CN103161985A - Double-layer plastic hydrant main body and manufacturing method thereof - Google Patents
Double-layer plastic hydrant main body and manufacturing method thereof Download PDFInfo
- Publication number
- CN103161985A CN103161985A CN2013100789681A CN201310078968A CN103161985A CN 103161985 A CN103161985 A CN 103161985A CN 2013100789681 A CN2013100789681 A CN 2013100789681A CN 201310078968 A CN201310078968 A CN 201310078968A CN 103161985 A CN103161985 A CN 103161985A
- Authority
- CN
- China
- Prior art keywords
- main body
- water
- double
- plastics
- tap main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Domestic Plumbing Installations (AREA)
- Bathtubs, Showers, And Their Attachments (AREA)
Abstract
The invention discloses a double-layer plastic hydrant main body which is composed of a double-layer structure and is divided into an inner plastic part and an outer plastic part. The inner plastic part is composed of at least two parts, and the outer plastic part is in an integrated structure. The inner plastic part comprises a main body valve core seat in an integrated structure, a water inlet channel and a water outlet channel are formed in the main body valve core seat, the water inlet channel and the water outlet channel are respectively comprise a wide channel and a narrow channel, the wide channel and the narrow channel are communicated and form a bending shape or an included-angle shape, and the water inlet channel and the water outlet channel are not communicated. The double-layer plastic hydrant main body is easy to produce and install, processing is also convenient, the inner plastic part of the double-layer plastic hydrant main body is not in an integrated structure, the inner plastic part can be formed only a few of parts need to be spliced and installed, and the main body valve core structure can be made out only the partition-type parts are used for splicing to form the inner plastic part.
Description
Technical field
The present invention relates to a kind of structure and manufacture method thereof of double-layer plastic tap main body, relate in particular to a kind of double-layer structural tap main body and manufacture method thereof that adopts all-plastic manufacturing, harmless, the pollution-free impact in tap main body inside and do not exist corrosion to produce.
Background technique
Existing general water tap can be arranged on that bathroom or kitchen etc. are local uses, and water tap is connected with boiler or water heater and uses hot and cold water.
Usually water tap except tap main body and tap main body most of accessories and form (modulating valve, handle, cushion rubber, rubber cushion, connecting tubes etc.), the most parts of water tap are form preferably copper material and make with appearance, and this has just comprised that tap main body also adopts the copper material manufacturing.
But the tap main body that adopts the copper material casting to make can produce environmental pollution, the characteristic that casting manipulations exists also remains in impurity such as plumbago on main body in manufacture process, use when being contained in dwelling house, particularly being applied in can be to harmful when using on potable water.And the environment of copper material casting manipulations is abominable, and environmental problem can't be improved substantially.
In addition, after the tap main body casting was assembled into product, as installed has been used of a specified duration can produce the problem of seriously corroded, so produces hygienic issues.
When more seriously the tap main body made of brass material used hot water after installation, tap main body was fast owing to being heated, so the personages such as children or old man and handicapped people can easily scald when touching main body.
Therefore in addition, existing tap main body is single copper material integral structure, need to need to again make whole related mould when making similar this water tap product and produces huge expense.And the water channel of water tap is crooked or irregularly shaped often, when producing with mould, often need to use core as stuffing, during the demoulding, need constantly in type water tap to be overturn or utilize centrifugal force constantly water tap to be rotated, the core that is filled in water channel is deviate from, after core is deviate from, also to carry out polishing treatment to the inwall of water channel, both time-consuming, bother again, cost of production is high, inefficiency.
tap main body for the manufacturing of brass material exists many defectives, although existing people have invented a kind of tap main body that replaces copper material to make with plastic material, but the existing selected material of plastic tap main body of using generally has toxicity or insufficient strength, plastic tap main body is easily to break after the integral type of independent structure is used a period of time, and existing plastic faucet is that individual layer or bilayer are all the structures that adopts integral type, the plastic faucet of integral structure is to be made into crooked water channel or erose water channel, can only make and have straight-through water channel, the water tap that only possesses the sectional type structure could prepare and has crooked water channel or erose water channel, but the plastic faucet of prior art fails to make the water tap of sectional type due to the restriction of structure and technology, and the plastic faucet of this sectional type structure is still waiting exploitation.
Therefore, the defective of the tap main body that the applicant makes for above-mentioned copper tap main body or existing plastic material, invent a kind of double-layer plastic tap main body of all-plastic material, this double-layer plastic tap main body meets health that general tap main body uses, solve heat pass on cause the scald problem, improve the internal structure performance; Tap main body is for inner harmless, pollution-free impact and do not have the double-layer structural that corrodes generation.
Summary of the invention
Technical problem to be solved by this invention is the defective that overcomes prior art, the double-layer plastic tap main body that harmless, the pollution-free impact in a kind of inside is provided and does not exist corrosion to produce.
the present invention solves the technological scheme that its prior art problem adopts: a kind of double-layer plastic tap main body, formed by double layer construction, be divided into interior working of plastics and outer working of plastics, interior working of plastics is comprised of at least two parts, outer working of plastics is the integral type structure, described interior working of plastics includes the valve body core print seat of integral structure, be provided with intake tunnel and exhalant canal in the valve body core print seat, intake tunnel and exhalant canal include wide passage and narrow passage, the conducting identical with narrow passage of wide passage also forms bending or the angle shape, intake tunnel and exhalant canal are not connected relation.In being somebody's turn to do, each parts of working of plastics use mould to make separately, and each parts assembly combination aftershaping goes out the inside water flowing passage of labyrinth.This double-layer plastic tap main body is easy to produce and install, and processing is also convenient, and adopts the manufacturing of all-plastic material, and nontoxic pollution-free, outer working of plastics are take whole interior working of plastics as interior mold, whole interior plastic parts to be placed in outer working of plastics fully substantially; Whole tap main body good seal performance, antileaking.And the interior working of plastics of this double-layer plastic fire hose is not integral structure, is need to several parts amalgamations be installed to form interior working of plastics; Just can produce the above-mentioned interior plastic piece structure of mentioning when only becoming interior working of plastics with the parts assembly that adopts sectional type.
Further, described intake tunnel includes cold water intake tunnel and hot water intake tunnel, cold water intake tunnel and hot water intake tunnel all have wide passage and narrow passage, wide passage is ladder from feed-water end to be narrowed gradually, arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and the cross-section of narrow passage is the circular hole shape.The structural design of this intake tunnel meets the principle into water, and the structure of intake tunnel uniqueness can make the water inlet of double-layer plastic tap main body more efficient, and the structure of intake tunnel meets the structural requirement that the valve body core print seat is connected with miscellaneous part amalgamation installation.
Further, described exhalant canal is the circular hole shape for all wide passage and narrow passage, the cross-section of narrow passage being arranged, and arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and wide passage is ladder from the waterexit end and widens gradually.In like manner, the structural design of exhalant canal is consistent with theory and the principle of the structural design of above-mentioned intake tunnel.
Further, described interior working of plastics also includes water inlet member and water outlet part, water inlet member is to form the mixing water water inflow of integral structure with the valve body core print seat, and perhaps water inlet member is for to install respectively with the valve body core print seat hot water water inflow and the cold water water inflow that is connected; Water outlet part and mixing water water inflow or independent main part valve core case are installed and are connected.The number of each parts and structure be in response to the structure of each double-layer plastic water tap and application and different, the components number of interior working of plastics can be two, three, four or more than, but outer working of plastics is the structure member of an integral type.
Further, the connection of the installation between each parts of described interior working of plastics is installed fixing by inserting mode.Grafting between each parts is installed end face and also can be applied glue, and waterproof is leaked or seeped water.
Further, described valve body core print seat is provided with into the water recess, is respectively equipped with the water inlet socket that forms socket connection with the recess of intaking on hot water water inflow and cold water water inflow; Also be provided with the first water outlet recess on the valve body core print seat, water outlet part is provided with the first water outlet socket that forms socket connection with the first water outlet recess.
Further, described mixing water inflow is provided with the second water outlet recess, and water outlet part is provided with the second water outlet socket that forms socket connection with the second water outlet recess.
Further, described interior working of plastics adopts ABS and glass fibre jointly to be mixed.The mass percent of described ABS is 30%-90%, and the mass percent of glass fibre is 10%-70%.
The outer surface of aforesaid outer working of plastics is electroplate with one deck chromium, and chromium plating can make the appearance looks elegant of whole double-layer plastic tap main body and do certain protection.
The interior working of plastics that is comprised of several parts generally uses in the water tap of the cold/hot water of formula commonly used, is also the water tap that optimization is used, and this water tap is multiplex in the gondola water faucet or bathtub of shower cubicle.
In addition, according to the structure of above-mentioned tap main body, the invention still further relates to the manufacture method of this double-layer plastic tap main body, its manufacturing step is:
(1) mix each parts of working of plastics in rear injection moulding with raw material ABS and glass fibre, each parts of interior working of plastics are for being injection molded into separately a separate part; Adopt steel material as core during injection moulding, when depression, boss and the passage of each parts need to be injection molded into bend or when irregularly shaped, at least two cores be need to use and this depression, boss and passage filled as filler, during the demoulding, directly the core extraction is got final product, core uses when continuing as next product injection moulding; Select the main purpose of this material to be: in the situation that the intensity of working of plastics and toughness in guaranteeing, can with outer working of plastics ABS material height of formation automatic bonding, water-tight with regard to guaranteeing each parts of interior working of plastics joints like this; If interior plastic assembly adopts other materials, for example adopt metal or other types plastics, when water tap normally uses, changed by the conditions such as hot and cold water and weather, expanding with heat and contract with cold of water tap itself, will inevitably cause separating of interior plastic assembly and outer working of plastics, cause water tap seriously to shorten working life;
(2) each parts of the interior working of plastics after the injection moulding demoulding are inserted corresponding mounting point mutually, and mutually bonding with glue, prevent that the parts that produce when interior plastics are put into the secondary encapsulation die from dropping, and can prevent effectively that also leaking and seeping water from appearring in water tap in use simultaneously;
(3) the whole interior working of plastics that connection is good is put into molding machine and again carry out injection moulding with ABS plastic, the skin that injects integral type is the tap main body of ABS plastic wrapping inner layer plastics;
(4) electroplate one deck chromium at the outer surface of tap main body, complete the manufacturing of double-layer plastic tap main body.
The core that this double-layer plastic tap main body uses during fabrication is steel material, only needs a demoulding during demoulding, and each parts of interior working of plastics need not carry out secondary fine processing, but and the use of core secondary; And traditional copper tap main body can only use core as core, need to carry out the complicated operation of deviating to core during the demoulding, but also will carry out polishing treatment to the inner passage, and both having bothered also increases cost; And traditional plastic tap main body is because the structure that adopts integral type does not manufacture the effect structure of interior working of plastics of the present invention yet at all.
And this double-layer plastic tap main body also is widely used in application facet, and tap main body is generally to form water tap in conjunction with spool, handle, and water tap can be applicable to bathtub, shower flower sprayer, wash basin, washbowl, washes on nappy.
In sum, the double-layer plastic tap main body that utilizes the manufacture method of double-layer plastic tap main body of the present invention to produce is harmless, and the double-layer plastic tap main body adopts nontoxic pollution-free, heat insulation cut-out plastic materials preferably entirely.And this double-layer plastic tap main body uses dual injection moulding and is combined to form, and can reach to prevent corrosion, meets the Security of drinking-water, prevents from scalding and the freezing problems such as explosion that cause; The interior working of plastics of this double-layer plastic water tap only has the structure that adopts sectional type structure installation amalgamation just can make working of plastics in this, is integral type structure or integral type manufacturing as interior working of plastics, is the valve body core seat structure that can not make the present invention's protection; And, do not need secondary fine processing in this after each parts demoulding of working of plastics, save many operations and reduced cost of production.
Description of drawings
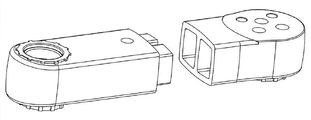
Fig. 1 is the schematic diagram of the double-layer plastic tap main body of the embodiment of the present invention 1;
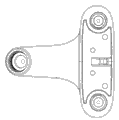
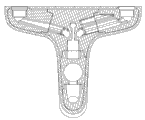
Fig. 2 is the plan view of the double-layer plastic tap main body of the embodiment of the present invention 1;
Fig. 3 is the worm's eye view of the double-layer plastic tap main body of the embodiment of the present invention 1;
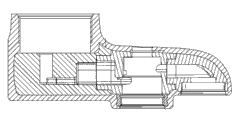
Fig. 4 is the sectional view of the double-layer plastic tap main body of the embodiment of the present invention 1;
Fig. 5 is the decomposing schematic representation of interior working of plastics of the double-layer plastic tap main body of the embodiment of the present invention 1;
Fig. 6 is the schematic diagram of the double-layer plastic tap main body of the embodiment of the present invention 2;
Fig. 7 is the plan view of the double-layer plastic tap main body of the embodiment of the present invention 2;
Fig. 8 is the worm's eye view of the double-layer plastic tap main body of the embodiment of the present invention 2;
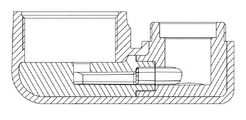
Fig. 9 is the sectional view of the double-layer plastic tap main body of the embodiment of the present invention 2;
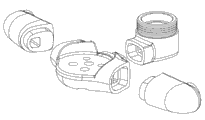
Figure 10 is the decomposing schematic representation of interior working of plastics of the double-layer plastic tap main body of the embodiment of the present invention 2;
Figure 11 is the schematic diagram that is applied in the double-layer plastic tap main body on shower head tap;
Figure 12 is the right elevation that is applied in the double-layer plastic tap main body on shower head tap;
Figure 13 is the sectional view that is applied in the double-layer plastic tap main body on shower head tap;
Figure 14 is another sectional view that is applied in the double-layer plastic tap main body on shower head tap;
Figure 15 is the exploded view that is applied in the interior working of plastics of the double-layer plastic tap main body on shower head tap;
Figure 16 is the schematic diagram that is applied in the double-layer plastic tap main body of washing on nappy;
Figure 17 is the worm's eye view that is applied in the double-layer plastic tap main body of washing on nappy;
Figure 18 is the plan view that is applied in the double-layer plastic tap main body of washing on nappy;
Figure 19 is the sectional view that is applied in the double-layer plastic tap main body of washing on nappy;
Figure 20 is the exploded view that is applied in the interior working of plastics of the double-layer plastic tap main body of washing on nappy;
Figure 21 is the schematic diagram that is applied in the double-layer plastic tap main body on bathtub;
Figure 22 is the plan view that is applied in the double-layer plastic tap main body on bathtub;
Figure 23 is the sectional view that is applied in the double-layer plastic tap main body on bathtub;
Figure 24 is another sectional view that is applied in the double-layer plastic tap main body on bathtub;
Figure 25 is the exploded view that is applied in the interior working of plastics of the double-layer plastic tap main body on bathtub.
Embodiment
the described a kind of double-layer plastic tap main body of the embodiment of the present invention 1, formed by double layer construction, be divided into interior working of plastics 1 and outer working of plastics 2, interior working of plastics is comprised of four parts, outer working of plastics is the integral type structure, described interior working of plastics includes the valve body core print seat 3 of integral structure, water outlet part 9, hot water water inflow 11 and cold water water inflow 12, be provided with intake tunnel and exhalant canal 5 in the valve body core print seat, intake tunnel and exhalant canal include wide passage and narrow passage, the conducting identical with narrow passage of wide passage also forms bending or the angle shape, intake tunnel and exhalant canal are not connected relation.This double-layer plastic tap main body is easy to produce and install, and processing is also convenient, and adopts the manufacturing of all-plastic material, and nontoxic pollution-free, outer working of plastics are take whole interior working of plastics as interior mold, whole interior plastic parts to be placed in outer working of plastics fully substantially; Whole tap main body good seal performance, antileaking.And the interior working of plastics of this double-layer plastic fire hose is not integral structure, is need to several parts amalgamations be installed to form interior working of plastics; Just can produce the above-mentioned valve body core seat structure of mentioning when only becoming interior working of plastics with the parts assembly that adopts sectional type.
Further, described intake tunnel includes cold water intake tunnel 6 and hot water intake tunnel 7, cold water intake tunnel and hot water intake tunnel all have wide passage and narrow passage, wide passage is ladder from feed-water end to be narrowed gradually, arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and the cross-section of narrow passage is the circular hole shape.The structural design of this intake tunnel meets the principle into water, and the structure of intake tunnel uniqueness can make the water inlet of double-layer plastic tap main body more efficient, and the structure of intake tunnel meets the structural requirement that the valve body core print seat is connected with miscellaneous part amalgamation installation.
Further, described exhalant canal is the circular hole shape for all wide passage and narrow passage, the cross-section of narrow passage being arranged, and arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and wide passage is ladder from the waterexit end and widens gradually.In like manner, the structural design of exhalant canal is consistent with theory and the principle of the structural design of above-mentioned intake tunnel.
Further, the connection of the installation between each parts of described interior working of plastics is installed fixing by inserting mode.Grafting between each parts is installed end face and also can be applied glue, and waterproof is leaked or seeped water.
Further, described valve body core print seat is provided with into water recess 13, is respectively equipped with the water inlet socket 14 that forms socket connection with the recess of intaking on hot water water inflow and cold water water inflow; Also be provided with the first water outlet recess 15 on the valve body core print seat, water outlet part is provided with the first water outlet socket 16 that forms socket connection with the first water outlet recess.
Further, described interior working of plastics adopts ABS and glass fibre jointly to be mixed.The mass percent of described ABS is 50%, and the mass percent of glass fibre is 50%.
The outer surface of aforesaid outer working of plastics is electroplate with one deck chromium, and chromium plating can make the appearance looks elegant of whole double-layer plastic tap main body and do certain protection.
In addition, according to the structure of above-mentioned tap main body, the invention still further relates to the manufacture method of this double-layer plastic tap main body, its manufacturing step is:
(1) mix each parts of working of plastics in rear injection moulding with raw material ABS and glass fibre, each parts of interior working of plastics are for being injection molded into separately a separate part; Adopt steel material as core during injection moulding, when depression, boss and the passage of each parts need to be injection molded into bend or when irregularly shaped, at least two cores be need to use and this depression, boss and passage filled as filler, during the demoulding, directly the core extraction is got final product, core uses when continuing as next product injection moulding;
(2) each parts of the interior working of plastics after the injection moulding demoulding are inserted corresponding mounting point mutually, and mutually bonding with glue, prevent from occurring leaking or seeping water when water tap from using;
(3) the whole interior working of plastics that connection is good is put into molding machine and again carry out injection moulding with ABS plastic, the skin that injects integral type is the tap main body of ABS plastic wrapping inner layer plastics;
(4) electroplate one deck chromium at the outer surface of tap main body, complete the manufacturing of double-layer plastic tap main body.
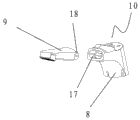
The present embodiment 2 is to change on embodiment 1 basis, be specially: as shown in Figure 4, the parts of interior working of plastics include water inlet member 8 and water outlet part 9, and water outlet part is the structure of integral type, and water inlet member is to form the mixing water water inflow 10 of integral structure with the valve body core print seat.
Further, described mixing water inflow is provided with the second water outlet recess 17, and water outlet part is provided with the second water outlet socket 18 that forms socket connection with the second water outlet recess.
In addition, the double-layer plastic tap main body is in application facet, also be widely used, this double-layer plastic tap main body is generally to form water tap in conjunction with spool, handle, water tap can be applicable to bathtub, shower flower sprayer, wash basin, washbowl, washes on nappy, as Fig. 1, Fig. 2, Fig. 3, Fig. 4, Fig. 5, Fig. 6, Fig. 7, Fig. 8, Fig. 9, Figure 10, Figure 11, Figure 12, Figure 13, Figure 14, Figure 15, Figure 16, Figure 17, Figure 18, Figure 19, Figure 20, Figure 21, Figure 22, Figure 23, Figure 24, shown in Figure 25.
The above is only preferred embodiment of the present invention, is not technology contents of the present invention is done any pro forma restriction.Every foundation technical spirit of the present invention all still belongs in the scope of technological scheme of the present invention any simple modification, equivalent variations and modification that above embodiment does.
Claims (10)
1. double-layer plastic tap main body, formed by double layer construction, be divided into interior working of plastics (1) and outer working of plastics (2), interior working of plastics is comprised of at least two parts, outer working of plastics is the integral type structure, it is characterized in that: described interior working of plastics includes the valve body core print seat (3) of integral structure, be provided with intake tunnel and exhalant canal (5) in the valve body core print seat, intake tunnel and exhalant canal include wide passage and narrow passage, the conducting identical with narrow passage of wide passage also forms bending or the angle shape, intake tunnel and exhalant canal are not connected relation.
2. double-layer plastic tap main body according to claim 1, it is characterized in that: described intake tunnel includes cold water intake tunnel (6) and hot water intake tunnel (7), cold water intake tunnel and hot water intake tunnel all have wide passage and narrow passage, wide passage is ladder from feed-water end to be narrowed gradually, arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and the cross-section of narrow passage is the circular hole shape.
3. double-layer plastic tap main body according to claim 1, it is characterized in that: described exhalant canal is for all having wide passage and narrow passage, the cross-section of narrow passage is the circular hole shape, arbitrary section bore of the passage that narrow passage relative aperture is wide is all little, and wide passage is ladder from the waterexit end and widens gradually.
4. according to claim 2 or 3 described double-layer plastic tap main bodies, it is characterized in that: described interior working of plastics also includes water inlet member (8) and water outlet part (9), water inlet member is to form the mixing water water inflow (10) of integral structure with the valve body core print seat, and perhaps water inlet member is for to install respectively with the valve body core print seat hot water water inflow (11) and the cold water water inflow (12) that is connected; Water outlet part and mixing water water inflow or independent main part valve core case are installed and are connected.
5. double-layer plastic tap main body according to claim 4 is characterized in that: the installation between each parts of described interior working of plastics connects to install by inserting mode to be fixed.
6. double-layer plastic tap main body according to claim 5, it is characterized in that: described valve body core print seat is provided with into water recess (13), is respectively equipped with the water inlet socket (14) that forms socket connection with the recess of intaking on hot water water inflow and cold water water inflow; Also be provided with the first water outlet recess (15) on the valve body core print seat, water outlet part is provided with the first water outlet socket (16) that forms socket connection with the first water outlet recess.
7. double-layer plastic tap main body according to claim 5, it is characterized in that: described mixing water inflow is provided with the second water outlet recess (17), and water outlet part is provided with the second water outlet socket (18) that forms socket connection with the second water outlet recess.
8. double-layer plastic tap main body according to claim 1 is characterized in that: described interior working of plastics adopts ABS and glass fibre jointly to be mixed.
9. double-layer plastic tap main body according to claim 8, it is characterized in that: the mass percent of described ABS is 30%-90%, the mass percent of glass fibre is 10%-70%.
10. the manufacture method of a double-layer plastic tap main body, it is characterized in that: the manufacturing step of tap main body is:
(1) mix each parts of working of plastics in rear injection moulding with raw material ABS and glass fibre, each parts of interior working of plastics are for being injection molded into separately a separate part; Adopt steel material as core during injection moulding, when depression, boss and the passage of each parts need to be injection molded into bend or when irregularly shaped, at least two cores be need to use and this depression, boss and passage filled as filler, during the demoulding, directly the core extraction is got final product, core uses when continuing as next product injection moulding;
(2) each parts of the interior working of plastics after the injection moulding demoulding are inserted corresponding mounting point mutually, and mutually bonding with glue, prevent from occurring leaking or seeping water when water tap from using;
(3) the whole interior working of plastics that connection is good is put into molding machine and again carry out injection moulding with ABS plastic, the skin that injects integral type is the tap main body of ABS plastic wrapping inner layer plastics;
(4) electroplate one deck chromium at the outer surface of tap main body, complete the manufacturing of double-layer plastic tap main body.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310078968.1A CN103161985B (en) | 2013-03-13 | 2013-03-13 | Double-layer plastic hydrant main body and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310078968.1A CN103161985B (en) | 2013-03-13 | 2013-03-13 | Double-layer plastic hydrant main body and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103161985A true CN103161985A (en) | 2013-06-19 |
| CN103161985B CN103161985B (en) | 2015-04-01 |
Family
ID=48585329
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310078968.1A Active CN103161985B (en) | 2013-03-13 | 2013-03-13 | Double-layer plastic hydrant main body and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103161985B (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104295757A (en) * | 2014-10-29 | 2015-01-21 | 阳雷鸣 | Split type faucet |
| CN104696551A (en) * | 2014-06-05 | 2015-06-10 | Jcl产业 | Manufacturing method of faucet |
| CN104875353A (en) * | 2015-05-26 | 2015-09-02 | 倚兰(北京)环保净化工程设备有限公司 | Production method for environment-friendly wholly-plastic quick-connection faucet of water purification equipment |
| CN105987212A (en) * | 2015-03-04 | 2016-10-05 | 浙江拓真洁具有限公司 | Bathroom faucet |
| WO2018099002A1 (en) * | 2016-11-30 | 2018-06-07 | 佛山市顺德区美的饮水机制造有限公司 | Water purifier, faucet and manufacturing method therefor |
| CN108327156A (en) * | 2017-01-20 | 2018-07-27 | 合肥杰事杰新材料股份有限公司 | A kind of preparation method of the fiber reinforced thermolplastic composite material of metal-like |
| CN108825815A (en) * | 2018-07-27 | 2018-11-16 | 权泰荣 | A kind of inside and outside integrative forms cold and hot plastic tap and its production technology |
| CN109237097A (en) * | 2018-10-24 | 2019-01-18 | 权泰荣 | A kind of three layers of injection molding faucet |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001090131A (en) * | 1999-09-22 | 2001-04-03 | Toto Ltd | Automatic faucet |
| CN101216124A (en) * | 2008-01-14 | 2008-07-09 | 吴兵 | Plastic tap and its manufacture method |
| CN201310655Y (en) * | 2008-11-10 | 2009-09-16 | 开平市惠尔佳五金制品有限公司 | Plastic faucets |
| CN102213336A (en) * | 2011-05-24 | 2011-10-12 | 开平韩洋卫浴有限公司 | Main body of faucet, manufacturing method of main body of faucet and application thereof |
| CN203272931U (en) * | 2013-03-13 | 2013-11-06 | 开平韩洋卫浴有限公司 | Double-layered plastic tap body |
-
2013
- 2013-03-13 CN CN201310078968.1A patent/CN103161985B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001090131A (en) * | 1999-09-22 | 2001-04-03 | Toto Ltd | Automatic faucet |
| CN101216124A (en) * | 2008-01-14 | 2008-07-09 | 吴兵 | Plastic tap and its manufacture method |
| CN201310655Y (en) * | 2008-11-10 | 2009-09-16 | 开平市惠尔佳五金制品有限公司 | Plastic faucets |
| CN102213336A (en) * | 2011-05-24 | 2011-10-12 | 开平韩洋卫浴有限公司 | Main body of faucet, manufacturing method of main body of faucet and application thereof |
| CN203272931U (en) * | 2013-03-13 | 2013-11-06 | 开平韩洋卫浴有限公司 | Double-layered plastic tap body |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104696551A (en) * | 2014-06-05 | 2015-06-10 | Jcl产业 | Manufacturing method of faucet |
| CN104696551B (en) * | 2014-06-05 | 2016-08-17 | Jcl产业 | Tap gold utensil manufacture method |
| CN104295757A (en) * | 2014-10-29 | 2015-01-21 | 阳雷鸣 | Split type faucet |
| CN105987212A (en) * | 2015-03-04 | 2016-10-05 | 浙江拓真洁具有限公司 | Bathroom faucet |
| CN105987212B (en) * | 2015-03-04 | 2018-04-03 | 浙江拓真洁具有限公司 | Bathroom faucet |
| CN104875353A (en) * | 2015-05-26 | 2015-09-02 | 倚兰(北京)环保净化工程设备有限公司 | Production method for environment-friendly wholly-plastic quick-connection faucet of water purification equipment |
| WO2018099002A1 (en) * | 2016-11-30 | 2018-06-07 | 佛山市顺德区美的饮水机制造有限公司 | Water purifier, faucet and manufacturing method therefor |
| CN108327156A (en) * | 2017-01-20 | 2018-07-27 | 合肥杰事杰新材料股份有限公司 | A kind of preparation method of the fiber reinforced thermolplastic composite material of metal-like |
| CN108825815A (en) * | 2018-07-27 | 2018-11-16 | 权泰荣 | A kind of inside and outside integrative forms cold and hot plastic tap and its production technology |
| CN109237097A (en) * | 2018-10-24 | 2019-01-18 | 权泰荣 | A kind of three layers of injection molding faucet |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103161985B (en) | 2015-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103161985B (en) | Double-layer plastic hydrant main body and manufacturing method thereof | |
| US20190226186A1 (en) | Injection-molded faucet body and method for manufacturing same | |
| CN106065965B (en) | A kind of tap main body of injection molding and preparation method thereof | |
| CN1786529A (en) | Plastic water tap and its mfg. method | |
| CN102213336A (en) | Main body of faucet, manufacturing method of main body of faucet and application thereof | |
| CN203272931U (en) | Double-layered plastic tap body | |
| CN101403441A (en) | Plastic water tap and its production method | |
| CN202228758U (en) | Environment-friendly anti-scald faucet with combined body | |
| CN207229860U (en) | Injection casing tap | |
| CN201090787Y (en) | Stainless steel water tap special for constant temperature bathtub | |
| CN201723778U (en) | Environment-friendly mixed water tap | |
| KR20110134673A (en) | A faucet made with plastic material | |
| CN202109058U (en) | Water faucet main body | |
| KR102056054B1 (en) | Injection faucet | |
| CN204627039U (en) | A kind of integral vacuum toilet | |
| CN204692689U (en) | A kind of split type constant-temperature tap | |
| CN2818969Y (en) | Plastic water tap | |
| CN206001153U (en) | With the metal interior tooth water pipe head for facilitating equipotential line to connect | |
| CN204226781U (en) | A kind of structure of novel plastic water tap | |
| CN205857814U (en) | A kind of assembled toilet | |
| CN201310655Y (en) | Plastic faucets | |
| KR200448064Y1 (en) | Joint structure for faucet of washstand | |
| KR102054007B1 (en) | a manufacturing method for injection faucet | |
| CN202646844U (en) | Faucet structure with internally-arranged hose | |
| CN111870162B (en) | Concealed shower system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |