CN105094049B - 学习路径控制 - Google Patents
学习路径控制 Download PDFInfo
- Publication number
- CN105094049B CN105094049B CN201510262809.6A CN201510262809A CN105094049B CN 105094049 B CN105094049 B CN 105094049B CN 201510262809 A CN201510262809 A CN 201510262809A CN 105094049 B CN105094049 B CN 105094049B
- Authority
- CN
- China
- Prior art keywords
- path
- continuous
- trace
- robot
- programmed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/19—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by positioning or contouring control systems, e.g. to control position from one programmed point to another or to control movement along a programmed continuous path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1628—Programme controls characterised by the control loop
- B25J9/163—Programme controls characterised by the control loop learning, adaptive, model based, rule based expert control
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/04—Programme control other than numerical control, i.e. in sequence controllers or logic controllers
- G05B19/0405—Programme-control specially adapted for machine tool control and not otherwise provided for
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37092—Display position actual and or target
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45044—Cutting
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/49—Nc machine tool, till multiple
- G05B2219/49166—Compensation for measured deviation of tool path, as function of lenght of path
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S901/00—Robots
- Y10S901/30—End effector
- Y10S901/41—Tool
Abstract
本文涉及学习路径控制,其中,一种自动机械通过自动机械控制器执行学习路径控制程序而沿着第一连续的编程路径移动,而不在工件上进行操作。记录所述自动机械沿着第一连续的编程路径的实际运动。调整所述第一连续的编程路径,以产生第二编程路径。通过所述自动机械控制器执行学习路径控制程序,所述自动机械沿着第二连续的编程路径移动而不在工件上进行操作。记录所述自动机械沿着第二连续的编程路径的实际运动。显示所述自动机械沿着第一连续的编程路径和第二连续的编程路径的记录的实际运动的踪迹。
Description
技术领域
本发明总体上涉及自动机械系统,并且更尤其地涉及用于自动机械切割工具操作的系统和方法。
背景技术
可编程控制器根据多个储存的控制程序操作精密的工业设备,例如,自动机械。在执行时,每个程序促使可编程控制器或自动机械控制器通过评估一个或多个传感装置(例如,位置编码器、温度传感器或压力传感器)的信号来检查受控机械的状态并且基于程序框架、传感器信号以及(必要时)更复杂的处理来操作机械(例如,通过控制伺服电机的输出电压或使离散元件通电/断电)。
可编程控制器总体上描述为基于计算机的控制单元,该控制单元由传统部件的集合表示。控制单元还支持一个或多个用户接口,以促进处理程序、命令位置以及系统参数。这种用户接口可以包括通过激活合适的悬挂按钮或开关来引导自动机械通过一系列期望的事件的教导器(TP),并且可以包括离线PC模拟装置,可以在所述模拟装置上写入所需要的一系列功能和位置步骤,用于模拟执行或者用于与教导器相结合的实际测试执行。
在建立处理程序时,需要在自动机械与由自动机械服务的作业之间建立物理或几何关系。为了使用传统的教导器系统在自动机械的工作包络内精确地建立物理或几何坐标点,操作人员通常手动操纵自动机械并且通过激活合适的悬挂按钮或开关来在物理上教导坐标点和运动。本质上,用户必须手动移动自动机械,以建立教导位置或者教导一系列步骤,包括通过期望的几何级数。相对于切割操作,用户手动移动自动机械切割工具通过连续的路径。连续的路径可以具有标准的几何图形(例如,圆形或矩形)的形式,或者可以是由CAD数据限定的数据。
同样,程序验证和程序修补学习程序通常要求用户手动引导或移动自动机械通过编程步骤。在这种学习程序的使用期间,传感器记录与自动机械相关联的位置和运动数据。传感器还记录工具中心点(TCP)的实际位置数据以及期望位置的任何变化或偏差。编程、程序验证和程序修补可以反复进行并且可以消耗大量时间。
然而,这种迭代系统取决于学习程序的编程精度以及TP的精确操作。在编程运动不正确的情况下,或者在正在切割的材料受到切割操作的影响的情况下,即使编程运动的位置变化或偏差经测量小于或等于预定值,位置偏差的自动和反复校正也可以造成不可取的或者不可接受的切割操作。
众所周知,反复地尝试提高自动机械的连续路径。例如,外部传感器可以用于跟踪自动机械的路径,并且将反馈提供给自动机械控制器,用于校正路径。然而,这些外部传感器增加了自动机械的成本、额外设备以及复杂度。先有方法还调整了命令参数,例如,加速度和减速度轮廓,以便校正自动机械的路径。限制这种调整方法的灵活性和自由,这是因为可以仅仅沿着编程曲线进行校正。最后,先有方法还涉及基于监控和调整伺服命令的闭环伺服控制。然而,这种方法要求具有大量数据存储容量的缓冲器保持数据,而且,数据的容量变得对模型敏感并且可以产生否定结果。
因此,希望研制了一种系统和方法,用于增强自动机械切割工具的学习路径的视觉化,其中,该系统和方法克服了先有技术的缺点。
发明内容
与本发明协调并且一致地,出人意料地发现了一种用于增强在自动机械的工作包络内坐标点的视觉化的方法。
在该方法的一个实施方式中,用户运行用户程序,以使自动机械沿着第一连续的编程路径移动,以生成表示实际工具中心点位置的第一踪迹。在第一连续的编程路径与第一踪迹之间计算路径偏差。通过所计算的路径偏差的量,调整用户程序,以产生补偿的用户程序。在存储器装置内储存表示实际工具中心点位置的第一踪迹。运行补偿的用户程序,以使自动机械沿着第二连续的编程路径移动,以生成表示实际工具中心点位置的第二踪迹。然后,显示所述第一踪迹和所述第二踪迹。
在另一个实施方式中,通过自动机械控制器执行学习路径控制程序而沿着第一连续的编程路径移动自动机械。自动机械被移动而不在工件上进行操作。记录所述自动机械沿着第一连续的编程路径的实际运动。反复调整所述第一连续的编程路径,以产生一个或多个修改的连续编程路径。通过自动机械控制器执行学习路径控制程序而沿着所述一个或多个修改的连续编程路径移动自动机械。自动机械被移动而不在工件上进行操作。记录所述自动机械沿着所述一个或多个修改的连续编程路径的实际运动。显示记录的所述自动机械沿着所述第一连续的编程路径以及所述一个或多个修改的连续编程路径的实际运动的踪迹。允许操作人员选择所述第一连续的编程路径以及所述一个或多个修改的连续编程路径的踪迹中的一个,作为期望的连续路径。自动机械通过自动机械控制器沿着期望的连续路径移动,同时在工件上进行操作。
附图说明
尤其在根据在本文中描述的示图进行考虑时,通过以下详细描述,对于本领域的技术人员,本发明的以上以及其他优点变得显而易见。
图1为根据本发明的一个实施方式的自动机械系统的图形表示;
图2为包含本发明的自动机械系统的示意图;
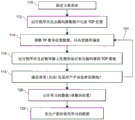
图3为根据本发明的一个实施方式的用于学习路径控制的方法的示意性流程图;
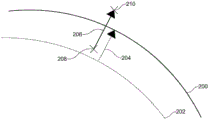
图4为根据本发明的一个实施方式的用于示例性切割操作的反复学习路径程序的图示;以及
图5为根据本发明的一个实施方式的允许用户在视觉地选择补偿的切割路径程序的示例性控制屏幕。
具体实施方式
以下详细描述和附图描述和说明了本发明的各种实施方式。说明书和附图用于允许技术人员形成和使用本发明,并非旨在通过任何方式限制本发明的范围。
参照图1,描述了自动机械工具10,包括多轴自动机械臂12和切割工作物品16的切割工具14。作为一个非限制性实例,工作物品16可以是一片塑料或金属、管式框架等,或者可以是旨在由自动机械工具10提供服务的任何其他物品。自动机械工具10可以在工作物品16上进行任何行为。然而,本发明具有具体的应用,其中,自动机械工具10包括切割工具14,该工具沿着连续的路径进行切割操作。切割操作可以具有标准的几何形状(例如,圆形或矩形)的形式,或者可以在由计算机程序(例如,CAD数据)限定的期望形状或图案中进行。
图2示出了包含本发明的系统60。系统60包括至少一个可编程控制器62,其具有储存装置64,用于储存多种类型的数据对象66。如在本文中使用的,“控制器”限定为包括计算机处理器,其被配置为执行具有储存在存储器储存装置64上的指令的形式的软件或软件程序。储存装置64可以是任何合适的存储器类型或其组合。还如在本文中使用的,“储存装置”限定为包括永久性和有形的计算机可读储存介质,软件或软件程序以及数据组、表格、算法以及其他信息可以储存在该储存介质上。控制器可以与储存装置电气通信,用于执行软件或软件程序的目的。
数据对象66的类型包括但不限于系统变量、用户程序变量、用户TP程序、学习程序、错误日志、系统设置、配置和当前状态以及系统变量。以不同的格式并且由不同的编程语言编写这些类型的数据对象66。例如,对于错误日志、系统变量以及用户TP程序,格式可以不同。
可编程控制器62可以包括用户接口68,用于允许用户将数据或程序输入控制器62内,或者用于访问储存在其内的数据。用户接口68可以包括显示器70,用于向用户和教导器72显示信息。在一个实施方式中,显示器70被配置为教导器72的一部分。
可编程控制器62可以是自动机械控制器,其中,在这种情况下,控制器62耦接至自动机械工具10,用于主动地执行各种任务。要理解的是,本发明不限于自动机械控制器。作为一个非限制性实例,可编程控制器62可以是被动控制器,例如,监控预定状态的监控装置。传感器74监控自动机械工具10的位置偏差和/或变化,例如,轨迹误差、路径偏差等。传感器74可以记录编码的反馈数据,以确定TCP位置。
为了帮助监控可编程控制器62的操作,至少一个远程计算机76优选地通过功能网络78耦接至可编程控制器62。远程计算机76可以位于与可编程控制器62相同的房间或建筑物内,或者可以位于完全不同的建筑物内,可以位于或不位于与控制器62相同的地理附近。网络78可以是控制器的局域网或广域网或者可以是在装置之间的直接链路。
一个或多个第二用户接口80耦接至远程计算机76。所述一个或多个第二用户接口80可以包括远程计算机装置,例如,用于输入关于要访问的期望数据的信息的模拟计算机。远程计算机76还包括数据交换辅助器82,该辅助器与用户接口80和网络78通信,用于促进与可编程控制器62的数据交换。
在自动机械工具10的全面操作之前,可编程控制器62必须由用户适当地编程,以基于期望的程序框架操作。一种适当地编程自动机械工具10的操作的方法要求用户使用教导器来将在工作物品16上的操作“教导”给可编程控制器62,以便自动机械工具10可以执行期望的操作。参照图3和图4,显示了一个示例性工艺学习过程。根据学习过程,在步骤110中,由自动机械工具10切割的主要形状首先由用户限定。在步骤110中限定的主要形状可以具有标准的几何图形的形式,例如,圆形或矩形,通过沿着连续的路径移动切割工具14来实现。或者,主要形状可以由CAD数据限定。沿着期望的路径200移动包括切割工具14的自动机械工具10(图4),以在步骤112中实现切割的主要形状。尤其地,可编程控制器62执行沿着期望的连续路径200移动自动机械工具10的程序,以实现切割的主要形状。然而,在步骤112中,自动机械工具10不在工作物品16上执行任何操作。相反,在步骤112中,从编码器数据中记录切割工具14的实际的TCP路径202。
在步骤114中,比较期望的连续路径200和实际的TCP路径202,并且识别路径偏差。在一个实施方式中,通过为任何运动线确定在从预先定义的数据路径到相邻的TCP位置的最短距离之中的最大值,计算路径偏差。作为另一个实例,对于沿着实际的TCP路径202的任何规定的点,可以计算偏移向量204,该向量标识在实际的TCP路径202与期望的连续路径200之间的偏移量。在步骤114中标识的偏差和变化可以用于补偿期望的路径程序,可编程控制器62执行该程序,以产生补偿的程序。还可以自动或手动调整期望的路径程序,以实现处理速度、容差、方位等的变化。这些调整中的每个可以对由补偿的程序实现的实际的TCP位置具有影响。然后,在步骤116中,由可编程控制器62运行补偿的程序。如前所述,在步骤116中执行补偿的程序时,自动机械工具10不在工作物品16上执行任何操作。相反,运行补偿的程序,并且从编码器数据中记录第二实际的TCP路径。在教导器72上或者在显示器70上或者在这两者上,向用户绘制和显示实际的TCP路径。此外,可以标识路径补偿向量206,用于表征沿着补偿的期望路径200在步骤112的TCP位置208与补偿的TCP位置210之间的差值。
在步骤118中,用户审查实际的TCP路径。用户的审查可以是在教导器72上或者在显示器70上的视觉审查以及变化和偏差与预定的容差的比较的组合。如果用户基于显示器或以其他方式在视觉上确定满足容差,那么在步骤120中记录与补偿的程序相关联的学习数据。然后,在步骤122中,在生产期间,利用该学习数据。
然而,如果实际的TCP路径不令用户满意,那么可以发生额外的学习迭代124。尤其地,再次调整补偿的程序,以产生修改的补偿程序,该程序允许切割工具14更密切地循着期望的路径200。尤其地,重复步骤114,以调整TP教导的位置数据,来补偿路径偏差。重复步骤116,以运行修改的补偿程序,并且在教导器或编码器数据的另一个显示器上用图形显示TCP图线,并且重复步骤118,以审查该图线,并且允许用户接受或拒绝修改的补偿程序。发生进一步的迭代,直到满足容差,或者直到用户手动选择图线。
例如,如图5中所示,用户可以进行切割操作的多次迭代300。TP或另一个显示器可以显示由迭代的补偿程序命令的TCP的实际运动的图线或踪迹302。尤其地,每个图线或踪迹302可以包括实际的TCP运动304的图形表征。此外,覆盖踪迹306可以显示期望的TCP路径,用于与实际的TCP路径304比较。要理解的是,对于每个迭代,先前的迭代的图线或踪迹可以用于供用户审查和选择。因此,TP或可编程控制器储存与每个迭代相关联的数据,包括踪迹信息,直到在步骤120中,用户选择表示特定迭代的踪迹成为生产水平的程序。通过这种方式,用户可以从在TP学习程序的先前迭代期间产生的部分或所有踪迹中进行选择,无需重新执行TP学习程序的任何先前迭代。
重要的是,本发明不依赖于仅仅将偏差降低为低于预定的数学容差水平。相反,为用户提供在视觉上审查每个编程的路径以与期望路径比较的机会。用户进一步能够基于主观和客观标准(包括仅仅基于外观),选择由任何迭代的补偿程序产生的任何踪迹。利用主观测量(包括迭代的补偿程序的视觉选择)的能力与切割操作非常相关,这是因为在某些应用中,连续路径切割的外观可能比数学偏差更重要。而且,视觉检查和主观标准可以允许用户补偿不适当地或不正确地编程的切割操作,不需要消耗时间的重新编程,也不需要大量迭代。最后,进行切割操作的一些材料可以受到切割操作本身的影响,造成材料运动、收缩、伸展等,这对切割操作具有影响(除了编程精度以外)。本发明有利地允许用户调整学习编程的编程精度,以调整处理速度、方位等因素,还进一步允许用户在视觉上审查和检查任何调整对切割操作以及任何产生的迭代对切割外观的影响。结果,优化切割操作的外观以及速度、精度和可重复性。
虽然为了说明本发明的目的,显示了某些代表性实施方式和细节,但是在不背离本公开的范围的情况下,对于本领域的技术人员,显然可以进行各种变化,在以下所附权利要求中进一步进行描述。
Claims (18)
1.一种由操作人员控制自动机械的方法,包括:
运行用户程序,以使所述自动机械沿着第一连续的编程路径移动,以生成表示实际工具中心点位置的第一踪迹;
计算在所述第一连续的编程路径与所述第一踪迹之间的路径偏差;
通过所计算的路径偏差的量,调整所述用户程序,以产生补偿的用户程序;
在存储器装置内储存所述表示实际工具中心点位置的第一踪迹;
运行所述补偿的用户程序,以使所述自动机械沿着第二连续的编程路径移动,以生成表示实际工具中心点位置的第二踪迹;并且
显示所述第一踪迹和所述第二踪迹;
其中,所述操作人员从教导器学习程序的先前迭代期间创建的所述第一踪迹和所述第二踪迹中的一个选择期望的连续路径,而不必重新执行教导器学习程序的任一先前迭代。
2.根据权利要求1所述的方法,其中,操作人员从包括所述第一踪迹和第二踪迹的多个踪迹中选择期望的连续路径。
3.根据权利要求1所述的方法,进一步包括以下步骤:
允许所述操作人员使得以下步骤重复进行直到操作人员选择可接受的期望的连续路径:
通过所计算的路径偏差的量,调整所述用户程序,以产生补偿的用户程序;并且
运行所述补偿的用户程序,以使所述自动机械沿着第二连续的编程路径移动,以生成表示实际工具中心点位置的第二踪迹。
4.根据权利要求1所述的方法,其中,所述第一连续的编程路径是标准的几何形状。
5.根据权利要求1所述的方法,其中,所述第一连续的编程路径由CAD数据限定。
6.根据权利要求1所述的方法,其中,所述第一踪迹和所述第二踪迹中的至少一个包括期望的连续路径的显示。
7.根据权利要求1所述的方法,其中,所述用户程序的调整步骤自动调整处理速度、容差以及方位中的一个。
8.根据权利要求1所述的方法,其中操作人员基于所述第一踪迹和所述第二踪迹之一的外观从所述第一踪迹和所述第二踪迹之一中选择期望的连续路径。
9.根据权利要求1所述的方法,其中用户程序包括切割操作。
10.根据权利要求9所述的方法,其中,所述切割操作被配置为切割受切割操作影响的材料,所述切割操作导致所述材料的移动、所述材料的收缩、和所述材料的拉伸中的一个。
11.一种由操作人员控制自动机械的方法,包括以下步骤:
通过自动机械控制器执行学习路径控制程序而沿着第一连续的编程路径移动自动机械,所述自动机械移动而不在工件上进行操作;
记录所述自动机械沿着所述第一连续的编程路径的实际运动;
反复调整所述第一连续的编程路径,以产生一个或多个修改的连续编程路径;
通过所述自动机械控制器执行所述学习路径控制程序而沿着所述一个或多个修改的连续编程路径移动所述自动机械,所述自动机械移动而不在所述工件上进行操作;
记录所述自动机械沿着所述一个或多个修改的连续编程路径的实际运动;
显示所记录的所述自动机械沿着所述第一连续的编程路径以及所述一个或多个修改的连续编程路径的实际运动的多个踪迹;
允许所述操作人员选择教导器学习程序的先前迭代期间创建的所述第一连续的编程路径以及所述一个或多个修改的连续编程路径的所述多个踪迹中的一个,作为期望的连续路径,而不必重新执行教导器学习程序的任一先前迭代;以及
通过所述自动机械控制器沿着所述期望的连续路径移动所述自动机械,所述自动机械在所述工件上进行操作的同时移动。
12.根据权利要求11所述的方法,其中,所述第一连续的编程路径是标准的几何形状。
13.根据权利要求11所述的方法,其中,所述第一连续的编程路径由CAD数据限定。
14.根据权利要求11所述的方法,其中,所显示的踪迹中的至少一个进一步包括期望的连续路径的显示。
15.根据权利要求11所述的方法,其中,用户程序的调整步骤自动调整处理速度、容差以及方位中的一个。
16.根据权利要求11所述的方法,其中,从第一编程连续路径或一个或多个修改的连续编程路径的踪迹之一中,操作者基于踪迹的外观选择期望的连续路径。
17.根据权利要求11所述的方法,其中,对工件的操作包括切割操作。
18.根据权利要求17所述的方法,其中,切割操作被配置为切割受切割操作影响的工件的材料,所述切割操作导致所述材料的移动、所述材料的收缩、和所述材料的拉伸中的一个。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/283,749 US10836038B2 (en) | 2014-05-21 | 2014-05-21 | Learning path control |
| US14/283,749 | 2014-05-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN105094049A CN105094049A (zh) | 2015-11-25 |
| CN105094049B true CN105094049B (zh) | 2020-06-16 |
Family
ID=54431916
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201510262809.6A Active CN105094049B (zh) | 2014-05-21 | 2015-05-21 | 学习路径控制 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10836038B2 (zh) |
| JP (2) | JP2015221491A (zh) |
| CN (1) | CN105094049B (zh) |
| DE (1) | DE102015107436B4 (zh) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10078712B2 (en) * | 2014-01-14 | 2018-09-18 | Energid Technologies Corporation | Digital proxy simulation of robotic hardware |
| US9844877B1 (en) * | 2015-07-14 | 2017-12-19 | X Development Llc | Generating a parameter for a movement characteristic for a waypoint trained path of a robot |
| JP6469069B2 (ja) | 2016-12-13 | 2019-02-13 | ファナック株式会社 | 学習を容易化する機能を備えたロボット制御装置、及びロボット制御方法 |
| JP2018126796A (ja) * | 2017-02-06 | 2018-08-16 | セイコーエプソン株式会社 | 制御装置、ロボットおよびロボットシステム |
| JP6879766B2 (ja) * | 2017-02-10 | 2021-06-02 | 株式会社Ihi | 経路補正方法及び多軸加工機の制御装置 |
| IL269697B (en) * | 2017-03-31 | 2022-07-01 | Canvas Construction Inc | Automatic system for planning plaster walls and method |
| EP3687742A4 (en) | 2017-09-25 | 2021-06-16 | Canvas Construction, Inc. | AUTOMATED WALL FINISHING SYSTEM AND PROCESS |
| WO2020055909A1 (en) * | 2018-09-10 | 2020-03-19 | Fanuc America Corporation | Zero teach for robotic continuous path |
| JP7117237B2 (ja) * | 2018-12-27 | 2022-08-12 | 川崎重工業株式会社 | ロボット制御装置、ロボットシステム及びロボット制御方法 |
| US11724404B2 (en) | 2019-02-21 | 2023-08-15 | Canvas Construction, Inc. | Surface finish quality evaluation system and method |
| CN110000841B (zh) * | 2019-04-11 | 2021-01-29 | 上海维宏电子科技股份有限公司 | 振动刀加工路径补偿及加工的方法 |
| CN113927593B (zh) * | 2021-09-22 | 2023-06-13 | 北京航空航天大学 | 基于任务分解的机械臂操作技能学习方法 |
| CN115616922B (zh) * | 2022-12-19 | 2023-03-21 | 安徽大学 | 一种异构移动机器人集群的时间覆盖控制方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4772831A (en) * | 1986-11-20 | 1988-09-20 | Unimation, Inc. | Multiaxis robot control having improved continuous path operation |
| US5521829A (en) * | 1992-08-28 | 1996-05-28 | Samsung Electronics Co., Ltd. | Path tracing apparatus for a robot |
| US7130718B2 (en) * | 2000-04-10 | 2006-10-31 | Abb Ab | Pathcorrection for an industrial robot |
| CN101261507A (zh) * | 2007-03-09 | 2008-09-10 | 新代科技股份有限公司 | 电脑数值控制直线转换nurbs曲线加工路径方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8516420D0 (en) | 1985-06-28 | 1985-07-31 | Ontario Research Foundation | Diesel particulate traps |
| EP0268491A3 (en) | 1986-11-20 | 1988-08-03 | Unimation Inc. | Multiaxis robot having improved motion control |
| US4912753A (en) | 1988-04-04 | 1990-03-27 | Hughes Aircraft Company | Robot axis controller employing feedback and open loop (feedforward) control |
| DE19602470A1 (de) | 1996-01-24 | 1997-07-31 | Siemens Ag | Bestimmung und Optimierung der Arbeitsgenauigkeit einer Werkzeugmaschine oder eines Roboters oder dergleichen |
| US6198976B1 (en) | 1998-03-04 | 2001-03-06 | Applied Materials, Inc. | On the fly center-finding during substrate handling in a processing system |
| US6134486A (en) | 1998-04-20 | 2000-10-17 | The United States Of America As Represented By The Secretary Of The Navy | Robot and method of control for an autonomous vehicle to track a path consisting of directed straight lines and circles with positional feedback and continuous curvature |
| WO2003014852A1 (de) | 2001-08-03 | 2003-02-20 | Siemens Aktiengesellschaft | Planung einer erweiterten bahn für eine autonome mobile einheit zum späteren ab fahren temporär versperrter bahnbereiche |
| JP3840973B2 (ja) | 2001-12-25 | 2006-11-01 | 日産自動車株式会社 | ロボット教示データの補正方法 |
| SE524818C2 (sv) | 2003-02-13 | 2004-10-05 | Abb Ab | En metod och ett system för att programmera en industrirobot att förflytta sig relativt definierade positioner på ett objekt |
| JP2005108144A (ja) * | 2003-10-02 | 2005-04-21 | Fanuc Ltd | ロボットの補正データ確認装置 |
| JP2006048244A (ja) * | 2004-08-02 | 2006-02-16 | Fanuc Ltd | 加工プログラム作成装置 |
| US9782229B2 (en) | 2007-02-16 | 2017-10-10 | Globus Medical, Inc. | Surgical robot platform |
| US7853356B2 (en) | 2006-04-14 | 2010-12-14 | Fanuc Robotics America, Inc. | Method for optimizing a robot program and a robot system |
| EP2041516A2 (en) * | 2006-06-22 | 2009-04-01 | Roy Sandberg | Method and apparatus for robotic path planning, selection, and visualization |
| JP2009020846A (ja) | 2007-07-14 | 2009-01-29 | Kanto Auto Works Ltd | 車両用静電塗装ロボットの修正ティーチング方法 |
| US20110087371A1 (en) | 2008-06-05 | 2011-04-14 | Roy Benjamin Sandberg | Responsive control method and system for a telepresence robot |
| CN102163047B (zh) | 2010-02-19 | 2014-02-12 | 发那科株式会社 | 学习控制机器人 |
| CN103101060B (zh) | 2011-11-11 | 2015-07-01 | 鸿富锦精密工业(深圳)有限公司 | 机器人工具中心点的传感校正方法 |
-
2014
- 2014-05-21 US US14/283,749 patent/US10836038B2/en active Active
-
2015
- 2015-05-12 DE DE102015107436.2A patent/DE102015107436B4/de active Active
- 2015-05-21 CN CN201510262809.6A patent/CN105094049B/zh active Active
- 2015-05-21 JP JP2015103640A patent/JP2015221491A/ja active Pending
-
2020
- 2020-06-03 JP JP2020096739A patent/JP7096288B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4772831A (en) * | 1986-11-20 | 1988-09-20 | Unimation, Inc. | Multiaxis robot control having improved continuous path operation |
| US5521829A (en) * | 1992-08-28 | 1996-05-28 | Samsung Electronics Co., Ltd. | Path tracing apparatus for a robot |
| US7130718B2 (en) * | 2000-04-10 | 2006-10-31 | Abb Ab | Pathcorrection for an industrial robot |
| CN101261507A (zh) * | 2007-03-09 | 2008-09-10 | 新代科技股份有限公司 | 电脑数值控制直线转换nurbs曲线加工路径方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150336267A1 (en) | 2015-11-26 |
| US10836038B2 (en) | 2020-11-17 |
| JP2015221491A (ja) | 2015-12-10 |
| JP7096288B2 (ja) | 2022-07-05 |
| JP2020128009A (ja) | 2020-08-27 |
| DE102015107436B4 (de) | 2023-07-06 |
| CN105094049A (zh) | 2015-11-25 |
| DE102015107436A1 (de) | 2015-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105094049B (zh) | 学习路径控制 | |
| US10668623B2 (en) | Method and system for robotic adaptive production | |
| JP6577163B2 (ja) | マルチロボットシステムの較正システム及びマルチロボットシステムの較正方法 | |
| CN104249195B (zh) | 具备视觉传感器和力传感器的毛刺去除装置 | |
| CN106994684B (zh) | 控制机器人工具的方法 | |
| US9207668B2 (en) | Method of and apparatus for automated path learning | |
| US9108316B2 (en) | Method and system for in-production optimization of the parameters of a robot used for assembly | |
| EP1936458B1 (en) | Device, method, program and recording medium for robot offline programming | |
| US10940585B2 (en) | Vibration suppression device | |
| US8988032B2 (en) | Numerical controller having display function for trajectory of tool | |
| JP2014104581A5 (zh) | ||
| US8706302B2 (en) | Method for offline programming of an NC-controlled manipulator | |
| WO2009149740A1 (en) | A method and a system for facilitating calibration of an off-line programmed robot cell | |
| CN108687767B (zh) | 离线编程装置以及离线编程方法 | |
| JP2005108144A (ja) | ロボットの補正データ確認装置 | |
| US20160075025A1 (en) | Robot system for setting motion monitoring range of robot | |
| US20190311079A1 (en) | Simulation apparatus, robot, simulation method, and program therefor | |
| US20180099410A1 (en) | Robot control device having function for limiting speed and/or acceleration of robot | |
| US10507585B2 (en) | Robot system that displays speed | |
| US20230107431A1 (en) | Comparison between real control and virtual control of robot | |
| CN110154043B (zh) | 基于加工结果进行学习控制的机器人系统及其控制方法 | |
| CN102218735A (zh) | 作业机械手的传感动作生成方法及传感动作生成装置 | |
| CN114800523B (zh) | 机械臂轨迹修正方法、系统、计算机及可读存储介质 | |
| WO2022181688A1 (ja) | ロボットの設置位置測定装置、設置位置測定方法、ロボット制御装置、教示システムおよびシミュレーション装置 | |
| WO2022039766A1 (en) | Robotic welding systems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |