CN1048934C - 纤维加强型无机硬化体的制造方法及其装置 - Google Patents
纤维加强型无机硬化体的制造方法及其装置 Download PDFInfo
- Publication number
- CN1048934C CN1048934C CN93108100.9A CN93108100A CN1048934C CN 1048934 C CN1048934 C CN 1048934C CN 93108100 A CN93108100 A CN 93108100A CN 1048934 C CN1048934 C CN 1048934C
- Authority
- CN
- China
- Prior art keywords
- layer
- roller
- fibre
- combination
- porcupine roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 99
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- 238000000034 method Methods 0.000 title claims description 12
- 239000000463 material Substances 0.000 claims abstract description 78
- 239000011230 binding agent Substances 0.000 claims abstract description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 14
- 238000003756 stirring Methods 0.000 claims abstract description 10
- 241001481760 Erethizon dorsatum Species 0.000 claims description 56
- 230000003014 reinforcing effect Effects 0.000 claims description 30
- 238000009434 installation Methods 0.000 claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 208000034189 Sclerosis Diseases 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 238000001125 extrusion Methods 0.000 claims description 2
- 239000000203 mixture Substances 0.000 abstract description 6
- 239000002994 raw material Substances 0.000 abstract description 6
- 239000002657 fibrous material Substances 0.000 abstract 1
- 239000012783 reinforcing fiber Substances 0.000 abstract 1
- 239000004568 cement Substances 0.000 description 9
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 7
- 235000017491 Bambusa tulda Nutrition 0.000 description 7
- 241001330002 Bambuseae Species 0.000 description 7
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000011425 bamboo Substances 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 238000000465 moulding Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000003475 lamination Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 241000239290 Araneae Species 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229920005610 lignin Polymers 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 206010044565 Tremor Diseases 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/02—Conditioning the material prior to shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/52—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement
- B28B1/522—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement for producing multi-layered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/52—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement
- B28B1/525—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement containing organic fibres, e.g. wood fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/52—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement
- B28B1/526—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement by delivering the materials on a conveyor of the endless-belt type
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Producing Shaped Articles From Materials (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Road Paving Structures (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
Abstract
一种纤维加强型无机硬化体是用由加强纤维、水硬无机粘合剂及水混合而成的物料在搅拌、混合这些物料的装置上制成。粘附着水硬粘合剂的细小纤维在一针辊组合的进料端及出料端从主物料中部分地分离出来。该细小纤维首先形成第一层细纤维层,剩余物料被供应在第一层细纤维层上面,形成第二层主物料层,而另一部分细纤维落到第二层主物料层上面,形成第三层细纤维层。所形成的席块的三个叠层经加压及修整就成为加强型无机硬化体。
Description
本发明涉及到一种纤维加强型无机硬化体的制造方法及其装置,特别是一种用竹纤维加强水泥板的纤维加强型无机硬化体的制造方法及其装置。
通常,各种类型的纤维加强无机硬化体,诸如以木质类材料(例如木质素片或木质素纤维)加强的用无机粘结剂(如水泥)成型的水泥板的制造是众所周知的。
然而,迄今虽然用木质加强的水泥板已有多种变化,并且具备了成熟的技术,但是制造完全合格的用竹纤维加强水泥板的技术未曾具备,因为如何有效地利用竹纤维的技术尚未确立。
因而,本发明的目的是提供一个纤维加强型无机硬化体、诸如水泥板的制造方法及其装置,由于有效地利用竹纤维,水泥板得以经济而简便地得到强化,从而解决了现有工艺中存在的上述问题。
为达到上述目的,根据第一发明,提供一种纤维加强型无机硬化体的制造方法,它包含以下几个步骤:
一种由加强纤维、水硬无机粘结剂及水混合而成的物料被供应给制造装置的第一层针辊组合中以搅拌混和物料。
在第二层辊子组合的进料端,加强纤维中的部分细纤维第一次被分离出来;
将物料供应给第二层辊子组合以均布物料;
在第三层辊子组合的卸料端再次分离物料中加强纤维中的另一部分纤维;
将后来分离出来的细纤维供应给可动输送带的上游处,同时,剩下的物料经过第三层辊子组合使物料均布,而后供应给成形输送带上使之形成席块;
将第一次分离出来的细纤维供应在席块上面;
加压物料使其成为席块;
然后修整及硬化上述席块。
根据第二发明,提供一种纤维加强型无机硬化体的制造装置,它包含:
多套针辊组合布置在多层台面上;
将一部分细纤维从加强纤维中分离出来的第一套分离装置布置在第二层针辊组合的进料端;
将另一部分细纤维从加强纤维中进一步分离出来的第二套分离装置布置在第二层针辊组合的出料端;
一个可动的平板式成型输送带接受了由加强纤维、水硬无机粘合剂和水混合而成的物料并使其成为席块状;
一套轧光辊及加压辊使成型输送带上的物料成为席块。
根据本发明的上述结构,将由加强纤维、水硬无机粘结剂和水混合而成的物料供应给可动平板式成型输送带上,使物料形成席块状,与此同时,物料中粘附着水硬粘结剂的加强纤维中的细小部分在第二层辊子组合的进料端及出料端通过排列在多个层次(例如三个层次)上的几个针辊组合被分离出来。当物料供应到可动的平板形成型输送带上时,这些分离出来的细纤维就分别供应到落在输送带上的物料的上游处和下游处,从而形成叠铺在主物料上面和下面的细纤维材料层,这样就产生了外观优良的叠层结构席块。
以下参照附图说明实施本发明的纤维加强型无机硬化体的制造方法的一种制造装置的实施例。附图简要说明如下:
图1是本发明制造装置的正视示意图;
图2是回转刷子的透视图;
图3是针辊的端面示意图;
图4是图3所示的针辊的局部正视图;
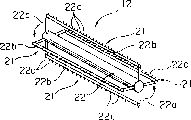
图5是加压辊示意图。
根据本发明的一种纤维加强型无机硬化体的制造方法,是将由加强纤维、水硬无机粘结剂和水混合而成的物料供应给一台制造装置的第一层针辊组合中使其得到搅拌并进而混和,在第二层针辊组合的进料端从物料中首次分离出的纤维中粘附着水硬粘结剂的部分细纤维,将物料供应第二层辊子组合以均布物料,然后在第二层辊子组合的出料端再次分离出加强纤维中粘附着水硬粘结剂的另一部分细纤维,将第二次分离出来的细纤维供应给一可动成型带的上游处,与此同时,将剩下的物料通过第二层辊子组合匀铺在成型输送带上而使其形成席块,将第一次分离出来的细纤维供应在席块上面,物料经加压成型为最终的席块形状,然后加以修整并使之硬化。
图1是一台能实施用上述方法制造本发明的纤维加强型无机硬化体的装置实施例。
如图1所示,纤维加强型无机硬化体的制造装置1主要包含有:多个由针辊10构成的组合2、3及4,它们分布在几层台面上(实施例中为层台面);从加强纤维中分离出部分细纤维的第一分离装置5,它设置在第二层针辊组合3的进料端;从加强纤维中进一步分离出另一部分细纤维的第二分离装置6,它设置在第二层针辊组合3的出料端;一条钢板或平板形输送带7,它接受由加强纤维、水硬无机粘结剂和水混合而成的物料并使之成型为席块状;轧光辊8及加压绲9,它们使成型输送带7上的物料成为良好的席块。
除了上述三层针辊组合2,3及4,分离装置5及6,成型输送带7,轧光辊8及加压辊9以外,本发明的纤维加强型无机硬化体的制造装置,还包含:一个供料辊11,它供应由加强纤维、无机粘结剂及水混合而成的物料;一个回转刷子;一条第一供料输送带14;一条第二供料输送带15;一个物料调节辊16以及一个供料辊17;所有这件部件都包容在一个箱体36中。
首先,本发明所用的物料混合物是由水泥重量比为70、加强纤维例如竹纤维重量比为30、水的重量比为25-30组成,是处于纤维外面粘有水泥的半干状态,这里没有多余的水流淌,而物料经过加压及成型最终硬化成为良好的纤维加强型无机硬化体。
这种物料首先从箱体36上方通过振动板20的振动送至位于箱体36上的供料辊11,然后物料从供料辊11送至第一供料输送带14。在供料输送带14上的物料由回转刷子12将其铺平,并向位于第一供料带14出料端的第一层针辊组合2输送。第一层针辊组合2的针辊的作用为混合及搅拌物料。
如图2所示,回转刷子12是由几个行星式刷子21组成,它们植有许多在各行星轴22b上的向外凸出的钉子22c。用一对十字臂22a使各行星轴22b与转轴22保持一定距离并与其平行。刷子21的两端由十字臂22a固定在转轴22上。
在第一台层上的针辊组合2是由好几个针辊组成作为刮料器,如图3、4所示,在每个辊筒23外周植有许多销钉24,组合2是由三个针辊组成,其间每个辊子的销钉24互相啮合。第二台层的针辊组合3及第三台层的针辊组合4,以其针辊的基本结构相同而与针辊组合2的针辊10相类似。其结构细节,如销钉24的厚度、间隔、种植角及形状,以及辊筒23的厚度及数量均可按需要分别自由决定,在实际中可稍有某些不同。特别是第一台层针辊组合2的销钉24的长度最好不要太长。这样,大大减少相邻针辊的销钉啮合,同时,销钉稍有倾斜,植有销钉的辊子23使物料的混合搅拌和输送得以改善。再者,对在第一台层的针辊组合2的输送速度、辊子的转动、以及辊子排列的斜角均要恰当地调节并确定,以期获得良好的物料混合、搅拌和输送。再有,销钉可用圆柱形、条形或其他恰当的形状。要注意到在第二台层的针辊组合3,其作用犹如物料平铺辊,而在第三台层上的针辊组合4则犹如成形辊。第一、二、三台层上针辊组合中的辊子数量并不限制在如图中所示二个或三个,可以用任何几个辊子。
在第一台层上作为刮料辊的针辊组合2的每个辊子23上的销钉不要全部啮合,只要在其端部稍有交叉,这样,调整好第一供料带14的速度就能起到搅抖、混合和充分供应物料的作用。因而,第一台层针辊组合2落下来的物料就被供应给第二台层作为平铺辊的针辊组合3。
在第二台层针辊组合3的辊子23上的销钉24有足够的长度,能使相邻的辊子23上的销钉完全啮合,使得物料得到良好的搅拌及混合。第一台层针辊组合2供应的物料通过依次排列在针辊组合3中的针辊10得以铺平,然后供应给第2供料输送带15。与此同时,从针辊组合3中几个依次排列的针辊10上互相邻接的销钉24之间掉落下来一部分物料,这些物料落在由一个振动上栅格26与一个下栅格或多孔板27组成的第一分离装置5上。利用凸轮28及连杆29,使得包含着栅格或多孔板26和27的分离装置产生振动,因而得以从落在分离装置上的物料中分离出粘附有水硬粘合剂的细的或小的加强纤维。被分离出来的细小加强纤维就落在最低的成型输送带7的可动钢板或平板上,被最终成为上叠层,即是第三细纤维层(c)。
由第二供料带15输送的物料,其中一部分由一形似针辊10的物料调节辊16分出,经另一输送带18及斜槽19送至一个具有多孔板31及凸轮32的第二分离装置6,由于第二分离装置6的振动,在此分离出极细小或细小的粘有水硬粘结剂的加强纤维,首先是极细小的,随后是细小的纤维部分落在成型输送带7上的可动钢板或平板上,它们形成一层薄的第一底层(a)。
另一方面,物料的其余部分被铺平、搅拌及混合,由于物料调节辊16的作用,它们在第二供料带上处于可调节的状态,第二供料带输送这部分物料,通过位于第二供料带出料端与针辊10相似的供料辊17的转动,这部分物料被供应给在第三台层由多个针辊10连续排列的成型辊组合4中。进入针辊组合4的物料由于连续排列的多个针辊10的作用,得到进一步的平铺、搅拌及混合,同时不规则地倾落在先前通过第二分离装置6供应给图1所示的自右向左移动的成形输送带7上的钢板或平板上的极细小或细小纤维部分所形成的第一叠层(a)上。此第一层加强纤维叠层(a)包含的由第二分离装置b从加强纤维中分离出来的极细小及细小纤维部分是从供应给第三台层针辊组合4中的两邻接针辊10上销钉24之间落下的部分加强纤维,而其余部分是由物料调节辊16从随着供料带15移动的物料中分出,经过输送带18及斜槽19供应给分离装置6。通过分离装置6从加强纤维中分离出极细小纤维部分,供应给成型带7上可动钢板或平板上以形成极细及细纤维构成的第一叠层(a),它在成型带上充作打底层。
然后,主要的含着常规加强纤维的物料从第三台层针辊组合4供应给铺在成型输送带7上的极细的加强纤维构成的第一叠层(a)上,从而构成主要物料的厚层(b)。由细纤维构成的第一层(a)及由主要物料构成的第二厚层(b)的叠层结构,依靠一组其辊子与一对针辊相似的轧光辊8的作用而轧成平板状,在其上面再叠上由细纤维构成的第三层(c),用图5所示的加压辊9给以恰当的压力从而形成叠压的席块。可以采用多组这样的轧光辊。供给细纤维以叠铺第3层(c)的位置可选择在图1所示轧光辊8左侧的任何地方。
根据上述步骤,由三层叠压而成的物料席块,其第一层(a)由极细纤维及细纤维构成作为底层首先铺成,第二层(b)由物料的正常纤维构成作为中间层铺在第一层上,而第三层(c)由极细纤维及细纤维构成作为上层最后叠铺在第一层及第二层上,分离装置5及6中的剩余物料可与原材料一起回收到物料混合机中。
由此,物料席块A在成型输送带7上的钢板上层叠并形成所要求的尺寸,可更进一步做成多叠层结构,并与钢板一起做成所需形状,经过适当压力的加压并修整,形成最终产品。物料仅含有成型所需的湿度,虽然由于混合物中水的关系,附在竹纤维表面的粘结剂微粒是潮湿的,但没有多余的水流出。其间,足够的湿度是物料自我修整的条件,因此成型的席块能完善地加以修整,并在此修整阶段使其完全硬化。在加压辊9的上方为第三层细纤维设置一块分隔板35,以及将全机封盖起来而设置罩壳36也是很有益的。
根据本发明利用纤维加强型无机硬化体的方法和装置,能制造出一种有三层结构并具有完美的外观及物理性能和理想的纤维加强型无机硬化体,在此,细小纤维部分从由如竹纤维的加强纤维、水硬无机粘结剂及水混合而成的部分物料中分离出来,成为细小纤维层叠压在成为席块形状的物料块的上面和下面。分离出细纤维形成叠铺层的分离装置配置在第二台层针辊组合的进料端和出料端,台层是多层的,最理想的是三层。
Claims (5)
1.一种纤维加强型无机硬化体的制造方法,其特征在于包括下列步骤:
提供一种由加强纤维、水硬无机粘结剂及水混合而成的物料;利用布置在几个台层上的多个辊子组合,在可动的成型输送带上,制成一种席块;并在加压成型后进一步对上述席块作修整及硬化,
将由加强纤维、水硬无机粘结剂及水混合而成的物料供应给第一层针辊组合以进行搅拌及混和;
在第二层针辊组合的进料端将物料中加强纤维中的部分细纤维首次分离出来;
将物料供应给第二层辊子组合使物料均铺;
在第二层针辊组合的出料端将物料中加强纤维中的另一部分细纤维再次分离出来;
将第二次分离出来的细纤维供应给可动输送带的上游处,同时将剩余的物料经过第三层辊子组合均匀地供应给成型输送带上以形成席块状;
将第一次分离出来的细纤维供应在席块的上面,加压物料使之形成最终的席块;
然后修整及硬化上述的席块。
2.一种纤维加强型无机硬化体的制造装置,其特征在于包括:
多个针辊组合布置在多个台层上;
分离出部分细纤维的第一分离装置,布置在第二台层针辊组合的进料端;
分离出另一部分细纤维的第二分离装置布置在第二台层针辊组合的出料端;
一个可动的平板式输送带接受由加强纤维、水硬无机粘结剂及水混合而成的物料使其形成席块状;
轧光辊及加压辊使物料在成型输送带上形成席块。
3.根据权利要求2中所述的制造装置,其特征在于:有三层针辊组合,每个辊子在其外周植有许多销钉。
4.根据权利要求2中所述的制造装置,其特征在于:第一及第二分离装置包含有用于振动的栅格或多孔板,以及产生振动的凸轮。
5.根据权利要求2中所述的制造装置,其特征在于:供料输送带是平板形输送带。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP176828/92 | 1992-07-03 | ||
| JP17682892A JP3300039B2 (ja) | 1992-07-03 | 1992-07-03 | 繊維補強無機質硬化体の製造方法および製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1081951A CN1081951A (zh) | 1994-02-16 |
| CN1048934C true CN1048934C (zh) | 2000-02-02 |
Family
ID=16020555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN93108100.9A Expired - Fee Related CN1048934C (zh) | 1992-07-03 | 1993-07-02 | 纤维加强型无机硬化体的制造方法及其装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US5393214A (zh) |
| JP (1) | JP3300039B2 (zh) |
| CN (1) | CN1048934C (zh) |
| GB (1) | GB2268517B (zh) |
| MY (1) | MY108710A (zh) |
| TW (1) | TW294631B (zh) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3595609B2 (ja) * | 1995-07-10 | 2004-12-02 | 株式会社エーアンドエーマテリアル | 補強用竹繊維及びその製造方法並びに該補強用竹繊維を使用した無機質成形体及びその製造方法 |
| US6010585A (en) * | 1996-03-28 | 2000-01-04 | The Forestry And Forest Products Research Institute | Manufacturing apparatus for a construction material made of woody material and mortar |
| US6391435B1 (en) * | 1996-07-10 | 2002-05-21 | A & A Material Corporation | Reinforcing bamboo fiber, manufacturing method thereof, inorganic molded body using reinforcing bamboo fiber, and manufacturing method thereof |
| DE19640622C2 (de) * | 1996-10-01 | 1998-11-12 | Moeller Plast Gmbh | Baustoff und Verfahren sowie Vorrichtung zur Herstellung eines Baustoffs |
| US6159879A (en) * | 1996-10-01 | 2000-12-12 | Moeller Plast Gmbh | Building material made from bast fibers, shives, and a binder |
| US5870390A (en) * | 1996-11-05 | 1999-02-09 | Worldspace International Network, Inc. | Statellite direct radio broadcast receiver for extracting a broadcast channel and service control header from time division multiplexed transmissions |
| FI101869B1 (fi) * | 1997-02-07 | 1998-09-15 | Sunds Defibrator Loviisa Oy | Menetelmä ja laitteisto rakennetuoteaihion valmistamiseksi ja rakennetuoteaihio |
| US5851281A (en) * | 1997-06-17 | 1998-12-22 | K & H, Inc. | Waste material composites and method of manufacture |
| AU3071000A (en) * | 1999-03-17 | 2000-10-04 | Handay Sendayung | A method for producing sheet or board of bamboo trees fibers |
| DE19938489A1 (de) * | 1999-08-13 | 2001-02-15 | Kvaerner Panel Sys Gmbh | Verfahren und Vorrichtung zur Herstellung von Formkörpern |
| US6841231B1 (en) | 2000-08-10 | 2005-01-11 | Masonite Corporation | Fibrous composite article and method of making the same |
| DE10117807B4 (de) * | 2001-04-10 | 2012-07-05 | Glunz Ag | Streuvorrichtung und Verfahren zum Auftragen von Feststoffpartikeln |
| US6714307B2 (en) | 2001-10-16 | 2004-03-30 | Zygo Corporation | Measurement of complex surface shapes using a spherical wavefront |
| ITNA20020045A1 (it) * | 2002-07-30 | 2004-01-30 | Seieffe S R L | Impianto per la produzione di lastre di materiale composito. |
| SE524816C2 (sv) * | 2003-02-17 | 2004-10-05 | Metso Paper Sundsvall Ab | Förfarande och anordning för formning av en matta av material |
| US20070187025A1 (en) * | 2006-02-13 | 2007-08-16 | Newcore, L.P. | Bamboo beam |
| US7147745B1 (en) | 2006-02-13 | 2006-12-12 | Newcore, L.P. | Bamboo beam and process |
| US8409647B2 (en) * | 2008-08-12 | 2013-04-02 | E. I. Du Pont De Nemours And Company | Silica microgels for reducing chill haze |
| DE102010002066A1 (de) * | 2010-02-17 | 2011-08-18 | Dieffenbacher GmbH + Co. KG, 75031 | Verfahren und eine Anlage zur Herstellung einer Streugutmatte aus zumindest einer gestreuten Schicht im Zuge der Herstellung von Holzwerkstoffplatten in einer Presse |
| CN102335946B (zh) * | 2010-07-20 | 2014-08-13 | 金华市捷特包装有限公司 | 定向铺装机及其定向铺装方法 |
| CN102862210A (zh) * | 2012-06-26 | 2013-01-09 | 上海人造板机器厂有限公司 | 一种中密度纤维板真空机械铺装机的纤维进料输送装置 |
| RU2511221C1 (ru) * | 2012-09-11 | 2014-04-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Южно-Уральский государственный университет" (национальный исследовательский университет) (ФГБОУ ВПО "ЮУрГУ" (НИУ)) | Способ изготовления дисперсно-армированных бетонных изделий |
| US10184215B2 (en) | 2013-08-09 | 2019-01-22 | The Regents Of The University Of Michigan | Natural fiber reinforced composite panel and method |
| JP6232400B2 (ja) * | 2015-06-23 | 2017-11-15 | ニチハ株式会社 | 建材の製造方法 |
| US10882048B2 (en) | 2016-07-11 | 2021-01-05 | Resource Fiber LLC | Apparatus and method for conditioning bamboo or vegetable cane fiber |
| US11175116B2 (en) | 2017-04-12 | 2021-11-16 | Resource Fiber LLC | Bamboo and/or vegetable cane fiber ballistic impact panel and process |
| JP6401339B2 (ja) * | 2017-05-25 | 2018-10-10 | ニチハ株式会社 | 建材の製造装置 |
| JP7197261B2 (ja) * | 2017-09-30 | 2022-12-27 | ニチハ株式会社 | 木質系セメント板及びその製造方法 |
| JP7122113B2 (ja) | 2017-12-27 | 2022-08-19 | ニチハ株式会社 | 建材製造装置および建材製造方法 |
| US10597863B2 (en) | 2018-01-19 | 2020-03-24 | Resource Fiber LLC | Laminated bamboo platform and concrete composite slab system |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE277041C (zh) * | ||||
| US2646381A (en) * | 1949-12-01 | 1953-07-21 | Wood Conversion Co | Method for dispersing and felting fibers and mill |
| US2744045A (en) * | 1954-05-13 | 1956-05-01 | Peoples Res And Mfg Company | Apparatus and process for continuously feeding and spraying wood wool and like materials |
| FR1107440A (fr) * | 1954-07-02 | 1955-12-30 | Revêtement de mur en bois de placage | |
| US2979105A (en) * | 1958-01-21 | 1961-04-11 | Schenck Gmbh Carl | Method and apparatus for producing particle composition products |
| GB867219A (en) * | 1958-01-21 | 1961-05-03 | Schenck Gmbh Carl | Method of and apparatus for manufacturing articles such as panels from loose raw material |
| US4132520A (en) * | 1974-05-09 | 1979-01-02 | Bison-Werke Bahre And Greten Gmbh & Co. Kg | Apparatus for the production of a middle layer of chipboards or the like and/or for the manufacture of chipboards consisting essentially only of one middle layer |
| US4097209A (en) * | 1977-03-23 | 1978-06-27 | Armstrong Cork Company | Apparatus for forming a mineral wool fiberboard product |
| DE2845112C3 (de) * | 1978-10-17 | 1981-11-05 | Casimir Kast Gmbh & Co Kg, 7562 Gernsbach | Verfahren und Anlage zur Herstellung von Matten aus zellulosehaltigen Fasern und Verfahren zur Herstellung von Formteilen aus diesen |
| DE2851779C2 (de) * | 1978-11-30 | 1984-05-30 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | Streuvorrichtung |
| US4229153A (en) * | 1979-03-08 | 1980-10-21 | Hight Jr Henry D | Apparatus for use in slip forming structural concrete members |
| DE3048412C2 (de) * | 1980-12-22 | 1983-07-14 | Bison-Werke Bähre & Greten GmbH & Co KG, 3257 Springe | Verfahren zum Herstellen von Holzzementplatten |
| DE3109151A1 (de) * | 1981-03-11 | 1982-10-14 | G. Siempelkamp Gmbh & Co, 4150 Krefeld | "vorrichtung zum aufstreuen von spanplatten-streugut auf ein formband" |
| DE3133974C2 (de) * | 1981-08-27 | 1985-04-18 | Fulgurit GmbH & Co KG, 3050 Wunstorf | Verfahren zum Herstellen von auf wenigstens einer ihrer beiden Oberflächen mit einer Farbschicht versehenen Holzzementplatten und Vorrichtung zur Durchführung des Verfahrens |
| US4432714A (en) * | 1982-08-16 | 1984-02-21 | Armstrong World Industries, Inc. | Apparatus for forming building materials comprising non-woven webs |
| JPS5939616A (ja) * | 1982-08-31 | 1984-03-05 | Taihei Mach Works Ltd | 小片送出装置 |
| US4494919A (en) * | 1982-09-20 | 1985-01-22 | Macmillan Bloedel Limited | Apparatus for laying a mat of wood strands |
| JPS6132713A (ja) * | 1984-07-25 | 1986-02-15 | 松下電工株式会社 | 無機硬化体の製法 |
| EP0203974A1 (en) * | 1984-12-11 | 1986-12-10 | WHITELAW, Thomas William | Tile making apparatus and method |
| EP0220227B1 (en) * | 1985-04-18 | 1990-07-25 | Robert Abraham Limited | Making tiles or slabs |
| SE453170B (sv) * | 1986-05-13 | 1988-01-18 | Abece Ab | Maskin for tillverkning av skivformiga produkter |
| JPS63207609A (ja) * | 1987-02-24 | 1988-08-29 | 松下電工株式会社 | 建築用基板の製造方法 |
| US4915897A (en) * | 1987-09-22 | 1990-04-10 | Chicopee | Transverse pocket forming machine and method for use thereof |
| GB8729894D0 (en) * | 1987-12-22 | 1988-02-03 | Compak Syst | Apparatus for laying matt of fibrous material |
| DE3840377A1 (de) * | 1988-11-30 | 1990-05-31 | Baehre & Greten | Verfahren und vorrichtung zum herstellen von bauplatten |
| JPH02165906A (ja) * | 1988-12-20 | 1990-06-26 | Kyushu Kige Kogyo Kk | 保釘木毛セメント板の製造法及び製造装置 |
| US5102596A (en) * | 1989-12-01 | 1992-04-07 | G. Siempelkamp Gmbh & Co. | Method of producing shaped articles of fiber/binder mixtures |
| GB9005806D0 (en) * | 1990-03-15 | 1990-05-09 | Pyrok Technology Limited | Manufacture of bonded particle boards |
| US5237945A (en) * | 1990-12-17 | 1993-08-24 | American Colloid Company | Water barrier formed from a clay-fiber mat |
| GB2259476A (en) * | 1991-09-11 | 1993-03-17 | Hong Kong Non Woven Fabric Ind | Wadding |
-
1992
- 1992-07-03 JP JP17682892A patent/JP3300039B2/ja not_active Expired - Fee Related
- 1992-10-28 TW TW081108582A patent/TW294631B/zh active
- 1992-12-15 US US07/990,521 patent/US5393214A/en not_active Expired - Fee Related
-
1993
- 1993-03-22 GB GB9305908A patent/GB2268517B/en not_active Expired - Fee Related
- 1993-04-28 MY MYPI93000779A patent/MY108710A/en unknown
- 1993-07-02 CN CN93108100.9A patent/CN1048934C/zh not_active Expired - Fee Related
- 1993-10-12 US US08/133,850 patent/US5415821A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US5415821A (en) | 1995-05-16 |
| MY108710A (en) | 1996-11-30 |
| CN1081951A (zh) | 1994-02-16 |
| TW294631B (zh) | 1997-01-01 |
| US5393214A (en) | 1995-02-28 |
| JPH0615628A (ja) | 1994-01-25 |
| JP3300039B2 (ja) | 2002-07-08 |
| GB9305908D0 (en) | 1993-05-12 |
| GB2268517A (en) | 1994-01-12 |
| GB2268517B (en) | 1995-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1048934C (zh) | 纤维加强型无机硬化体的制造方法及其装置 | |
| CN101553321B (zh) | 生产具有提高纤维含量的高强度纤维加强结构水泥板的多层方法和装置 | |
| FI85451C (fi) | Foerfarande och anlaeggning foer framstaellning av skivproduktaemne. | |
| KR0177526B1 (ko) | 섬유 석고판과 그 제조 방법 | |
| CN100563961C (zh) | 制备高强度纤维增强多层建筑水泥板材的工艺及装置 | |
| US6824715B2 (en) | Method and apparatus for forming a laminated sheet material by spattering | |
| US6773540B2 (en) | Particle board and method of making the same | |
| US4778718A (en) | Fabric-reinforced cementitious sheet-like structures and their production | |
| KR20040078097A (ko) | 향상된 특성을 갖는 시트 성형 합성물 | |
| AU2002234429A1 (en) | A method and apparatus for forming a laminated sheet material by spattering | |
| CN1080891A (zh) | 生产装饰制品的制备的方法 | |
| CN1042391A (zh) | 塑料网和玻璃纤维增强的建筑水泥板 | |
| US5814255A (en) | Process and device for the continuous production of fiber-reinforced molded bodies from hydraulically setting materials | |
| US20220355507A1 (en) | Construction board and method of making same | |
| KR20210139208A (ko) | 건재 제조 장치 및 건재 제조 방법 | |
| WO1993011085A1 (en) | Fiber gypsum board and method of manufacturing same | |
| DE102007012691B4 (de) | Verfahren zur Herstellung von Platten aus Holzfasern und nach diesem Verfahren hergestellte LDF-, MDF- und HDF-Platten | |
| KR100347104B1 (ko) | 섬유강화금형체를유체해체가능한물질로연속제조하기위한장치와그방법 | |
| CN2417009Y (zh) | 辊轴分层机构 | |
| TH6201B (th) | " วิธีการและเครื่องสำหรับผลิตชิ้นงานที่แข็งแกร่งจากสารอนินทรีย์ที่เสริมแรงที่เส้นใย " | |
| TH16252A (th) | " วิธีการและเครื่องสำหรับผลิตชิ้นงานที่แข็งแกร่งจากสารอนินทรีย์ที่เสริมแรงที่เส้นใย " |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |