CN103221000A - 多孔金属层至金属基体的电阻焊接 - Google Patents
多孔金属层至金属基体的电阻焊接 Download PDFInfo
- Publication number
- CN103221000A CN103221000A CN2011800554219A CN201180055421A CN103221000A CN 103221000 A CN103221000 A CN 103221000A CN 2011800554219 A CN2011800554219 A CN 2011800554219A CN 201180055421 A CN201180055421 A CN 201180055421A CN 103221000 A CN103221000 A CN 103221000A
- Authority
- CN
- China
- Prior art keywords
- matrix
- porous layer
- porous
- pulse
- sample
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
- B23K11/18—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded of non-ferrous metals
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2/30767—Special external or bone-contacting surface, e.g. coating for improving bone ingrowth
- A61F2/30907—Nets or sleeves applied to surface of prostheses or in cement
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2/3094—Designing or manufacturing processes
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2/32—Joints for the hip
- A61F2/36—Femoral heads ; Femoral endoprostheses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/16—Resistance welding; Severing by resistance heating taking account of the properties of the material to be welded
- B23K11/163—Welding of coated materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2002/30001—Additional features of subject-matter classified in A61F2/28, A61F2/30 and subgroups thereof
- A61F2002/30316—The prosthesis having different structural features at different locations within the same prosthesis; Connections between prosthetic parts; Special structural features of bone or joint prostheses not otherwise provided for
- A61F2002/30329—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements
- A61F2002/30451—Connections or couplings between prosthetic parts, e.g. between modular parts; Connecting elements soldered or brazed or welded
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
- A61F2/30—Joints
- A61F2/30767—Special external or bone-contacting surface, e.g. coating for improving bone ingrowth
- A61F2002/3092—Special external or bone-contacting surface, e.g. coating for improving bone ingrowth having an open-celled or open-pored structure
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2310/00—Prostheses classified in A61F2/28 or A61F2/30 - A61F2/44 being constructed from or coated with a particular material
- A61F2310/00005—The prosthesis being constructed from a particular material
- A61F2310/00011—Metals or alloys
- A61F2310/00023—Titanium or titanium-based alloys, e.g. Ti-Ni alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2310/00—Prostheses classified in A61F2/28 or A61F2/30 - A61F2/44 being constructed from or coated with a particular material
- A61F2310/00389—The prosthesis being coated or covered with a particular material
- A61F2310/00395—Coating or prosthesis-covering structure made of metals or of alloys
- A61F2310/00407—Coating made of titanium or of Ti-based alloys
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Biomedical Technology (AREA)
- Veterinary Medicine (AREA)
- Vascular Medicine (AREA)
- Cardiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Prostheses (AREA)
Abstract
提供了一种用于通过将整形假体的多孔金属层(22)电阻焊接至整型假体的在下面的金属基体(20)上而制造整形假体(10)的设备(100)和方法。电阻焊接工艺包括引导电流经过多孔层和基体,所述电流作为热量散发以引起材料的、尤其是沿着多孔层与基体之间分界面的软化和/或热熔。软化的和/或热熔的的材料在多孔层与基体之间的接触点处经受冶金结合以将多孔层牢固地固定到基体上。
Description
相关申请的交叉引用
本申请要求于2010年11月18日提交的美国临时专利申请No.61/414,978的优先权,该临时专利申请的全文结合在此引作参考。
技术领域
本申请涉及整形/矫形假体的制造方法。更特别地,本申请涉及具有多孔金属层以及在下面的金属基体的整形假体的制造方法。
背景技术
整形假体通常用于在外伤或例如由于老化、生病或疾病而恶化之后替换患者关节的至少一部分以恢复或增强该关节的功用。
为了增强整形假体与患者骨头之间的固定,整形假体可设有多孔金属层。多孔金属层可限定假体的骨接触表面的至少一部分以促进骨骼生长和/或软组织生长到假体中。多孔金属层可连接至在下面的金属基体。
发明内容
本发明提供一种用于通过将整形假体的多孔金属层电阻焊接到整型假体的位于多孔金属层下方的金属基体上而制造整形假体的设备和方法。电阻焊接过程包括将电流引导经过多孔层和基体,该电流作为局部热量散发以引起材料、尤其在沿着多孔层和基体之间分界面的接触点处的材料的软化和/或热熔。软化的和/或热熔的材料在多孔层与基体之间的接触点处经受冶金结合以将多孔层牢固地固定到基体上。
根据本发明的一实施例,提供一种整形假体的制造方法。所述方法包括如下步骤:提供金属基体;提供具有厚度的多孔金属层;将多孔层抵靠基体定位以在多孔层与基体之间形成分界面;并且将电流引导至多孔层与基体之间的分界面以将多孔层结合至基体,同时保持多孔层的厚度。
根据本发明的另一实施例,提供一种具有金属基体和多孔金属层的整形假体的制造方法。所述方法包括如下步骤:将多孔层抵靠基体定位以在多孔层与基体之间形成分界面;并且将脉冲电流引导至多孔层与基体之间的分界面以将多孔层结合至基体,所述脉冲电流至少包括第一脉冲和与第一脉冲隔开冷却时间的第二脉冲。
根据本发明的又一实施例,提供一种整形假体的制造方法。所述方法包括如下步骤:提供金属基体;提供具有网形表面的多孔金属层;将多孔层的网形表面抵靠着基体定位以在多孔层与基体之间形成分界面;并且将电流引导至多孔层与基体之间的分界面以将多孔层结合至基体。多孔层的网形表面通过如下步骤形成:提供具有外表面的多孔结构;用金属对多孔结构的外表面涂覆以产生多孔层;并且在涂覆步骤后,不对外表面机械加工地保持外表面以达到所述网形表面。
根据本发明的又一实施例,提供一种用于制造具有金属基体和多孔金属层的整形假体的设备。所述设备包括限定了具有受控空气的腔室的壳体,所述腔室尺寸设置成接收整形假体;控制器;电源;以及电极,所述电极构造成在电源与整形假体之间建立电通信,所述控制器将脉冲电流从电源引导至整形假体以将多孔层结合至基体。
附图说明
通过参照接下来结合附图的本发明实施例的说明,本发明的上述及其它特征和优点以及获得所述特征和优点的方式将变得更明显并且发明本身将更好地理解,其中:
图1为假体的近端股骨构件的正视图,所述近端股骨构件包括被连接到在下方的金属基体的多孔金属层;
图2为图1的近端股骨构件的剖面图;
图3为用于组装图1的近端股骨构件的示例性设备的前正视图;
图4A为图3的设备的示意图,所述设备包括固定装置和焊接头,所述固定装置和焊接头在接收近端股骨构件的打开位置中示出;
图4B为与图4A类似的示意图,所述设备的固定装置和焊接头在将多孔金属层抵靠着近端股骨构件的金属基体保持的闭合位置中示出;
图5为依照实施例1的各种多孔层与金属基体之间的平均结合强度的图示性绘图;
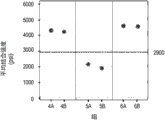
图6为依照实施例2的各种多孔层与金属基体之间的平均结合强度的另一图示性绘图;
图7为依照实施例3的各种多孔层与金属基体之间的结合强度的图示性绘图;
图8为扩散结合样本和电阻焊接样本中钽浓度梯度的图示性绘图;
图9为扩散结合样本和电阻焊接样本中钽浓度梯度的图示性绘图;
图10为沿着扩散结合样本的多孔构件与基体之间的分界面获得的扫描电子显微镜影像;
图11为沿着电阻焊接样本的多孔构件与基体之间的分界面获得的扫描电子显微镜影像;
图12为依照实施例6的各种多孔层与金属基体之间的结合强度的另一图示性绘图;
图13为沿着依照实施例6的多孔层与金属基体之间的分界面获得的扫描电子显微镜影像;
图14为沿着依照实施例7的多孔层与金属基体之间的分界面获得的扫描电子显微镜影像;
图15为依照实施例7的各种多孔层与金属基体之间的结合强度的另一图示性绘图。
几个视图从头到尾相同的参考标号代表相同的部件。此处展现的示例图示出了本发明示例性实施例,并且这些示例不以任何方式构成对本发明范围的限定。
具体实施方式
参照图1和图2,提供形式为近端股骨构件10(例如髋骨柄)的整形假体。虽然这里描述和图绘了近端股骨构件10形式的整形假体,但是整形假体也可以是例如远端股骨构件、胫骨构件、髋臼构件或肱骨构件的形式。
图1的近端股骨构件10包括柄部12和颈部14,所述颈部构造成接收模块化头部(未示出)。同样属于本申请范围内的是该头部可以一体连接至颈部14。在使用中,通过将近端股骨构件10的柄部12植入患者近端股骨的髓腔,近端股骨构件10的颈部14和头部(未示出)从患者的近端股骨居中地延伸以与患者的天然髋臼或假体的髋臼构件关节连接。近端股骨构件10的柄部12包括外骨接触表面18,其构造成接触患者股骨的骨头和/或软组织。
如图2中所示,近端股骨构件10包括金属基体20以及多孔金属层22,所述多孔金属层22连接至位于其下的基体20的。多孔层22可安置在基体20的凹部26中。通过多孔层22限定了骨接触表面18的至少一部分,久而久之患者股骨的骨头和/或软组织可以生长进入多孔层22以增强近端股骨构件10与患者股骨之间的固定(即骨整合)。
近端股骨构件10的基体20可包括诸如钛、钛合金、钴铬、钴铬钼、钽或钽合金的生物相容性金属。根据本发明的示例性实施例,基体20包括Ti-6Al-4V ELI合金,例如能从Indiana州Warsaw的Zimmer公司得到的
 是Zimmer公司的注册商标。
是Zimmer公司的注册商标。
近端股骨构件10的多孔层22可包括诸如钛、钛合金、钴铬、钴铬钼、钽或钽合金的生物相容性金属。多孔层22可以是高度多孔生物材料的形式,这作为骨替代物以及细胞和软组织接受材料是有用的。同样处于本发明范围内的是,例如,多孔层22可以是纤维金属垫或诸如Cancellous-Structured TitaniumTM(CSTiTM)层的烧结金属层的形式。CSTiTM多孔层由Indiana州Warsaw的Zimmer公司制造。Cancellous-Structured TitaniumTM和CSTiTM是Zimmer公司的商标。
高度多孔生物材料可具有低到55%、65%或75%和高到80%、85%或90%,或者处于前述值任一配对之间所限定的任意范围内的孔隙率。这样的材料的例子为高度多孔的纤维金属垫。这样的材料的又一例子为CSTiTM层。这样的材料的另一例子使用大体可从Indiana州Warsaw的Zimmer公司得到的Trabecular MetalTM技术生产。Trabecular MetalTM是Zimmer公司的商标。这样的材料可以由网形的玻璃碳泡沫基体形成,通过在美国专利No.5,282,861中以详细方式公开的化学气相沉积(“CVD”)工艺,该基体采用诸如钽的生物相容性金属渗透和涂覆,该专利公开文献通过引用被清楚地结合于此。除了钽之外,也可以使用其他诸如铌的金属或者钽和铌彼此的、或钽和铌与其他金属的合金。
大体上,多孔钽结构包括大量的纤维(ligament),纤维限定了位于其间的开放空间,各纤维大体上例如包括由诸如钽的金属薄膜覆盖的碳芯。纤维之间的开放空间形成了没有尽头的连续通道基质(matrix),使得松质骨经过多孔钽结构的生长是不受抑制的。多孔钽在其中可包括高达75%-85%或更多的空隙空间。因而多孔钽是轻重量的、强力的多孔结构,所述多孔结构在组分上大体上统一和一致,并且酷似天然松质骨的结构,从而设置了松质骨可生长到其中的基质以提供近端股骨构件10至患者股骨的固定。
为了选择性地为特定应用订制结构,多孔钽结构可以以不同的密度制成。尤其如以上结合的美国专利No.5,282,861中所述的,多孔钽可制造成实质上任何所想要的孔隙率和孔隙尺寸,并且因而能够与周围的天然骨骼相匹配以便为骨骼向内生长和矿化提供最优化的基质。
当近端股骨构件10的多孔层22采用如上所述的TrabecularMetalTM技术生产时,小百分比率的基体20可与多孔层22的纤维直接接触。例如基体20的表面积的近似15%、20%或25%可与多孔层22的纤维直接接触。
接下来参照图3,提供设备100以用于将多孔层22电阻焊接至近端股骨构件10的基体20。设备100在图4A和图4B中也示意地示出。设备100包括壳体110,在壳体110内包括一个或多个支架或固定装置120a、120b,一个或多个焊接头130a、130b,各个焊接头具有电极132a、132b;所述设备包括变压器140、电源或电流发生器150以及控制器160。设备100的各构件进一步在以下描述。
设备100的壳体110限定了内部腔室112,所述内部腔室尺寸被设置为接收至少一个诸如图1和图2的近端股骨构件10的假体。根据本发明的示例性实施例,在电阻焊接过程期间,设备100的壳体110在腔室112中制造了真空环境或惰性环境。在一特别的实施例中,壳体110的腔室112充入惰性气体(例如氩气)并且控制成具有约-60°C以下的露点以及约10ppm以下的氧气浓度。
壳体110可以至少部分地透明以使得使用者能看见腔室112内部。壳体110也可以包括一个或多个开口114以使得使用者能进入腔室112。为了保持腔室112中的真空环境或惰性环境,壳体110可以是手套箱的形式。换句话说,各个开口114可以包括手套件(未示出)或其他适合的屏障物,所述手套件或屏障物延伸进入腔室112以接收使用者的手同时保持开口114周围的密封。
设备100的固定装置120a、120b接触近端股骨构件10以将近端股骨构件10在设备100的壳体110中保持就位。固定装置120a、120b可分开地移动至打开位置(图4A)以接收近端股骨构件10,并且向一起移动到闭合或夹持位置(图4B)以将近端股骨构件10保持就位。属于本发明范围内的是固定装置120a、120b的闭合位置可以调节以使得设备100能接收和保持不同形状和尺寸的假体。
设备100的焊接头130a、130b上的电极132a、132b分别经由电线152a、152b连接至变压器140和电流发生器150。如图4A中所示,各电极132a、132b朝向多孔层22的对应侧。更具体地,各电极132a、132b的接触表面134a、134b朝向多孔层22的对应侧。根据本发明的示例性实施例,各电极132a、132b的接触表面134a、134b设计成大体上与多孔层22的相应侧的轮廓相匹配。在该实施例中,各电极132a、132b能被使得靠近、甚至接触近端股骨构件10。取决于近端股骨构件10的形状,相应的轮廓表面134a、134b可以例如是凹的、凸的或平坦的。
设备100的焊接头130a、130b可构造成在电阻焊接过程期间抵靠基体20保持多孔层22。更具体地,焊接头130a、130b可构造成在电阻焊接过程期间将多孔层22保持在基体20的凹部26中。类似上述的固定装置120a、120b,焊接头130a、130b可以远离近端股骨构件10移动到打开位置(图4A)以接收近端股骨构件10,并且然后焊接头130a、130b可以朝着近端股骨构件10移动到闭合或夹持位置(图4B)以将多孔层22保持在基体20的凹部26中。焊接头130a、130b的打开和/或闭合位置可以采用一个或多个止挡件136a、136b控制,所述止挡件与焊接头130a、130b上相应的凸缘138a、138b接触以限制电极132a、132b的运动。属于本发明范围内的是各焊接头130a、130b的闭合位置可以例如通过移动止挡件136a、136b调节以使得设备100能够接收和保持不同形状和尺寸的假体。
可选地,设备100可包括附加的支架或固定装置(未示出),所述支架或固定装置构造成在电阻焊接过程期间抵靠基体20保持多孔层22。更特别地,这些附加的固定装置可以构造成在电阻焊接过程期间将多孔层22保持在基体20的凹部26中。
在电阻焊接过程期间所使用的抵靠近端股骨构件10的基体20保持多孔层22的压力可足够地低以避免多孔层22变形或压缩同时仍阻碍多孔层22相对于基体20的运动。因而,焊接压力应当不超过基体20或多孔层22的压缩屈服强度。例如,如果多孔层22的压缩屈服强度为大约4000psi(27.6MPa),那么适合的焊接压力可以例如低到100psi(0.7MPa)、500psi(3.4MPa)或1000psi(6.9MPa),和高到2000psi(13.8Mpa)、2500psi(17.2MPa)或3000psi(20.7MPa),或者处于前述值任一配对之间所限定的任意范围内。多孔层22可以在电阻焊接过程之前设成大体最终的形状以避免在电阻焊接过程期间不得不压缩或以其他方式使多孔层22成型。结果,多孔层22的厚度以及多孔层22与基体20之间的接触面积在电阻焊接过程期间可大体上保持不变。如上所述,当焊接头130a、130b处于闭合位置(图4B)时,焊接压力可由焊接头130a、130b施加和/或由设备100附加的固定装置(未示出)施加。
设备100的、可以为通用计算机形式的控制器160连接到变压器140和电流发生器150以控制电极132a、132b的操作。设备100的控制器160也可以控制壳体110的抽空和/或以惰性气体(例如氩气)充入壳体110。附加地,设备100的控制器160可控制固定装置120a、120b和/或焊接头130a、130b在它们各自的打开位置(图4A)与闭合位置(图4B)之间的运动。
在使用中,近端股骨构件10被装载到设备100的壳体110中。随着多孔层22适当地抵靠近端股骨构件10的基体20安置,控制器160可被操作以将固定装置120a、120b和/或焊接头130a、130b从它们各自的打开位置(图4A)朝着它们各自的闭合位置(图4B)移动。接近压力(即,固定装置120a、120b和/或焊接头130a、130b与近端股骨构件10相接触之前接近近端股骨构件10的压力)可以小于上述焊接压力以避免损坏构件。例如,接近压力可以低到10psi(0.07MPa)、30psi(0.2MPa)或50psi(0.3MPa)和高到70psi(0.5MPa)、90psi(0.6MPa)或110psi(0.8MPa),或者处于前述值任一配对之间所限定的任意范围内。
在近端股骨构件10被装载到设备100的壳体110中之后,控制器160可被操作以抽空壳体110的腔室112和/或以惰性气体(例如氩气)充入壳体110的腔室112。设备100的壳体110中的真空或惰性环境可大体上防止近端股骨构件10在电阻焊接过程期间氧化、吸收大气污染物和/或变得褪色。
控制器160然后可继续将固定装置120a、120b和焊接头130a、130b移动到它们各自的闭合位置(图4B)中以将近端股骨构件10的多孔层22和基体20都在壳体110中保持就位。如上所述,焊接压力(即电阻焊接过程期间固定装置120a、120b和/或焊接头130a、130b达到保持近端股骨构件10时的压力)可以例如低到100psi(0.7MPa)、500psi(3.4MPa)或1000psi(6.9MPa)和高到2000psi(13.8MPa)、2500psi(17.2MPa)或3000psi(20.7MPa)。
接下来,控制器160可被操作以引起电流从电流发生器150流至变压器140。电流发生器150可例如以4kJ、6kJ、8kJ、10kJ或更大的功率操作。随着各电极132a、132b的接触表面134a、134b抵靠近端股骨构件10的多孔层22定位,焊接电流从一个电极(例如经由电线152a从电极132a)流经近端股骨构件10,并从另一电极(例如经由电线152b从电极132b)流出。在示例性实施例中,源电极132a、132b可将例如低到20kA、30kA或40kA和高到50kA、60kA或70kA,或者处于前述值任一配对之间所限定的任意范围内的焊接电流输送至近端股骨构件10,以产生低到25kA/in2(3.9kA/cm2)、35kA/in2(5.4kA/cm2)或45kA/in2(7.0kA/cm2)和高到55kA/in2(8.5kA/cm2)、65kA/in2(10.1kA/cm2)、75kA/in2(11.6kA/cm2)或85kA/in2(13.2kA/cm2),或者处于前述值任一配对之间所限定的任意范围内的焊接电流密度。当焊接电流流经近端股骨构件10时,控制器160可保持固定装置120a、120b和/或焊接头130a、130b的焊接压力。
根据欧姆定律(P=I2*R),流经近端股骨构件10的多孔层22和基体20的焊接电流I作为热量散发,伴随着在电路中的任意点处产生的热量与电阻R成比例。当采用不同的材料构建多孔层22和基体20时,电阻R在多孔层22与基体20之间的分界面处可以是最高的。因此,在多孔层22与基体20之间的接触点处可局部地产生大量的热量。
根据本发明的示例性实施例,产生的热量足以引起用于构建多孔层22和/或基体20的材料的软化和/或热熔,结合用于抵靠基体20保持多孔层22的焊接压力,所述软化和/或热熔使得在多孔层22与基体20之间的接触点处发生表面冶金结合。同样属于本发明范围的是冶金结合可在多孔层22内的接触点处发生。例如,如果多孔层22形式为纤维金属垫,那么冶金结合可在纤维金属垫中相邻金属线之间的接触点处发生。
根据本发明的又一示例性实施例,焊接电流可在离散但迅速的脉冲中输送至近端股骨构件10。焊接电流可以例如以少到4、6或8个脉冲和多到10、12或14个脉冲、或以任何其间数值的脉冲输送至近端股骨构件10。各脉冲可例如短到20毫秒、40毫秒或60毫秒和长到80毫秒、100毫秒或120毫秒、或任何其间的数值。在每个脉冲之间,焊接电流的缺失可以以不消除多孔层22和基体20的局部的、分界面上热量的方式促进多孔层22和基体20的大量冷却。各脉冲之间的冷却时间可少于1秒,并且更具体地可例如短到20毫秒、40毫秒或60毫秒和长到80毫秒、100毫秒或120毫秒、或任何其间的数值。
如上所述,在电阻焊接过程期间用于抵靠基体20保持多孔层22的焊接压力应当充分地低以避免多孔层22变形。由于基体20沿着分界面的软化和/或热熔,多孔层22可朝着软化的基体20略微地移动或平移并且可变得嵌进软化的基体20中。因此,近端股骨构件10的总厚度(即多孔层22和基体20的结合厚度)在电阻焊接过程期间可降低。例如,在电阻焊接过程期间,近端股骨构件10的总厚度可降低近似0.1%、0.2%、0.3%或更多。然而,多孔层22本身的厚度不应当显著地改变。换句话说,近端股骨构件10厚度上的任何可测量到的改变应当由多孔层22移动到软化的基体20中而引起,而不是由多孔层22本身的压缩或变形而引起。当多孔层22形式为纤维金属垫时,由于多孔层22中形成冶金结合,所以多孔层22可承受某种变形(例如皱缩)。然而,该变形不应当归因于焊接压力。
在将电流输送至近端股骨构件10之后,基体20和多孔层22将开始冷却。在此期间,控制器160可被操作以保持构件上的锻造压力。锻造压力(即在焊接电流结束之后,固定装置120a、120b和/或焊接头130a、130b保持近端股骨构件10的压力)可比上述焊接压力小。例如,锻造压力可低到40psi(0.3MPa)、60psi(0.4MPa)或80psi(0.6MPa)和高到100psi(0.7MPa)、120psi(0.8MPa)或140psi(1.0MPa),或者处于前述值任一配对之间所限定的任意范围内。锻造时间可例如短到1秒、2秒或3秒和长到4秒、5秒或更多。
总体来讲,采用设备100将多孔层22电阻焊接至基体20所需的时间例如可短到1秒、10秒、20秒或30秒和长到1分钟、2分钟、3分钟或更多。取决于多孔层22的厚度、由电流发生器产生的电流、以及其他参数,所需的时间可变化。
最后,控制器160可被操作以将固定装置120a、120b和/或焊接头130a、130b返回至它们各自的打开位置(图4A)。近端股骨构件10随后可以以多孔层22牢固地固定至基体20的方式从设备100的壳体110移除。
有利的是,通过将多孔层22电阻焊接至基体20上,在多孔层22与基体20之间可实现坚固的冶金结合。在特定的实施例中,多孔层22与基体20之间的结合强度可至少为2900psi(20.0MPa),该结合强度为FDA推荐的用于整形植入的结合强度。而且,因为电阻焊接包含多孔层22和基体20的局部的、分界面上的加热并且需要短的循环时间,所以多孔层22和基体20的劣化可以避免。结果,在电阻焊接过程期间,基体20和多孔层22的疲劳强度可大体上没有改变。
尽管多孔层22在此描述和描绘成直接结合至近端股骨构件10的基体20,然而也属于本发明范围的是多孔层22可预先结合至中间层(未示出),所述中间层随后结合至基体20。适合的中间层可例如包括钛箔。多孔层22与中间层之间的预结合步骤以及中间层与基体20之间随后的结合步骤均可包含参照图3、图4A和图4B的上述电阻焊接。然而,也属于本发明范围的是随后的中间层与基体20之间结合步骤可包含传统的扩散结合。
实施例
1.实施例1—Trabecular MetalTM表面精饰和厚度的分析
准备了一系列样品,各样品具有使用Trabecular MetalTM技术生产的盘状多孔构件和盘状的 基体。所述基体大体上相同,但是多孔构件在两个方面有区别,即表面精饰和厚度,如以下表1中所列出。
基体。所述基体大体上相同,但是多孔构件在两个方面有区别,即表面精饰和厚度,如以下表1中所列出。
表1

在将各多孔构件的分界表面抵靠其相应的基体放置之前,各多孔构件的分界表面如以上表1中所列的进行处理。
在组1中,各多孔构件的分界表面经受放电加工(EDM),其折断多孔构件的一些突出纤维并且使分界表面平整,使得在分离表面处更多可用的纤维接触在下面的基体。因此,EDM适度地增加了组1中多孔构件的净接触面积。
在组2中,各多孔构件设成网形(net shape)并且在制造之后各多孔构件的分界表面没有经受加工,所以在分界表面处保持了多孔构件的容积孔隙率。更具体地,网状的分界表面通过以金属涂覆多孔结构(即网状的玻璃碳泡沫结构)的外表面并且随后以不对外表面加工或成型的方式保持外部的、涂覆的表面来生产。因此,组2中多孔构件的净接触面积得以保留。
在组3中,各多孔构件的分界表面经受物理加工以折断多孔构件的一些纤维并且展开或“涂抹”多孔构件的其他纤维,这导致分界表面的表面孔隙率的显著减少。因此,涂抹增加了组3中多孔构件的净接触面积。
这些表面处理的结果在于,组2的多孔构件具有与在下面的基体最少的表面接触,而组3的多孔构件具有与在下面的基体最多的表面接触。
样品随后通过电阻焊接组装。施加第一量级的功率以将0.060英寸(1.5mm)厚和0.125英寸(3.2mm)厚的多孔构件(组1A、1B、2A、2B、3A和3B)焊接到它们相应的基体上。施加比第一量级功率大50%的第二量级功率以将0.250英寸(6.4mm)厚的多孔构件(组1C、2C和3C)焊接到它们相应的基体上。各组1-3的样品的平均结合强度在图5中图示性地绘出。
如图5中所示,组2的样品相比组1或组3的样品具有更高的平均结合强度。因为组1和组3的多孔构件相比组2的样品具有更多的与在下面的基体的表面接触,所以发明人怀疑跨过更大表面接触面积所施加的电流和散失的热量导致了对于组1和组3的样品而言相比组2样品更弱的结合。相反地,因为组2的多孔构件相比组1和组3的样品具有更少的与在下面的基体的表面接触,所以发明人怀疑施加的电流和在各分别的纤维处局部化的热量导致了对于组2的样品而言相比组1和组3的样品更强的结合。
而且,在各个组1-3中,子组A和C的样品相比相应子组B的样品具有更高的平均结合强度。例如,组2A和组2C的样品相比组2B的样品具有更高的平均结合强度。
在各个组1-3中从子组A至B结合强度的降低可归因于多孔构件从0.060英寸到0.125英寸所增加的厚度。因为在各多孔构件中钽的导热率(大约54W/m/K)大于各基体中钽的导热率(大约7W/m/K),所以各子组B的更厚的多孔构件可充当散热器,将在分界面产生的热量传导远离分界面并且传导进多孔构件的空间中。
在各个组1-3中从子组B至C结合强度的增加可归因于用于电阻焊接0.060英寸厚和0.125英寸厚的多孔构件的第一量级功率与用于电阻焊接0.250英寸厚的多孔构件的第二量级功率之间50%的增加。增加的功率产生了增加的电流,其导致更大的发热和更强的结合。
2.实施例2—Trabecular MetalTM厚度、焊接功率以及焊接循环次数的分析
准备了另外一系列样品,各样品具有使用Trabecular MetalTM技术生产的盘状多孔构件和盘状的 基体。因为在实施例1中网形的多孔构件(组2)实现了最高的结合强度,所以实施例2的多孔构件也设置为网形。基体大体上相同,但是多孔构件在厚度上不同。而且,电阻焊接过程在两个方面有所区别,即功率和焊接循环(weldcycle)的次数,如以下表2中所列出。
基体。因为在实施例1中网形的多孔构件(组2)实现了最高的结合强度,所以实施例2的多孔构件也设置为网形。基体大体上相同,但是多孔构件在厚度上不同。而且,电阻焊接过程在两个方面有所区别,即功率和焊接循环(weldcycle)的次数,如以下表2中所列出。
表2

各个组4-6的样品的平均结合强度在图6中图示性地绘出。组4和组6的样品相比组5的样品具有更高的平均结合强度。其实,组4和组6的样品具有4000psi(27.6MPa)以上的平均结合强度,该平均结合强度超过了FDA推荐的2900psi(20.0MPa)的结合强度。
结合强度中变化的大约90.6%可归因于多孔构件变化的厚度以及变化的焊接功率。发现焊接循环的次数在统计上显得无关紧要。
3.实施例3—Trabecular MetalTM厚度和焊接时间的分析
准备了另外一系列的圆形样品,各样品具有使用TrabecularMetalTM技术生产的盘状多孔构件和盘状的 基体。各多孔构件与其下面的基体之间的接触面积约为5平方英寸(32.3cm2)。基体大体上相同,但是多孔构件在厚度上不同。如以下表3中所列出的,电阻焊接循环时间也不同。
基体。各多孔构件与其下面的基体之间的接触面积约为5平方英寸(32.3cm2)。基体大体上相同,但是多孔构件在厚度上不同。如以下表3中所列出的,电阻焊接循环时间也不同。
表3
在电阻焊接所述样品之后,从各样品上切下两个1.2英寸(3.0cm)直径的试样以用于拉伸测试。组7和组8的各试样的结合强度在图7中图示性地绘出。如图7中所示,组8B的两个试样的其中一个具有比FDA推荐的2900psi(20.0MPa)的结合强度更大的结合强度。然而,组8B的另一个试样具有1000psi(6.9MPa)以下的结合强度。
相应试样之间的结合强度的变化可能由于经过各样品的非均匀的压力和/或电流。在切掉1.2英寸(3.0cm)直径的试样之后留下的残留材料的物理检测证实了各样品中结合强度变化等级的发现。
4.实施例4—电阻焊接与扩散结合之间的比较
除了拉伸测试之外,也执行了金相学测试以比较通过电阻焊接实现的结合和通过扩散结合实现的结合。
当多孔构件扩散结合至在下面的基体时,来自多孔构件的原子与来自基体的原子相互扩散。例如,当采用Trabecular MetalTM技术生产的多孔构件扩散结合到 基体时,来自于多孔构件的钽扩散进基体中,并且来自于基体的钛扩散进多孔构件中。钽进入基体的扩散在图8中图示性地示出,并且钛进入多孔构件的扩散在图9中图示性地示出。钽和钛的相互扩散制造了沿着多孔构件与基体之间的分界面的浓度梯度或相互扩散层。多孔构件与基体之间的相互扩散层在图10中也可见地示出,该图为沿着扩散结合样品的多孔构件与基体之间分界面获得的扫描电子显微镜影像。
基体时,来自于多孔构件的钽扩散进基体中,并且来自于基体的钛扩散进多孔构件中。钽进入基体的扩散在图8中图示性地示出,并且钛进入多孔构件的扩散在图9中图示性地示出。钽和钛的相互扩散制造了沿着多孔构件与基体之间的分界面的浓度梯度或相互扩散层。多孔构件与基体之间的相互扩散层在图10中也可见地示出,该图为沿着扩散结合样品的多孔构件与基体之间分界面获得的扫描电子显微镜影像。
当多孔构件被电阻焊接至在下面的基体时,很少发生或不发生相互扩散。例如,在图8中多孔构件中的钽浓度大体保持恒定,并且在图9中基体中的钛浓度大体保持恒定。多孔构件与基体之间的任何显著的相互扩散层的缺失在图11中也可见地示出,该图为沿着电阻焊接样品的多孔构件与基体之间分界面获得的扫描电子显微镜影像。
5.实施例5—焊接压力的分析
准备了一系列直径为1英寸(2.5cm)的盘状样品,各样品的电极分界面具有约0.79平方英寸(5.1cm2)的表面积。各样品具有0.055英寸(1.4mm)厚度的、采用Trabecular MetalTM技术生产的多孔构件以及0.130英寸(3.3mm)厚度的基体。焊接压力计算为4160psi(28.7MPa),其可与多孔构件的压缩屈服强度相比。该高焊接压力的结果是,在焊接期间多孔构件部分地受挤压并且平均厚度减少约0.022英寸(0.6mm)或减少40%(从0.055英寸(1.4mm)至0.033英寸(0.8mm))。
6.实施例6—脉冲焊接的分析
准备了另外一系列直径为1英寸(2.5cm)的盘状样品,各样品具有0.055英寸(1.4mm)厚度的、采用Trabecular MetalTM技术生产的多孔构件以及0.130英寸(3.3mm)厚度的 基体。各多孔构件包括与基体分界的EDM成型表面。实施例6的电阻焊接参数以下在表4中列出。
基体。各多孔构件包括与基体分界的EDM成型表面。实施例6的电阻焊接参数以下在表4中列出。
表4
| 焊接参数 | 设定值 |
| 接近压力 | 20psi |
| 接近时间 | 3秒 |
| 焊接压力 | 800psi |
| 锻造压力 | 45psi |
| 锻造时间 | 3秒 |
| 电流强度 | 24kA |
| 电流密度 | 30kA/in2 |
| 受控大气 | 氩气露点<-60℃氧气浓度<10ppm |
如以下在表5中列出的,各样品接收不同数量的焊接电流脉冲,各脉冲持续80毫秒并且各脉冲之间的冷却时间持续80毫秒。样品1-5被准备以预估高达10个脉冲。样品6-11被准备以更具体地预估5个和10个之间的脉冲。
表5
| 样品 | 脉冲数量 |
| 1 | 1 |
| 2 | 4 |
| 3 | 6 |
| 4 | 8 |
| 5 | 10 |
| 6 | 5 |
| 7 | 6 |
| 8 | 7 |
| 9 | 8 |
| 10 | 9 |
| 11 | 10 |
设计和建造一种新型的电阻焊接设备以在受控的环境中输送这些焊接电流脉冲。所述设备包括具有BMI-500单柱气体净化系统的AX5000大气封闭装置、具有冷却的铜合金电极的KN-Ⅱ突出焊接头、IT-1400-3变压器以及ISA-2000CR逆变电源,所有这些可从California州Monrovia的Miyachi Unitek公司得到。
各样品的总体厚度在焊接之前和之后大体上保持相同,表明实施例5的较低的800psi(5.5MPa)的焊接压力成功地消除了以上在实施例4中所见的多孔构件的扭曲和挤压。
样品1-5经受拉伸测试。焊接部的结合强度从对于样品1(1个脉冲)的0psi(0MPa)增加至对于样品3(6个脉冲)的6882psi(47.4MPa)。对于样品4(8个脉冲)和样品5(10个脉冲)而言焊接部的结合强度保持近似相同。
样品6-11随后经受拉伸测试和回归分析,其结果在图12中图示性地绘出。如图12中所示,结合强度伴随着每个附加的脉冲增加。较低的95%预测区间在9个焊接脉冲之上与2900psi(20.0MPa)参考线相交(见图12中环形交叉点)。因而,对于给定的焊接参数,需要至少10个焊接脉冲以持续地产生至少2900psi的结合强度。
样品的可视化检验展现出既沿着结合分界面(即多孔构件与基体之间的分界面)又沿着电极分界面(即样品与电阻焊接电极之间的分界面)形成能注意到的热影响区。由于在电阻焊接过程期间产生的热量,所以样品在这样的热影响区中可经历扭曲、渗透和/或微结构改变。例如,图13图绘出沿着以上样品1的结合分界面形成的热影响区。可能的并且属于本发明范围的是在电阻焊接过程之后将电极分界面加工掉或以其他方式去除。然而,在电阻焊接过程之后不能以不毁坏结合的方式去除结合分界面。
7.实施例7—针对网形的多孔构件为减少热影响区的脉冲焊接电流的分析
为了消除以上在实施例6中所见的热影响区,准备了另外一系列直径为1英寸(2.5cm)的盘状样品,各样品具有0.055英寸(1.4mm)厚度的、采用Trabecular MetalTM技术生产的多孔构件以及0.130英寸(3.3mm)厚度的 基体。不同于实施例6,各多孔构件包括网形的而不是EDM成型的与基体的分界面。而且,相比于实施例6,在电阻焊接期间样品经受更短的焊接脉冲、脉冲之间更长的冷却时间、更高的焊接压力以及更高的焊接电流强度。实施例7的电阻焊接参数以下在表6中列出。
基体。不同于实施例6,各多孔构件包括网形的而不是EDM成型的与基体的分界面。而且,相比于实施例6,在电阻焊接期间样品经受更短的焊接脉冲、脉冲之间更长的冷却时间、更高的焊接压力以及更高的焊接电流强度。实施例7的电阻焊接参数以下在表6中列出。
表6
| 焊接参数 | 设定值 |
| 接近压力 | 20psi |
| 接近时间 | 3秒 |
| 焊接压力 | 1000psi |
| 锻造压力 | 62psi |
| 锻造时间 | 3秒 |
| 脉冲数量 | 10 |
| 每个脉冲的焊接时间 | 15毫秒 |
| 冷却时间 | 250毫秒 |
| 受控大气 | 氩气露点<-60℃氧气浓度<10ppm |
如以下在表7中所列出的,所述样品接收35kA与51kA之间的脉冲焊接电流。

作为初始的物质,样品的可视化检验显示了沿着结合分界面的热影响区的宽度和范围相比于实施例6显著地降低或者在一些情况下完全消除。例如,实施例6的样品1(图13)相比实施例7的样品3b(图14)具有能注意到的更大的热影响区。一些热影响区沿着电极分界面保留,但是如上所述,可以在电阻焊接过程之后将这些电极分界面加工掉或以其他方式去除。
样品同样经受拉伸测试和回归分析,其结果在图15中图示性地示出。如图15中所示,当每个脉冲的焊接电流增加时结合强度增加。较低的95%预测区间在大约每个脉冲43kA处与2900psi(20.0MPa)参考线相交(见图13中环形交叉点)。因而,以给定的焊接参数,需要至少每个脉冲43kA的焊接电流(或者至少每个脉冲54kA/in2(8.4kA/cm2)的焊接密度)以持续地产生至少2900psi的结合强度。
附加的样品以每个脉冲46kA(或者以大约每个脉冲58kA/in2(9.0kA/cm2)的焊接密度)焊接以证实该结果,但是结合强度不一致并且范围从2387psi(16.5MPa)到4246psi(29.3MPa)。同样,这些附加样品的可视化检验表现了沿着结合分界面能注意到的热影响区。发明人将这些不一致的结果至少部分地归因于电极磨损和金属转移到电极上。
8.实施例8—针对EDM成型的多孔构件为减少热影响区的脉冲焊接电流的分析
以具有EDM成型(非网形)表面的多孔构件重复实施例7,所述EDM成型表面与基体分界。没有样品达到2900psi(20.0MPa)的结合强度。同样,样品沿着结合分界面形成能注意到的热影响区。
9.实施例9—为减少电极损伤和改善结合强度的焊接压力和脉冲焊接电流的分析
为了改善实施例7的结果,包括减少大体的电极磨损和金属转移到电极上,以更高的40psi(0.3MPa)的接近压力、更高的2000psi(13.8MPa)的焊接压力以及更低的55psi(0.4MPa)的锻造压力重复实施例7。依照实施例7,样品经受大于43kA、具体地在45kA和61kA之间的脉冲焊接电流。
以实施例9的较高的焊接压力(2000psi),发明人注意到样品与电极之间的粘连相比以实施例7的较低的焊接压力(1000psi)更少。本发明人相信较高的焊接压力增加了样品与电极之间的接触,并且因而降低了样品与电极之间的电阻以及产生的热量。
样品经受了拉伸测试和回归分析,其表明了需要至少每个脉冲59kA的焊接电流(或至少每个脉冲75kA/in2(11.6kA/cm2)的焊接密度)以持续地产生至少2900psi(20.0MPa)的结合强度。
九个附加的样品以大约每个脉冲59kA焊接来证实该结果,并且这九个附加样品的结合强度平均为4932psi(34.0MPa),范围从3174psi(21.9MPa)至6688psi(46.1MPa)。而且,这九个附加样品的可视化检验显示了沿着结合分界面热影响区的最小存在。
六个附加的样品以大约每个脉冲61kA(或大约每个脉冲77kA/in2(11.9kA/cm2)的焊接密度)焊接来进一步证实该结果。相比之前的、其中基体为0.130英寸(3.3mm)厚的测试,这些附加样品的每一个具有稍微更厚的基体,具体为0.170英寸(4.3mm)厚的基体。这些附加样品的结合强度平均为3968psi(27.4MPa),范围从3259psi(22.5MPa)至4503psi(31.0MPa)。在所有这些附加的样品中,在多孔材料中、而不是沿着多孔材料与基体之间的结合分界面发生拉伸破坏。而且,这些样品的可视化检验显示了沿着结合分界面没有肉眼可见的热影响区。此外,这些样品的可视化检验显示了沿着电极分界面的微结构变化,但是以非常浅的、能够去除的深度(例如小于0.020英寸(0.5mm)的深度)变化。
尽管已经如具有示例性设计一样描述了本发明,然而本发明能够在本公开的精神和范围内进一步修改。本申请因此意在覆盖采用其一般原理的发明的改型、使用或改编。此外,本申请意在覆盖从本公开引申的、作为处于本发明所属技术领域中公知或惯用实践范围内并且落在所附权利要求的限制内的方案。
Claims (20)
1.一种制造整形假体的方法,其特征在于,所述方法包括如下步骤:
提供金属基体;
提供具有厚度的多孔金属层;
将多孔层抵靠基体定位以形成多孔层与基体之间的分界面;以及
将电流引导至多孔层与基体之间的分界面以将多孔层结合至基体同时保持多孔层的厚度。
2.根据权利要求1所述的方法,其特征在于X。
3.根据权利要求1所述的方法,其特征在于,引导步骤包括将多孔层与电极接触,电流从电极经过多孔层并且朝着基体行进。
4.根据权利要求1所述的方法,其特征在于,所述方法还包括施加焊接压力以将多孔层抵靠基体保持的步骤,其中焊接压力足够低以避免多孔层变形。
5.根据权利要求4所述的方法,其特征在于,焊接压力小于3000psi(20.7MPa)。
6.一种制造整形假体的方法,所述整形假体具有金属基体和多孔金属层,其特征在于,所述方法包括如下步骤:
将多孔层抵靠基体定位以形成多孔层与基体之间的分界面;以及
将脉冲电流引导至多孔层与基体之间的分界面以将多孔层结合至基体,脉冲电流包括至少第一脉冲和被冷却时间与第一脉冲分隔的第二脉冲。
7.根据权利要求6所述的方法,其特征在于,所述脉冲电流包括至少10个脉冲。
8.根据权利要求6所述的方法,其特征在于,引导步骤包括将脉冲电流的每个脉冲以至少75kA/in2(11.6kA/cm2)的电流密度引导至整形假体。
9.根据权利要求6所述的方法,其特征在于,所述冷却时间小于1秒。
10.根据权利要求6所述的方法,其特征在于,引导步骤在具有小于约10ppm的氧气浓度的受控大气中实施。
11.根据权利要求6所述的方法,其特征在于,引导步骤以2900psi(20.0MPa)或更大的拉伸强度将多孔层与基体结合在一起。
12.根据权利要求6所述的方法,其特征在于,所述方法还包括如下步骤:
在引导步骤期间对整形假体施加焊接压力;以及
在引导步骤之后对整型假体施加锻造压力。
13.根据权利要求12所述的方法,其特征在于,锻造压力低于焊接压力。
14.一种制造整型假体的方法,其特征在于,所述方法包括如下步骤:
提供金属基体;
提供具有网形表面的多孔金属层,多孔层的网形表面通过如下步骤形成:
提供具有外表面的多孔结构;
用金属对多孔结构的外表面涂覆以制造多孔层;以及
在涂覆步骤之后,不对外表面机械加工地保持外表面以达到网形表面;
将多孔层的网形表面抵靠基体定位以形成多孔层与基体之间的分界面;以及
将电流引导至多孔层与电极之间的分界面以将多孔层结合至基体。
15.根据权利要求14所述的方法,其特征在于,多孔层的网形表面相比多孔层经机械加工的表面具有与基体更少的接触。
16.根据权利要求14所述的方法,其特征在于,多孔层的网形表面相比多孔层经机械加工的表面实现了与基体更强的结合。
17.根据权利要求14所述的方法,其特征在于,多孔层结构包括网形的玻璃碳泡沫。
18.根据权利要求14所述的方法,其特征在于,涂覆步骤包括化学气相沉积步骤以用金属涂覆多孔结构的外表面以及用金属渗透多孔结构。
19.根据权利要求14所述的方法,其特征在于,引导步骤在具有小于约10ppm的氧气浓度的受控大气中实施。
20.一种用于制造整形假体的设备,所述整形假体具有金属基体和多孔金属层,其特征在于,所述设备包括:
壳体,所述壳体限定带有受控大气的腔室,所述腔室尺寸调整为接收整形假体;
控制器;
电源;以及
电极,所述电极构造成建立电源与整形假体之间的电通信,所述控制器将脉冲电流从电源引导至整形假体以将多孔层结合至基体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US41497810P | 2010-11-18 | 2010-11-18 | |
| US61/414,978 | 2010-11-18 | ||
| PCT/US2011/061454 WO2012068492A1 (en) | 2010-11-18 | 2011-11-18 | Resistance welding a porous metal layer to a metal substrate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103221000A true CN103221000A (zh) | 2013-07-24 |
Family
ID=45094796
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011800554219A Pending CN103221000A (zh) | 2010-11-18 | 2011-11-18 | 多孔金属层至金属基体的电阻焊接 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US9174297B2 (zh) |
| EP (1) | EP2640318B1 (zh) |
| CN (1) | CN103221000A (zh) |
| AU (1) | AU2011329690B2 (zh) |
| CA (1) | CA2818195C (zh) |
| WO (1) | WO2012068492A1 (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9174297B2 (en) | 2010-11-18 | 2015-11-03 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| US10427235B2 (en) | 2010-11-18 | 2019-10-01 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| CN110773854A (zh) * | 2019-12-30 | 2020-02-11 | 骄英医疗器械(上海)有限公司 | 一种用于制备多孔性表面结构和基底的连接结构的方法 |
| CN111084676A (zh) * | 2019-12-30 | 2020-05-01 | 骄英医疗器械(上海)有限公司 | 一种多孔性表面结构和基底的连接结构及制备装置 |
| CN111449806A (zh) * | 2019-12-30 | 2020-07-28 | 雅博尼西医疗科技(苏州)有限公司 | 多孔性表面结构和基底的连接结构、制备方法及假体 |
| WO2021135931A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种用于制备多孔性表面结构和基底的连接结构的方法 |
| WO2021135930A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种多孔性表面结构和基底的连接结构及制备装置 |
| WO2021135929A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种基于多孔性表面结构和基底的连接结构的假体 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009158318A1 (en) | 2008-06-27 | 2009-12-30 | Zimmer, Inc. | Acl accommodating tibial design |
| US8906108B2 (en) * | 2012-06-18 | 2014-12-09 | DePuy Synthes Products, LLC | Dual modulus hip stem and method of making the same |
| US9271839B2 (en) | 2013-03-14 | 2016-03-01 | DePuy Synthes Products, Inc. | Femoral component for an implantable hip prosthesis |
| US9757243B2 (en) | 2014-07-08 | 2017-09-12 | Zimmer, Inc. | Intercondylar component and fin attachment features for use in knee arthroplasty |
| US10912650B2 (en) * | 2014-07-16 | 2021-02-09 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate utilizing an intermediate element |
| US9788951B2 (en) | 2014-09-12 | 2017-10-17 | Zimmer, Inc. | Shapeable porous metal implant |
| JP6504134B2 (ja) * | 2016-08-26 | 2019-04-24 | マツダ株式会社 | 金属部材の接合装置及び接合方法 |
| CN111012551B (zh) * | 2019-12-30 | 2024-10-08 | 雅博尼西医疗科技(苏州)有限公司 | 一种基于多孔性表面结构和基底的连接结构的假体 |
| CN112618114A (zh) * | 2020-11-27 | 2021-04-09 | 北京市春立正达医疗器械股份有限公司 | 一种钽金属骨小梁股骨髁假体及膝关节置换体 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2215927A1 (zh) * | 1973-01-31 | 1974-08-30 | Louyot Comptoir Lyon Alemand | |
| US3852045A (en) * | 1972-08-14 | 1974-12-03 | Battelle Memorial Institute | Void metal composite material and method |
| US4660755A (en) * | 1985-09-09 | 1987-04-28 | Zimmer, Inc. | Method for constructing a surgical implant |
| US4829152A (en) * | 1987-11-16 | 1989-05-09 | Rostoker, Inc. | Method of resistance welding a porous body to a substrate |
| US6214049B1 (en) * | 1999-01-14 | 2001-04-10 | Comfort Biomedical, Inc. | Method and apparatus for augmentating osteointegration of prosthetic implant devices |
| CN101283936A (zh) * | 2008-05-29 | 2008-10-15 | 上海交通大学 | 局部网架结构人工关节假体及其制备方法 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4164794A (en) | 1977-04-14 | 1979-08-21 | Union Carbide Corporation | Prosthetic devices having coatings of selected porous bioengineering thermoplastics |
| GB8318483D0 (en) | 1983-07-08 | 1983-08-10 | Zimmer Deloro Surgical Ltd | Skeletal implants |
| US4636219A (en) * | 1985-12-05 | 1987-01-13 | Techmedica, Inc. | Prosthesis device fabrication |
| US5018285A (en) | 1987-08-24 | 1991-05-28 | Zimmer, Inc. | Method of constructing prosthetic implant with wrapped porous surface |
| US4990163A (en) | 1989-02-06 | 1991-02-05 | Trustees Of The University Of Pennsylvania | Method of depositing calcium phosphate cermamics for bone tissue calcification enhancement |
| US5074313A (en) | 1989-03-20 | 1991-12-24 | Cardiac Pacemakers, Inc. | Porous electrode with enhanced reactive surface |
| US5118400A (en) | 1990-01-29 | 1992-06-02 | Spire Corporation | Method of making biocompatible electrodes |
| US5282861A (en) | 1992-03-11 | 1994-02-01 | Ultramet | Open cell tantalum structures for cancellous bone implants and cell and tissue receptors |
| US5443510A (en) | 1993-04-06 | 1995-08-22 | Zimmer, Inc. | Porous coated implant and method of making same |
| US5504300A (en) * | 1994-04-18 | 1996-04-02 | Zimmer, Inc. | Orthopaedic implant and method of making same |
| US5947893A (en) | 1994-04-27 | 1999-09-07 | Board Of Regents, The University Of Texas System | Method of making a porous prothesis with biodegradable coatings |
| US5734959A (en) | 1995-10-12 | 1998-03-31 | Zimmer, Inc. | Method of making an orthopaedic implant having a porous surface using an organic binder |
| US5801104A (en) | 1995-10-24 | 1998-09-01 | Micron Technology, Inc. | Uniform dielectric film deposition on textured surfaces |
| JP3740858B2 (ja) * | 1997-09-16 | 2006-02-01 | マツダ株式会社 | 接合金属部材及び該部材の接合方法 |
| JP4173573B2 (ja) * | 1997-12-03 | 2008-10-29 | 株式会社ナノテム | 多孔質砥粒砥石の製造方法 |
| US6127596A (en) | 1998-01-23 | 2000-10-03 | Sulzer Orthopedics Inc. | Implantable orthopedic prosthesis having tissue attachment surface and method of manufacture |
| US6063442A (en) * | 1998-10-26 | 2000-05-16 | Implex Corporation | Bonding of porous materials to other materials utilizing chemical vapor deposition |
| US6395327B1 (en) | 1999-03-12 | 2002-05-28 | Zimmer, Inc. | Enhanced fatigue strength orthopaedic implant with porous coating and method of making same |
| US6945448B2 (en) | 2002-06-18 | 2005-09-20 | Zimmer Technology, Inc. | Method for attaching a porous metal layer to a metal substrate |
| US7918382B2 (en) | 2002-06-18 | 2011-04-05 | Zimmer Technology, Inc. | Method for attaching a porous metal layer to a metal substrate |
| DE60300277T2 (de) | 2002-11-08 | 2006-01-12 | Howmedica Osteonics Corp. | Lasererzeugte poröse Oberfläche |
| CA2583911A1 (en) | 2004-10-28 | 2006-05-11 | Microchips, Inc. | Orthopedic and dental implant devices providing controlled drug delivery |
| US8814567B2 (en) * | 2005-05-26 | 2014-08-26 | Zimmer Dental, Inc. | Dental implant prosthetic device with improved osseointegration and esthetic features |
| WO2007001624A2 (en) | 2005-06-28 | 2007-01-04 | Microchips, Inc. | Medical and dental implant devices for controlled drug delivery |
| US8496657B2 (en) | 2006-02-07 | 2013-07-30 | P Tech, Llc. | Methods for utilizing vibratory energy to weld, stake and/or remove implants |
| WO2007095549A2 (en) | 2006-02-13 | 2007-08-23 | Medtronic, Inc. | Medical devices having textured surfaces |
| NZ550531A (en) | 2006-10-12 | 2009-05-31 | Canterprise Ltd | A method of producing an implant with an improved bone growth surface |
| US8608049B2 (en) * | 2007-10-10 | 2013-12-17 | Zimmer, Inc. | Method for bonding a tantalum structure to a cobalt-alloy substrate |
| EP2198993B1 (en) * | 2008-12-19 | 2012-09-26 | EPoS S.r.L. | Sintering process and corresponding sintering system |
| US8383987B2 (en) * | 2009-09-25 | 2013-02-26 | Illinois Tool Works Inc. | Welding contact tips for pulse applications |
| US8602782B2 (en) | 2009-11-24 | 2013-12-10 | Zimmer Dental, Inc. | Porous implant device with improved core |
| US9174297B2 (en) | 2010-11-18 | 2015-11-03 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| US10427235B2 (en) | 2010-11-18 | 2019-10-01 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
-
2011
- 2011-11-18 US US13/300,151 patent/US9174297B2/en active Active
- 2011-11-18 EP EP11791389.7A patent/EP2640318B1/en active Active
- 2011-11-18 WO PCT/US2011/061454 patent/WO2012068492A1/en active Application Filing
- 2011-11-18 CN CN2011800554219A patent/CN103221000A/zh active Pending
- 2011-11-18 CA CA2818195A patent/CA2818195C/en active Active
- 2011-11-18 AU AU2011329690A patent/AU2011329690B2/en active Active
-
2014
- 2014-02-07 US US14/175,036 patent/US10537961B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3852045A (en) * | 1972-08-14 | 1974-12-03 | Battelle Memorial Institute | Void metal composite material and method |
| FR2215927A1 (zh) * | 1973-01-31 | 1974-08-30 | Louyot Comptoir Lyon Alemand | |
| US4660755A (en) * | 1985-09-09 | 1987-04-28 | Zimmer, Inc. | Method for constructing a surgical implant |
| US4829152A (en) * | 1987-11-16 | 1989-05-09 | Rostoker, Inc. | Method of resistance welding a porous body to a substrate |
| US6214049B1 (en) * | 1999-01-14 | 2001-04-10 | Comfort Biomedical, Inc. | Method and apparatus for augmentating osteointegration of prosthetic implant devices |
| CN101283936A (zh) * | 2008-05-29 | 2008-10-15 | 上海交通大学 | 局部网架结构人工关节假体及其制备方法 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9174297B2 (en) | 2010-11-18 | 2015-11-03 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| US10427235B2 (en) | 2010-11-18 | 2019-10-01 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| US10537961B2 (en) | 2010-11-18 | 2020-01-21 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| US11440118B2 (en) | 2010-11-18 | 2022-09-13 | Zimmer, Inc. | Resistance welding a porous metal layer to a metal substrate |
| WO2021135928A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 多孔性表面结构和基底的连接结构、制备方法及假体 |
| CN111449806A (zh) * | 2019-12-30 | 2020-07-28 | 雅博尼西医疗科技(苏州)有限公司 | 多孔性表面结构和基底的连接结构、制备方法及假体 |
| CN112237498A (zh) * | 2019-12-30 | 2021-01-19 | 雅博尼西医疗科技(苏州)有限公司 | 多孔性表面结构和基底的连接结构及其制备方法与假体 |
| CN112618109A (zh) * | 2019-12-30 | 2021-04-09 | 雅博尼西医疗科技(苏州)有限公司 | 带容纳空间的多孔性结构和基底的连接结构及其制作方法和假体 |
| CN111084676A (zh) * | 2019-12-30 | 2020-05-01 | 骄英医疗器械(上海)有限公司 | 一种多孔性表面结构和基底的连接结构及制备装置 |
| WO2021135925A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 可传感检测及装备药物的多孔复合连接结构、方法和假体 |
| WO2021135931A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种用于制备多孔性表面结构和基底的连接结构的方法 |
| WO2021135930A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种多孔性表面结构和基底的连接结构及制备装置 |
| WO2021135929A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 一种基于多孔性表面结构和基底的连接结构的假体 |
| WO2021135927A1 (zh) * | 2019-12-30 | 2021-07-08 | 骄英医疗器械(上海)有限公司 | 多孔性表面结构和基底的连接结构及其制备方法与假体 |
| TWI771843B (zh) * | 2019-12-30 | 2022-07-21 | 大陸商驕英醫療器械(上海)有限公司 | 多孔性表面結構和基底的連接結構及其製備方法與假體 |
| CN110773854A (zh) * | 2019-12-30 | 2020-02-11 | 骄英医疗器械(上海)有限公司 | 一种用于制备多孔性表面结构和基底的连接结构的方法 |
| CN111084676B (zh) * | 2019-12-30 | 2024-03-15 | 骄英医疗器械(上海)有限公司 | 一种多孔性表面结构和基底的连接结构及制备装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140151342A1 (en) | 2014-06-05 |
| EP2640318A1 (en) | 2013-09-25 |
| EP2640318B1 (en) | 2016-08-31 |
| US20120125896A1 (en) | 2012-05-24 |
| CA2818195C (en) | 2018-12-18 |
| US10537961B2 (en) | 2020-01-21 |
| AU2011329690B2 (en) | 2015-09-24 |
| AU2011329690A1 (en) | 2013-07-11 |
| WO2012068492A1 (en) | 2012-05-24 |
| CA2818195A1 (en) | 2012-05-24 |
| US9174297B2 (en) | 2015-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103221000A (zh) | 多孔金属层至金属基体的电阻焊接 | |
| EP3169278B1 (en) | Resistance welding a porous metal layer to a metal substrate utilizing an intermediate element | |
| US11440118B2 (en) | Resistance welding a porous metal layer to a metal substrate | |
| US7241313B2 (en) | Surgical implant | |
| US4829152A (en) | Method of resistance welding a porous body to a substrate | |
| EP1773418B1 (en) | Pulsed current sintering for surfaces of medical implants | |
| US7918382B2 (en) | Method for attaching a porous metal layer to a metal substrate | |
| EP0225838B1 (en) | Bone prosthesis device | |
| US8268383B2 (en) | Medical implant and production thereof | |
| JP2009526614A (ja) | 多孔性金属インプラントの形成方法および形成装置 | |
| WO2004078069A3 (en) | Process for manufacturing biomedical articles by infiltrating biocompatible metal alloys in porous matrices | |
| US20140010951A1 (en) | Porous metal implants made from custom manufactured substrates | |
| KR20130034283A (ko) | 다공성 임플란트의 제조방법 및 그로부터 제조된 다공성 임플란트 | |
| CN114717632B (zh) | 一种3d打印多孔表面钛合金的微弧氧化装置 | |
| AU2021365639A1 (en) | Systems and methods for selective laser sintering of silicon nitride and metal composites | |
| Fujii et al. | Fabrication of Artificial Intervertebral Spacer by Functionally Graded Zirconia | |
| JP2004267440A (ja) | 表面形状を制御した生体材料の作製方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130724 |