CN103658485A - Valve core forging die - Google Patents
Valve core forging die Download PDFInfo
- Publication number
- CN103658485A CN103658485A CN201210365125.5A CN201210365125A CN103658485A CN 103658485 A CN103658485 A CN 103658485A CN 201210365125 A CN201210365125 A CN 201210365125A CN 103658485 A CN103658485 A CN 103658485A
- Authority
- CN
- China
- Prior art keywords
- forging die
- valve plate
- spool
- forging
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Forging (AREA)
Abstract
The invention provides a valve core forging die which can guarantee the quality of a valve core and is high in production efficiency. The valve core forging die comprises a valve plate and two core shafts on the two sides of the valve plate. The valve core forging die is composed of two half forging dies and provided with a valve plate cavity which is composed of two half concave portions in the two half forging dies and corresponds to the valve plate. A core shaft cavity corresponding to one core shaft is formed in each side of the valve plate cavity and composed of half circles on the two half forging dies.
Description
Technical field
This technology relates to a kind of forging die, specifically, is a kind of for forging and pressing the forging die of spool.
Background technology
Spool comprises valve plate and is positioned at two mandrels of valve plate both sides.Because valve core structure is more special, conventional casting method was produced in the past, but the spool inner air vent casting out is many, and quality is difficult to guarantee, and working (machining) efficiency is low, and subsequent machining technology is cumbersome.
Summary of the invention
The object of this technology is to provide and a kind ofly can guarantees spool quality, the spool forging die that production efficiency is high.
This spool forging die, described spool comprises valve plate and is positioned at two mandrels of valve plate both sides, spool forging die is comprised of upper and lower two and half forging dies, described spool forging die has of being comprised of half recess on two and half forging dies and the corresponding valve plate of valve plate chamber, in the both sides in valve plate chamber, respectively have one and the corresponding mandrel of mandrel chamber, mandrel chamber is comprised of two and half forging die upper semi-circles.
The beneficial effect of this technology: during use, blank is put into valve plate chamber and mandrel chamber, by the matched moulds of two and half forging dies, can forge the spool that profile meets the demands substantially, can obtain again the spool of symbol for dimensioning requirement through simple machined to this spool.This forging die production efficiency is high, and the spool qualification rate of producing is high.
Above-mentioned spool forging die, two and half forging die structures are identical.
Accompanying drawing explanation
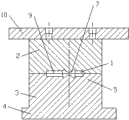
Fig. 1 is the front view of spool forging die.
Fig. 2 is the top view of spool forging die.
Fig. 3 is the left view of spool forging die.
Fig. 4 is the front view of second forging die.
Fig. 5 is the top view of second forging die.
Fig. 6 is the left view of second forging die.
The specific embodiment
Referring to the spool forging die shown in Fig. 1-3, second forging die 3 that comprise portable plate 10, base plate 4, be fixed on first forging die 2 on portable plate, is fixed on base plate forms.First forging die 2, second forging die 3 structures are identical, have formed a complete forging die 5.Referring to Fig. 4-6, forging die 5 has the valve plate 11 corresponding valve plate chambeies 7 of of being comprised of half recess 6 on two and half forging dies and spool 1, in the both sides in valve plate chamber, respectively have the mandrel 12 corresponding mandrel chambeies 9 with spool 1, mandrel chamber is comprised of the semicircle 8 on two and half forging dies.The valve plate of the spool in spool forging die forging is level.
Claims (2)
1. spool forging die, described spool comprises valve plate and is positioned at two mandrels of valve plate both sides, it is characterized in that: spool forging die is comprised of upper and lower two and half forging dies, described spool forging die has of being comprised of half recess on two and half forging dies and the corresponding valve plate of valve plate chamber, in the both sides in valve plate chamber, respectively have one and the corresponding mandrel of mandrel chamber, mandrel chamber is comprised of two and half forging die upper semi-circles.
2. spool forging die as claimed in claim 1, is characterized in that: two and half forging die structures are identical.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210365125.5A CN103658485A (en) | 2012-09-26 | 2012-09-26 | Valve core forging die |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210365125.5A CN103658485A (en) | 2012-09-26 | 2012-09-26 | Valve core forging die |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN103658485A true CN103658485A (en) | 2014-03-26 |
Family
ID=50297948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210365125.5A Pending CN103658485A (en) | 2012-09-26 | 2012-09-26 | Valve core forging die |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103658485A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105114654A (en) * | 2015-07-24 | 2015-12-02 | 苏州市鑫渭阀门有限公司 | Rod-carried ball valve core and manufacturing method thereof |
| CN107186139A (en) * | 2017-07-21 | 2017-09-22 | 贵州航天新力铸锻有限责任公司 | The H profile steel manufacture method of nuclear fusion stack magnet support |
| CN107214283A (en) * | 2017-07-21 | 2017-09-29 | 贵州航天新力铸锻有限责任公司 | The H profile steel manufacture mould of nuclear fusion stack magnet support |
-
2012
- 2012-09-26 CN CN201210365125.5A patent/CN103658485A/en active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105114654A (en) * | 2015-07-24 | 2015-12-02 | 苏州市鑫渭阀门有限公司 | Rod-carried ball valve core and manufacturing method thereof |
| CN107186139A (en) * | 2017-07-21 | 2017-09-22 | 贵州航天新力铸锻有限责任公司 | The H profile steel manufacture method of nuclear fusion stack magnet support |
| CN107214283A (en) * | 2017-07-21 | 2017-09-29 | 贵州航天新力铸锻有限责任公司 | The H profile steel manufacture mould of nuclear fusion stack magnet support |
| CN107186139B (en) * | 2017-07-21 | 2018-09-18 | 贵州航天新力铸锻有限责任公司 | The H profile steel manufacturing method of nuclear fusion stack magnet support |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101298090B (en) | Electrical machinery pole shoe accurate cold forging forming technique | |
| RU173848U1 (en) | Device for stamping monowheels | |
| CN104289599A (en) | Wireframe punching and shaping die | |
| CN104368692A (en) | Sleeve edge rolling die | |
| CN103658485A (en) | Valve core forging die | |
| CN103600005A (en) | Machine-shaping method of rocker arm frame | |
| CN203862944U (en) | Semi-closed machining die for forming automobile three-legged flange in composite extrusion mode | |
| CN102873237A (en) | T-shaped forge piece blank-manufacturing processing technology and device thereof | |
| CN202894167U (en) | Valve core forging die | |
| CN203862837U (en) | Stamping die for circular tube connector | |
| CN203711731U (en) | Closed extrusion finish forging forming die for cam shaft | |
| CN103182445B (en) | A kind of Automobile rear end panel part die | |
| CN104438844A (en) | Bending die with swing male dies | |
| CN202894166U (en) | Valve core forging die | |
| CN204603053U (en) | The seal oil circle Correction Die that a kind of bearing uses | |
| CN204565028U (en) | Two flange forge piece forming combination die | |
| CN204365938U (en) | A kind of cold upsetting die of car manufacturing automobile outer-hexagonal ball stud | |
| CN103056224A (en) | Multi-row deep drawing progressive die of thermostat part | |
| CN202861110U (en) | High-precise blanking stamping structure | |
| RU2011140145A (en) | METHOD AND DEVICE FOR STAMPING BLADES | |
| CN103658484A (en) | Valve element forging die | |
| CN104338858A (en) | Hardware part stamping die | |
| CN202343703U (en) | Punching die | |
| CN202387901U (en) | Combined type upset head die | |
| CN104624903A (en) | Output gear shaft rotary forging mold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20140326 |