017-08-30 | 2021-03-16 | Stolle Machinery Company, Llc | Reverse pressure can end |
| CN113993640B (zh) * | 2019-06-13 | 2023-11-17 | 斯多里机械有限责任公司 | 反向压力罐端部 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4093102A (en) * | 1974-08-26 | 1978-06-06 | National Can Corporation | End panel for containers |
| US5971259A (en) * | 1998-06-26 | 1999-10-26 | Sonoco Development, Inc. | Reduced diameter double seam for a composite container |
| US6702538B1 (en) * | 2000-02-15 | 2004-03-09 | Crown Cork & Seal Technologies Corporation | Method and apparatus for forming a can end with minimal warpage |
| CN104302420A (zh) * | 2012-05-18 | 2015-01-21 | 斯多里机械有限责任公司 | 容器、选择性地成形的壳板及用于提供壳板的加工工具和相关方法 |
| CN106672390A (zh) * | 2017-03-07 | 2017-05-17 | 苏州斯莱克精密设备股份有限公司 | 耐压基本盖、易拉盖以及带易拉盖的易拉罐 |
Family Cites Families (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2234485A (en) * | 1938-04-11 | 1941-03-11 | Wheeling Steel Corp | Container closure and seal |
| US3115985A (en) | 1960-11-17 | 1963-12-31 | Various Assignees | Frangible closure for cans |
| US3251515A (en) | 1964-06-10 | 1966-05-17 | Continental Can Co | Container closure |
| US3417898A (en) * | 1965-10-20 | 1968-12-24 | Continental Can Co | Dual wall can end |
| USD246157S (en) | 1976-03-01 | 1977-10-25 | National Can Corporation | End closure for a container |
| USD255424S (en) | 1977-10-06 | 1980-06-17 | Kaiser Aluminum & Chemical Corporation | End closure for a container |
| USD257228S (en) | 1979-01-18 | 1980-10-07 | National Steel Corporation | End closure for a container |
| USD263802S (en) | 1979-11-05 | 1982-04-13 | Fraze Ermal C | End closure for a container |
| USD275373S (en) | 1982-01-07 | 1984-09-04 | Ermal C. Fraze | End closure for a container |
| USD285661S (en) | 1983-04-26 | 1986-09-16 | Metal Box P.L.C. | Container closure |
| USD282616S (en) | 1983-05-31 | 1986-02-18 | American Hospital Supply Corporation | Snap-on lid for a food dish or the like |
| USD304302S (en) | 1985-06-05 | 1989-10-31 | The Broken Hill Proprietary Company Limited | Can end |
| USD300608S (en) | 1985-09-20 | 1989-04-11 | Mb Group Plc | Container closure |
| GB8523263D0 (en) | 1985-09-20 | 1985-10-23 | Metal Box Plc | Making metal can ends |
| US4749100A (en) | 1986-09-02 | 1988-06-07 | Ray Eberhart | Sanitary lid for beverage cans |
| USD310025S (en) | 1987-05-29 | 1990-08-21 | Foley Michael S | Can |
| USD312404S (en) | 1987-07-22 | 1990-11-27 | Weirton Steel Corporation | End closure for container with integral opener |
| US5149238A (en) | 1991-01-30 | 1992-09-22 | The Stolle Corporation | Pressure resistant sheet metal end closure |
| US5356256A (en) | 1992-10-02 | 1994-10-18 | Turner Timothy L | Reformed container end |
| USD352898S (en) | 1992-11-10 | 1994-11-29 | Carnaudmetalbox S.A. | Easy opening end closure |
| US5857374A (en) | 1993-03-12 | 1999-01-12 | Stodd; Ralph P. | Method and apparatus for forming a can shell |
| GB9510515D0 (en) | 1995-05-24 | 1995-07-19 | Metal Box Plc | Containers |
| US6290447B1 (en) | 1995-05-31 | 2001-09-18 | M.S. Willett, Inc. | Single station blanked, formed and curled can end with outward formed curl |
| USD396635S (en) | 1996-02-20 | 1998-08-04 | Aluminum Company Of America | Easy-open container end |
| USD385192S (en) | 1996-02-23 | 1997-10-21 | American National Can Company | Can end |
| USD402555S (en) | 1996-12-20 | 1998-12-15 | Aluminum Company Of America | Easy-open container end |
| USD415425S (en) | 1997-11-26 | 1999-10-19 | American National Can Company | Can end |
| EP2497717A1 (en) | 1999-12-08 | 2012-09-12 | Ball Corporation | Metallic beverage can end with improved chuck wall and countersink |
| US8490825B2 (en) * | 1999-12-08 | 2013-07-23 | Metal Container Corporation | Can lid closure and method of joining a can lid closure to a can body |
| USD452155S1 (en) | 2000-08-15 | 2001-12-18 | Container Development Ltd | Can end |
| US6460723B2 (en) | 2001-01-19 | 2002-10-08 | Ball Corporation | Metallic beverage can end |
| US6386013B1 (en) | 2001-06-12 | 2002-05-14 | Container Solutions, Inc. | Container end with thin lip |
| US7819275B2 (en) | 2001-07-03 | 2010-10-26 | Container Development, Ltd. | Can shell and double-seamed can end |
| US6419110B1 (en) | 2001-07-03 | 2002-07-16 | Container Development, Ltd. | Double-seamed can end and method for forming |
| US6761280B2 (en) | 2001-12-27 | 2004-07-13 | Alcon Inc. | Metal end shell and easy opening can end for beer and beverage cans |
| USD471453S1 (en) | 2002-01-04 | 2003-03-11 | Container Development, Ltd | Can end |
| US7591392B2 (en) | 2002-04-22 | 2009-09-22 | Crown Packaging Technology, Inc. | Can end |
| US6736283B1 (en) | 2002-11-19 | 2004-05-18 | Alcoa Inc. | Can end, tooling for manufacture of the can end and seaming chuck adapted to affix a converted can end to a can body |
| USD485179S1 (en) | 2003-06-03 | 2004-01-13 | Kaboum.Com Inc. | Lid for a drinking can |
| US20060071005A1 (en) | 2004-09-27 | 2006-04-06 | Bulso Joseph D | Container end closure with improved chuck wall and countersink |
| US7622002B2 (en) | 2006-03-15 | 2009-11-24 | Stolle Machinery Company, Llc | Spray apparatus and method for the repair of can ends |
| US7478550B2 (en) | 2007-01-19 | 2009-01-20 | Stolle Machinery Company, Llc | Shell press and method for forming a shell |
| US8875936B2 (en) * | 2007-04-20 | 2014-11-04 | Rexam Beverage Can Company | Can end with negatively angled wall |
| USD562684S1 (en) | 2007-05-02 | 2008-02-26 | Ball Corporation | Vented lid for a container |
| US8011527B2 (en) | 2007-08-10 | 2011-09-06 | Rexam Beverage Can Company | Can end with countersink |
| CN201124976Y (zh) * | 2007-11-16 | 2008-10-01 | 广州鹰金钱企业集团公司 | 易拉罐 |
| US8939308B2 (en) | 2009-09-04 | 2015-01-27 | Crown Packaging Technology, Inc. | Full aperture beverage end |
| USD641622S1 (en) | 2010-06-10 | 2011-07-19 | Crown Packaging Technology, Inc. | Full aperture open beverage can |
| USD669781S1 (en) | 2010-08-23 | 2012-10-30 | Crown Packaging Technology, Inc. | Full transversely oriented oval aperture can |
| USD643718S1 (en) | 2010-08-23 | 2011-08-23 | Crown Packaging Technology, Inc. | Full offset-circular aperture can |
| US8684211B1 (en) | 2010-10-18 | 2014-04-01 | Stolle Machinery Company, Llc | Can end with retort resistant panel, and tooling and associated method for providing same |
| USD653109S1 (en) | 2010-10-18 | 2012-01-31 | Stolle Machinery Company, Llc | Can end |
| JP6154376B2 (ja) | 2011-08-11 | 2017-06-28 | ストール マシーナリ カンパニー, エルエルシーStolle Machinery Company, LLC | 缶エンド、缶エンド用の複動式タブ、工具アセンブリ、及び関連方法 |
| US20130098925A1 (en) | 2011-10-21 | 2013-04-25 | Crown Packaging Technology, Inc. | Can End Having An Annular Rib |
| EP2671813A1 (en) * | 2012-06-07 | 2013-12-11 | Crown Packaging Technology, Inc | Easy open closure with improved pressure performance |
| USD744861S1 (en) | 2013-03-14 | 2015-12-08 | Crown Packaging Technology, Inc. | Aerosol can |
| USD770895S1 (en) | 2014-12-02 | 2016-11-08 | Novelis Inc. | Beverage can end with large opening aperture |
| USD774887S1 (en) | 2015-01-26 | 2016-12-27 | G3 Enterprises, Inc. | Carbonated beverage cap liner |
| USD816500S1 (en) | 2015-07-24 | 2018-05-01 | G3 Enterprises, Inc. | Beverage cap liner |
| USD767329S1 (en) | 2016-01-04 | 2016-09-27 | Kaitlin Mock | Fitted plate lid |
| USD850291S1 (en) | 2016-10-17 | 2019-06-04 | Nodar Bidzinashvili | Beverage can |
-
2017
- 2017-08-30 US US15/690,590 patent/US10518926B2/en active Active
-
2018
- 2018-08-28 WO PCT/US2018/048220 patent/WO2019046224A1/en unknown
- 2018-08-28 CN CN201880056157.2A patent/CN111032245B/zh active Active
- 2018-08-28 JP JP2020512393A patent/JP7217265B2/ja active Active
- 2018-08-28 EP EP18850888.1A patent/EP3676030A4/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4093102A (en) * | 1974-08-26 | 1978-06-06 | National Can Corporation | End panel for containers |
| US5971259A (en) * | 1998-06-26 | 1999-10-26 | Sonoco Development, Inc. | Reduced diameter double seam for a composite container |
| US6702538B1 (en) * | 2000-02-15 | 2004-03-09 | Crown Cork & Seal Technologies Corporation | Method and apparatus for forming a can end with minimal warpage |
| CN104302420A (zh) * | 2012-05-18 | 2015-01-21 | 斯多里机械有限责任公司 | 容器、选择性地成形的壳板及用于提供壳板的加工工具和相关方法 |
| CN106672390A (zh) * | 2017-03-07 | 2017-05-17 | 苏州斯莱克精密设备股份有限公司 | 耐压基本盖、易拉盖以及带易拉盖的易拉罐 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3676030A4 (en) | 2021-08-25 |
| JP7217265B2 (ja) | 2023-02-02 |
| WO2019046224A1 (en) | 2019-03-07 |
| EP3676030A1 (en) | 2020-07-08 |
| CN111032245A (zh) | 2020-04-17 |
| JP2020532467A (ja) | 2020-11-12 |
| US20190061987A1 (en) | 2019-02-28 |
| US10518926B2 (en) | 2019-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111050944B (zh) | 与标准封罐机兼容的压力罐盖 | |
| US8684211B1 (en) | Can end with retort resistant panel, and tooling and associated method for providing same | |
| EP2429736B1 (en) | Method of forming a can end having a moveable portion | |
| US10947002B2 (en) | Reverse pressure can end | |
| CN111032245B (zh) | 反向压力罐盖 | |
| US20230016790A1 (en) | Can end with a coined rivet, tooling assembly therefor and a method of forming | |
| JP2024020235A (ja) | 拡張可能リベットボタンを備えたシェル及びそのためのツーリング | |
| CN113993640B (zh) | 反向压力罐端部 | |
| CN111344083B (zh) | 具有可膨胀泡的壳及其工具 | |
| CN112118919A (zh) | 使用拉伸工艺形成罐壳体的方法和装置 | |
| WO2018048824A1 (en) | Container closure with shifted material line and tooling and associated method for making a closure | |
| US20190389626A1 (en) | Container with bottom cradle | |
| WO2018128962A1 (en) | Redraw sleeve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |