CN103350295A - Embedding method for air pipes and wires of internal welding machine as well as internal welding machine - Google Patents
Embedding method for air pipes and wires of internal welding machine as well as internal welding machine Download PDFInfo
- Publication number
- CN103350295A CN103350295A CN2013102553245A CN201310255324A CN103350295A CN 103350295 A CN103350295 A CN 103350295A CN 2013102553245 A CN2013102553245 A CN 2013102553245A CN 201310255324 A CN201310255324 A CN 201310255324A CN 103350295 A CN103350295 A CN 103350295A
- Authority
- CN
- China
- Prior art keywords
- rotating disk
- welding machine
- tracheae
- electric wire
- fairlead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
The invention relates to technical field of internal welding machines, and discloses an embedding method for air pipes and wires of an internal welding machine as well as the internal welding machine. The internal welding machine comprises tension mechanism power systems, cylinder covers, a rotating disc rotation power system, a tension mechanism, a guide sleeve, rotating discs, welding trolleys, the air pipes and the wires, wherein the two symmetrical tension power systems are connected with the guide sleeve through the cylinder covers; the rotating discs are arranged outside the guide sleeve, and a plurality of welding trolleys are uniformly distributed on the rotating discs; the plurality of welding trolleys penetrate through the rotating discs and the guide sleeve through the air pipes and the wires and are connected with a welding machine controller through hollow cylinders arranged on the tension mechanism power systems; and ring gears are arranged on inner rings of the rotating discs and meshed and connected through gears in the rotating disc rotation power system. The embedding method for the air pipes and the wires of the internal welding machine as well as the internal welding machine can guarantee that more than two groups of the air pipes and the wires can normally penetrate through, and prolong the service life of the internal welding machine.
Description
Technical field
The present invention relates to the internal welding machine technical field, relate in particular to a kind of embedded method and internal welding machine for internal welding machine tracheae and electric wire.
Background technology
At present, existing internal welding machine owing to exist tracheae and electric wire to be connected with some welding tractors of rotation at the outer wall of internal welding machine, is galled tracheae and electric wire by the welding tractor rotation of internal welding machine often, cause tracheae and the electric wire loss of accident and equipment, affect construction speed.
Summary of the invention
In order to overcome the deficiency in the background technology, the invention provides a kind of embedded method and internal welding machine for internal welding machine tracheae and electric wire.
In order to realize the foregoing invention purpose, the present invention adopts technical scheme as follows:
A kind of embedded method for internal welding machine tracheae and electric wire is connected with welding tractor at inner embedded tracheae and the electric wire of adopting of internal welding machine, and its step is as follows:
Cylinder body in the middle of the tension mechanism dynamical system 1 of 1, processing symmetry, the cylinder body in the middle of making is hollow-core construction;
2, the processing fairlead makes fairlead have connection gusset uniform more than two at least;
3, the processing rotating disk makes and has the through wires hole corresponding with welding tractor on the rotating disk on the rotating disk;
4, threading passes the cylinder body of the middle hollow-core construction of tension mechanism dynamical system with tracheae and electric wire, and the connection gusset through fairlead enters split type rotating disk respectively; Tracheae and electric wire link to each other with welding tractor by the through wires hole of split type rotating disk.
The internal welding machine of a kind of embedded tracheae and electric wire, comprise: tension mechanism dynamical system 1, cylinder cap 2, turntable rotation dynamical system 3, tension mechanism 4, fairlead 5, rotating disk 6, welding tractor 7, tracheae and electric wire 8, the tension mechanism dynamical system 1 of described two symmetries links to each other with fairlead 5 by cylinder cap 2, described fairlead 5 is outside equipped with rotating disk 6, and rotating disk 6 is evenly equipped with some welding tractors 7; Some welding tractors 7 pass rotating disk 6, fairlead 5 by tracheae and electric wire 8 and link to each other with welding machine controller through the hollow cylinder that tension mechanism dynamical system 1 arranges; Described rotating disk 6 inner rings are provided with the gear of ring tooth by turntable rotation dynamical system 3 and are connected with a joggle.
The internal welding machine of a kind of embedded tracheae and electric wire, described fairlead by sleeve pipe be connected connection gusset uniform more than two and form, connect gusset and fold combination by two connecting plates and gusset and consist of.
The internal welding machine of a kind of embedded tracheae and electric wire, described rotating disk is set to split type rotating disk, is at least plural sub-disk and forms, and described split type rotating disk is provided with tracheae and electric wire 8 through wires holes of plural connecting welding dolly at least.
Because adopt aforesaid technical scheme, the present invention has following superiority:
A kind of embedded method and internal welding machine for internal welding machine tracheae and electric wire can increase its service life.Tracheae and electric wire pass tension mechanism dynamical system, fairlead and rotating disk and link to each other with welding tractor; Be hollow-core construction in the middle of the tension mechanism dynamical system, guarantee that two groups of above tracheae and electric wires can normally pass; Adopt plural link of boards structure in the middle of the fairlead, guarantee that two groups of above tracheae and electric wires can normally pass; Rotating disk is split type, has plural hole on the circumference, guarantees that two groups of above tracheae and electric wires can normally pass.
[description of drawings]
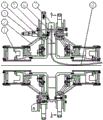
Fig. 1 is the internal welding machine structural representation of embedded tracheae and electric wire;
Fig. 2 is that the A-A of Fig. 1 is to cutaway view;
Among the figure: 1, tension mechanism dynamical system, 2, cylinder cap, 3, the turntable rotation dynamical system, 4, tension mechanism, 5, fairlead, 6, rotating disk, 7, welding tractor, 8, tracheae and electric wire.
[specific embodiment]
As shown in Figure 1, 2, a kind of embedded method for internal welding machine tracheae and electric wire is connected with welding tractor at inner embedded tracheae and the electric wire of adopting of internal welding machine, and its step is as follows:
Cylinder body in the middle of the tension mechanism dynamical system 1 of 1, processing symmetry, the cylinder body in the middle of making is hollow-core construction;
2, the processing fairlead makes fairlead have connection gusset uniform more than two at least;
3, the processing rotating disk makes and has the through wires hole corresponding with welding tractor on the rotating disk on the rotating disk;
4, threading passes the cylinder body of the middle hollow-core construction of tension mechanism dynamical system with tracheae and electric wire, and the connection gusset through fairlead enters split type rotating disk respectively; Tracheae and electric wire link to each other with welding tractor by the through wires hole of split type rotating disk.
The internal welding machine of a kind of embedded tracheae and electric wire, comprise: tension mechanism dynamical system 1, cylinder cap 2, turntable rotation dynamical system 3, tension mechanism 4, fairlead 5, rotating disk 6, welding tractor 7, tracheae and electric wire 8, the tension mechanism dynamical system 1 of described two symmetries links to each other with fairlead 5 by cylinder cap 2, described fairlead 5 is outside equipped with rotating disk 6, and rotating disk 6 is evenly equipped with some welding tractors 7; Some welding tractors 7 pass rotating disk 6, fairlead 5 by tracheae and electric wire 8 and link to each other with welding machine controller through the hollow cylinder that tension mechanism dynamical system 1 arranges; Described rotating disk 6 inner rings are provided with the gear of ring tooth by turntable rotation dynamical system 3 and are connected with a joggle.
Described fairlead by sleeve pipe be connected connection gusset uniform more than two and form, connect gusset and fold combination by two connecting plates and gusset and consist of.
Described rotating disk is set to split type rotating disk, is at least plural sub-disk and forms, and described split type rotating disk is provided with tracheae and electric wire 8 through wires holes of plural connecting welding dolly at least.
The present invention is that tracheae and electric wire pass tension mechanism dynamical system, fairlead and rotating disk and link to each other with welding tractor; Be hollow-core construction in the middle of the tension mechanism dynamical system, guarantee that two groups of above tracheae and electric wires can normally pass; Adopt plural link of boards structure in the middle of the fairlead, guarantee that two groups of above tracheae and electric wires can normally pass; Rotating disk is split type, has plural hole on the circumference, guarantees that two groups of above tracheae and electric wires can normally pass.Can increase tracheae and electric wire service life.
Claims (4)
1. embedded method that is used for internal welding machine tracheae and electric wire, it is characterized in that: be connected with welding tractor at inner embedded tracheae and the electric wire of adopting of internal welding machine, its step is as follows:
1), the cylinder body in the middle of the symmetrical tension mechanism dynamical system (1) of processing, the cylinder body in the middle of making is hollow-core construction;
2), processing fairlead, make fairlead have connection gusset uniform more than two at least;
3), processing rotating disk, make and have the through wires hole corresponding with welding tractor on the rotating disk on the rotating disk;
4), threading, tracheae and electric wire are passed the cylinder body of hollow-core construction in the middle of the tension mechanism dynamical system, the connection gusset through fairlead enters split type rotating disk respectively; Tracheae and electric wire link to each other with welding tractor by the through wires hole of split type rotating disk.
2. the internal welding machine of an embedded tracheae and electric wire, it is characterized in that: comprising: tension mechanism dynamical system (1), cylinder cap (2), turntable rotation dynamical system (3), tension mechanism (4), fairlead (5), rotating disk (6), welding tractor (7), tracheae and electric wire (8), the tension mechanism dynamical system (1) of described two symmetries links to each other with fairlead (5) by cylinder cap (2), described fairlead (5) is outside equipped with rotating disk (6), and rotating disk (6) is evenly equipped with some welding tractors (7); Some welding tractors (7) pass rotating disk (6), fairlead (5) by tracheae and electric wire (8) and link to each other with welding machine controller through the hollow cylinder that tension mechanism dynamical system (1) arranges; Described rotating disk (6) inner ring is provided with the gear of ring tooth by turntable rotation dynamical system (3) and is connected with a joggle.
3. the internal welding machine of a kind of embedded tracheae according to claim 1 and electric wire is characterized in that: described fairlead by sleeve pipe be connected connection gusset uniform more than two and form, connect gusset and fold combination by two connecting plates and gusset and consist of.
4. the internal welding machine of a kind of embedded tracheae according to claim 1 and electric wire, it is characterized in that: described rotating disk is set to split type rotating disk, be at least plural sub-disk and form, described split type rotating disk is provided with tracheae and electric wire (8) through wires hole of plural connecting welding dolly at least.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310255324.5A CN103350295B (en) | 2013-06-25 | 2013-06-25 | A kind of internal welding machine trachea and the embedded method of electric wire and internal welding machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310255324.5A CN103350295B (en) | 2013-06-25 | 2013-06-25 | A kind of internal welding machine trachea and the embedded method of electric wire and internal welding machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103350295A true CN103350295A (en) | 2013-10-16 |
| CN103350295B CN103350295B (en) | 2016-08-10 |
Family
ID=49306756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310255324.5A Active CN103350295B (en) | 2013-06-25 | 2013-06-25 | A kind of internal welding machine trachea and the embedded method of electric wire and internal welding machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103350295B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551768A (en) * | 2013-11-11 | 2014-02-05 | 中国石油天然气集团公司 | Hollow cylinder-based internal welding machine gas guide cable conveying system |
| WO2017015778A1 (en) * | 2015-07-29 | 2017-02-02 | 洛阳德平科技股份有限公司 | Gas shielding internal welding apparatus for pipeline |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0852984A1 (en) * | 1997-01-10 | 1998-07-15 | Crc-Evans Pipeline International, Inc. | Arc and laser welding process for pipeline |
| WO2000041843A1 (en) * | 1999-01-13 | 2000-07-20 | Meltax Gmbh, | Welding machine |
| CN2626659Y (en) * | 2003-05-23 | 2004-07-21 | 中国石油天然气管道局 | Multiple welding heads synchronous driving mechanism for pipeline inner circumferential weld automatic welder |
| CN2626661Y (en) * | 2003-05-23 | 2004-07-21 | 中国石油天然气集团公司 | Multiple welding heads synchronous positioning mechanism for pipeline inner circumferential weld automatic welder |
| CN201271788Y (en) * | 2008-05-15 | 2009-07-15 | 中国石油天然气集团公司 | Cable internally winding type revolving gear of pipeline internal welding machine |
| CN203426607U (en) * | 2013-06-25 | 2014-02-12 | 洛阳德平机械设备有限公司 | Internal welding machine with embedded air pipes and wires |
-
2013
- 2013-06-25 CN CN201310255324.5A patent/CN103350295B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0852984A1 (en) * | 1997-01-10 | 1998-07-15 | Crc-Evans Pipeline International, Inc. | Arc and laser welding process for pipeline |
| WO2000041843A1 (en) * | 1999-01-13 | 2000-07-20 | Meltax Gmbh, | Welding machine |
| CN2626659Y (en) * | 2003-05-23 | 2004-07-21 | 中国石油天然气管道局 | Multiple welding heads synchronous driving mechanism for pipeline inner circumferential weld automatic welder |
| CN2626661Y (en) * | 2003-05-23 | 2004-07-21 | 中国石油天然气集团公司 | Multiple welding heads synchronous positioning mechanism for pipeline inner circumferential weld automatic welder |
| CN201271788Y (en) * | 2008-05-15 | 2009-07-15 | 中国石油天然气集团公司 | Cable internally winding type revolving gear of pipeline internal welding machine |
| CN203426607U (en) * | 2013-06-25 | 2014-02-12 | 洛阳德平机械设备有限公司 | Internal welding machine with embedded air pipes and wires |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103551768A (en) * | 2013-11-11 | 2014-02-05 | 中国石油天然气集团公司 | Hollow cylinder-based internal welding machine gas guide cable conveying system |
| CN103551768B (en) * | 2013-11-11 | 2015-05-20 | 中国石油天然气集团公司 | Hollow cylinder-based internal welding machine gas guide cable conveying system |
| WO2017015778A1 (en) * | 2015-07-29 | 2017-02-02 | 洛阳德平科技股份有限公司 | Gas shielding internal welding apparatus for pipeline |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103350295B (en) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103350295A (en) | Embedding method for air pipes and wires of internal welding machine as well as internal welding machine | |
| CN203426607U (en) | Internal welding machine with embedded air pipes and wires | |
| CN202985197U (en) | Processing fixture for vehicle bridge cross-axle inner hole | |
| CN203127932U (en) | Steel wire winding machine | |
| CN203426608U (en) | Guide sleeve structure of internal welding machine | |
| CN103350296A (en) | Air pipe and wire embedding method for guide sleeve of internal welding machine as well as guide sleeve | |
| CN203389957U (en) | Wire drawing device | |
| CN103350294A (en) | Method for embedding air pipes and wires into separated type rotary table of internal welding machine and separated type rotary table | |
| CN204464186U (en) | The dynamic iron core group of magnetictrip Skeleton assembly equipment attaches together joins transfer device | |
| CN203497842U (en) | Cylinder-type cyclic take-up device | |
| CN213053543U (en) | Simple and easy group of structural tube is to device | |
| CN201151201Y (en) | Pressure roller shell of cuber | |
| CN104253366A (en) | Braiding tool for tail of multicore control cable | |
| CN203850057U (en) | Improved wire bundling device | |
| CN201294352Y (en) | Snake-shaped runner for laying and locating cable | |
| CN204680483U (en) | Pre twist | |
| CN203695603U (en) | Main roller for reducing mill | |
| CN203474077U (en) | Stranded wire drawing wheel | |
| CN203725999U (en) | Split turnplate structure for internal welding machines | |
| CN202200521U (en) | Traction pipe with special connecting structure | |
| CN202628798U (en) | Needle bearing capable of improving assembling efficiency | |
| CN203746580U (en) | Cable filling rope automatic guiding system | |
| CN203356667U (en) | Machining tool for oil cylinder flange mounting screw holes | |
| CN103662966A (en) | Four-shaft linkage device | |
| CN202851871U (en) | Retarder ratchet wheel structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information |
Address after: 471003, Henan province Luoyang hi tech Zone, Sun Xin South Road, soil bridge ditch Village Applicant after: Deping, Luoyang Science and Technology Co., Ltd. Address before: 471003, Henan province Luoyang hi tech Zone, Sun Xin South Road, soil bridge ditch Village Applicant before: Luoyang Deping Mechanical Equipments Co., Ltd. |
|
| COR | Change of bibliographic data | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |