CN102950190A - Production method of sheet metal parts - Google Patents
Production method of sheet metal parts Download PDFInfo
- Publication number
- CN102950190A CN102950190A CN2011102459704A CN201110245970A CN102950190A CN 102950190 A CN102950190 A CN 102950190A CN 2011102459704 A CN2011102459704 A CN 2011102459704A CN 201110245970 A CN201110245970 A CN 201110245970A CN 102950190 A CN102950190 A CN 102950190A
- Authority
- CN
- China
- Prior art keywords
- sheet metal
- metal part
- circular hole
- round hole
- production method
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Punching Or Piercing (AREA)
Abstract
The invention discloses a production method of sheet metal parts. The production method includes the steps: A, pre-punching a sheet metal part to make a round hole; B, placing the sheet metal part between an upper die and a lower die for embossing; and C, broaching the pre-punched round hole until the round hole of the sheet metal part meets the required diameter after embossing. The diameter of the pre-punched round hole is smaller than the required diameter of the round hole of the sheet metal part. The production method has the advantages that embossing is simple, die production is simple and fast, and size precision of finished products is guaranteed by broaching after parts positioning and upper die guiding through the pre-punched round hole during embossing.
Description
Technical field
The present invention relates to mechanical manufacturing field, relate in particular to a kind of manufacture method of sheet metal part.
Background technology
In the production of sheet metal part, we usually can run into a kind of raising structure (as shown in Figures 1 and 2), and the central authorities of described raising structure are provided with circular port, make this kind raising structure and usually adopt a kind of raising low-cost die (as shown in Figure 3).In daily production process, people are general, and size is made with the hole according to the rules first, and then put into the mould raising, yet, the defective that it is found that this kind manufacture method is: described circular hole is sometimes because raising size and depth relation has widening in various degree, higher to the circular hole dimension precision requirement such as part itself, will affect the assembling of this part.
Therefore, be necessary to provide a kind of manufacture method of the sheet metal part that solves the problems of the technologies described above.
Summary of the invention
Technical problem to be solved by this invention is: a kind of manufacture method that improves the sheet metal part of Product Precision is provided.
For solving the problems of the technologies described above, the technical solution used in the present invention is: a kind of manufacture method of sheet metal part, the steps include: A) pre-punching one circular hole on sheet metal part at first, this diameter dimension that rushes in advance circular hole is less than the desired diameter dimension of the circular hole of sheet metal part, B) then sheet metal part is positioned over and carries out raising between patrix and the counterdie, C) raising is complete carries out reaming to the desired diameter dimension of the circular hole of sheet metal part afterwards to rushing in advance circular hole.
The invention has the beneficial effects as follows: adopt above-mentioned manufacture method, the raising low-cost die is made simple and fast, comes locating element and correcting patrix with rushing in advance circular hole in the raising, and reaming can guarantee the dimensional accuracy of final products again.
Description of drawings
Fig. 1 is the front view of sheet metal part.
Fig. 2 is the sectional view of sheet metal part.
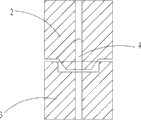
Fig. 3 is the structural representation of raising low-cost die.
Among Fig. 1 to Fig. 3: 100, sheet metal part, 1, circular hole, 2, patrix, 3, counterdie, 4, pin.
The specific embodiment
See also Fig. 1 to Fig. 3, a kind of manufacture method of sheet metal part 100, the steps include: A) pre-punching one circular hole on sheet metal part 100 at first, this rushes the diameter dimension of circular hole in advance less than the circular hole 1 desired diameter dimension of sheet metal part 100, B) then sheet metal part 100 is positioned between patrix 2 and the counterdie 3 and carries out raising, C) raising is complete carries out reaming to the circular hole 1 desired diameter dimension of sheet metal part afterwards to rushing in advance circular hole.Locate by pin 4 between described sheet metal part 100 and patrix 2, the counterdie 3.
The advantage of this kind manufacture method is: the raising low-cost die is made simple and fast, comes locating element and correcting patrix with rushing in advance circular hole in the raising, and reaming can guarantee the dimensional accuracy of final products again.
Claims (2)
1. the manufacture method of a sheet metal part, the steps include: A) pre-punching one circular hole on sheet metal part at first, this diameter dimension that rushes in advance circular hole is less than the desired diameter dimension of the circular hole of sheet metal part, B) then sheet metal part is positioned over and carries out raising between patrix and the counterdie, C) raising is complete carries out reaming to the desired diameter dimension of the circular hole of sheet metal part afterwards to rushing in advance circular hole.
2. the manufacture method of a kind of sheet metal part as claimed in claim 1 is characterized in that: between described sheet metal part and the upper die and lower die by finger setting.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011102459704A CN102950190A (en) | 2011-08-25 | 2011-08-25 | Production method of sheet metal parts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011102459704A CN102950190A (en) | 2011-08-25 | 2011-08-25 | Production method of sheet metal parts |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102950190A true CN102950190A (en) | 2013-03-06 |
Family
ID=47759907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011102459704A Pending CN102950190A (en) | 2011-08-25 | 2011-08-25 | Production method of sheet metal parts |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102950190A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106345877A (en) * | 2015-07-23 | 2017-01-25 | 苏州元璋精工科技股份有限公司 | Sheet metal part convex hull making process and special mold |
| CN108405774A (en) * | 2018-05-14 | 2018-08-17 | 四川长虹空调有限公司 | Metal plate thin material connection flange hole forming method and flanging bore semi-finished product structure |
| CN108817200A (en) * | 2018-06-21 | 2018-11-16 | 无锡臻致精工科技有限公司 | Improve the processing method and application of hole expansibility |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003245730A (en) * | 2002-02-22 | 2003-09-02 | Honda Kogyo Kk | Method for forming metal component with cylindrical flange |
| JP2005138111A (en) * | 2003-11-04 | 2005-06-02 | Nippon Steel Corp | Method and equipment for hot press forming of steel sheet |
| CN201179541Y (en) * | 2008-04-29 | 2009-01-14 | 天津理工大学 | Stage-mould feeding precision positioning apparatus employing guide hole two-stage eyelet work |
| US20090121442A1 (en) * | 2005-12-16 | 2009-05-14 | Yasufumi Uozumi | Method of manufacturing ring-shaped member, backup ring and seal structure for fuel injection valve |
| CN101618413A (en) * | 2009-07-27 | 2010-01-06 | 江苏银河电子股份有限公司 | Raising method for thin metal sheet |
| CN201755617U (en) * | 2010-07-20 | 2011-03-09 | 苏州神本精密机械有限公司 | Cover stamping device |
| CN201832902U (en) * | 2010-05-21 | 2011-05-18 | 安徽汇精模具研发科技有限公司 | Convex beating mold for bimetal support stamping workpiece |
-
2011
- 2011-08-25 CN CN2011102459704A patent/CN102950190A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003245730A (en) * | 2002-02-22 | 2003-09-02 | Honda Kogyo Kk | Method for forming metal component with cylindrical flange |
| JP2005138111A (en) * | 2003-11-04 | 2005-06-02 | Nippon Steel Corp | Method and equipment for hot press forming of steel sheet |
| US20090121442A1 (en) * | 2005-12-16 | 2009-05-14 | Yasufumi Uozumi | Method of manufacturing ring-shaped member, backup ring and seal structure for fuel injection valve |
| CN201179541Y (en) * | 2008-04-29 | 2009-01-14 | 天津理工大学 | Stage-mould feeding precision positioning apparatus employing guide hole two-stage eyelet work |
| CN101618413A (en) * | 2009-07-27 | 2010-01-06 | 江苏银河电子股份有限公司 | Raising method for thin metal sheet |
| CN201832902U (en) * | 2010-05-21 | 2011-05-18 | 安徽汇精模具研发科技有限公司 | Convex beating mold for bimetal support stamping workpiece |
| CN201755617U (en) * | 2010-07-20 | 2011-03-09 | 苏州神本精密机械有限公司 | Cover stamping device |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106345877A (en) * | 2015-07-23 | 2017-01-25 | 苏州元璋精工科技股份有限公司 | Sheet metal part convex hull making process and special mold |
| CN108405774A (en) * | 2018-05-14 | 2018-08-17 | 四川长虹空调有限公司 | Metal plate thin material connection flange hole forming method and flanging bore semi-finished product structure |
| CN108817200A (en) * | 2018-06-21 | 2018-11-16 | 无锡臻致精工科技有限公司 | Improve the processing method and application of hole expansibility |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102430642A (en) | Molding process of progressive die of high temperature alloy sheet metal component with high flanging hole | |
| CN202180146U (en) | Stamping die | |
| CN103978083A (en) | Forming method and forming tool for hinge plate parts | |
| CN102950190A (en) | Production method of sheet metal parts | |
| CN103612402A (en) | Screwed hole possessed embedded part positioning method | |
| CN102615176A (en) | Novel outer covering component positioning method | |
| CN101811159B (en) | Punching method of tube hole set and stamping die thereof | |
| CN202606644U (en) | Piercing die for thermally calibrating speed change gears | |
| CN203830478U (en) | Hinge circle-rolling forming tool | |
| CN103934341A (en) | Metal plate stamping method | |
| CN203253810U (en) | Die for stamping and bending of spring gasket | |
| CN102610981A (en) | Positioning and press-fit composite die | |
| CN103658485A (en) | Valve core forging die | |
| CN103599992B (en) | A kind of ear's diameter-reducing formation mould of steering yoke and assembly method thereof | |
| CN202893950U (en) | Trimming die for automobile beam bracket | |
| CN202861110U (en) | High-precise blanking stamping structure | |
| CN201832936U (en) | Locomotive deformed spring hook die | |
| CN204308125U (en) | A kind of automobile shift fork cold straight die | |
| CN203636890U (en) | Automatic error correction device for die cutting piece producing mold | |
| CN204414231U (en) | A kind of point apparatus processed for aviation wing molding horizontal survey point | |
| CN202894167U (en) | Valve core forging die | |
| CN203649120U (en) | Pipe symmetrical hole punching device | |
| CN202984388U (en) | New technical structure for punching forming positioning boss | |
| CN203253809U (en) | Die for bending machining of spring gasket | |
| CN206953166U (en) | A kind of mould for FPC punch dies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130306 |