CN102886722A - 一种双头光滑螺旋曲面数控抛光加工方法及装置 - Google Patents
一种双头光滑螺旋曲面数控抛光加工方法及装置 Download PDFInfo
- Publication number
- CN102886722A CN102886722A CN 201210316011 CN201210316011A CN102886722A CN 102886722 A CN102886722 A CN 102886722A CN 201210316011 CN201210316011 CN 201210316011 CN 201210316011 A CN201210316011 A CN 201210316011A CN 102886722 A CN102886722 A CN 102886722A
- Authority
- CN
- China
- Prior art keywords
- abrasive band
- polishing
- numerical control
- abrasive
- driving wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 73
- 238000000034 method Methods 0.000 title abstract description 14
- 230000001681 protective effect Effects 0.000 claims abstract description 8
- 238000003672 processing method Methods 0.000 claims description 8
- 238000009434 installation Methods 0.000 claims description 3
- 230000001360 synchronised effect Effects 0.000 claims description 3
- 238000003754 machining Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 230000009975 flexible effect Effects 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 230000007812 deficiency Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
Images

Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
一种光滑螺旋曲面数控抛光加工方法及装置,包括步骤如下:1、抛光;2、第一砂带抬起不参与抛光,而后第二砂带继续向前抛光;3、当运动了第一砂带和第二砂带之间的距离时,第二砂带下落,第一砂带和第二砂带又同时进行抛光;4、往复进行抛光,直至完成。加工装置包括两组抛光单元、两组异步电动机、左磨头、右磨头、液压缸、伺服电动机、防护罩和床鞍;其中每组抛光单元包括主动轮、第一砂带、第二砂带、小带轮和导向轮;本发明的优点:通过采用光滑螺旋曲面数控抛光加工方法及装置,突出特点是加工精度高,设定后加工自动完成,加工效率高,抛光工件廓型精度高,工作环境好。
Description
技术领域:
本发明属于机械加工技术领域,特别涉及一种光滑螺旋曲面数控抛光加工方法及装置。
背景技术:
对于螺杆的抛光工序,目前大多采用抛光机床抛光和手动抛光两大类,传统的抛光机床主要用于简单表面的抛光工作,如对平面、圆柱面、球面等简单表面的抛光,而对于曲面类零件,之前则主要采用手动抛光的方式,手动抛光的方式是在机床上使用砂带进行抛光,抛光过程是通过让工件旋转,抛光头沿工件表面往复移动,通过人工控制砂带抛光的预压量方式来控制抛光的正压力,导致抛光工件廓型精度低、抛光效率低及工作环境差等问题。
发明内容:
针对现有技术存在的不足,本发明提供一种一种光滑螺旋曲面数控抛光加工方法及装置,利用该装置对光滑螺旋曲面进行抛光。
本发明技术方案是这样实现的:本发明采用的加工装置包括两组抛光单元、两组异步电动机、左磨头、右磨头、液压缸、伺服电动机、防护罩和床鞍;其中每组抛光单元包括主动轮、第一砂带、第二砂带、小带轮和导向轮;
该装置的连接是:左磨头和右磨头分别位于床鞍下端两侧,对称安装,在左磨头和右磨头内分别安装抛光单元,抛光单元中主动轮下方固定两个小带轮,主动轮和两个小带轮通过砂带连接,形成三角形状,在主动轮的正下方安装导向轮;异步电动机与主动轮同轴连接,伺服电动机安装在床鞍上端两侧,液压缸位于床鞍上,防护罩位于床鞍中间。
采用上述加工装置进行加工的方法包括步骤如下:
步骤1、抛光,第一砂带和第二砂带之间的距离调整为螺杆螺距的整数倍,第一砂带和第二砂带做同步的X、Z和A方向的联动;
步骤2、当第一砂带抛光运动到工件的一端时,第一砂带抬起不参与抛光,而后第二砂带继续向前抛光;
步骤3、当第二砂带也运动到工件的这一端时,第一砂带返回抛光,当运动了第一砂带和第二砂带之间的距离时,第二砂带下落,第一砂带和第二砂带又同时进行抛光;
步骤4、往复进行抛光,直至完成。
第一砂带和第二砂带的包络抛光运动过程:主动轮驱动第一砂带和第二砂带旋转,形成第一砂带和第二砂带在磨削区域的磨削主运动;第一砂带和第二砂带沿工件进行径向、轴向 运动、绕径向轴摆动和旋转运动。
抛光时,螺杆工件做旋转转动,与此同时第一砂带和第二砂带随着工件形面的高低做径向运动,第一砂带和第二砂带随工件螺旋角的变化摆动以及做轴向插补运动,形成了四轴联动包络光滑螺旋曲面的数控抛光运动。
第一砂带和第二砂带包络抛光光滑螺旋曲面的轨迹及主要参数设计:第一砂带和第二砂带在未与工件接触时,与径向轴相交的点定义为基点;在抛光运动过程当中,机床数控系统只能控制这一基点的运动轨迹,由于第一砂带和第二砂带弹性的作用,第一砂带和第二砂带与工件表面的实际抛光点与基点不一致,抛光点是由基点牵引砂带而形成的。
本发明的优点:通过采用光滑螺旋曲面数控抛光加工方法及装置,突出特点是加工精度高,设定后加工自动完成,加工效率高,抛光工件廓型精度高,工作环境好。
附图说明:
图1本发明一种光滑螺旋曲面数控抛光加工装置结构原理图;
图2本发明一种光滑螺旋曲面数控抛光加工装置侧视图
图3本发明一种光滑螺旋曲面数控抛光加工方法原理图;
图中:1、床鞍,2、主动轮,3、导向轮,4、小带轮,5、防护罩,6、伺服电动机,7、液压缸,8、右磨头,9、左磨头,10、异步电动机,11、第一砂带,12、第二砂带.
具体实施方式:
本发明一种光滑螺旋曲面数控抛光加工方法及装置结合实施例和附图加以说明。
本发明采用的加工装置如图1所示,包括两组抛光单元、两组异步电动机10、左磨头9、右磨头8、液压缸7、伺服电动机6、防护罩5和床鞍1;其中每组抛光单元包括主动轮2、第一砂带11、第二砂带12、小带轮4和导向轮3;
该装置的连接是:左磨头9和右磨头8分别位于床鞍1下端两侧,对称安装,在左磨头9和右磨头8内分别安装抛光单元,抛光单元中主动轮2下方固定两个小带轮4,主动轮2和两个小带轮4通过砂带连接,形成三角形状,在主动轮2的正下方安装导向轮3;异步电动机10与主动轮2同轴连接,伺服电动机6安装在床鞍1上端两侧,液压缸7位于床鞍1上,防护罩5位于床鞍1中间。
采用上述加工装置进行加工的方法包括步骤如下:
步骤1、抛光时,第一砂带和第二砂带之间的距离调整为螺杆螺距的整数倍,第一砂带和第二砂带做同步的X、Z和A方向的联动;
步骤2、当第一砂带抛光运动到螺杆的一端时,第一砂带抬起不参与抛光,而后第二砂带继续向前抛光;
步骤3、当第二砂带也运动到工件的这一端时,第一砂带返回抛光,当运动了第一砂带和第二砂带之间的距离时,第二砂带下落,第一砂带和第二砂带又同时进行抛光;
步骤4、往复进行抛光,直至完成。
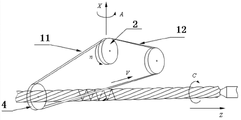
砂带的包络抛光运动过程如图3所示,在图中主动轮驱动砂带旋转,形成第一砂带和第二砂带在磨削区域的磨削主运动V;第一砂带和第二砂带沿工件的径向和轴向运动分别为X和Z,第一砂带和第二砂带绕X轴的摆动为A,工件的旋转运动为C。
抛光时,螺杆工件做转动C,与此同时第一砂带和第二砂带随着工件形面的高低做径向X向的运动,第一砂带和第二砂带随工件螺旋角的变化摆动A以及做轴向Z的插补运动,这样就形成了X、Z、A、C的四轴联动包络光滑螺旋曲面的数控抛光运动。
第一砂带和第二砂带包络抛光光滑螺旋曲面的轨迹及主要参数设计:第一砂带和第二砂带在未与工件接触时,与X轴相交的点定义为基点。在抛光运动过程当中,机床数控系统只能控制这一基点的运动轨迹。由于第一砂带和第二砂带弹性的作用,第一砂带和第二砂带与工件表面的实际抛光点与基点不一致,抛光点是由基点牵引砂带而形成的。
Claims (2)
1.一种光滑螺旋曲面数控抛光加工方法,其特征在于:包括如下步骤:
步骤1、抛光,第一砂带和第二砂带之间的距离调整为螺杆螺距的整数倍,第一砂带和第二砂带做同步的X、Z和A方向的联动;
步骤2、当第一砂带抛光运动到工件的一端时,第一砂带抬起不参与抛光,而后第二砂带继续向前抛光;
步骤3、当第二砂带也运动到工件的这一端时,第一砂带返回抛光,当运动了第一砂带和第二砂带之间的距离时,第二砂带下落,第一砂带和第二砂带又同时进行抛光;
步骤4、往复进行抛光,直至完成。
2.权利要求1所述的光滑螺旋曲面数控抛光加工方法采用的加工装置,其特征在于:包括两组抛光单元、两组异步电动机、左磨头、右磨头、液压缸、伺服电动机、防护罩和床鞍;其中每组抛光单元包括主动轮、第一砂带、第二砂带、小带轮和导向轮;
该装置的连接是:左磨头和右磨头分别位于床鞍下端两侧,对称安装,在左磨头和右磨头内分别安装一组抛光单元,抛光单元中主动轮下方固定两个小带轮,主动轮和两个小带轮通过砂带连接,形成三角形状,在主动轮的正下方安装导向轮;异步电动机与主动轮同轴连接,伺服电动机安装在床鞍上端两侧,液压缸位于床鞍上,防护罩位于床鞍中间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201210316011 CN102886722A (zh) | 2012-08-30 | 2012-08-30 | 一种双头光滑螺旋曲面数控抛光加工方法及装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201210316011 CN102886722A (zh) | 2012-08-30 | 2012-08-30 | 一种双头光滑螺旋曲面数控抛光加工方法及装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102886722A true CN102886722A (zh) | 2013-01-23 |
Family
ID=47530506
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201210316011 Pending CN102886722A (zh) | 2012-08-30 | 2012-08-30 | 一种双头光滑螺旋曲面数控抛光加工方法及装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102886722A (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103659537A (zh) * | 2013-06-08 | 2014-03-26 | 成都天磐科技有限责任公司 | 气动控制打磨机 |
| CN112548818A (zh) * | 2020-11-12 | 2021-03-26 | 南京利泽智能科技有限公司 | 低应力纵向抛光装置及其抛光方法 |
| CN117086647A (zh) * | 2023-09-01 | 2023-11-21 | 浙江精盾科技股份有限公司 | 一种车铣复合专用电机转子自动加工装置 |
-
2012
- 2012-08-30 CN CN 201210316011 patent/CN102886722A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103659537A (zh) * | 2013-06-08 | 2014-03-26 | 成都天磐科技有限责任公司 | 气动控制打磨机 |
| CN112548818A (zh) * | 2020-11-12 | 2021-03-26 | 南京利泽智能科技有限公司 | 低应力纵向抛光装置及其抛光方法 |
| CN117086647A (zh) * | 2023-09-01 | 2023-11-21 | 浙江精盾科技股份有限公司 | 一种车铣复合专用电机转子自动加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102689263B (zh) | 多拖板双主轴对称式磨削加工中心 | |
| CN102744448B (zh) | 双动力头螺旋桨专用数控加工机床及加工方法 | |
| CN100488721C (zh) | 具有曲面适应性的叶片抛磨光整加工机床 | |
| CN203003659U (zh) | 一种关于球阀中球体与阀座配研加工的机床 | |
| CN108908124B (zh) | 一种圆弧金刚石砂轮离线修整装置及其修整方法 | |
| CN102019571A (zh) | 复杂曲面自适应磨抛加工机床 | |
| CN103659535A (zh) | 一种工件的表面加工系统 | |
| CN103128647A (zh) | 一种关于球阀中球体与阀座配研加工的机床 | |
| CN103991034A (zh) | 一种能自动修整砂轮的磨床及其修砂方法 | |
| CN201881150U (zh) | 非球面眼镜片数控车铣复合机床 | |
| CN203019226U (zh) | 一种数控螺杆转子磨床用砂轮修型装置 | |
| CN101767314B (zh) | 轴承外套圈滚道磨削加工使用的砂轮修整方法 | |
| CN202185813U (zh) | 双端磨轴五轴磨削中心 | |
| CN201559111U (zh) | 一种适用于凸轮轴多工位复合磨削的数控磨床 | |
| CN201405249Y (zh) | 卧式数控双头定子曲线磨床 | |
| CN101513726A (zh) | 一种随动磨削方法及其数控装置 | |
| CN203371374U (zh) | 一种小型回转体抛光机 | |
| CN202240853U (zh) | 应用于多维空间曲型面七轴数控自动抛磨机 | |
| CN102886722A (zh) | 一种双头光滑螺旋曲面数控抛光加工方法及装置 | |
| CN104551976A (zh) | 一种多功能自适应球阀研磨机 | |
| CN203197714U (zh) | 回转支承加工专用数控磨床 | |
| CN203804738U (zh) | 一种工件的表面加工系统 | |
| CN101125412A (zh) | 一种盘类零件端面槽的磨削方法 | |
| CN203779323U (zh) | 一种能自动修整砂轮的磨床 | |
| CN206140218U (zh) | 一种高效双端面磨床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20130123 |