CN110512329B - Elastic segment color yarn with wrapping structure and preparation method thereof - Google Patents
Elastic segment color yarn with wrapping structure and preparation method thereof Download PDFInfo
- Publication number
- CN110512329B CN110512329B CN201910864131.7A CN201910864131A CN110512329B CN 110512329 B CN110512329 B CN 110512329B CN 201910864131 A CN201910864131 A CN 201910864131A CN 110512329 B CN110512329 B CN 110512329B
- Authority
- CN
- China
- Prior art keywords
- yarn
- elastic
- wrapping
- core yarn
- color
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
- D02G3/045—Blended or other yarns or threads containing components made from different materials all components being made from artificial or synthetic material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/32—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic
- D02G3/328—Elastic yarns or threads ; Production of plied or cored yarns, one of which is elastic containing elastane
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/34—Yarns or threads having slubs, knops, spirals, loops, tufts, or other irregular or decorative effects, i.e. effect yarns
- D02G3/346—Yarns or threads having slubs, knops, spirals, loops, tufts, or other irregular or decorative effects, i.e. effect yarns with coloured effects, i.e. by differential dyeing process
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/10—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyurethanes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Abstract
The invention discloses elastic segment color yarn with a wrapping structure and a preparation method thereof, and relates to the field of composite yarn processing. The invention provides a wrapping structure elastic segment color yarn and a preparation method thereof, after the stretched elastic core yarn is combined with at least two different color core yarns processed by tension, the wrapping outer wrapping yarn is wrapped by adopting the forward hollow spindle wrapping technology to obtain the wrapping structure elastic segment color yarn, parameters of the stretching multiple of the elastic core yarn, the wrapping twist degree of the outer wrapping yarn and the tension of the different color core yarn are strictly controlled in the preparation process, so that the three-dimensional segment color effect is formed under the combined action of the stretching force of the elastic core yarn, the tension of the composite core yarn and the tension of the outer wrapping yarn of the wrapping structure elastic segment color yarn without the occurrence of the looping phenomenon, and the segment color effect can be stably recovered under the action of the elastic core yarn.
Description
Technical Field
The invention relates to the field of composite yarn processing, in particular to elastic segment color yarn with a wrapping structure and a preparation method thereof.
Background
The hollow spindle wrapping spinning is a technology for specially producing composite yarns with a wrapping structure, and the technical core of the hollow spindle wrapping spinning is a hollow spindle wrapping technology, namely, one yarn is spirally wound on the other yarn and/or fiber strips to form the composite yarn with the wrapping structure. The mechanical mechanism for realizing the technology is a hollow spindle, a hollow pipeline of the hollow spindle is a channel for core yarn movement, an aluminum spindle pipe is sleeved on the hollow spindle and is wound with an outer wrapping yarn, when the hollow spindle rotates at a high speed under the transmission of a spindle tape, the aluminum spindle pipe is driven to rotate at a high speed, the outer wrapping yarn is unwound, and the outer wrapping yarn is spirally and linearly wound on the core yarn which penetrates through a central pipe of the hollow spindle and moves linearly at a certain speed at a certain rotating speed to form the wrapping composite yarn. At present, the hollow spindle wrapping spinning method is mainly used for producing elastic wrapping yarns, namely, spandex elastic yarns with different linear densities are used as core yarns, long yarns of terylene, chinlon and the like or various short fiber yarns are used as outer wrapping yarns, and the elastic core yarns applying a certain drafting multiple are wrapped to prepare the elastic wrapping yarns which are used for producing woven and knitted elastic fabrics. The non-elastic filament yarn or short fiber yarn fed passively is used as core yarn, and non-elastic wrapping composite yarn can be spun, so that wrapping and compounding of yarns with different types, properties, structures, functions and colors are realized.
The section color yarn is a classical design color yarn, and is characterized in that different yarn sections have different colors in the length direction of the yarn, one yarn has two or more colors, and the different color sections are arranged alternately and have different lengths. The segment color yarn is divided into short fiber segment color yarn and composite segment color yarn, the former is spun with short fiber strands of different colors, and the latter is compounded with colored yarn. The traditional sectional color yarn production technology is sectional dyeing of yarn, so that the yarn presents different color sections along the length direction of the yarn, and the section color is difficult to control due to complex technology, so that the section color is eliminated.
The technical method adopted for preparing the segment color yarn in the prior art is generally as follows: respectively manufacturing fibers with different colors into rough yarns, and spinning the rough yarns into segment color yarns on a ring spinning frame with a modified drafting device; the roves with different colors are fed into the drafting zone at certain interval, the feeding positions may be the same or different, the feeding of the roves with different colors includes whether the feeding and the feeding speed are controlled separately, and may be coupled or uncoupled, the roves with different colors are gathered by the gathering device after being drafted, and the roves with different colors are twisted into the yarn with segment color effect after being output by the front roller jaw.
In the process of implementing the invention, the inventor finds that the related art has at least the following problems:
the segment color yarn provided by the existing segment color yarn preparation method has poor segment color effect, and the segment color yarn is easy to pull by radial tension in long-term storage and use processes, and various different color fibers with the segment color effect tend to be in a parallel distribution state due to the pulling force and irregular entanglement states, so that the segment color effect of the segment color yarn is weakened, and the segment color effect is unstable.
Disclosure of Invention
Aiming at the problems in the related art, the invention provides a wrapping structure elastic segment color yarn and a preparation method thereof.
According to a first aspect of embodiments of the present invention, there is provided a method of manufacturing a wrapped structure stretch segment color yarn, the method comprising:
(1) applying a drafting force with a drafting multiple of 1.5-3 times to the elastic core yarn to enable the elastic core yarn to be in a drafting state, wherein the linear density of the elastic core yarn is 70D-150D;
(2) unwinding at least two different color core yarns from a core yarn drum respectively in a negative feeding mode, and combining the two different color core yarns through a yarn guide hook to form a composite core yarn;
(3) after the composite core yarn is tensioned by a spring type tension device, the composite core yarn and the elastic core yarn in a drafting state are combined and fed into a hollow spindle central tube together to form the composite elastic core yarn;
(4) after the composite elastic core yarn and an outer wrapping yarn matched with and arranged outside an aluminum spindle tube on the hollow spindle are converged at a converging yarn guide hook, starting the hollow spindle to enable the hollow spindle to drive the aluminum spindle tube to rotate together, and wrapping the outer wrapping yarn on the surface of the composite elastic core yarn in a spiral linear forward manner with a wrapping twist of 400 plus 600T/m, so that the outer wrapping yarn exerts a tangential torsion effect on each wrapping point on the surface of the composite elastic core yarn;
(5) the composite elastic core yarn generates twisting twist under the tangential twisting action, and forms a segment color effect under the false twisting effect of the twisting twist, so that the elastic segment color yarn with the wrapping structure is prepared, and the irregular segment color effect is formed by the elastic segment color yarn with the wrapping structure under the combined action of the stretching force of the elastic core yarn, the tension of the composite core yarn and the tension of the outer wrapping yarn.
In a preferred embodiment, after step (5), the method further comprises:
and leading out the elastic section color yarn of the wrapping structure through a yarn leading roller, winding the elastic section color yarn onto a bobbin in friction transmission with a winding roller by bypassing a yarn guide rod and passing through a yarn guide porcelain eye on a traverse guide, and finishing winding and forming under the control of a winding and forming device, wherein the winding draft multiple of the elastic section color yarn of the wrapping structure is 0.6-0.85.
In a preferred embodiment, in the process of spirally and forwardly wrapping the outer wrapping yarn on the surface of the composite elastic core yarn in the step (4), the feeding speed of the elastic core yarn feeding roller is changed according to a preset time law, so that the drafting force of the elastic core yarn is adjusted to be changed within the drafting multiple range.
In a preferred embodiment, in the process of spirally and forwardly wrapping the outer wrapping yarn on the surface of the composite elastic core yarn in the step (4), the feeding speed of the yarn guiding roller is changed according to a preset time law, so that the wrapping twist is adjusted to be changed within the twist range.
In a preferred embodiment, the stretch core yarn is one of a transparent spandex monofilament or thermoplastic polyurethane.
In a preferred embodiment, the heterochromatic colored core yarn is one of nylon 6, nylon 66 or poly 1.3 trimethylene terephthalate.
In a preferred embodiment, the outer winding yarn is a transparent filament yarn, the diameter of the outer winding yarn is 0.06-0.09mm, and the outer winding yarn is one of high elastic yarn polyester, chinlon and PTT fiber.
According to a first aspect of embodiments of the present invention, there is provided a wrapped-structure stretch segment color yarn, wherein the wrapped-structure stretch segment color yarn is prepared by any of the above-mentioned methods for preparing a wrapped-structure stretch segment color yarn.
Compared with the prior art, the elastic segment color yarn with the wrapping structure and the preparation method thereof provided by the invention have the following advantages:
the invention provides a wrapping structure elastic segment color yarn and a preparation method thereof, after the stretched elastic core yarn is combined with at least two different color core yarns processed by tension, the wrapping outer wrapping yarn is wrapped by adopting the forward hollow spindle wrapping technology to obtain the wrapping structure elastic segment color yarn, parameters of the stretching multiple of the elastic core yarn, the wrapping twist degree of the outer wrapping yarn and the tension of the different color core yarn are strictly controlled in the preparation process, so that the three-dimensional segment color effect is formed under the combined action of the stretching force of the elastic core yarn, the tension of the composite core yarn and the tension of the outer wrapping yarn of the wrapping structure elastic segment color yarn without the occurrence of the looping phenomenon, and the segment color effect can be stably recovered under the action of the elastic core yarn.
Drawings
In order to more clearly illustrate the technical solutions in the embodiments of the present invention, the drawings needed to be used in the description of the embodiments will be briefly introduced below, and it is obvious that the drawings in the following description are only some embodiments of the present invention, and it is obvious for those skilled in the art to obtain other drawings based on these drawings without creative efforts.
Fig. 1 is a process schematic illustrating a process for making a package of entangled textured elastic segment color yarns according to an exemplary embodiment.
Fig. 2 is a view illustrating a manufacturing apparatus of a wrapping-structured elastic segment color yarn according to an embodiment.
Fig. 3 is another apparatus for preparing a wrapping structure elastic segment color yarn according to an embodiment.
Fig. 4 is a schematic diagram of a product of wrapping structure stretch segment color yarn provided in embodiment 1 of the present invention.
Fig. 5 is a schematic diagram of a product of wrapping structure elastic segment color yarn provided in embodiment 2 of the present invention.
FIG. 6 is a schematic representation of a comparative example stretch segment color yarn provided in example 3 of the present invention.
FIG. 7 is a schematic representation of a comparative example stretch segment color yarn provided in example 4 of the present invention.
Detailed Description
In order to more clearly illustrate the technical solutions in the embodiments of the present invention, the drawings needed to be used in the description of the embodiments will be briefly introduced below, and it is obvious that the drawings in the following description are only some embodiments of the present invention, and it is obvious for those skilled in the art to obtain other drawings based on these drawings without creative efforts.
Fig. 1 is a schematic view illustrating a method of manufacturing a wrapped-structured elastic segment color yarn according to an exemplary embodiment, the method of manufacturing the wrapped-structured elastic segment color yarn, as shown in fig. 1, including:
step (1): and applying a drafting force with a drafting multiple of 1.5-3 times to the elastic core yarn to enable the elastic core yarn to be in a drafting state, wherein the linear density of the elastic core yarn is 70D-150D.
In a preferred embodiment, the stretch core yarn is one of a transparent spandex monofilament or thermoplastic polyurethane.
It should be noted that the draft multiple of the elastic core yarn is the ratio of the yarn-guiding speed of the yarn-forming yarn-guiding roller (surface linear velocity, unit: m/min) to the feeding speed of the elastic core yarn feeding roller (surface linear velocity, unit: m/min) when the composite yarn is spun, and the feeding speed of the elastic core yarn feeding roller is adjusted. The draft ratio of the stretch core yarn determines the elastic range and the appearance of the stretch yarn, such as whether the yarn is rippled or twisted, and the number of rippled or twisted, of the stretch yarn in the final wrapped structure. When the drafting multiple of the elastic core yarn is large, the elasticity of the elastic section color yarn of the prepared wrapping structure is large, but the ripples and the kinks of the finished yarn are large, the ripples and the kinks caused by the elasticity of the yarn are straightened after the yarn is woven into the fabric due to the interweaving and the fluctuation of the yarn, but if the ripples and the kinks are too large, the straightening after the weaving is not thorough, the appearance quality of the fabric is influenced. The invention determines the drafting multiple of the elastic core yarn to be 1.5-3 times through a large amount of experimental researches in consideration of the elasticity and the appearance of the finished yarn.
Step (2): at least two different color core yarns are respectively unwound from a core yarn drum in a negative feeding mode and then are combined through a yarn guide hook to form the composite core yarn.
In a preferred embodiment, the heterochromatic colored core yarn is one of nylon 6, nylon 66 or poly 1.3 trimethylene terephthalate.
It should be noted that, the greater the tension of the different color core yarn in the spinning process, the greater the elongation, and when the elastic core yarn retracts, the greater the elastic retraction itself, so that it can absorb more retraction of the elastic core yarn, and the elastic segment color yarn is not easy to ripple or kink. However, if the tension of the different color core yarn is too large, the yarn is difficult to be drawn by the yarn drawing roller, and the yarn slips under the nip of the yarn drawing roller. The principle of the invention for controlling the tension of the heterochromatic colored core yarn is as follows: on the premise of ensuring smooth yarn leading of the yarn leading roller, the tension is adjusted to be as large as possible so as to ensure that the different-color colored core yarn is extended as far as possible in the spinning process.
And (3): and (3) after the composite core yarn is tensioned by a spring type tension device, the composite core yarn and the elastic core yarn in a drafting state are combined and fed into a hollow spindle central tube together to form the composite elastic core yarn.
And (4): after the composite elastic core yarn and the outer wrapping yarn matched with the aluminum spindle pipe on the hollow spindle meet at a meeting yarn guide hook, the hollow spindle is started to enable the hollow spindle to drive the aluminum spindle pipe to rotate together, and the outer wrapping yarn is wrapped on the surface of the composite elastic core yarn in a spiral linear forward direction with the wrapping twist of 400 plus 600T/m, so that the outer wrapping yarn exerts a tangential torsion effect on each wrapping point on the surface of the composite elastic core yarn.
The wrapping twist degree is the number of turns of wrapping yarn wound on the core yarn in unit length, and is numerically equal to the ratio of the rotating speed of the hollow spindle (r/min) to the yarn guiding speed of the yarn forming yarn guiding roller (surface linear speed m/min), and the unit is twist/meter (T/m).
In a preferred embodiment, the outer winding yarn is a transparent filament yarn, the diameter of the outer winding yarn is 0.06-0.09mm, and the outer winding yarn is one of high elastic yarn polyester, chinlon and PTT fiber.
And (5): the composite elastic core yarn generates twisting twist under the tangential twisting action, and forms a segment color effect under the false twisting effect of the twisting twist, so that the elastic segment color yarn with the wrapping structure is prepared, and the irregular segment color effect is formed by the elastic segment color yarn with the wrapping structure under the combined action of the stretching force of the elastic core yarn, the tension of the composite core yarn and the tension of the outer wrapping yarn.
It should be noted that, because a certain draft multiple is applied to the elastic core yarn in the spinning process of the elastic segment color yarn with the wrapping structure, after the stretching tension is removed, the yarn can retract under the elastic action of the elastic core yarn. At this time, if the heterochromatic color core yarn with segment color effect retracts to the elongation rate of 0 along with the retraction of the elastic core yarn, and then the heterochromatic color core yarn swells to generate local bending along with the continuous retraction of the elastic core yarn, and then the retraction amount of the elastic core yarn is continuously absorbed, and the drafting multiple of the elastic core yarn is controlled in a small range, the segment color characteristic can be still kept although the elastic segment color yarn with the wrapping structure is waved and even locally twisted after being spun and retracted, and thus the segment color yarn with better elasticity is obtained.
In addition, the retraction of the elastic core yarn also causes the pitch of the wrapping spiral line of the wrapping yarn to be reduced, the diameter of the wrapping spiral line to be increased, the restriction on the different-color core yarn is reduced, and the retraction of the different-color core yarn is facilitated.
The other point to be noted is that if the elasticity of the different-color core yarn generating the segment color effect is poor and the draft multiple of the elastic core yarn is large, the different-color core yarn forms a yarn loop after the elastic segment color yarn of the wrapping structure retracts, so that the segment color characteristic of the elastic segment color yarn of the wrapping structure is fuzzy and not significant, and in order to avoid generating the yarn loop phenomenon, the application controls the draft multiple of the elastic core yarn to be 1.5-3 times, the wrapping twist degree to be 400-fold 600T/m, and selects the filament yarn with good elasticity, low elasticity modulus and low bending modulus as the different-color core yarn, so that the prepared finished yarn has good segment color effect and elasticity and cannot generate yarn loops due to excessive retraction.
In order to better enable the finished yarn of the wrapping structure elastic segment color yarn to have irregular segment color effect, in one possible embodiment, the invention can adjust the surface segment color effect of the wrapping structure elastic segment color yarn in real time in at least one of the following modes during the process of wrapping the outer wrapping yarn on the surface of the composite elastic core yarn in a spiral shape in the step (4):
(A) and changing the feeding speed of the elastic core yarn feeding roller according to a preset time rule, so as to adjust the drafting force of the elastic core yarn to change within the range of drafting multiple.
For example, the initial feeding speed of the elastic core yarn feeding roller is X, the initial yarn guiding speed of the finished yarn guiding roller is 1.5X, the yarn guiding speed of the finished yarn guiding roller is kept unchanged, and the feeding speed of the elastic core yarn feeding roller is reduced to 0.5X from X at a constant speed within 2 min.
(B) The feeding speed of the yarn guide roller is changed according to a preset time rule, so that the wrapping twist is adjusted to change within the twist range.
For example, the initial rotating speed of the hollow spindle is 600Y, the initial yarn guiding speed of the yarn forming and guiding roller is Y, the rotating speed of the hollow spindle is kept unchanged, and the yarn guiding speed of the yarn forming and guiding roller is increased from Y to 1.5Y within 2min at a constant speed.
In a preferred embodiment, after step (5), the method further comprises:
and leading out the elastic section color yarn of the wrapping structure through a yarn leading roller, winding the elastic section color yarn onto a bobbin in friction transmission with a winding roller by bypassing a yarn guide rod and passing through a yarn guide porcelain eye on a traverse guide, and finishing winding and forming under the control of a winding and forming device, wherein the winding draft multiple of the elastic section color yarn of the wrapping structure is 0.6-0.85.
It should be noted that, for the wrapping structure elastic segment color yarn, because the elastic core yarn is in a tensioned state when the finished yarn is drawn out by the yarn drawing roller, if the finished yarn is directly wound on the bobbin at a yarn drawing speed of more than or equal to the yarn drawing speed, the elastic force of the wrapping structure elastic segment color yarn will be lost along with the time effect of storage and transportation of the bobbin yarn, so the winding draft of the wrapping structure elastic segment color yarn should be less than 1, the invention adopts an adjustment method to change the speed of the winding roller, control the control range of the winding draft to be 0.6-0.85, if too small, the winding forming of the bobbin yarn is loose, and if too large, the elastic loss of the wrapping structure elastic segment color yarn will be increased.
In summary, according to the elastic section color yarn with the wrapping structure and the preparation method thereof provided by the invention, after the drafted elastic core yarn is combined with at least two different color core yarns subjected to tension treatment, the outer wrapping yarn is wrapped by adopting the forward hollow spindle wrapping technology to obtain the elastic section color yarn with the wrapping structure, parameters of the drafting multiple of the elastic core yarn, the wrapping twist degree of the outer wrapping yarn and the tension of the different color core yarn are strictly controlled in the preparation process, so that the three-dimensional section color effect is formed under the combined action of the drafting force of the elastic section color yarn with the wrapping structure, the tension of the composite core yarn and the tension of the outer wrapping yarn without the ring-up phenomenon, and the section color effect can be stably recovered under the action of the elastic core yarn.
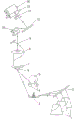
To better explain the wrapping structure elastic segment color yarn and the preparation method thereof provided by the embodiment of the invention, a schematic diagram of a preparation device of the wrapping structure elastic segment color yarn is shown, as shown in fig. 2:
FIG. 2 uses two different color core yarns to spin the elastic segment color yarn with the wrapping structure by the hollow spindle wrapping technology of forward wrapping. The core yarn consists of three yarns: two different color core yarns 1 are respectively led out from a core yarn cylinder, pass through a yarn guide hook 2 positioned above the central line of the core yarn cylinder, are combined into a composite core yarn, pass through a spring type tensioner 3 and enter a central tube of a hollow spindle 6 from the lower end; the elastic core yarn package 5 straddles on the feeding roller 4, the feeding roller performs friction transmission to unwind and feed elastic core yarn, the elastic core yarn applying a certain multiple draft enters a central tube of a hollow spindle 6 from the lower end and is combined with two different-color core yarns to form composite elastic core yarn, the composite elastic core yarn passes through the central tube of the hollow spindle 6 together and moves upwards under the guidance of a yarn guide roller 10, the composite elastic core yarn is converged with outer wrapping yarn at a converging yarn guide hook 9, the outer wrapping yarn 8 wound on an aluminum spindle tube 7 rotates at a high speed along with the hollow spindle and is wound on the composite elastic core yarn in a spiral shape to form elastic section color yarn of a wrapping structure; the elastic segment color yarn of the wrapping structure is led out by a yarn leading roller 10, bypasses a yarn guide rod 11, passes through a yarn guide porcelain eye on a traverse guide 12, is wound on a bobbin 14 which is in friction transmission by a winding roller 13, and finishes winding and forming under the control of a winding and forming device. The system is characterized in that 4 servo motors respectively drive an elastic core wire feeding roller, a hollow spindle, a yarn drawing roller and a winding roller, the programmable controller is used for cooperatively controlling, and a liquid crystal screen inputs set process parameters.
In the process, the core yarn false twisting effect generated by the wrapping yarn tension in the tangential twisting action of the cylindrical composite elastic core yarn enables the composite elastic core yarn to generate twisting twist, and the multi-core yarn visual surface formed by the heterochromatic colored core yarn and the elastic core yarn has the segment color effect. The segment color effect of the core yarn generated by the twisting is reserved by the winding of the outer wrapping yarn, so that the finished yarn presents the segment color effect. The tension of the core yarn is unstable, the fluctuation and the tension of the wrapping yarn are unstable, so that the twisting of the core yarn shows a certain degree of irregularity. Meanwhile, the unstable friction and false twisting action of the combined elastic core yarn and the two different-color colored core yarns at the bottom end of the hollow spindle and in the central tube of the hollow spindle also forms certain interference on the twisting and twisting distribution of the core yarns, thus intensifying the irregularity of the twist of the core yarns and endowing the color sections with the irregularity of the distribution.
Fig. 3 is a schematic view showing another apparatus for preparing an elastic segment color yarn of a wrapping structure according to the present invention, and fig. 3 employs three different color core yarns to spin the elastic segment color yarn of the wrapping structure by a forward-wrapped hollow-spindle wrapping technique, and the principle and the module numbers thereof are as shown in fig. 2, which are not repeated herein.
To better illustrate the wrapping structure elastic segment color yarn and the preparation method thereof provided by the present invention, each of examples 1-2 in which the wrapping structure elastic segment color yarn was prepared by the above preparation method of the wrapping structure elastic segment color yarn is shown:
example 1:
the technological parameters are as follows:
the specification of the elastic core yarn is as follows: spandex 140D/F1 (monofilament), clear;
specification of the heterochromatic colored core yarn 1: chinlon 6 DTY, 150D/48F, blue;
specification of the heterochromatic colored core yarn 2: chinlon 6 DTY, 150D/48F, yellow;
and (3) wrapping yarn specification: the high elastic yarn polyester monofilament has the diameter of 0.08mm (the linear density is 69 dtex) and is semitransparent;
wrapping twist: 468T/m (hollow ingot speed 1543 r/min, yarn-leading speed 33 m/min);
stretch core yarn draft multiple: 2.8 of;
winding draft multiple: 0.63.
a schematic diagram of the product of the elastic segment color yarn with the wrapping structure prepared in this embodiment is shown in fig. 4, and it can be known from observing fig. 4 that the elastic segment color yarn with the wrapping structure is in a "blue/yellow" segment color appearance, and the length distribution of each color segment is irregular, and the appearance characteristics of the segment color yarn are compounded. Because the draft multiple of the elastic core yarn is larger, the local part of the elastic section color yarn of the wrapping structure is in a corrugated shape and a twisted shape due to the retraction of the elastic core yarn, and the number of the elastic section color yarn is more and uneven, and the corrugations and the twisted threads caused by the elasticity of the yarn can be straightened due to the interweaving and the fluctuation of the yarn after the yarn is woven into a fabric.
Example 2:
the technological parameters are as follows:
the specification of the elastic core yarn is as follows: spandex 140D/F1 (monofilament), clear;
heterochromatic colored core yarn 1: chinlon 6 DTY, 150D/48F, blue;
heterochromatic colored core yarn 2: chinlon 6 DTY, 150D/48F, green;
heterochromatic colored core yarn 3: chinlon 6 DTY, 150D/48F, red;
wrapping yarn: the high elastic yarn polyester monofilament has the diameter of 0.08mm (the linear density is 69 dtex) and is semitransparent;
wrapping twist: 551T/m (hollow ingot speed 1543 r/min, yarn leading speed 28 m/min);
stretch yarn draft multiple: 2.1;
winding and drafting: 0.85.
a schematic diagram of the product of the elastic segment color yarn with a wrapping structure prepared in this embodiment is shown in fig. 5, and it can be known from observing fig. 5 that the elastic segment color yarn with a wrapping structure has a three-color segment color appearance of "red/green/blue", and the length distribution of each color segment is irregular, thereby compounding the appearance characteristics of the segment color yarn. Because the drafting multiple of the elastic core yarn is smaller, the local part of the yarn has less ripples and twists due to the retraction of the elastic core yarn, but is distributed unevenly, and because the wrapping twist degree is larger, the local part of the yarn has less ripples and more twists, which shows that the yarn has tighter structure and poorer filling power, and the retraction of the elastic core yarn is uneven on each segment.
The invention aims at the problems that the elasticity of the yarn is insufficient, the section color effect is poor and the looping phenomenon is easy to occur after the elastic core yarn is introduced, and a series of process parameters are formulated after a plurality of creative experimental researches so that the finally prepared elastic section color yarn with the wrapping structure has good elasticity, also can have three-dimensional rich section color effects and cannot generate the looping deformation phenomenon in the subsequent storage and use processes.
For comparison, a comparative example of example 3 and example 4 is shown for illustration:
example 3:
the technological parameters are as follows:
the specification of the elastic core yarn is as follows: spandex 230D/F1 (monofilament), transparent;
specification of the heterochromatic colored core yarn 1: NSY terylene (PET) (air network yarn), 167dtex/48F, 140 nodes/m, and blue;
specification of the heterochromatic colored core yarn 2: NSY terylene (PET) (air interlaced yarn), 167dtex/48F, 140 nodes/meter, and bright red;
and (3) wrapping yarn specification: terylene (PET) DTY, 75D/36F, white;
wrapping and twisting direction: s twisting;
stretch core yarn draft multiple: 4.4;
wrapping twist: 468 twists per meter;
winding draft multiple: 0.6.
a schematic diagram of a product of the comparative elastic segment color yarn prepared in this embodiment is shown in fig. 6, and it can be known from observing fig. 6 that the elastic segment color yarn has a severe looping phenomenon due to an excessively large draft multiple of the elastic core yarn, so that the display of the segment color effect of the elastic segment color yarn is affected.
Example 4:
the technological parameters are as follows:
the specification of the elastic core yarn is as follows: spandex 230D/F1 (monofilament), transparent;
specification of the heterochromatic colored core yarn 1: nylon DTY, 150D/48F, green;
specification of the heterochromatic colored core yarn 2: chinlon DTY, 150D/48F, yellow;
and (3) wrapping yarn specification: terylene (PET) DTY, 75D/36F, white;
wrapping and twisting direction: s twisting;
stretch core yarn draft multiple: 4.4;
wrapping twist: 468 twists per meter;
winding draft multiple: 0.6.
fig. 7 shows a schematic diagram of a product of the comparative elastic segment color yarn prepared in this embodiment, and it can be known from observation of fig. 7 that the elastic segment color yarn also has a severe looping phenomenon caused by an excessively large draft multiple of the elastic core yarn, and the display of the segment color effect of the elastic segment color yarn is affected.
As is apparent from fig. 6 to 7, the simple application of the elastic yarn to the segment color yarn is likely to cause the occurrence of the looping phenomenon, and the segment color effect of the produced yarn is poor, so that no elastic segment color yarn exists in the market; as can be clearly observed from fig. 4 to 5, the wrapping structure stretch segment color yarn provided by the embodiment of the present invention obviously has a more three-dimensional segment color effect, and such an effect is obtained by strictly limiting a series of preparation parameters in the present invention.
The invention creatively introduces the elastic core yarn into the preparation process of the segment color yarn through a series of strict process parameters, so that the prepared elastic segment color yarn with the wrapping structure has a three-dimensional segment color effect, and simultaneously, the original segment color structure of the elastic segment color yarn with the wrapping structure can be timely recovered under the condition of being pulled by radial external force, thereby ensuring the stability of the segment color effect of the elastic segment color yarn with the wrapping structure, and being very suitable for decoration requirements of various fields.
While the invention has been described in detail in the foregoing by way of general description, and specific embodiments and experiments, it will be apparent to those skilled in the art that modifications and improvements can be made thereto based on the invention. Accordingly, such modifications and improvements are intended to be within the scope of the invention as claimed.
Other embodiments of the invention will be apparent to those skilled in the art from consideration of the specification and practice of the invention disclosed herein. This invention is intended to cover any variations, uses, or adaptations of the invention following, in general, the principles of the invention and including such departures from the present disclosure as come within known or customary practice within the art to which the invention pertains. It is to be understood that the invention is not limited to the precise arrangements and instrumentalities shown in the drawings and described above, and that various modifications and changes can be made without departing from the scope thereof.
Claims (8)
1. A method of making a wrap-structured stretch segment colored yarn, the method comprising:
(1) applying a drafting force with a drafting multiple of 1.5-3 times to the elastic core yarn to enable the elastic core yarn to be in a drafting state, wherein the linear density of the elastic core yarn is 70D-150D;
(2) unwinding at least two different color core yarns from a core yarn drum respectively in a negative feeding mode, and combining the two different color core yarns through a yarn guide hook to form a composite core yarn;
(3) after the composite core yarn is tensioned by a spring type tension device, the composite core yarn and the elastic core yarn in a drafting state are combined and fed into a hollow spindle central tube together to form the composite elastic core yarn;
(4) after the composite elastic core yarn and an outer wrapping yarn matched with and arranged outside an aluminum spindle tube on the hollow spindle are converged at a converging yarn guide hook, starting the hollow spindle to enable the hollow spindle to drive the aluminum spindle tube to rotate together, and wrapping the outer wrapping yarn on the surface of the composite elastic core yarn in a spiral linear forward manner with a wrapping twist of 400 plus 600T/m, so that the outer wrapping yarn exerts a tangential torsion effect on each wrapping point on the surface of the composite elastic core yarn;
(5) the composite elastic core yarn generates twisting twist under the tangential twisting action, and forms a segment color effect under the false twisting effect of the twisting twist, so that the elastic segment color yarn with the wrapping structure is prepared, and the irregular segment color effect is formed by the elastic segment color yarn with the wrapping structure under the combined action of the stretching force of the elastic core yarn, the tension of the composite core yarn and the tension of the outer wrapping yarn.
2. The method of claim 1, wherein after step (5), the method further comprises:
and leading out the elastic section color yarn of the wrapping structure through a yarn leading roller, winding the elastic section color yarn onto a bobbin in friction transmission with a winding roller by bypassing a yarn guide rod and passing through a yarn guide porcelain eye on a traverse guide, and finishing winding and forming under the control of a winding and forming device, wherein the winding draft multiple of the elastic section color yarn of the wrapping structure is 0.6-0.85.
3. The method according to claim 1, wherein in the step (4), during the spirally forward wrapping of the outer wrapping yarn on the surface of the composite elastic core yarn, the feeding speed of the elastic core yarn feeding roller is changed according to a preset time law, so as to adjust the drafting force of the elastic core yarn within the drafting multiple range.
4. The method as claimed in claim 1, wherein the feeding speed of the yarn guide roller is changed according to a predetermined time law during the step (4) of spirally and forwardly wrapping the outer wrapping yarn on the surface of the composite elastic core yarn, thereby adjusting the wrapping twist within the twist range.
5. The method of claim 1, wherein said stretch core yarn is one of a transparent spandex monofilament or a thermoplastic polyurethane.
6. The method of claim 1, wherein the heterochromatic colored core yarn is one of nylon 6, nylon 66, or poly 1.3 trimethylene terephthalate.
7. The method of claim 1, wherein the outer wrapping yarn is a transparent filament yarn having a diameter of 0.06-0.09mm, and the outer wrapping yarn is one of high-elastic polyester, nylon, and PTT fiber.
8. The wrapped-structure elastic segment color yarn is prepared by the preparation method of the wrapped-structure elastic segment color yarn according to any one of claims 1 to 7.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910864131.7A CN110512329B (en) | 2019-09-12 | 2019-09-12 | Elastic segment color yarn with wrapping structure and preparation method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910864131.7A CN110512329B (en) | 2019-09-12 | 2019-09-12 | Elastic segment color yarn with wrapping structure and preparation method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110512329A CN110512329A (en) | 2019-11-29 |
| CN110512329B true CN110512329B (en) | 2021-06-29 |
Family
ID=68630803
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910864131.7A Active CN110512329B (en) | 2019-09-12 | 2019-09-12 | Elastic segment color yarn with wrapping structure and preparation method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110512329B (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112813553B (en) * | 2020-12-31 | 2021-11-26 | 浙江汇纤纺织科技有限公司 | Preparation method of Sorona filament and Richcel staple fiber coated variable-twist fancy yarn |
| CN113638099B (en) * | 2021-08-23 | 2022-09-30 | 嘉兴学院 | Spinning method and spinning device for bunchy yarn with wrapping structure and bunchy yarn |
| CN115125641B (en) * | 2022-05-27 | 2023-10-17 | 鲁泰纺织股份有限公司 | Different-core wrap yarn and manufacturing method thereof |
| CN114875501B (en) * | 2022-05-30 | 2023-09-15 | 义乌华鼎锦纶股份有限公司 | Production method of PA56/PA6 bio-based heterochromatic stripe composite elastic nylon yarn |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0046346B1 (en) * | 1980-08-18 | 1987-04-29 | Akzona Incorporated | Latent contractable elastomers, composite yarns therefrom and methods of formation and use |
| JPH07216679A (en) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | Machine sewing composite thread and its production |
| US6454975B1 (en) * | 1998-09-28 | 2002-09-24 | O'mara Incorporated | Process for making bulk yarns having improved elasticity and recovery |
| JP2004060093A (en) * | 2002-07-29 | 2004-02-26 | Du Pont Toray Co Ltd | Covered yarn and method for producing the same |
| CN204780041U (en) * | 2015-03-05 | 2015-11-18 | 绍兴文理学院 | Fast stable cladding yarn processing equipment of spindle |
| CN205990487U (en) * | 2016-07-19 | 2017-03-01 | 苏州星原纺织有限公司 | Elastic core-spun yarn spinning apparatus |
| CN106929971A (en) * | 2017-03-20 | 2017-07-07 | 四川润厚特种纤维有限公司 | A kind of preparation technology of wrap yarn |
| CN106987956A (en) * | 2017-03-06 | 2017-07-28 | 东华大学 | The spinning apparatus of the uniform auxetic composite yarn of looping angle based on improved ring spinning technique |
| CN108560096A (en) * | 2016-10-30 | 2018-09-21 | 海宁市盛祥线业有限公司 | The operating method of yarn coating machine |
| CN108728967A (en) * | 2018-07-05 | 2018-11-02 | 嘉兴学院 | Looping structure flax, polyester filament section coloured silk composite yarn processing method and composite yarn |
| CN108728968A (en) * | 2018-07-05 | 2018-11-02 | 嘉兴学院 | Multicolor segments coloured silk flax, the processing method of chemical-fibres filaments enveloped composite yarn and composite yarn and equipment |
| CN108754733A (en) * | 2018-06-07 | 2018-11-06 | 浙江争好服饰有限公司 | A kind of manufacture craft of sky packet silk |
| CN109680381A (en) * | 2019-02-18 | 2019-04-26 | 合肥岸鲁意科技有限公司 | A kind of mariages is entwined covering yarn process units and production method |
| CN110093701A (en) * | 2019-05-22 | 2019-08-06 | 江南大学 | The production method of relaxation elastic core-spun yarn |
-
2019
- 2019-09-12 CN CN201910864131.7A patent/CN110512329B/en active Active
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0046346B1 (en) * | 1980-08-18 | 1987-04-29 | Akzona Incorporated | Latent contractable elastomers, composite yarns therefrom and methods of formation and use |
| JPH07216679A (en) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | Machine sewing composite thread and its production |
| US6454975B1 (en) * | 1998-09-28 | 2002-09-24 | O'mara Incorporated | Process for making bulk yarns having improved elasticity and recovery |
| JP2004060093A (en) * | 2002-07-29 | 2004-02-26 | Du Pont Toray Co Ltd | Covered yarn and method for producing the same |
| CN204780041U (en) * | 2015-03-05 | 2015-11-18 | 绍兴文理学院 | Fast stable cladding yarn processing equipment of spindle |
| CN205990487U (en) * | 2016-07-19 | 2017-03-01 | 苏州星原纺织有限公司 | Elastic core-spun yarn spinning apparatus |
| CN108560096A (en) * | 2016-10-30 | 2018-09-21 | 海宁市盛祥线业有限公司 | The operating method of yarn coating machine |
| CN106987956A (en) * | 2017-03-06 | 2017-07-28 | 东华大学 | The spinning apparatus of the uniform auxetic composite yarn of looping angle based on improved ring spinning technique |
| CN106929971A (en) * | 2017-03-20 | 2017-07-07 | 四川润厚特种纤维有限公司 | A kind of preparation technology of wrap yarn |
| CN108754733A (en) * | 2018-06-07 | 2018-11-06 | 浙江争好服饰有限公司 | A kind of manufacture craft of sky packet silk |
| CN108728967A (en) * | 2018-07-05 | 2018-11-02 | 嘉兴学院 | Looping structure flax, polyester filament section coloured silk composite yarn processing method and composite yarn |
| CN108728968A (en) * | 2018-07-05 | 2018-11-02 | 嘉兴学院 | Multicolor segments coloured silk flax, the processing method of chemical-fibres filaments enveloped composite yarn and composite yarn and equipment |
| CN109680381A (en) * | 2019-02-18 | 2019-04-26 | 合肥岸鲁意科技有限公司 | A kind of mariages is entwined covering yarn process units and production method |
| CN110093701A (en) * | 2019-05-22 | 2019-08-06 | 江南大学 | The production method of relaxation elastic core-spun yarn |
Non-Patent Citations (1)
| Title |
|---|
| 包缠捻度对苎麻包缠纱性能的影响;王辉等;《上海纺织科技》;20160718;51-57 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110512329A (en) | 2019-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110512329B (en) | Elastic segment color yarn with wrapping structure and preparation method thereof | |
| CN105133118B (en) | Yarn and preparation method and producing device with cored and looping structure | |
| CN110528133B (en) | Preparation method and device of elastic loop composite yarn with wrapping structure | |
| US3763640A (en) | Production of a composite thread | |
| CN204401209U (en) | The grey yarn of a kind of double-contracting structure fiber crops | |
| CN108728967B (en) | Looping structure flax, polyester filament section coloured silk composite yarn processing method and composite yarn | |
| CN1063807C (en) | Method for producing yarns with low shrinkage | |
| CN101472819A (en) | Method for manufacturing yarn barrel and yarn processor | |
| US4489542A (en) | Spun like fiber yarn produced by interlacing | |
| CN113638099B (en) | Spinning method and spinning device for bunchy yarn with wrapping structure and bunchy yarn | |
| CN108360106A (en) | Four section chief's silk threads with drawn expanded performance and its manufacturing method | |
| CN211814794U (en) | Folded yarn drafting and reducing device and yarn winding forming machine using same | |
| JP2006225827A (en) | Core yarn and textile | |
| TW558571B (en) | Air textured yarn and method for producing the same | |
| CN108360104A (en) | Three section chief's silk threads with drawn expanded performance and its manufacturing method | |
| JP4050405B2 (en) | Design yarn and method for producing the same | |
| CN218321780U (en) | Two-for-one twister with heating and drafting functions | |
| JPH02234941A (en) | Production of blended filaments | |
| CN211546812U (en) | Processing device for large-diameter monofilaments in narrow weaving | |
| CN109023625A (en) | Twisted union yarn line and the cloth and silk and cloth fibre for having used the twisted union yarn line | |
| JPH07157934A (en) | Special spun yarn and its production | |
| JPS60126340A (en) | Production of core yarn | |
| JPS6346174B2 (en) | ||
| CN116695300A (en) | Semi-reflective wool yarn coated yarn and preparation method thereof and semi-reflective fabric | |
| JPS5939529B2 (en) | Manufacturing method of spun yarn-like yarn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |