CN107364122B - 使用不同熔点材料的静电三维显影装置 - Google Patents
使用不同熔点材料的静电三维显影装置 Download PDFInfo
- Publication number
- CN107364122B CN107364122B CN201710259351.8A CN201710259351A CN107364122B CN 107364122 B CN107364122 B CN 107364122B CN 201710259351 A CN201710259351 A CN 201710259351A CN 107364122 B CN107364122 B CN 107364122B
- Authority
- CN
- China
- Prior art keywords
- intermediate transfer
- station
- support material
- platen
- build material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/1605—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using at least one intermediate support
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/14—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base
- G03G15/16—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer
- G03G15/163—Apparatus for electrographic processes using a charge pattern for transferring a pattern to a second base of a toner pattern, e.g. a powder pattern, e.g. magnetic transfer using the force produced by an electrostatic transfer field formed between the second base and the electrographic recording member, e.g. transfer through an air gap
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/22—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20
- G03G15/221—Machines other than electrographic copiers, e.g. electrophotographic cameras, electrostatic typewriters
- G03G15/224—Machines for forming tactile or three dimensional images by electrographic means, e.g. braille, 3d printing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/22—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20
- G03G15/225—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20 using contact-printing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/147—Processes of additive manufacturing using only solid materials using sheet material, e.g. laminated object manufacturing [LOM] or laminating sheet material precut to local cross sections of the 3D object
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/291—Arrangements for irradiation for operating globally, e.g. together with selectively applied activators or inhibitors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/16—Transferring device, details
- G03G2215/1676—Simultaneous toner image transfer and fixing
- G03G2215/1695—Simultaneous toner image transfer and fixing at the second or higher order transfer point
Landscapes
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- General Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Combination Of More Than One Step In Electrophotography (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
Abstract
将中间转印表面上的构建和支撑材料层移动通过注入台,并且压板相对于中间转印表面移动以使压板接触中间转印表面上的层中之一。每次压板在注入台处与中间转印表面上的层接触时,中间转印表面将构建材料和支撑材料层转印到压板上,以在压板上相继形成构建和支撑材料层的独立的堆栈。构建材料具有比支撑材料更高的熔化温度。支撑材料去除台将堆栈加热到高于支撑材料的熔化温度但低于构建材料的熔化温度的温度,以熔化支撑材料,但留下仅由构建材料制成的3‑D结构。
Description
背景技术
本文的系统和方法一般涉及使用静电打印工艺的三维(3-D)打印工艺。
三维打印可以使用例如喷墨或静电打印机产生对象。在一个示例性三阶段工艺中,将粉末状材料以薄层打印,将可UV固化的液体打印在粉末状材料上,最后使用UV光源使每个层硬化。这些步骤是逐层重复的。支撑材料通常包括酸,碱或水溶性聚合物,其可以在3-D打印完成后从构建材料选择性冲洗。
静电(电子照相)工艺是产生二维数字图像的公知手段,其将材料转印到中间表面(例如感光带或鼓)上。电子照相图像被传送的方式的进步可以利用打印系统的速度、效率和数字性质。
发明内容
示例性三维(3-D)打印机除了其他部件之外还包括中间转印表面,例如中间转印带(ITB)或鼓,构建材料显影台,其定位以静电转印构建材料(例如,紫外(UV)可固化构建材料)到ITB,以及支撑材料显影台,其定位成将支撑材料静电转印到ITB的位置,其中UV可固化构建材料位于ITB上。构建材料具有比支撑材料更高的熔化温度。构建材料显影台和支撑材料显影台将UV可固化构建材料和支撑材料层转印到压板,每个层在ITB的离散区域上并且是图案形式。
而且,注入台与ITB相邻。注入台包括在ITB的第一侧上支撑ITB的辊。注入台被定位成在ITB移动通过注入台时接收层。更具体地,构建材料显影台、支撑材料显影台和注入台相对于ITB定位,使得当ITB在处理方向上移动时,ITB上的点首先通过构建材料和支撑材料显影台,然后通过注入台。
此外,压板相对于ITB移动。在注入台处每次压板接触ITB的第二侧(与第一侧相反的一侧)上的层之一时,ITB将UV可固化构建材料和支撑材料层转印到压板上,以在压板上相继地形成层的独立的堆栈。
此类结构还可以包括与压板相邻的加热器。压板可以任选地从注入台移动到加热器以加热层并将每个层连接在一起。压力辊也可以邻近加热器定位。因此,压板可移动到压力辊,以将各层压在一起。此外,固化台可以定位成将UV光施加到3-D结构以使层彼此固化。此外,在不同的构造中,在每个层在注入夹处被转印到压板之后,或者在预先建立的数量的层在注入夹处被转印到压板之后,压板可以从注入夹移动到加热器、压力辊和固化台。
此类结构还可以包括支撑材料去除台,其定位成接收压板上的3-D结构。支撑材料去除台将堆栈加热到高于支撑材料的熔化温度但低于构建材料的熔融温度的温度,以留下仅由UV可固化的构建材料制成的3-D结构。
本文的各种方法利用上述结构操作,并使用构建材料显影台将构建材料静电转印到中间转印表面,和使用支撑材料显影台将支撑材料静电转印到中间转印表面。静电转印构建和支撑材料的工艺将构建材料和支撑材料层转印到中间转印表面,其中每个层在ITB的离散区域上并且是图案形式。
然后,此类方法将中间转印表面移动到注入台,并相对于中间转印表面移动压板,以使压板接触中间转印表面上的一个层。每次在注入台处压板接触中间转印表面上的层时,中间转印表面将构建材料和支撑材料层转印到压板上,以在压板上相继地形成构建和支撑材料层的独立的堆栈。
此类方法可以任选地将压板从注入台移动到加热器以加热所述层并将每个层连接在一起,并且可以将压板移动到压力辊,以将各层压在一起。在不同的构造中,在每个层在注入夹处被转印到压板之后,或者在预先建立的数量的层在注入夹处被转印到压板之后,这些方法可以将压板从注入夹移动到加热器、压力辊和固化台。
此类方法也可以将压板移动到支撑材料去除台,该支撑材料去除台定位成将堆栈加热到高于支撑材料的熔化温度但低于构建材料的熔化温度的温度,以留下仅由UV可固化的构建材料制成的3-D结构。
这些和其他特征在下面的详细描述中描述或从下面的详细描述中显而易见。
附图说明
以下参照附图详细描述各种示例性系统和方法,其中:
图1-14是部分地示出本文的打印设备的示意性横截面图;
图15是示出本文的打印设备的示意图;
图16是部分地示出本文的打印设备的示意图;
图17是示出本文的显影设备的示意图;
图18是示出本文的操作的流程图;和
图19是示出本文的设备的扩展示意图。
具体实施方式
如上所述,静电打印工艺是产生二维(2-D)数字图像的公知手段,并且本文的方法和设备使用此类处理来产生3-D项目(用于3-D打印)。然而,当使用静电工艺(特别是使用ITB的那些工艺)进行3-D打印时,从构建材料中去除支撑材料的工艺可能涉及使用昂贵且潜在危险的溶剂。本文所述的方法和设备通过利用具有不同熔化温度的构建和支撑材料减少或避免使用此类溶剂。
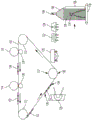
例如,如图1中所示,示例性的三维(3-D)打印机除了其他部件之外还包括支撑在辊112上的中间转印带110(ITB)、第一打印部件(例如,显影设备116)和第二打印部件(例如,显影设备114)。因此,如图1中所示,第一打印部件116被定位成静电转印(通过带(例如由电荷发生器128产生的)和被转印的材料之间的电荷差)第一材料104、构建材料,例如(可能干的)粉末聚合物-蜡材料(例如,带电的3-D调色剂)至ITB 110。第二打印部件114(其也可以是例如感光器)也被定位成将第二材料105(例如,支撑材料,再例如粉末聚合物-蜡材料(例如,带电的3-D调色剂))转印到ITB 110的位置,其中第一材料104位于ITB 110上。
构建材料104具有比支撑材料105更高的熔化温度,以允许在完整的3-D项目完成之后将打印的3-D结构104与支撑材料105分离。例如,相对于任意温度(例如室温(20℃)或冰的熔化温度(0℃)),构建材料的熔化温度可以为高于支撑材料的熔化温度的25%、50%、75%等;或者可以是支撑材料的熔化温度的2倍、5倍、10倍等。因此,在一个实例中,支撑材料可在100℃熔化,而构建材料可在约200℃熔化。此外,构建和支撑材料可以由能够通过静电打印工艺进行处理的任何物质制成,无论此类材料目前是已知的还是将来开发的。例如,构建和支撑材料可以是聚合物、塑料、金属、陶瓷、硅基材料、碳基材料、糖等。
在附图中,构建材料104和支撑材料105的结合被示出为元件102,并且有时被称为“显影层”。构建材料104和支撑材料105的显影层102在ITB 110的离散区域上,并且处于与该层(及其相关联的支撑元件)中的3-D结构的部件相对应的图案中,其中3-D结构正在构建,由显影层102形成层102。
此外,压板118(其可以是表面或带)与ITB 110相邻。在该实例中,压板118是真空带。构建和支撑材料的图案化层102从显影设备114、116转印到中间转印带110,并且最终在注入台130处转印到压板118。
如图1中所示,注入台130与ITB 110相邻。注入台130包括在ITB 110的一侧上支撑ITB 110的辊112。注入台130被定位成当ITB 110移动到注入台130时接收层102。更具体地,构建材料显影台116、支撑材料显影台114和注入台130相对于ITB 110定位,使得当ITB 110在处理方向上移动时,ITB 110上的层102首先通过构建材料和支撑材料显影台114、116,然后通过注入台130。
如图1中进一步所示,此类结构可以包括加热器120、126和结合台122、124。结合台122、124被定位成使用光源124施加光(例如UV光)和/或使用光源124加热。该结构还可以包括下面讨论的支撑材料去除台148。
如图2中的垂直箭头所示,压板118朝向ITB 110移动(使用马达、齿轮、滑轮、缆线、导向件等(全部通常由项目118示出))以使压板118与ITB 110接触。显影层102和ITB 110可以任选地由加热器120局部加热,以进一步有助于在注入之前使显影层102处于“粘性”状态。在一个实例中,显影层102可以被加热到高于玻璃化转变温度(Tg)但低于支撑材料的熔化温度(Tm)的温度,以使支撑材料(和可能地构建材料)变得发粘。
压板118还可以任选地由加热器120加热到大约相同的温度,然后当它转移通过ITB压板夹(注入夹130)时与粘性层102同步地接触。因此,每次压板118接触ITB 110时,ITB110将构建材料104和支撑材料105的显影层102之一转印到压板118,以在压板118上相继形成构建材料104和支撑材料105的显影层102。
因此,通过每个单独的显影设备114、116在ITB上静电打印成图案的构建和支撑材料在显影层102中结合在一起,以表现具有预定长度的特定图案。因此,如图2中所示,每个显影层102具有朝向ITB 110移动的处理方向(由靠近ITB 110的箭头表示)取向的前缘134和与前缘134相对的后缘136。
更具体地,如图2中所示,在注入夹130处,注入夹130内的显影层102的前缘134开始转印到压板118的相应位置。因此,在图2中,压板118移动以在显影层102的前缘134位于注入夹130的辊的最低位置处的位置处与ITB 110上的显影层102接触。因此,在此实例中,显影层102的后缘136尚未到达注入夹130,因此还没有被转印到压板118。
如图3中所示,通过移动或旋转压板真空带,压板118与ITB 110同步移动(与ITB110相同的速度和相同的方向移动),以使得显影层102完全转印到压板118,而没有污迹。在图3中,显影层102的后缘136是还没有到达注入夹130并且因此没有被转印到压板118的唯一部分。然后,随着ITB 110在处理方向上移动,压板118以与ITB 110相同的速度和相同的方向移动,直到显影层1 02的后缘136到达注入夹130的辊的底部,在该点处压板118移动远离ITB 110并到达加热器126,如图4中所示(加热器126可以是非接触式(例如,红外线(IR)加热器)或压力加热器,例如热熔辊,其将层102加热至低于构建和支撑材料的熔化温度的温度)。
如图4和5中所示,如果加热器126是压力辊,则压板118随着辊旋转而同步移动,加热和加压以将显影层102熔合到压板118(同样,在低于构建和支撑材料的熔化温度下)。压板118和ITB 110(和加热器辊126)之间的这种同步移动导致由显影设备116、114打印的支撑和构建材料(102)的图案被精确地从ITB 110转印到压板118,而没有变形或污迹。
在每次ITB 110将每个显影层102转印到压板118之后,压板118可以移动到加热器126,以独立地加热每个显影层102并且相继将每个显影层102连接到压板118以及在压板118上的任何先前转印的显影层102。在其他替代方案中,在已经将特定数量(例如2、3、4等)的显影层102放置在压板118上之后,压板118可仅移动到加热器126,以使得多个显影层102同时熔合到压板118和彼此熔合。
因此,重复图2-5中的处理以将多个显影层102熔合成堆栈106,如图6中所示。随着显影层102的堆栈106生长,在堆栈106的顶部形成额外的显影层102,如图6中所示,并且此类额外的显影层102由加热器126加压加热,如图7中所示,以将堆栈106内的所有显影层102熔合在一起。
如图8中所示,结合台122、124被配置为向3-D结构施加光和/或热,以将独立堆栈106中的显影层102彼此结合在压板118上。结合台的加热器、光和其他部件122、124的选择性使用将根据显影层102的化学组成而变化。
在一个实例中,构建材料104和支撑材料105可以是UV可固化的调色剂。因此,如图8中所示,在一个实例中,结合台122、124可以通过将材料102加热到它们的玻璃化转变温度和它们的熔化温度之间的温度而将此类材料102结合,然后施加UV光以在材料102内交联聚合物,从而产生刚性结构。本领域普通技术人员将理解,其他构建和支撑材料将利用其他结合处理和结合部件,并且前述内容仅作为一个有限的实例;并且本文的设备和方法适用于所有此类结合方法和部件,无论是目前已知的还是将来开发的。
在一个实例中,结合台122、124可以在每次ITB 110将每个显影层102转印到压板118之后,或者更不频繁地例如仅一次(例如,当整个堆栈106完全形成时)施加此类光和/热。此外,图8示出了覆层,所述覆层示出了在独立的堆栈106的积聚内的支撑材料105和构建材料104的部分。这样可以是可见或者可以不可见,并且仅被示出以显示其中此类构建和支撑材料可以被布置的一个示例性方式。
可以输出独立的堆栈106的3-D结构,以允许使用外部加热浴手动移除支撑材料105;或处理可以如图9-11中所示进行。更具体地,在图9中,支撑材料去除台148被定位成接收压板118上的现在结合的3-D独立的堆栈106。支撑材料去除台148施加热156(例如,以加热的空气、加热的水、加热的溶剂、红外热等的形式),以将堆栈106的温度升高到高于支撑材料105的熔化温度但低于构建材料104的熔化温度的温度。这使得支撑材料105熔化而不影响构建材料104。
例如,图9中所示的热156可以是加热的液体(可以是溶剂)、加热的气体、红外加热等。再次,如上所述,所使用的热156将取决于构建材料104和支撑材料105的化学构成。图10示出了其中保留了大约一半的支撑材料105,和构建材料104的一部分从剩余的支撑材料105的堆栈突出的处理。图11示出了支撑材料去除台148已经施加了足够的热156以熔化所有的支撑材料105,仅留下构建材料104后的处理,其留下仅由构建材料104制成的完整的3-D结构。
图12-13示出了本文的替代的3-D静电打印结构,其包括平面注入台138代替图1中所示的注入夹130。如图12中所示,平面注入台138是辊112之间且平行于压板118的ITB 110的平面部分。如图13中所示,利用这种结构,当压板118移动以接触平面注入台138时,所有的显影层102被同时转印到压板118或部分形成的堆栈106,避免了图2和图3中所示的滚动注入过程。
类似地,如图14中所示,可以使用鼓158代替ITB 110,所有其他部件如本文所述操作。因此,鼓158可以是接收来自显影台114、116的材料的中间转印表面,如上所述,或者可以是感光器并且按如下所述的感光器256操作,通过保持电荷的潜像和接收来自显影设备254的材料进行操作。
图15示出了本文的3-D打印机结构204的许多部件。3-D打印设备204包括控制器/有形处理器224和可操作地连接到有形处理器224和打印设备204外部的计算机网络的通信端口(输入/输出)214。此外,打印设备204可以包括至少一个附件功能部件,例如图形用户界面(GUI)组件212。用户可以通过图形用户界面或控制面板212接收消息、指令和菜单选项,并输入指令。
输入/输出设备214用于去往和来自3-D打印设备204的通信,并且包括有线设备或无线设备(任何形式的,无论是目前已知的还是将来开发的)。有形处理器224控制打印设备204的各种动作。非暂时的,有形的计算机存储介质设备210(其可以是光学的、磁性的、基于电容器的等等,并且不同于暂时信号)是由有形处理器224可读的,并且存储有形处理器224执行指令以允许计算机化设备执行其各种功能,诸如本文所描述的那些功能。因此,如图15中所示,主体外壳具有一个或多个功能部件,其对由通过电源218提供的交流(AC)源220提供的电力进行操作。电源218可以包括公共功率转换单元、功率存储元件(例如,电池等)等。
3-D打印设备204包括至少一个标记设备(打印引擎)240,其将如上所述的构建和支撑材料的相继层沉积在压板上,并且可操作地连接到专用图像处理器224(其不同于通用计算机,因为它专用于处理图像数据)。而且,打印设备204可以包括也对从外部电源220(通过电源218)供应的电力进行操作的至少一个附件功能部件(诸如扫描仪232)。
一个或多个打印引擎240旨在示出任何目前已知或将来开发的施加构建和支撑材料(调色剂等)的标记设备,并且可以包括例如使用中间转印带110的设备(如图16中所示)。
因此,如图16中所示,图15中所示的每个打印引擎240可利用一个或更多个潜在不同(例如,不同颜色、不同材料等)的构建材料显影台116,一个或更多个潜在不同(例如,不同颜色、不同材料等)的支撑材料显影台114等。显影台114、116可以是任何形式的显影台,无论目前已知或将来开发的,例如单独的静电标记台、单独的喷墨台、单独的干墨台等。每个显影台114、116在单个带旋转期间依次将材料图案转印到中间转印带110的相同位置(可能独立于中间转印带110的状况),从而在将完整和完全的图像转印到中间转印带110之前减少必须进行的通过中间转印带110的次数。虽然图16示出了与旋转带(110)相邻或接触的五个显影台,如本领域普通技术人员将理解的,此类设备可以使用任何数量的标记台(例如,2、3、5、8、11等)。
一个示例性的单独的静电显影台114、116在图17中示出为定位成邻近中间转印带110(或可能与中间转印带110接触)。各个单独的静电显影台114、116包括其自身的充电台258,其在内部感光器256上产生均匀电荷,内部曝光设备260,其将均匀电荷图案化成电荷潜像,以及内部显影设备254,其以与电荷潜像图像匹配的图案将构建或支撑材料转印到感光器256。然后通过中间转印带110相对于构建或支撑材料的电荷的相反电荷将构建或支撑材料的图案从感光器256拉到中间转印带110,构建或支撑材料的电荷通常由电荷发生器128在中间转印带110的相对侧上产生。
图18是示出本文执行的方法的处理的流程图。更具体地,此类处理开始于项目170,其中这些方法使用构建材料和支撑材料显影台将构建和支撑材料静电转印到中间转印表面。这些工艺将构建材料和支撑材料的层转印到中间转印表面,其中每个层在ITB的离散区域上并且是图案形式。
在项目172中,显影层和先前转印的层可以任选地加热以促进层的粘性。然后,在项目174中,此类方法使中间转印表面移动通过注入台并相对于中间转印表面移动压板以使压板接触中间转印表面上的一个层。每次在项目174中的注入台处压板接触中间转印表面上的层时,中间转印表面将构建材料和支撑材料的层施加到压板上,以在压板上相继形成构建和支撑材料的层的独立的堆栈。在项目174中,任选的热促进来自中间转印表面的层转印到压板上的层。
此类方法可以任选地将压板从注入台移动到加热器以加热所述层并且在项目176中将每个层结合在一起。类似地,在项目176中,这些方法可以将压板移动到压力辊以将每个层压在一起。
项目178示出了这些方法使用固化台固化显影层的堆栈。在不同的构造中,这些方法使用加热器或压力辊(176)结合层,和/或在每个层在注入夹处转印到压板之后,或者在先前建立的数量的层在注入夹处被转印到压板上之后使用固化台(178)固化层。因此,显影层的组(可能全部)可以同时结合(176)和/或固化(178),或者此类结合和固化可以逐层进行,并且图18中所示的操作顺序没有严格遵循。
如项目180中所示,此类方法还可以将压板移动到支撑材料去除台,支撑材料去除台被定位成将堆栈加热到高于支撑材料的熔化温度但低于构建材料的熔化温度的温度以熔化支撑材料,但留下仅由构建材料制成的3-D结构。
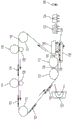
图19是展开图,其显示显影层102可如何含有一些构建材料104和一些支撑材料105,以及最低显影层102如何接合到压板118,以及每个相继显影层102如何接触并接合到紧邻在前的相邻显影层102,其在下面以在压板118上形成显影层102的堆栈106。如上所述,显影层102内的构建材料104和支撑材料105的颗粒(在图19中显示为颗粒(未按比例绘制),使用标识号102)是连接粘性顶部显影层102的粉末的粘性颗粒。
尽管在附图中示出了一些示例性结构,但是本领域普通技术人员将理解附图是简化的示意图,并且下面提出的权利要求包括未示出(或可能地少得多)的许多特征,但是其通常与此类设备和系统一起使用。因此,申请人不旨在由附图限制下面提出的权利要求,而是提供附图仅仅是为了说明可以实施所要求保护的特征的几种方式。
如US 8,488,994中所示,用于使用电子照相术打印3-D部分的附加制造系统是已知的。该系统包括具有表面的光电导体部件和显影台,其中显影台被构造为在光电导体部件的表面上显影材料层。该系统还包括构造为从可旋转光电导体部件的表面接收显影层的转印介质,以及构造为以逐层方式从转印部件接收显影层以从所接收的层的至少一部分打印3D部件的压板。
关于UV可固化调色剂,如US 7,250,238中所公开的,已知提供UV可固化调色剂组合物,以及在打印工艺中使用UV可固化调色剂组合物的方法。US 7,250,238公开了各种调色剂乳液聚集工艺,其允许实施例中产生的调色剂可以固化,即通过暴露于UV辐射,例如具有约100nm至约400nm的UV光。在US 7,250,238中,所生产的调色剂组合物可用于各种打印应用,例如温度敏感包装和生产箔密封。在US 7,250,238中,实施例涉及由如下组成的UV可固化调色剂组合物:任选的着色剂、任选的蜡、由苯乙烯产生的聚合物和选自丙烯酸丁酯、羧乙基丙烯酸酯和UV可固化的丙烯酸酯低聚物的丙烯酸酯。另外,这些方面涉及由着色剂如颜料、任选的蜡和由UV可固化的脂环族环氧化物产生的聚合物组成的调色剂组合物。
此外,US 7,250,238公开了形成UV可固化调色剂组合物的方法,包括将含有由苯乙烯、丙烯酸丁酯、羧甲基丙烯酸酯和UV可固化的丙烯酸酯形成的聚合物的乳液与着色剂和蜡混合;向该混合物中加入絮凝剂以任选地诱导聚集并形成分散在第二混合物中的调色剂前体颗粒;将调色剂前体颗粒加热至等于或高于聚合物的玻璃化转变温度(Tg)的温度,以形成调色剂颗粒;任选地洗涤调色剂颗粒;和任选地干燥调色剂颗粒。另一方面涉及通过该方法制备的调色剂颗粒。
尽管在附图中示出了一些示例性结构,但是本领域普通技术人员将理解附图是简化的示意图,并且下面提出的权利要求包括未示出(或可能地少得多)的许多特征,但是其通常与此类设备和系统一起使用。因此,申请人不旨在由附图限制下面提出的权利要求,而是提供附图仅仅是为了说明可以实施所要求保护的特征的几种方式。
以上讨论了许多计算机化设备。包括由制造商如美国Round Rock TX的戴尔计算机,以及美国Cupertino CA的苹果计算机公司生产的基于芯片的中央处理单元(CPU)、输入/输出设备(包括图形用户界面(GUI)、存储器、比较器、有形处理器等)的计算机化设备是众所周知的并且易于得到的设备。此类计算机化设备通常包括输入/输出设备、电源、有形处理器、电子存储存储器,接线等,其细节在此省略以允许读者集中于本文描述的系统和方法的突出方面。类似地,打印机、复印机、扫描仪和其它类似的外围设备可从XeroxCorporation,Norwalk,CT,USA获得,并且为了简洁和读者关注的目的,这里不讨论此类设备的细节。
本文所使用的术语打印机或打印设备包括执行用于任何目的的打印输出功能的任何装置,例如数字复印机、收集机、传真机、多功能机等。打印机,打印引擎等的细节是公知的,并且在本文中不详细描述以使本公开集中于所呈现的突出特征。本文的系统和方法可包括以彩色、单色或处理彩色或单色图像数据打印的系统和方法。所有上述系统和方法特别适用于静电打印和/或静电打印机器和/或工艺。
对于本发明的目的,术语“固定”是指涂层的干燥、硬化、聚合、交联、结合或加成反应或其他反应。此外,在本文中使用的术语诸如“右”、“左”、“垂直”、“水平”、“顶部”、“底部”、“上部”、“下部”、“下”、“下方”、“下面”、“上方”、“上面”、“平行”、“垂直”等被理解为是它们在附图中定向和示出的相对位置(除非另有说明)。术语诸如“接触”,“在...上”,“直接接触”,“邻接”,“直接相邻于...”等是指至少一个元件物理接触另一元件(而没有其他元件分离所述的元件)。此外,术语自动的或自动地是指一旦过程(由机器或用户)开始,一个或多个机器执行该过程而无需来自任何用户的进一步输入。在本文的附图中,相同的标识数字标识相同或相似的项目。
应当理解,上述公开的和其他特征和功能或其替代可以期望地结合到许多其他不同的系统或应用中。本领域技术人员随后可以进行各种目前未预见的或未预期的替代、修改、变化或改进,这些修改、变化或改进也旨在被所附权利要求所涵盖。除非在具体权利要求中特别限定,否则本文的系统和方法的步骤或部件不能从任何上述实例而暗示或导入作为对任何特定顺序、数量、位置、大小、形状、角度、颜色或材料的限制。
Claims (18)
1.一种三维打印机,包括:
中间转印表面;
构建材料显影台,其定位成将构建材料静电转印到所述中间转印表面;
支撑材料显影台,其定位成将支撑材料静电转印到所述中间转印表面,所述构建材料具有比所述支撑材料更高的熔化温度,所述构建材料显影台和所述支撑材料显影台将当时具有所述更高的熔化温度的所述构建材料和所述支撑材料的层转印到所述中间转印表面;
邻近所述中间转印表面的注入台,所述注入台被定位成在所述中间转印表面移动通过所述注入台时接收所述层;
相对于所述中间转印表面移动的压板,每次所述压板在所述注入台处与所述中间转印表面上的所述层之一接触时,所述中间转印表面将所述构建材料和所述支撑材料的层转印到所述压板,以在所述压板上相继形成所述层的独立的堆栈;
固化台,其定位成将UV光施加到整个所述层上以使所述层彼此固化;以及
支撑材料去除台,其配置成并且定位成将所述独立的堆栈加热到高于所述支撑材料的熔化温度但低于所述构建材料的熔化温度的温度,以留下仅由所述构建材料制成的三维结构。
2.根据权利要求1所述的三维打印机,还包括表面加热器,其定位成在所述注入台处引导热,所述表面加热器在所述注入台处加热所述中间转印表面和所述压板。
3.根据权利要求2所述的三维打印机,所述层在暴露于所述热之后是粘性的,这有助于所述层从所述中间转印表面转印到所述压板上的所述层。
4.根据权利要求1所述的三维打印机,所述构建材料显影台、所述支撑材料显影台和所述注入台相对于所述中间转印表面定位,使得当所述中间转印表面在处理方向上移动时,所述中间转印表面上的点首先通过所述构建材料显影台和所述支撑材料显影台,然后通过所述注入台。
5.根据权利要求1所述的三维打印机,还包括邻近所述压板的加热器,所述压板从所述注入台移动到所述加热器以加热所述层并将每个所述层连接在一起;以及
邻近所述加热器的压力辊,所述压板移动到所述压力辊以将每个所述层压在一起。
6.根据权利要求1所述的三维打印机,所述构建材料和所述支撑材料包含聚合物并且所述固化台定位成联接所述构建材料和所述支撑材料中的所述聚合物。
7.一种三维打印机,包括:
中间转印带;
构建材料显影台,其定位成将构建材料静电转印到所述中间转印带;
支撑材料显影台,其定位成将支撑材料静电转印到所述中间转印带的位置,其中所述构建材料位于所述中间转印带上,所述构建材料具有比所述支撑材料更高的熔化温度,所述构建材料显影台和所述支撑材料显影台将当时具有所述更高的熔化温度的所述构建材料和所述支撑材料的层转印到所述中间转印带,每个所述层在所述中间转印带的离散区域上并且为图案形式;
邻近所述中间转印带的注入台,所述注入台包括在所述中间转印带的第一侧上支撑所述中间转印带的辊,所述注入台被定位成在所述中间转印带移动通过所述注入台时接收所述层;
相对于所述中间转印带移动的压板,每次所述压板在所述注入台处与所述中间转印带的第二侧上的所述层之一接触时,所述中间转印带将所述构建材料和所述支撑材料层转印到所述压板,以在所述压板上相继形成所述层的独立的堆栈,所述第一侧与所述第二侧相对;
支撑材料去除台,其配置成并且定位成将所述独立的堆栈加热到高于所述支撑材料的熔化温度但低于所述构建材料的熔化温度的温度,以留下仅由所述构建材料制成的三维结构;以及
固化台,其定位成将UV光施加到整个所述层上以使所述层彼此固化。
8.根据权利要求7所述的三维打印机,还包括表面加热器,其定位成在所述注入台处引导热,所述表面加热器在所述注入台处加热所述中间转印带和所述压板。
9.根据权利要求8所述的三维打印机,所述层在暴露于所述热之后是粘性的,这有助于所述层从所述中间转印带转印到所述压板上的所述层。
10.根据权利要求7所述的三维打印机,所述构建材料显影台、所述支撑材料显影台和所述注入台相对于所述中间转印带定位,使得当所述中间转印带在处理方向上移动时,所述中间转印带上的点首先通过所述构建材料显影台和所述支撑材料显影台,然后通过所述注入台。
11.根据权利要求7所述的三维打印机,还包括邻近所述压板的加热器,所述压板从所述注入台移动到所述加热器以加热所述层并将每个所述层连接在一起;以及
邻近所述加热器的压力辊,所述压板移动到所述压力辊以将每个所述层压在一起。
12.根据权利要求7所述的三维打印机,所述构建材料和所述支撑材料包含聚合物并且所述固化台定位成联接所述构建材料和所述支撑材料中的所述聚合物。
13.一种三维打印机,包括:
中间转印表面;
专门指定以仅处理构建材料的构建材料显影台,所述构建材料显影台定位成仅将所述构建材料静电转印到所述中间转印表面;
专门指定以仅处理支撑材料的支撑材料显影台,所述支撑材料显影台定位成仅将所述支撑材料静电转印到所述中间转印表面,所述构建材料具有比所述支撑材料更高的熔化温度,所述构建材料显影台和所述支撑材料显影台将当时具有所述更高的熔化温度的所述构建材料和所述支撑材料的层转印到所述中间转印表面;
邻近所述中间转印表面的注入台,所述注入台被定位成当所述中间转印表面移动通过所述注入台时接收所述层;
相对于所述中间转印表面移动的压板,每次所述压板在所述注入台处与所述中间转印表面上的所述层之一接触时,所述中间转印表面将所述构建材料和所述支撑材料的层转印到所述压板,以在所述压板上相继形成所述层的独立的堆栈;
固化台,其定位成将UV光施加到整个所述层上以使所述层彼此固化;以及
支撑材料去除台,其配置成并且定位成将所述独立的堆栈加热到高于所述支撑材料的熔化温度但低于所述构建材料的熔化温度的温度,以留下仅由所述构建材料制成的三维结构。
14.根据权利要求13所述的三维打印机,还包括表面加热器,其定位成在所述注入台处引导热,所述表面加热器在所述注入台处加热所述中间转印表面和所述压板。
15.根据权利要求14所述的三维打印机,所述层在暴露于所述热之后是粘性的,这有助于所述层从所述中间转印表面转印到所述压板上的所述层。
16.根据权利要求13所述的三维打印机,所述构建材料显影台、所述支撑材料显影台和所述注入台相对于所述中间转印表面定位,使得当所述中间转印表面在处理方向上移动时,所述中间转印表面上的点首先通过所述构建材料显影台和所述支撑材料显影台,然后通过所述注入台。
17.根据权利要求13所述的三维打印机,还包括邻近所述压板的加热器,所述压板从所述注入台移动到所述加热器以加热所述层并将每个所述层连接在一起;以及
邻近所述加热器的压力辊,所述压板移动到所述压力辊以将每个所述层压在一起。
18.根据权利要求13所述的三维打印机,所述构建材料和所述支撑材料包含聚合物并且所述固化台定位成联接所述构建材料和所述支撑材料中的所述聚合物。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/152,659 US10195787B2 (en) | 2016-05-12 | 2016-05-12 | Electrostatic 3-D development apparatus using different melting point materials |
| US15/152659 | 2016-05-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107364122A CN107364122A (zh) | 2017-11-21 |
| CN107364122B true CN107364122B (zh) | 2020-01-21 |
Family
ID=58671484
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710259351.8A Active CN107364122B (zh) | 2016-05-12 | 2017-04-19 | 使用不同熔点材料的静电三维显影装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10195787B2 (zh) |
| EP (1) | EP3243659B1 (zh) |
| JP (1) | JP6824100B2 (zh) |
| KR (1) | KR102159478B1 (zh) |
| CN (1) | CN107364122B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11273608B2 (en) * | 2018-06-07 | 2022-03-15 | Sakuu Corporation | Multi-material three-dimensional printer |
| WO2021003166A1 (en) * | 2019-07-03 | 2021-01-07 | Evolve Additive Solutions, Inc. | Selective deposition-based additive manufacturing using dissimilar materials |
| WO2021003165A1 (en) * | 2019-07-03 | 2021-01-07 | Evolve Additive Solutions, Inc. | Selective layer deposition based additive manufacturing system using laser nip heating |
| US11440263B2 (en) | 2019-12-23 | 2022-09-13 | Cubicure Gmbh | System for the lithography-based additive manufacturing of three-dimensional (3D) structures |
| WO2022015961A1 (en) * | 2020-07-15 | 2022-01-20 | Evolve Additive Solutions, Inc. | Additive manufacturing methods using reduced support material |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4100884A (en) | 1976-02-25 | 1978-07-18 | Ricoh Company, Ltd. | Rubber developer roller using single component toner |
| US4063808A (en) | 1976-03-23 | 1977-12-20 | International Business Machines Corporation | Apparatus for neutralizing toner in a no charge exchange transfer |
| JPS53113549A (en) | 1977-03-15 | 1978-10-04 | Fuji Photo Film Co Ltd | Marking device |
| US4510223A (en) | 1983-02-07 | 1985-04-09 | Coulter Systems Corporation | Multicolor electrophotographic imaging process |
| US5103263A (en) | 1989-05-23 | 1992-04-07 | Delphax Systems | Powder transport, fusing and imaging apparatus |
| US5088047A (en) * | 1989-10-16 | 1992-02-11 | Bynum David K | Automated manufacturing system using thin sections |
| US5016055A (en) | 1990-07-02 | 1991-05-14 | Xerox Corporation | Method and apparatus for using vibratory energy with application of transfer field for enhanced transfer in electrophotographic imaging |
| US4987456A (en) | 1990-07-02 | 1991-01-22 | Xerox Corporation | Vacuum coupling arrangement for applying vibratory motion to a flexible planar member |
| US5282006A (en) | 1992-12-07 | 1994-01-25 | Xerox Corporation | Transfer system including pre-transfer pressure treatment apparatus |
| US5339147A (en) | 1993-11-24 | 1994-08-16 | Xerox Corporation | Sequential ultrasonic fusing process |
| US5477315A (en) | 1994-07-05 | 1995-12-19 | Xerox Corporation | Electrostatic coupling force arrangement for applying vibratory motion to a flexible planar member |
| US5966559A (en) | 1997-09-23 | 1999-10-12 | Eastman Kodak Company | Method and apparatus for sensing and accomodating different thickness paper stocks in an electrostatographic machine |
| US6066285A (en) | 1997-12-12 | 2000-05-23 | University Of Florida | Solid freeform fabrication using power deposition |
| US6141524A (en) | 1999-07-26 | 2000-10-31 | Xerox Corporation | Release agent management for transfuse systems |
| US6157804A (en) | 2000-03-22 | 2000-12-05 | Xerox Corporation | Acoustic transfer assist driver system |
| US6376148B1 (en) * | 2001-01-17 | 2002-04-23 | Nanotek Instruments, Inc. | Layer manufacturing using electrostatic imaging and lamination |
| US6775504B2 (en) | 2002-12-16 | 2004-08-10 | Xerox Corporation | Developer member adapted for depositing developer material on an imaging surface |
| US7250238B2 (en) | 2003-12-23 | 2007-07-31 | Xerox Corporation | Toners and processes thereof |
| US7184698B2 (en) | 2004-03-17 | 2007-02-27 | Eastman Kodak Company | Durable electrophotographic prints |
| US7270408B2 (en) | 2005-01-14 | 2007-09-18 | Xerox Corporation | Low level cure transfuse assist for printing with radiation curable ink |
| US20080131800A1 (en) | 2006-12-02 | 2008-06-05 | Xerox Corporation | Toners and toner methods |
| US7986411B2 (en) * | 2006-12-19 | 2011-07-26 | Koninklijke Philips Electronics N.V. | Imaging of a turbid medium |
| WO2008118263A1 (en) * | 2007-03-22 | 2008-10-02 | Stratasys, Inc. | Extrusion-based layered deposition systems using selective radiation exposure |
| US7851549B2 (en) | 2007-12-13 | 2010-12-14 | Xerox Corporation | Curable polyester latex made by phase inversion emulsification |
| US20100140852A1 (en) | 2008-12-04 | 2010-06-10 | Objet Geometries Ltd. | Preparation of building material for solid freeform fabrication |
| US20100227184A1 (en) | 2009-03-06 | 2010-09-09 | Xerox Corporation | Photoreceptor transfer belt and method for making the same |
| US8470231B1 (en) | 2009-06-01 | 2013-06-25 | Stratasys Ltd. | Three-dimensional printing process for producing a self-destructible temporary structure |
| US8306443B2 (en) | 2009-06-26 | 2012-11-06 | Xerox Corporation | Multi-color printing system and method for reducing the transfer field through closed-loop controls |
| US8265536B2 (en) | 2010-08-12 | 2012-09-11 | Xerox Corporation | Fixing systems including contact pre-heater and methods for fixing marking material to substrates |
| US8396404B2 (en) | 2010-08-26 | 2013-03-12 | Xerox Corporation | Image transfer nip method and apparatus using constant current controls |
| US8548621B2 (en) | 2011-01-31 | 2013-10-01 | Xerox Corporation | Production system control model updating using closed loop design of experiments |
| EP2541481A1 (en) * | 2011-07-01 | 2013-01-02 | TeliaSonera AB | Personalized advertising |
| US20130186558A1 (en) | 2011-09-23 | 2013-07-25 | Stratasys, Inc. | Layer transfusion with heat capacitor belt for additive manufacturing |
| US8879957B2 (en) | 2011-09-23 | 2014-11-04 | Stratasys, Inc. | Electrophotography-based additive manufacturing system with reciprocating operation |
| CN203811991U (zh) * | 2011-09-23 | 2014-09-03 | 斯特拉塔西斯公司 | 用于打印三维部件的累积制造系统 |
| US8488994B2 (en) | 2011-09-23 | 2013-07-16 | Stratasys, Inc. | Electrophotography-based additive manufacturing system with transfer-medium service loops |
| US8836911B2 (en) | 2011-10-17 | 2014-09-16 | Xerox Corporation | Method and system for producing flat three-dimensional images |
| JP2016501136A (ja) | 2012-11-09 | 2016-01-18 | エボニック インダストリーズ アクチエンゲゼルシャフトEvonik Industries AG | 多色の押出し成形3d印刷 |
| CN104781063B (zh) | 2012-11-09 | 2018-02-27 | 赢创罗姆有限公司 | 用于挤出式3d打印法的经涂布长丝的用途和制备 |
| US9029058B2 (en) | 2013-07-17 | 2015-05-12 | Stratasys, Inc. | Soluble support material for electrophotography-based additive manufacturing |
| US9144940B2 (en) | 2013-07-17 | 2015-09-29 | Stratasys, Inc. | Method for printing 3D parts and support structures with electrophotography-based additive manufacturing |
| US20150024317A1 (en) | 2013-07-17 | 2015-01-22 | Stratasys, Inc. | High-Performance Consumable Materials for Electrophotography-Based Additive Manufacturing |
| CN105722663B (zh) | 2013-11-18 | 2019-05-21 | 张凯瑞 | 彩色或多材质3d打印机 |
| US9744730B2 (en) | 2013-11-22 | 2017-08-29 | Stratasys, Inc. | Magnetic platen assembly for additive manufacturing system |
| US20170015063A1 (en) | 2014-03-07 | 2017-01-19 | Canon Kabushiki Kaisha | Method of producing three-dimensional shaped article |
| US9770869B2 (en) * | 2014-03-18 | 2017-09-26 | Stratasys, Inc. | Additive manufacturing with virtual planarization control |
| US10144175B2 (en) | 2014-03-18 | 2018-12-04 | Evolve Additive Solutions, Inc. | Electrophotography-based additive manufacturing with solvent-assisted planarization |
| US9694541B2 (en) | 2014-06-09 | 2017-07-04 | Raytheon Company | Selective composite manufacturing for components having multiple material properties |
| US10272618B2 (en) | 2015-02-23 | 2019-04-30 | Xactiv, Inc. | Fabrication of 3D objects via electrostatic powder deposition |
| CN104890241B (zh) | 2015-06-03 | 2017-06-06 | 珠海天威飞马打印耗材有限公司 | 三维快速成型设备和成型方法 |
| US20170029997A1 (en) * | 2015-07-27 | 2017-02-02 | Juliette H Silver | Method and Device for Maintaining Constant Moisture Level in Cleaning Cloths |
| US10792908B2 (en) | 2015-12-31 | 2020-10-06 | Evolve Additive Solutions, Inc. | Systems and methods for electrophotography-based additive manufacturing of parts |
| US10105902B2 (en) * | 2016-04-18 | 2018-10-23 | Evolve Additive Solutions, Inc. | Electrophotography-based additive manufacturing with part molding |
-
2016
- 2016-05-12 US US15/152,659 patent/US10195787B2/en active Active
-
2017
- 2017-04-19 CN CN201710259351.8A patent/CN107364122B/zh active Active
- 2017-04-20 KR KR1020170051098A patent/KR102159478B1/ko active IP Right Grant
- 2017-04-21 JP JP2017084589A patent/JP6824100B2/ja active Active
- 2017-05-04 EP EP17169602.4A patent/EP3243659B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017202682A (ja) | 2017-11-16 |
| KR102159478B1 (ko) | 2020-09-25 |
| US20170326796A1 (en) | 2017-11-16 |
| CN107364122A (zh) | 2017-11-21 |
| EP3243659A1 (en) | 2017-11-15 |
| US10195787B2 (en) | 2019-02-05 |
| KR20170128086A (ko) | 2017-11-22 |
| JP6824100B2 (ja) | 2021-02-03 |
| EP3243659B1 (en) | 2020-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107364122B (zh) | 使用不同熔点材料的静电三维显影装置 | |
| US11130282B2 (en) | Electrostatic 3-D development apparatus using cold fusing | |
| EP3255504B1 (en) | Electrostatic 3-d printer system using leveling material and mechanical planer | |
| US10086558B2 (en) | 3-D electrostatic printer using track bound platens and registration system | |
| CN107297895B (zh) | 使用可溶解纸的电子照相3-d打印 | |
| JP2017193170A (ja) | 折り畳み可能な基材を使用した電子写真3d印刷 | |
| CN107364124B (zh) | 使用中间转印带和可固化聚合物的3-d印刷 | |
| CN107364123B (zh) | 使用可寻址uv交联的静电3-d打印机 | |
| US10279577B2 (en) | Electrostatic 3-D printer having rotating magnetic cores within developer rolls | |
| US10000010B2 (en) | 3-D electrostatic printer using rack and pinion registration system | |
| US10213958B2 (en) | Electrostatic 3-D printing system having acoustic transfer and corotron |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |