CN110312584B - 通过激光热处理、特别是通过熔合的用于增材制造的激光操作机器以及对应方法 - Google Patents
通过激光热处理、特别是通过熔合的用于增材制造的激光操作机器以及对应方法 Download PDFInfo
- Publication number
- CN110312584B CN110312584B CN201780077780.1A CN201780077780A CN110312584B CN 110312584 B CN110312584 B CN 110312584B CN 201780077780 A CN201780077780 A CN 201780077780A CN 110312584 B CN110312584 B CN 110312584B
- Authority
- CN
- China
- Prior art keywords
- laser
- powder
- nozzle
- axis
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/362—Process control of energy beam parameters for preheating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/364—Process control of energy beam parameters for post-heating, e.g. remelting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/366—Scanning parameters, e.g. hatch distance or scanning strategy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/22—Driving means
- B22F12/226—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/046—Automatically focusing the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
- B23K26/0884—Devices involving movement of the laser head in at least one axial direction in at least two axial directions in at least in three axial directions, e.g. manipulators, robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/1462—Nozzles; Features related to nozzles
- B23K26/1464—Supply to, or discharge from, nozzles of media, e.g. gas, powder, wire
- B23K26/147—Features outside the nozzle for feeding the fluid stream towards the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
- B23K37/02—Carriages for supporting the welding or cutting element
- B23K37/0211—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track
- B23K37/0235—Carriages for supporting the welding or cutting element travelling on a guide member, e.g. rail, track the guide member forming part of a portal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/13—Auxiliary heating means to preheat the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/49—Scanners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Robotics (AREA)
- Laser Beam Processing (AREA)
- Powder Metallurgy (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
Abstract
一种用于通过金属粉末的激光热处理过程、特别是通过熔合的用于物体的增材制造的激光操作机器,其包括:移动结构(11),所述移动结构(11)在包括工作表面(110)的工作空间(100)中可移动,所述机器(10)根据第一笛卡儿坐标系的移动轴线(X,Y,Z)操作并且被构造成用于支撑移动元件(12),所述移动元件(12)包括用于发射待热处理的粉末到工作衬底(100、110)上的射流的一个或多个喷嘴(34);以及光学激光器组件(20),所述光学激光器组件(20)用于传送激光束(L)以形成聚焦在所述工作衬底(100、110)上的激光光斑(S)以便对所述粉末执行热处理。根据本发明,所述移动元件(12)包括:上部部分(12a),所述上部部分(12a)固定地联结到所述移动结构(11),所述光学激光器组件(20)设置在所述上部部分(12a)中;和下部部分(12b),工具托架框架(30)设置在其中,用于发射粉末的射流的所述一个或多个喷嘴(34)布置在其上,并且在于所述喷嘴(34)布置在所述框架(30)上,使得其纵向轴线(U)相对于所述垂直轴线(I)形成倾斜角(β),以致所述喷嘴(34)的射流(PJ)相交在粉末沉积点(PD)中,所述机器(10)包括用于改变所述一个或多个喷嘴(34)的所述纵向轴线(U)的所述倾斜角(β)的致动器装置,所述光学激光器组件(20)设置在所述移动元件(12)中以便将所述激光束(L)发送到所述工作表面(110)上、在由用于发射粉末的射流的所述多个喷嘴(34)限定的周界内通过。
Description
技术领域
本公开内容涉及一种通过金属粉末的激光热处理过程、特别是通过熔合的用于物体的增材制造的激光操作机器,其包括:移动结构,所述移动结构可在包括工作表面的工作空间中移动,所述机器根据第一笛卡儿坐标系的移动轴线操作并且被构造成用于支撑移动元件,所述移动元件包括用于发射待热处理的粉末的射流的一个或多个喷嘴;工作衬底;以及光学激光器组件,所述光学激光器组件用于传送激光束以形成聚焦在所述工作衬底上的激光光斑以便对所述粉末执行热处理。
各种实施例可以应用于熔合过程中的熔合分布曲线的热控制并且应用于喷嘴的定向以便避开障碍物并且改变粉末沉积点的参数。
背景技术
通过激光熔合的增材制造过程在于将要通过熔合或者通过高温下的类似热处理(例如烧结)进行热处理的金属粉末的连续层的沉积,以便形成复杂几何形状。各种制造部门(例如汽车部门和航空航天部门)正针对由金属或金属合金制成的大尺寸复杂物体的生产考虑这些过程。当前使用的生长技术(特别是那些需要金属粉末的沉积和后续激光熔合的过程)关于所生产物体的特性(非均匀性、孔隙率、改变强度特性的微裂缝的存在等等)提出限制。
金属粉末沉积技术是用于金属包覆的技术的演变。与激光机器的光束对齐的包覆喷嘴供应熔合所需的金属粉末的射流。
在金属粉末的熔合的以上过程中,在已经执行熔合(后加热阶段)的区域(其温度相对于熔合温度降低)、正在执行熔合(熔合阶段)的区域(处于熔合温度)和将要执行熔合(预加热阶段)的区域(其再次处于低于熔合温度的温度)之间建立的不受控温度梯度可在均匀性和孔隙率方面导致较差沉积质量,但最重要的是由在所述过程中产生的应力的不受控减轻导致的微裂缝和裂纹的形成。一般来说,通过使熔池中的材料熔合的增材制造过程确定材料的状态的相变(熔合)。一般来说,熔融相具有比固相大的体积,使得在凝固步骤中存在材料的收缩,这尤其确定应变和应力的开始。当材料不再承受这些应力时,产生裂缝和随后的裂纹。因此,结果可能是美学类和结构类两者的结果(更大脆性、偏离在设计阶段中设定的特性)。
预加热和后加热处理的目的是使得材料能够减轻应力从而减小内应力(并且因此,应变),并且防止断裂。因此,应用于预加热、熔合和后加热阶段以便最小化这些温度梯度的能量分布曲线的控制提高所述过程的质量。然而,此控制(其可以通过激光熔合束的方向、聚焦和功率的参数的变化的分布曲线获得)难以在已知机器中实现。从以本申请人的名字提交申请的意大利专利申请第102014902266229号已知一种增材制造机器,其使用喷嘴框架,从而实现激光束在其内部的通过。因此,激光束可以在框架内位移,从而实现不同形式的使用和能量分布曲线。然而,关于预加热和后加热区域设置激光束的能量分布曲线的自由受到框架和喷嘴的存在的限制,这并不允许激光束在每一位置中的定向。可能会干扰喷嘴和粉末的射流。此外,此类限制意指沉积路径和喷嘴之间的相对位置和定向根据沿着所述路径自身的位置而改变,并且这可能在数量和质量方面影响沉积自身。
除本文中描述的预加热和后加热处理以外,截断喷嘴的风险当然也可以源自其他类型的热处理过程和对路径的控制。
发明内容
如先前所论述,本文中描述的实施例具有改进根据现有技术的方法和系统的目的。
各种实施例由于通过金属粉末的激光热处理、特别是通过熔合的用于物体的增材制造的激光操作机器实现以上目的,所述机器具有在随后权利要求中回顾的特性。
各种实施例还涉及一种通过金属粉末的激光热处理、特别是通过熔合的用于物体的增材制造的对应方法。
权利要求形成本文中关于本发明提供的技术教示的整体一部分。
附图说明
现在将参考附图仅通过示例描述各种实施例,其中:
-图1是激光操作机器的示意性透视图;
-图2是图1的机器的移动元件的透视图;
-图3是图2的移动元件的侧视图;
-图4是图2的移动元件的顶部平面图;
-图5是图2的移动元件的下部部分的细节的透视图;
-图6是从图5的细节下方的平面图;
-图7A和图7B显示处于两个不同操作位置的图5的细节;
-图8A和图8B表示由图1的操作机器执行的第一类工作段;
-图9表示由图1的操作机器实施的第二类工作段;
-图10表示图1的操作机器所跟随的工作路径;并且
-图11表示本文中描述的操作机器的控制架构。
具体实施方式
在随后描述中,示出许多具体细节以便实现对通过示例提供的实施例的最大程度理解。实施例可以在有或没有具体细节的情况下或者与其他过程、部件、材料等等一起实现。在其他情况下,未显示或详细描述众所周知的结构、材料或操作以便不会使实施例的各种方面模糊不清。在本描述的过程中提及“一实施例”或“一个实施例”指示结合所述实施例描述的特定特征、结构或特性包括在至少一个实施例中。因此,可能存在于本描述的各个点中的短语(例如“在一实施例中”或“在一个实施例中”)未必指代同一实施例。此外,所述特定特征、结构或特性可以在一个或多个实施例中以任何方便方式组合。
本文中提供的术语和参考仅是为了读者方便,并且并不限定保护范围或实施例的范围。
简言之,所提出的激光操作机器包括:移动结构,所述移动结构可在包括工作表面的工作空间中移动,所述机器根据第一笛卡儿坐标系的移动轴线操作并且被构造成用于支撑移动元件,所述移动元件包括用于将待进行特别是通过熔合的热处理的粉末的射流发射到工作衬底上的一个或多个喷嘴;以及光学激光器组件,所述光学激光器组件用于传送激光束以形成聚焦在所述工作衬底上的激光光斑以便执行所述粉末的热处理,特别是使它们熔合,其中移动元件包括:上部部分,所述上部部分固定地联结到移动结构,光学激光器组件设置在上部部分中;以及下部部分,所述下部部分可围绕平行于第一笛卡儿轴线坐标系的垂直轴线的轴线旋转,工具托架框架设置在所述下部部分中,用于发射粉末的射流的所述一个或多个喷嘴布置在所述下部部分上,光学激光器组件设置在移动元件中以便将激光束引导到工作表面上、在由前述多个用于发射粉末的射流的喷嘴所限定的周界内通过。
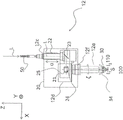
因此,图1是整体用参考编号10表示的激光操作机器的实施例的示意性透视图,其包括移动结构11,移动结构11被设计成使支撑件11d位移,移动元件12固定地联结到该支撑件,移动元件12可以沿着第一多个轴线(具体来说,三个笛卡儿轴线X, Y, Z)移动。
为此目的,移动结构11包括引导结构11a,引导结构11a又包括底座11m,并且在顶部部分上包括轨道11h,轨道11h沿着水平轴线X延伸。滑块11c位于轨道11h上,其在轴线X的方向自由滑动。沿着正交于轴线X的轴线Y在水平方向上延伸的悬臂梁11b的一端搁置在滑块11c上。梁11b的上述端按悬臂方式设置并且沿着轴线Y按可滑动方式联结到滑块11c,梁11b搁置在滑块11c上。梁11b的另一自由端具有带有垂直引导件11j的支撑件11k,沿着该垂直引导件11j,承载移动元件12的支撑件11d在电机11f的驱动下沿着正交于平面XY且因此垂直的轴线Z滑动。
梁11b相对于滑块11c的移动和滑块11c相对于引导结构11a的移动也通过电机获得,然而,图1中未显示所述电机。
如图1中示出,作为以上构造的结果,移动元件12的位移发生在基本上是平行六面体的工作空间100内,其尺寸由移动元件12沿着水平轴线X和Y以及垂直轴线Z的行程限定。此外,基本上对应于工作空间100的底部面的工作表面在图1中由110表示。此工作表面110是这样的表面或工作衬底:如下文中所述,从其开始,在高温下按增材方式对要获得的物体的区段进行热处理(具体来说,在本文中描述的优选示例中,通过熔合)。在变型实施例中,所述热处理可以是烧结。应注意,在变型实施例中,在例如工作台的工作表面110(理解为平面表面)上,存在粉末沉积在其上并且执行熔合的衬底或金属结构通过本文中描述的增材过程而在其上生长的元件。因此,通常“工作表面”意指在执行在所述过程的高度处的表面,即,粉末沉积在该处的衬底的表面或在其上执行增材生长的元件的表面。
可替换地,移动结构11可以例如是门架式的。
如下文更好地示出,移动元件12包括光学激光器组件20和用于喷射待熔合的粉末的喷嘴34。因此,机器10包括例如悬链线(图1中未显示),所述悬链线包括光纤电缆,所述光纤电缆连接到特别是移动元件12的布线50用于将源自远离移动元件12定位的激光辐射源的辐射传送到移动元件12中的部件并且传送到光学激光器组件20中(图3中所示),光学激光器组件20包括自适应准直设备和光学扫描仪。在各种实施例中,移动元件12可以包括激光源自身。
前述悬链线还可以输送载气(例如氩气或氮气)用于熔合过程。所述悬链线包括用于从相对于机器10远程设置的相应供应设备输送熔合粉末的管道。此外,所述悬链线包括电控制电缆和可能的冷却剂输送管。
移动元件12在图2中按放大比例用透视图表示。移动元件12包括上部部分12a,上部部分12a基本上容纳光学激光器组件20。事实上,布线50连接到上部部分12a,布线50在其内包括光纤,所述光纤承载由远程设置的并且因此未显示在图2中的激光源发射的激光束L。
布线50进入盒形主体12c,盒形主体12c设置在另一个盒形主体12d的顶部壁上。
如图3(用侧视图显示移动元件12,并且使得一些光学部件可见)中可以更清楚地看到,盒形主体12c容纳自适应准直设备22,自适应准直设备22沿着平行于垂直轴线Z的轴线接收激光束L。
盒形主体12d容纳光学扫描装置21,光学扫描装置21将激光束L定向在上部部分12a的输出处。
然后,移动元件12包括下部部分12b,下部部分12b设置在上部部分12a下方并且联结到其、特别通过其顶壁联结到容纳光学扫描装置21的盒形主体12d的底部壁。
下部部分12b包括穿过其的管道12e,管道12e的主轴线平行于垂直轴线Z,但是在水平平面XY中相对于自适应准直设备22的轴线交错。管道12e优选地被加压,具有管状形状并且在其开口端处通过旋转驱动系统12f联结到盒形主体12b、联结到驱动电机(图中未显示),这使得管道12e能围绕其自己的主轴线旋转。
管道12e的另一端(其至少从光学观点来看是开口的以维持加压,可以设置对激光辐射的波长透明的流体密封闭合元件,并且在工作区100终止)按固定方式连接到由用于发射待熔合的粉末的多个喷嘴34表示的端部工具,喷嘴34安装在工具托架框架30上。工具托架框架30固定地联结到管道12e的以上开口端。
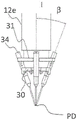
如图5中可以更清楚地看到,其显示管道12e的末端部分和工具托架框架30的透视图,再次使得包含在其中的光学部件可见,工具托架框架30具有圆环的形状,使得其限定周界,所述周界因此具有识别其内部的通道的圆形区的圆周的形状。在本文中描述的示例中,喷嘴34的数量为四个,每一喷嘴沿着工具托架框架30的圆周相对于相邻喷嘴按90°的角度设置。工具托架框架30平行于工作表面110定位,即,其周界及其区域平行于平面XY。
喷嘴34优选地相对于平行于轴线Z的垂直轴线布置,轴线Z将框架30的环联接到工作表面110,它们自己的纵向喷嘴发射轴线U朝向穿过由框架30限定的圆周的中心的喷射轴线I倾斜,从而与轴线I形成锐角倾斜角β,使得喷嘴轴线U交会在粉末沉积点PD中。根据一优选实施例,以上喷嘴34中的一者或多者是用于喷射载气的喷嘴。根据另一优选实施例,喷嘴34中的一者或多者是用于喷射被保护气体环绕的待熔合的粉末的喷嘴。
如已经提及的,图3和图4分别显示移动元件12和光学激光器组件20的侧视图和顶部平面图,其中上部部分12a和下部部分12b内的光学部件被突出显示。
在图3的侧视图中,其中轴线X指向从图的平面出来的方向,可以注意到盒形主体12d如何在其内部包括光学扫描仪21,光学扫描仪21传送并聚焦激光辐射L以在工作空间100中形成激光光斑S,激光辐射L从自适应准直元件22中出来,自适应准直元件22实现从激光辐射开始的所述激光光斑S的直径和聚集点的变化,所述激光光斑S具有适于熔合的功率的特性,其由远程激光源传送通过布线50中的光纤或者可替换地通过共同位于移动元件12中的光学链或激光辐射源传送。在自适应准直器22的下游,沿着激光辐射L的传播的垂直轴线,固定反射镜23垂直地(即,沿水平方向)偏转激光辐射L。反射镜23优选地具有频率选择性的特性,即,例如是二向色镜,以便执行对来自源或来自工作区110的非反射辐射的监视。特别地,在处理期间由熔池(在图8A中由PM表示)产生的反射辐射向后跟随光学路径。二向色镜选择一些频率,从而允许其自身被横越,并且朝向监视元件或系统(未显示)发送这些频率。光学扫描仪21由两个移动定向反射镜24和25构成,它们通过相应检流计致动器(图中未显示)驱动以便沿着两个相互垂直的旋转轴线(即,对应于沿着反射镜24的纵向轴线的旋转的第一旋转轴线θ和垂直于反射镜24并且平行于轴线X的反射镜25的第二旋转轴线ω)获得两个反射镜、并且因此由此偏转的激光束L的旋转,如图4中可见。通过沿着以上轴线移动定向反射镜24和25,可以使光束相对于激光辐射L的法向入射轴线I位移,例如直到图3中所示的限制方向I1、I2(轴线ω)。可以针对轴线θ识别对应的限制方向,使得激光束L按此方式在由前述限制方向限定的锥形空间内位移,并且激光光斑S沿方向X和Y在工作表面110上位移。由于激光光斑S作为旋转轴线θ和ω的结果而将通过自适应准直元件22的控制动作沿着球冠更精确地移动,因此可以通过使聚集点(即,激光光斑S)移位(线性位移α)来为此进行补偿,以便在一平面表面上获得其位移。显然,自适应准直元件22此外还以与旋转轴线θ和ω的影响无关的方式实现聚焦激光光斑S沿着轴线Z的位移。
此外,框架30在图3的视图中可见,其承载喷嘴34和激光束L在其内通过的加压管道12e。如已经提及,前述框架30通过致动器(图中未显示)根据围绕垂直框架轴线ζ(平行于轴线Z)的旋转而移动,并且穿过由喷嘴34限定的圆周的中心。一般来说,框架轴线ζ与法向入射轴线I一致。在通过示例提供的实施例中,加压管道12e相对于框架30固定,并且管道12e和框架30相对于上部部分12a固定地旋转,上部部分12a又相对于支撑件11d固定;即,其可仅沿着移动系统11的第一多个移动轴线X, Y, Z移动。这意味着,光学组件20也仅可沿着移动系统11的第一多个移动轴线X, Y, Z移动。在替代实施例中,加压管道12e相对于上部部分12a固定,而框架30以围绕管道12e的纵向轴线可旋转的方式联结到管道12e的底端,如果理解为圆盘或环,则所述纵向轴线对应于框架的主要垂直惯性轴线。在此情况下,致动装置可以布置在管道12内用于使框架30旋转。
根据本文中描述的解决方案的另一个方面,喷嘴34的纵向轴线U(其对应于粉末的喷射方向)可以通过相应的运动学机构和致动器的动作改变其自己的倾斜角β。图5中所示的实施例使得,通过包括两个框架的运动学机构来执行喷嘴34的倾斜度的变化。
第一框架由框架30表示,喷嘴34通过旋转销35以可旋转方式固定到其上。特别地,旋转销35固定在框架30上以便能够围绕大致相切于框架30的周界的轴线旋转,从而仅改变相对于轴线I的倾斜角β。旋转销35例如在沿着喷嘴长度的一半位置处固定到喷嘴34,到框架30。此外,喷嘴34包括长方形形状的直通狭槽37,其主轴线以如下方式与喷嘴轴线U对齐:允许在相应狭槽37中滑动的销36沿着喷嘴34的轴线U位移。
第二框架31(再次为圆形并且具有大于框架30的直径的直径)按同心方式设置在框架30上方。第二框架31在其外周界上包括座部38(即,沿着周界的槽口)用于容纳喷嘴34。销36以如下方式布置在槽口38中:这些销也能够围绕大致相切于第二框架31的周界的轴线旋转。由于销36接合相应喷嘴34的狭槽37,因此通过相应电机驱动式致动器(图中不可见)相对于框架30沿着垂直轴线移动第二框架31导致销36在狭槽37中的滑动,同时改变喷嘴34的倾斜角β,如图7A和图7B中可见。
特别地,在图7A中,第二框架31处于降低位置中,因此确定较宽的倾斜角β,即30°。喷嘴34的底端部分在水平平面XY中彼此更靠近,从而为激光束L留出较小面积的通道,并且粉末的射流PJ在粉末沉积点PD中汇合,其更靠近于框架30并且具有较小尺寸。事实上,粉末的射流PJ不是完美的圆柱形,而是在喷嘴34的出口处具有圆锥形状,使得,射流越远离框架30汇合,由所述射流形成和限定的对应于粉末沉积点PD的粉末斑点的直径就越大。应注意,本文中提及“粉末沉积点PD”,但是后者具有大小可改变的面积,如刚才所述。通过增加粉末斑点的尺寸和粉末流速,结合激光束的直径的增大,可以增加在时间上的沉积容量,即,生产量。相反,通过减小粉末斑点的尺寸、激光光斑和粉末流速,工艺过程的精度和产品的表面质量得到改善,这显然是以生产量为代价。因此,整体解决方案根据最终产品的要求实现工艺过程灵活性和适应性。在图7B中,已经使第二框架31处于较高位置,因此导致喷嘴34围绕相应销35和36的旋转并且确定较小倾斜角β,即20°的角度。喷嘴34的底端部分在水平平面XY中进一步远离彼此,从而为激光束L留出更大面积的通道,并且粉末的射流PJ在进一步远离框架30的粉末沉积点PD中汇合。
显然,对于改变倾斜角β的运动学机构,各种实施例都是可能的。在简化实施例中,例如,仅存在框架30,其通过相应致动器导致销35的旋转,再次根据相切于框架30的周界的轴线布置,使得喷嘴34仅围绕销35的轴线旋转。
图6是从包括框架30和31的运动学机构下方的平面图,其中可以更好地了解销35和36的位置。粉末沉积点或斑点PD出现在喷嘴34的底端部分之间、在相应喷嘴轴线U的延长部分上。
因此,到目前为止所描述的系统使得能够执行喷嘴34上的移动、特别是其围绕轴线Z的旋转和其相对于法向入射轴线I的倾斜角β的变化,这使得喷嘴34能实现除移动系统11施加的那些位移以外的位移。
使喷嘴34、并且因此粉末沉积射流PJ倾斜的可能性不仅用于防止干扰激光束,而且还用于避开工作空间中存在的障碍物(例如工件正在其上生长的工具或已经生长的零件)改变粉末斑点的形状以及改变粉末沉积点PD的高度,以便关于由所谓的零件加工程序或指令集赋予的命令例如根据闭环控制进行校正,如下文中更全面地描述。
此外,图6在工作表面110的平面的范围内用虚线显示大致正方形的工作区120,其内接在框架30内。在其中限定工作路径的段WB(即,后跟激光光斑S的段)以便执行熔合、预加热和后加热阶段,如下文中参考图8更全面地描述。
如图可见,工作段在图6中用WB表示,其沿前进方向D对齐,喷嘴轴线U在工作表面110的平面中的投影相对于其以45°设置。当喷嘴34相对于工作段WB按此方式布置时,光斑S不可能遇到粉末射流或发射所述射流的喷嘴34。在图中还示出正交于第一前进方向的第二前进方向D,喷嘴轴线U与其也形成45°的角度。
因此,到目前为止描述的机器实现对在预加热、熔合和后加热三个阶段中应用的能量分布曲线的控制的改进。
工作段WB示出在图8A中,其中由光学组件20控制的激光束L(即,其光斑S)描述之字形内部激光轨迹lp。此处,“内部激光轨迹lp”意指由工作段WB内的激光光斑S描述的轨迹。于是,工作段WB对应于激光熔合路径LP的一段,如参考图10更全面地描述。内部激光轨迹lp可以是之字形路径(如图8A中)或跟随工作段的路径(如图9中)。一般来说,内部激光轨迹lp,其中就“轨迹”而言,意指运动学坐标,其在时间上描绘激光光斑S的运动,以执行除熔合、预加热和后加热之外沿所述轨迹的路径的在时间上的前后移动。
在图8A中,工作段WB与移动元件12的前进方向D相关联,前进方向D位于工作表面110的平面中并且是熔融材料沉积的熔池PM进展的方向。沿着工作段WB的位置d沿着以上工作段WB被限定。如图8A中可见,还表示根据位置d绘制工作能量E(即,与激光光斑S相关联的能量)的图示。位置d的轴线与段WB的前进方向D对齐,使得可以在位置d的轴线上指示位置d1、d2、d3、d4,在其之间限定预加热FP(间隔d1-d2)、熔合FS(间隔d2-d3)和后加热FR(间隔d3-d4)阶段。
粉末的四个射流PJ示意性地示出在图8A中,其与喷嘴轴线U对齐。如图可见,所述射流相对于前进方向D以45°倾斜,使得激光光斑S只要在工作段WB内移动,便无法截断所述射流。
如图8A中可以注意到,工作能量E(即,激光光斑L的能量)根据沿着工作段WB的位置d变化。工作能量E在熔合阶段FS中为高且恒定,而其在预加热阶段FP中为低且增加,并且在后加热阶段FR为低且减小。能量分布曲线基于待熔合的材料的特性并且在任何情况下通过执行对根据要实施的工艺过程的要求而产生的温度梯度的控制被确定。工作过程的前进方向D表示成与其中光斑S跟随内部轨迹lp的方向相反,即使通常激光S在其他时间间隔内使其运动反向,向后并且因此沿前进方向D移动。在变型实施例中,在同一预加热、熔合和后加热段上实施多次来回通过。
相反,在图8B中示出两个连续时刻t和t – 1以及两个相应熔池PM(t)和PM(t - 1)中的工作段WB。可以注意到,具有相应预加热、熔合和后加热阶段的工作段WB沿前进方向D前进。
工作段WB’表示在图9中,其使用具有与工作段WB’自身的宽度相同的宽度并且因此与熔池PM的直径一致的激光光斑S。因此,必需通过相应地使喷嘴34的轴线U倾斜并通过适配器22调整激光光斑S的准直参数来使熔池PM的直径和工作段WB的横向尺寸(即,预加热和后加热段)与激光光斑S的聚焦直径一致。
图9以类似于图8A的方式也针对工作段WB’示出工作能量E根据位置d的分布曲线,工作段WB’使用具有等于相同图中所示的工作段WB自身的宽度的宽度的激光光斑S。在此情况下,内部轨迹lp使得激光光斑沿着前进方向D的轴线执行给定顺序的位移。通常假定,内部轨迹lp可以包括沿着前进方向的轴线的甚至多次的来回移动,每次通过改变所输送的能量。而且,通过改变不同的通过之间的能量贡献,熔池PM可以沿着工作段WB逐渐位移。
在图8和图9中示出了由驱动框架30的移动系统11拉动的工作段WB或WB’,通常粉末沉积点PD在工作段WB或WB’内沿前进方向D线性位移。粉末沉积点PD在水平平面中的位置并不随围绕框架轴线ζ的旋转变化,并且因此仅依赖于移动结构11的水平移动。如已经提及,在伸展段WB或WB’内,激光光斑L的内部轨迹lp被描述为执行预加热、熔合和后加热阶段。这通常适用于工作段WB,其对应于三个预加热、熔合和后加热区域的总和,所述区域是短的并且具有前进方向D。可以具有随时间改变的前进方向D的这些工作段WB, WB1, WB2 ,… 的总和确定工作路径,其跟随粉末沉积路径。如图10中所示,给定了工作路径以通过熔合获得物体的给定区段,其被提供以设置粉末发射路径PP和聚焦在工作表面110上的激光光斑S的熔合路径LP。特别地,根据图10中所指示,在各种实施例中,粉末发射路径PP和激光熔合路径LP从空间坐标的观点来看基本上是一致的。激光熔合路径LP和粉末发射路径PP可以同时由框架30和光学扫描仪20跟随;即,激光光斑S和沉积点PD对齐,从而在工作点中交叉。然而,为了还执行预加热和后加热,提供了激光光斑S被控制为根据内部轨迹lp以对应于在图8和图9的图示中表示的位置d的给定前进和给定延迟分别跟随激光熔合路径LP和粉末发射路径PP。
图11示出了用于管理以下致动器的控制的数控单元60的架构的原理图,即,使移动元件12的轴线X, Y, Z移动的移动结构11的电机;使光学系统20移动的电机,即,用于移动旋转轴线θ和ω的检流计致动器和控制聚焦点的平移轴线α、因此光斑S的垂直位置的适配器22;以及驱动围绕框架30的框架轴线ζ的旋转的电机和/或控制倾斜角β的变化的电机。该单元60包括两个个人计算机61和62。个人计算机61充当用户界面用于向第二个人计算机62发送指令和命令,第二个人计算机62优选地包括与用于机器的管理的实时扩展62b相关联的操作系统62a。所述操作系统可以例如是Linux或WinCE类型的,或者通过专有解决方案获得。因此,个人计算机62将要跟随的轨迹供应到PCI DSP类型的伺服控制板63用于致动器的控制。
在个人计算机62和伺服控制板63中,实施激光机器10的轴线的管理程序,特别是用于上文称为X, Y, Z, α、θ、ω, ζ, β的轴线的管理,如下文中将更详细描述。
数控单元60根据本领域中本身已知的程序针对具有给定加速度和速度规格的“虚拟”机器生成对应于所谓的零件加工程序的指令集P。此指令集P来自个人计算机51,并且由故意提供的程序发起,用于离线设置机器的轨迹和移动。插值函数被应用于后者,其基于指令集P生成操作机器的轨迹。操作机器的这个轨迹对应于运动学坐标,所述运动学坐标在时间上描述操作机器的点(例如接合点或工具中心点(TCP))的运动。此插值响应于在指令集P内发送的预备代码或G代码操作。所述插值操作通过个人计算机62内的软件来实施。
此外,应注意,在所述激光操作机器中,单元60被配置成用于发送关于例如待熔合的粉末的射流的流速、载气的流速、激光辐射的特性(功率;模式:连续、脉冲等等;可能频率和占空比;辐射分布曲线的形状:高斯、顶帽(top-hat)等等)和激光束的特性(直径、聚焦等等)的其他命令。这些命令可以与指令集P相关联,使得其在给定点并且在由操作机器的轨迹限定的给定时刻发出。
可以例如通过改变在路径中激光光斑在工作段WB中的功率和/或直径和/或聚焦来控制关于激光辐射的特性和激光束的特性的命令来调整热分布曲线。
这里再次指出,根据给定轴线限定的轨迹意指,例如对应于所述轴线的运动学变量的函数。对应的线性运动学变量(位移、速度、加速度)与轴线X, Y, Z相关联,并且与平移轴线α相关联,其确定激光束L的焦点的位移,而对应的角运动学变量(旋转角度、角速度和角加速度)与旋转轴线θ、ω, ζ, β相关联。
机器10的所述实施例有利地使得能够利用光学组件20的焦点控制的速度和性质来将能量输送到已经执行激光热处理的区域(特别是熔合区域)和将执行激光热处理的区域。
激光源、光学扫描仪21和自适应准直器22针对预熔合(即,针对预加热阶段)并且针对后熔合(即,针对后加热阶段)控制施加在路径段上的能量。由于熔合路径的变化可能导致这样的情况,其中在预加热和后加热期间的激光在粉末沉积点PD之前截断粉末射流或者甚至更糟的是截断喷嘴34,其中提供所述机器以使框架30旋转以便跟随由多个工作段WBi形成的激光熔合路径LP,以便使得待被预加热和后加热的部分始终可供激光束L和对应聚焦光斑S的指向(pointing)接近,如图6中所示。
基本上,根据已经描述的内容,利用激光操作机器10通过跟随下列步骤的激光熔合来进行物体的增材制造:
设置粉末发射路径PP,用于通过所述框架30中的所述喷嘴34根据粉末发射路径PP将待熔合的材料的粉末发射到工作表面110上;
设置激光熔合路径LP,用于通过所述光学组件20根据激光熔合路径LP将激光束L的聚焦光斑S发送到根据所述粉末发射路径PP发射的粉末上以执行其熔合,所述激光熔合路径LP包括所述光斑S根据内部轨迹lp的位移,以及预期粉末沉积点PD在预加热阶段FP或者在后加热阶段FR中跟随的位移;以及
通过数控单元60和伺服控制模块63控制联结到机器的轴线的激光操作机器的致动器,以通过相应轴线来描述轨迹以便跟随所述激光熔合路径LP和粉末发射路径PP,其中:
控制致动器的所述操作包括一操作模式,在该模式中控制所述移动元件12的所述致动器以便按相对于所述光学组件20可移动的方式移动所述工具托架框架,使其至少围绕垂直框架轴线ζ旋转,从而防止喷嘴34的位置截断根据激光熔合路径LP和内部轨迹lp被控制的激光光斑S。
特别地,控制致动器的操作以这样的方式提供旋转所述框架30:喷嘴34的所有轴线U或其在工作表面110上的投影在任何时刻都不截断工作段的前进方向D,并且因此前述轴线U或其投影相对于前进方向D形成大于零的角度。轴线U或其投影的最小角度依赖于喷嘴34和粉末射流PJ的大小,并且必须使得激光束并不对它们造成干扰。确定要使用的喷嘴34和方向D之间的角度的最佳条件是由喷嘴自身形成的角度的等分线应该相切于激光熔合路径LP并且因此相切于方向D。
特别地,在具有四个喷嘴34的框架30的情况下,在任何时刻,喷嘴轴线U相对于前进方向D形成45°的角度。在两个喷嘴34的情况下,轴线可以保持在90°,而在八个喷嘴的情况下,其可以保持在22.5°;即,通常,喷嘴轴线保持在等于平角除以喷嘴34的个数的角度。另一方面,这些是理想情况,目的是最大化喷嘴轴线U和前进方向之间的距离,然而很明显的是,通常只要喷嘴落在粉末沉积点PD之外的轴线并不截断前进方向D,所述角度便可以具有甚至更低的值。然而,一般来说,可能需要偏离“最佳”角度(在示例中,45°的角度)以预期熔合方向的变化或避开工作空间中存在的障碍物(例如,工件正在其上生长的工具或已经熔合的零件)。
此外,在本文中描述的解决方案的变型实施例中,激光操作机器可以包括工具托架框架,用于发射粉末的射流的一个或多个喷嘴布置在所述工具托架框架上,其中所述喷嘴以如下方式布置在所述框架上:其纵向轴线相对于所述垂直轴线形成倾斜角,使得所述喷嘴的射流相交在粉末沉积点中,并且所述操作机器包括用于改变一个或多个喷嘴的纵向轴线的倾斜角β的致动器装置,但是所述框架不同于围绕所述垂直轴线的旋转而根据轴线经历移动或者其不被致动。
因此,根据已经描述的内容,所提出解决方案和对应优点清楚地显现出来。
由于粉末发射喷嘴根据垂直轴线相对于光学激光器组件是可移动的,因此根据本发明的激光操作机器能够以灵活方式操作。这是有利的,特别是当考虑到存在需要避开的障碍物并且因此截断风险高,喷嘴非常倾斜时;结果,使喷嘴倾斜的可能性防止在所述工艺过程的步骤期间的任何截断。
当然,在不损害本发明的原理的情况下,细节和实施例可以相对于本文中仅通过示例描述的内容变化、甚至显著变化,而不背离保护范围。此保护范围由所附权利要求书限定。
在各种实施例中,所描述的系统的不同使用策略可以与待应用的能量控制分布曲线并且与应用时间相关地实施,该能量控制分布曲线和应用时间两者都与待热处理(即,熔合)的粉末类型、材料和形状相关。特别地,还如图8中所示,所述解决方案使得能够在多次通过中应用能量分布曲线或者对具有小于粉末沉积斑点PD或熔池PM的大小的直径的聚焦光束使用线性或之字形或摆动移动。这可以通过使用用于喷嘴的倾斜和对应沉积流的调整以及激光光斑S的聚焦直径的系统来调整粉末斑点的大小和形状而成为可能。
可替换地,如图8和图9中所示,将可以通过喷嘴的适当倾斜和激光光斑S的准直参数的调整使熔池的直径以及预加热和后加热段的横向尺寸与激光光斑S的聚焦直径一致。
此外,激光器组件20的构造使得,在处理期间能够实现聚焦特性从一个区域到另一区域的变化,并且因此,可以借助具有与焊接池的直径相同的直径的聚焦激光光斑S来执行熔合,并且相反为了在预加热和后加热段中施加能量而使用将以适当直径截断感兴趣工作段WB的去聚焦激光束。此外,所述激光器组件的构造在熔合、预加热和后加热段使用不同的通过速率来以受控方式来实现能量的施加。
如上文已经论述,激光热处理优选地执行粉末的激光熔合,但是本文中描述的机器和方法还适用于激光烧结并且适用于与所述方法和机器的特性兼容的其他激光热处理过程,如所描述和要求保护。
Claims (13)
1.一种激光操作机器(10),用于通过金属粉末的激光热处理过程的用于物体的增材制造,其包括:移动结构(11),所述移动结构(11)在包括工作表面(110)的工作空间(100)中可移动,所述机器(10)根据第一笛卡儿坐标系的移动轴线(X, Y, Z)操作并且被构造成用于支撑移动元件(12),所述移动元件(12)包括用于发射待热处理的粉末的射流的多个喷嘴(34);作为工作表面(110)的工作衬底;以及光学激光器组件(20),所述光学激光器组件(20)用于传送激光束(L)以形成聚焦在所述工作衬底上的激光光斑(S)以便对所述粉末执行热处理,
所述机器的特征在于所述移动元件(12)包括:
上部部分(12a),所述上部部分(12a)固定地联结到所述移动结构(11),所述光学激光器组件(20)设置在所述上部部分(12a)中;
包括管道的下部部分(12b),工具托架框架(30)设置在管道的终止于工作表面(110)的端部,用于发射粉末的射流的所述多个喷嘴(34)布置在管道上,并且所述喷嘴(34)布置在所述工具托架框架(30)上,使得其纵向轴线(U)相对于垂直轴线(I)形成倾斜角(β),以致所述喷嘴(34)的射流(PJ)相交在粉末沉积点(PD)中,所述机器(10)包括用于改变所述喷嘴(34)的所述纵向轴线(U)的所述倾斜角(β)的致动器装置,
所述光学激光器组件(20)设置在所述移动元件(12)中以便将所述激光束(L)发送到所述工作表面(110)上、在由用于发射粉末的射流的所述多个喷嘴(34)限定的周界内通过,
所述光学激光器组件(20)配置成将激光束(L)发送通过所述管道(12e)且随后发送到喷嘴(34)的周界内,
所述喷嘴(34)通过固定在所述工具托架框架(30)上的旋转销(35)以可旋转方式固定在所述工具托架框架(30)上,以便能够以仅改变相对于所述垂直轴线(I)的所述倾斜角(β)的方式围绕大致相切于所述工具托架框架(30)的所述周界的轴线旋转,
所述致动器装置包括用于使所述喷嘴(34)围绕相切于所述工具托架框架(30)的轴线旋转的旋转致动器,
所述光学激光器组件(20)包括用于将所述激光光斑(S)定位在所述工作空间(100)中的光学扫描装置(21),其根据相应组的移动轴线(α、θ、ω)操作,所述喷嘴(34)设置在所述工具托架框架上,所述旋转使得喷嘴(34)避免拦截由所述光学扫描装置(21)定位的激光束的位置。
2.根据权利要求1所述的机器,其特征在于,所述致动器装置包括每个喷嘴(34)铰接在其上的第一环以及在垂直方向(Z)上可移动的第二环(31),所述第二环(31)包括接合在制成在所述喷嘴(34)上的狭槽(37)中的相应旋转销(36)。
3.根据权利要求1所述的机器,其特征在于,所述工具托架框架(30)和多个喷嘴(34)的所述布置标识圆形周界。
4.根据权利要求2所述的机器,其特征在于,所述工具托架框架(30)和所述第二环(31)是圆形且同心的,并且所述第二环(31)具有比所述工具托架框架(30)大的直径。
5.根据权利要求1至4中的任一项所述的机器,其特征在于所述下部部分被构造成用于使所述工具托架框架(30)围绕平行于所述第一笛卡儿坐标系的轴线(X, Y, Z)的垂直轴线(Z)的框架轴线(ζ)旋转。
6.根据权利要求1至4中的任一项所述的机器,其特征在于,所述喷嘴(34、34a)包括预加热装置和/或用于喷射保护气体的装置。
7.根据权利要求5所述的机器,其特征在于,所述相应组的移动轴线(α、θ、ω)包括入射在所述工作表面(110)上的所述激光束(L)的轴线(I)的彼此垂直的两个旋转轴线(θ、ω)以及所述激光光斑(S)沿着所述轴线(I)的平移轴线(α)。
8.根据权利要求7所述的机器,其特征在于,所述光学扫描装置(21)包括:两个定向反射镜(243、25),其用于在由所述两个旋转轴线(θ、ω)限定的锥形空间中定向所述激光束(L);以及自适应准直元件(22),其用于改变所述激光光斑(S)沿着所述平移轴线(α)的直径和聚集点以及所述激光光斑(S)在所述锥形空间内的聚焦直径;以及固定反射镜(23),其水平地朝向所述定向反射镜引导来自所述自适应准直元件的垂直激光束。
9.根据权利要求7所述的机器,其特征在于,用于所述热处理过程的激光源与准直和扫描系统协同定位。
10.一种用于物体的增材制造的方法,使用根据权利要求1至9中任一项所述的激光操作机器,通过金属粉末的激光热处理过程,所述方法包括:
设置粉末发射路径(PP),用于根据所述粉末发射路径(PP)通过所述工具托架框架(30)中的所述喷嘴(34)将待热处理的材料的粉末发射在所述工作表面(110)上;
设置激光热处理路径(LP)用于根据所述激光热处理路径(LP)通过所述光学激光器组件(20)将激光束(L)的聚焦激光光斑(S)发送到根据所述粉末发射路径(PP)发射的所述粉末上以执行其热处理,所述激光热处理路径(LP)包括使所述激光光斑(S)根据内部轨迹(lp)移动以及还预期所述粉末的沉积点(PD)在预加热阶段(FP)或者在后加热阶段(FR)中跟随的移动,其中执行热处理(FS)步骤;
将所述喷嘴(34)布置在所述工具托架框架(30)上,使得其纵向轴线(U)相对于所述垂直轴线(I)形成倾斜角(β),致使所述喷嘴(34)的射流(PJ)相交在粉末沉积点(PD)中;以及
控制所述激光操作机器(10)的致动器,所述致动器通过数控单元(60)和伺服控制模块(63)联结到所述机器的轴线以通过相应轴线描述轨迹以便跟随所述激光热处理路径(LP)和所述粉末发射路径(PP),其中
以一操作模式控制致动器,在该操作模式中控制所述移动元件(12)的所述致动器以改变所述喷嘴(34)的所述倾斜角(β)。
11.根据权利要求10所述的方法,其特征在于,改变所述喷嘴(34)的所述纵向轴线(U)的所述倾斜角(β)以防止所述喷嘴(34)的位置截断根据所述激光热处理路径(LP)和所述内部轨迹(lp)控制的所述激光光斑(S)。
12.根据权利要求11所述的方法,其特征在于,改变所述喷嘴(34)的所述纵向轴线(U)的所述倾斜角(β)以满足以下条件中的一个或多个:
避开所述工作空间(100)中存在的障碍物;
改变所述粉末沉积点(PD)的形状;以及
改变所述粉末沉积点(PD)的高度。
13.根据权利要求10或权利要求11所述的方法,其特征在于,控制致动器的所述操作包括一操作模式,在该模式中控制所述移动元件(12)的所述致动器以便通过至少围绕平行于所述第一笛卡儿坐标系的轴线(X, Y, Z)的垂直轴线(Z)的框架轴线(ζ)旋转所述工具托架框架(30)来以相对于所述光学激光器组件(20)可移动的方式移动所述工具托架框架(30),以便防止所述喷嘴(34)的位置截断根据所述激光热处理路径(LP)和所述内部轨迹(lp)控制的所述激光光斑(S)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102016000103343A IT201600103343A1 (it) | 2016-10-14 | 2016-10-14 | Macchina operatrice laser per la produzione additiva tramite trattamento termico laser, in particolare fusione, e relativo procedimento |
| IT102016000103343 | 2016-10-14 | ||
| PCT/IB2017/056213 WO2018069809A1 (en) | 2016-10-14 | 2017-10-09 | Laser operating machine for additive manufacturing by laser thermal treatment, in particular by fusion, and corresponding method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110312584A CN110312584A (zh) | 2019-10-08 |
| CN110312584B true CN110312584B (zh) | 2022-09-09 |
Family
ID=57910078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780077780.1A Active CN110312584B (zh) | 2016-10-14 | 2017-10-09 | 通过激光热处理、特别是通过熔合的用于增材制造的激光操作机器以及对应方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190381566A1 (zh) |
| EP (1) | EP3525961A1 (zh) |
| CN (1) | CN110312584B (zh) |
| IT (1) | IT201600103343A1 (zh) |
| WO (1) | WO2018069809A1 (zh) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3823812B1 (en) | 2018-07-17 | 2022-06-29 | IO Tech Group, Ltd. | Leveling system for 3d printer |
| WO2020131830A1 (en) * | 2018-12-19 | 2020-06-25 | Jabil Inc. | Apparatus, system and method for kinematic-based heating of an additive manufacturing print filament |
| IT201900004681A1 (it) | 2019-03-28 | 2020-09-28 | Prima Ind Spa | Procedimento e sistema di additive manufacturing |
| FR3096511B1 (fr) * | 2019-05-22 | 2021-07-02 | Amplitude Systemes | Monture de composant optique et système de commande de faisceau lumineux associé |
| FR3097164A1 (fr) * | 2019-06-17 | 2020-12-18 | Beam | Systeme et procede d’ajout de matiere sur une surface determinee d’une piece au moyen d’un faisceau laser oriente par une tete a balayage laser et d’une injection de poudre laterale |
| IT201900009366A1 (it) * | 2019-06-18 | 2020-12-18 | Prima Ind Spa | Apparato di lavorazione laser e procedimento di lavorazione laser corrispondente |
| CN110722790B (zh) * | 2019-11-29 | 2021-03-30 | 肇庆学院 | 一种3d增材运动系统及其方法 |
| EP3892907A1 (de) * | 2020-04-06 | 2021-10-13 | Bystronic Laser AG | Maschinenrahmen für eine werkzeugmaschine und werkzeugmaschine |
| US11763703B2 (en) | 2021-11-03 | 2023-09-19 | Samsung Electronics Co., Ltd. | Electronic apparatus |
| CN116174747B (zh) * | 2022-12-06 | 2023-07-25 | 杭州爱新凯科技有限公司 | 一种多通道激光3d打印装置及其扫描方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5147999A (en) * | 1989-12-27 | 1992-09-15 | Sulzer Brothers Limited | Laser welding device |
| CN101722365A (zh) * | 2008-10-17 | 2010-06-09 | 普瑞玛工业股份有限公司 | 特别用于激光加工机的操作头 |
| CN103786342A (zh) * | 2014-01-10 | 2014-05-14 | 康子纯 | 机体可倾斜的3d打印机 |
| WO2015141335A1 (ja) * | 2014-03-18 | 2015-09-24 | 株式会社東芝 | ノズル、積層造形装置、および積層造形物の製造方法 |
| WO2015181772A1 (en) * | 2014-05-30 | 2015-12-03 | Prima Industrie S.P.A. | Laser operating machine for additive manufacturing by laser sintering and corresponding method |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6144008A (en) * | 1996-11-22 | 2000-11-07 | Rabinovich; Joshua E. | Rapid manufacturing system for metal, metal matrix composite materials and ceramics |
| JP3484994B2 (ja) * | 1998-10-12 | 2004-01-06 | スズキ株式会社 | レーザ溶接装置 |
| JP5292256B2 (ja) * | 2009-10-20 | 2013-09-18 | 株式会社日立製作所 | レーザ加工ヘッド、及びレーザ肉盛方法 |
-
2016
- 2016-10-14 IT IT102016000103343A patent/IT201600103343A1/it unknown
-
2017
- 2017-10-09 CN CN201780077780.1A patent/CN110312584B/zh active Active
- 2017-10-09 US US16/341,651 patent/US20190381566A1/en active Pending
- 2017-10-09 WO PCT/IB2017/056213 patent/WO2018069809A1/en unknown
- 2017-10-09 EP EP17797726.1A patent/EP3525961A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5147999A (en) * | 1989-12-27 | 1992-09-15 | Sulzer Brothers Limited | Laser welding device |
| CN101722365A (zh) * | 2008-10-17 | 2010-06-09 | 普瑞玛工业股份有限公司 | 特别用于激光加工机的操作头 |
| CN103786342A (zh) * | 2014-01-10 | 2014-05-14 | 康子纯 | 机体可倾斜的3d打印机 |
| WO2015141335A1 (ja) * | 2014-03-18 | 2015-09-24 | 株式会社東芝 | ノズル、積層造形装置、および積層造形物の製造方法 |
| WO2015181772A1 (en) * | 2014-05-30 | 2015-12-03 | Prima Industrie S.P.A. | Laser operating machine for additive manufacturing by laser sintering and corresponding method |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190381566A1 (en) | 2019-12-19 |
| IT201600103343A1 (it) | 2018-04-14 |
| WO2018069809A1 (en) | 2018-04-19 |
| EP3525961A1 (en) | 2019-08-21 |
| CN110312584A (zh) | 2019-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110312584B (zh) | 通过激光热处理、特别是通过熔合的用于增材制造的激光操作机器以及对应方法 | |
| CN110312583B (zh) | 通过激光热处理、特别是通过熔合的用于增材制造的激光操作机器以及对应方法 | |
| US11135680B2 (en) | Irradiation devices, machines, and methods for producing three-dimensional components | |
| CN106794517B (zh) | 用于通过激光烧结来添加制造的激光操作机器及对应的方法 | |
| EP3049212B1 (en) | Laser processing method, laser processing system and optical head capable of dithering | |
| EP2221132B2 (en) | Production device and production method of metal powder sintered component | |
| CN102703895A (zh) | 激光熔覆侧向送粉加工头 | |
| CN115038536A (zh) | 用于激光金属粉末沉积的系统和方法 | |
| EP3446825A1 (en) | Laser cladding device and complex machine tool | |
| JP6951337B2 (ja) | 直接材料堆積用レーザ走査ヘッドを備えるノズル | |
| US20220347750A1 (en) | System and method for adding material to a determined surface of a workpiece by means of a laser beam directed by a laser scanning head and laterial powder injection | |
| CN111230246A (zh) | 一种双焦点中心送丝激光加工头及其加工方法 | |
| EP3946898B1 (en) | Method and system for additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |