CN102699264A - 一种400mw级燃机发电机离心风扇的整锻加工方法 - Google Patents
一种400mw级燃机发电机离心风扇的整锻加工方法 Download PDFInfo
- Publication number
- CN102699264A CN102699264A CN2012101805901A CN201210180590A CN102699264A CN 102699264 A CN102699264 A CN 102699264A CN 2012101805901 A CN2012101805901 A CN 2012101805901A CN 201210180590 A CN201210180590 A CN 201210180590A CN 102699264 A CN102699264 A CN 102699264A
- Authority
- CN
- China
- Prior art keywords
- forging
- processing method
- centrifugal fan
- piece
- insulation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003672 processing method Methods 0.000 title claims abstract description 14
- 238000005242 forging Methods 0.000 claims abstract description 52
- 238000000034 method Methods 0.000 claims abstract description 14
- 238000009413 insulation Methods 0.000 claims description 18
- 238000001816 cooling Methods 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000010792 warming Methods 0.000 claims description 12
- 229910000831 Steel Inorganic materials 0.000 claims description 8
- 239000000446 fuel Substances 0.000 claims description 8
- 238000010248 power generation Methods 0.000 claims description 8
- 239000010959 steel Substances 0.000 claims description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 8
- 238000005204 segregation Methods 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims description 3
- 238000005496 tempering Methods 0.000 claims description 3
- 238000012360 testing method Methods 0.000 claims description 3
- 238000003754 machining Methods 0.000 abstract description 5
- 238000005516 engineering process Methods 0.000 abstract description 4
- 230000001427 coherent effect Effects 0.000 abstract description 2
- 230000007797 corrosion Effects 0.000 abstract description 2
- 238000005260 corrosion Methods 0.000 abstract description 2
- 239000013078 crystal Substances 0.000 abstract description 2
- 238000005266 casting Methods 0.000 abstract 2
- 238000003466 welding Methods 0.000 abstract 2
- 230000007547 defect Effects 0.000 abstract 1
- 230000008520 organization Effects 0.000 abstract 1
- 238000005520 cutting process Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 241001075561 Fioria Species 0.000 description 1
- 244000188472 Ilex paraguariensis Species 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 208000034189 Sclerosis Diseases 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images

Landscapes
- Forging (AREA)
Abstract
本发明涉及锻造技术及机加工领域,具体涉及一种400MW级燃机发电机离心风扇的整锻加工方法,其特征在于:所述方法采用整锻加工风扇取代铸件或锻焊结构,其优点是:整锻加工与铸件、锻焊结构相比锻件消除了内部缺陷,产生了连贯一致的金相组织,保证了优异的性能,在应力和晶体内腐蚀问题严重的地方,锻件都能够保证较长的使用寿命和无故障服务。
Description
技术领域
本发明涉及锻造及机加工技术领域,具体涉及一种400MW级燃机发电机离心风扇的整锻加工方法。
背景技术
目前对于离心风扇产品如果需要整锻加工成型,其技术要求对力学性能指标不仅室温冲击大于140J,而且抗拉强度和屈服强度不完全匹配。其次叶片扭曲度大、整体流道孔深、相邻叶片间距狭窄,给机加工成型带来诸多难题。因此要获得符合技术要求的产品具有很大的难度,采用传统的加工工艺及设备根本无法满足要求。具体技术难点如下:
1、室温冲击要求大于140J,以往大量的数据显示,此种材料的环形锻件,在类似强度水平下,很难满足Akv≥140 J;
2、强度范围太窄,抗拉强度与屈服强度不完全匹配。按照经验计算,抗拉强度要达到910-980MPa,屈服强度需要820-900MPa才能满足;
3、按外来图纸要求,需要考核外圈切向性能,而且需要考核内圈径向性能。对这样的环形锻件,径向试样的性能难以保证。而且径向试样只够加工成短拉棒,长短拉棒产生的差异也是未知的。
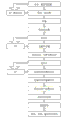
4、该风扇圆周上均布十五个叶片,叶间通道较窄,且上下封闭;进气口轴向较宽,周向较窄,出气口轴向较窄,周向较宽,加工受到轮盖和相邻叶片遮挡的限制,极易产生刀位干涉,刀轴矢量约束较多,从而使刀具悬伸比较长。从三维模型(图一)中可以看出,叶片在空间中有明显的扭角,形成弯扭的叶间流道,因此常规设备及刀具无法加工到流道的所有部位,从而叶片背部某一区域成为了加工盲区。
5、风扇的相邻叶片间的流道为实心体,且风扇的材料为25Cr2Ni4MoV, 其塑性大、摩擦系数较小、切削时刀具磨损加剧,不易断削,故切削性能较差。加上型腔的加工区域小,冷却效果差,加工中易产生表面硬化,同时刀具过长后刚性差,给加工带来不少困难。
发明内容
本发明的目的是根据上述现有技术的不足之处,提供一种400MW级燃机发电机离心风扇的整锻加工方法,该方法在通过优化热处理工艺、精加工环节来制造符合400MW级燃机发电机中技术要求的离心风扇。
本发明的实现由以下技术方案完成:
一种400MW级燃机发电机离心风扇的整锻加工方法,其特征在于:所述方法采用整锻加工方法加工所述风扇,具体采用如下步骤:
(a) 整体锻造出有足够的切除量的钢锭,所述钢锭经镦锻后进行中心部分的热冲孔、滚圆,去除钢锭中心偏析、保证所述锻件圆周的金属流线;
(b) 对步骤(a)中的锻件进行锻后热处理并进行第一道粗加工至性能热处理要求尺寸;
(c) 对步骤(b)中的所述锻件进行性能热处理,所述性能热处理包括淬火和回火,其步骤为:将所述锻件升温至600℃保温2h,之后升至850℃保温5 h,再空冷至200℃,再升温至600℃保温2 h,后升至850保温3 h,再水冷至100℃以下,然后升温至400℃保温5 h,再升温至660℃保温5 h,最后空冷;
(d) 对步骤(c)中的所述锻件进行其残余应力及力学性能的测试,合格后依次进行第二道粗加工和精加工;
(e) 对步骤(d)中的成品进行检验。
将所述锻件从出炉至冷却池的吊运时间控制在1分45秒以内;所述锻件入水后,将所述冷却池内的水泵全部打开,所述锻件在所述冷却池的水槽中循环往复运动,并且控制出水后工件温度在100℃以下,其中冷却过程中水温升高值控制在2℃内。
所述第一道粗加工保证所述的性能热处理时的淬透量覆盖所述锻件。
本发明的优点是:用整锻加工风扇取代铸件或锻焊结构,整锻加工与铸件、锻焊结构相比锻件消除了内部缺陷,产生了连贯一致的金相组织,保证了优异的性能。在应力和晶体内腐蚀问题严重的地方,锻件都能够保证较长的使用寿命和无故障服务。
附图说明
图1为本发明的工艺流程图;
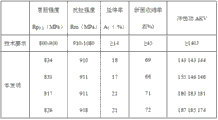
图2为本发明的力学性能表一;
图3是本发明的力学性能表二。
具体实施方式
以下结合附图通过实施例对本发明特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解:
实施例:本实施例的加工生产过程如下:
1、锻造
本实施例的产品对力学性能指标不仅室温冲击大于140J,而且抗拉强度和屈服强度不完全匹配,因此在锻造工艺和制造流程方面需尽量考虑性能的合格率。为此,在锻造前钢锭应有足够的切除量,以保证锻件无缩孔和减少偏析,并在5000T油压机上采用适当的锻造比进行整体锻制,确保锻件整个截面得到充分锻透以及锻件得到合适的锻造显微组织。在锻制过程中锻件经镦锻后进行中心部分热冲孔、滚圆,以去除钢锭中心偏析和保证锻件圆周的金属流线。
2、锻后热处理及第一道粗加工
在完成常规的锻后热处理后将锻件粗加工至性能热处理要求尺寸。
3、性能热处理及理化性能处理
实际热处理之前,先多次模拟淬火过程,协调各个细节,寻求最佳吊运路线,缩短吊运时间,保证了实际吊运时间在1分45秒以内;工件入水后,为保证冷却速度,将水槽水泵全部打开,工件在水槽中循环往复运动,并严格控制出水后工件温度。经过性能热处理及理化性能处理后的锻件实测力学性如图2、3所示。
性能热处理包括淬火和回火,其步骤为:将所述锻件升温至600℃保温2h,之后升至850℃保温5 h,再空冷至200℃,再升温至600℃保温2 h,后升至850保温3 h,再水冷至100℃以下,然后升温至400℃保温5 h,再升温至660℃保温5 h,最后空冷。
4、残余应力、力学性能测试
5、机加工
首先由于本实施例所制造的离心风扇叶间通道较窄,且上下封闭;进气口轴向较宽,周向较窄,出气口轴向较窄,周向较宽,加工受到轮盖和相邻叶片遮挡的限制,极易产生刀位干涉,因此在正式机加工之前采用了仿真加工软件进行刀轴矢量及可能存在的刀具干涉点的计算。经计算得到流道孔位置离夹具的最长长度为600mm,且可入刀具的直径为20mm。针对加工区域小、型腔深,加工易产生震刀,且冷却不理想,并着重考虑加工盲区的消除,故采用特制加长防震可循环冷却刀杆,得以解决了流道孔内加工盲区及刀具悬深比过大而产生刀具刚性降低的大问题,并考虑到目前数控刀具切削效率低、刀片寿命短,所以选用了复合涂层刀片。
本实施例中的机加工分为粗加工及精加工两个部分,具体包括以下步骤:
1)五轴联动机床粗加工
加工特点:从离心风扇的出气边留0.3mm粗加工至300mm深。考虑先打孔后铣削,使加工进气口时方便排削。工装采用地盘夹具,使工件离开工作台足够距离,防止机床铣头碰撞工作台,以及装夹更加方便快捷,消除加工装夹干涉。
2)五轴联动机床流道粗加工
加工特点:从离心风扇的进气边留0.3mm粗加工至240mm深。工装时采用底座夹具。
3)五轴联动机床外型精加工
加工特点:采用加长防震刀杆将流道内剩余单边0.3mm余量切除至图纸要求尺寸,每次进刀量为0.05mm。工装时采用底座夹具。
4)数控立车外型精加工
采用1.6M数控立车将本实施例的离心风扇外形加工至最终图纸要求。
6、成品检验
本实施例制造的成品的叶片由定制卡板进行检验,由于铁芯比较笨重,检验时有颇多不便。故特制两件木芯,经三维检测完后其中一件分解成五块,交检验时所用。当外型检验完之后采用磁粉探伤,保证其内部无加工中造成的损伤。
Claims (3)
1.一种400MW级燃机发电机离心风扇的整锻加工方法,其特征在于:所述方法采用整锻加工方法加工所述风扇,具体采用如下步骤:
(a)整体锻造出有足够的切除量的钢锭,所述钢锭经镦锻后进行中心部分的热冲孔、滚圆,去除钢锭中心偏析、保证所述锻件圆周的金属流线;
(b)对步骤(a)中的锻件进行锻后热处理并进行第一道粗加工至性能热处理要求尺寸;
(c)对步骤(b)中的所述锻件进行性能热处理,所述性能热处理包括淬火和回火,其步骤为:将所述锻件升温至600℃保温2h,之后升至850℃保温5 h,再空冷至200℃,再升温至600℃保温2 h,后升至850保温3 h,再水冷至100℃以下,然后升温至400℃保温5 h,再升温至660℃保温5 h,最后空冷;
(d)对步骤(c)中的所述锻件进行其残余应力及力学性能的测试,合格后依次进行第二道粗加工和精加工;
(e)对步骤(d)中的成品进行检验。
2.根据权利要求1所述的一种400MW级燃机发电机离心风扇的整锻加工方法,其特征在于:将所述锻件从出炉至冷却池的吊运时间控制在1分45秒以内;所述锻件入水后,将所述冷却池内的水泵全部打开,所述锻件在所述冷却池的水槽中循环往复运动,并且控制出水后工件温度在100℃以下,其中冷却过程中水温升高值控制在2℃内。
3.根据权利要求1所述的一种400MW级燃机发电机离心风扇的整锻加工方法,其特征在于:所述第一道粗加工保证所述的性能热处理时的淬透量覆盖所述锻件。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210180590.1A CN102699264B (zh) | 2012-06-04 | 2012-06-04 | 一种400mw级燃机发电机离心风扇的整锻加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210180590.1A CN102699264B (zh) | 2012-06-04 | 2012-06-04 | 一种400mw级燃机发电机离心风扇的整锻加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102699264A true CN102699264A (zh) | 2012-10-03 |
| CN102699264B CN102699264B (zh) | 2014-12-31 |
Family
ID=46892482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210180590.1A Active CN102699264B (zh) | 2012-06-04 | 2012-06-04 | 一种400mw级燃机发电机离心风扇的整锻加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102699264B (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103305673A (zh) * | 2013-07-01 | 2013-09-18 | 江阴市恒业锻造有限公司 | 细晶粒35CrNi3MoV钢大型锻坯的制造方法 |
| CN103468887A (zh) * | 2013-08-02 | 2013-12-25 | 浙江吉利汽车研究院有限公司 | 合金钢的锻后热处理方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1422307A1 (en) * | 2002-11-12 | 2004-05-26 | General Electric Company | Method for fabricating an article of an alpha-beta titanium alloy by forging |
| US7481898B2 (en) * | 2003-10-24 | 2009-01-27 | General Electric Company | Method for fabricating a thick Ti64 alloy article to have a higher surface yield and tensile strengths and a lower centerline yield and tensile strengths |
| CN101592131A (zh) * | 2009-06-19 | 2009-12-02 | 张家港海陆环形锻件有限公司 | 风电设备用回转支承环环锻件及其制造方法 |
| CN101764334A (zh) * | 2010-01-12 | 2010-06-30 | 上海昌强电站配件有限公司 | 一种集电环风扇的模锻方法 |
| CN101787419A (zh) * | 2009-12-25 | 2010-07-28 | 中原特钢股份有限公司 | 一种aisi4340钢锻件的热处理工艺 |
| CN102029347A (zh) * | 2010-12-29 | 2011-04-27 | 中原特钢股份有限公司 | 海洋钻井平台用齿轮轴锻件的制造方法 |
| CN102294431A (zh) * | 2011-08-30 | 2011-12-28 | 上海宏钢电站设备铸锻有限公司 | F级燃气轮机静叶环毛坯锻件的制造方法 |
-
2012
- 2012-06-04 CN CN201210180590.1A patent/CN102699264B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1422307A1 (en) * | 2002-11-12 | 2004-05-26 | General Electric Company | Method for fabricating an article of an alpha-beta titanium alloy by forging |
| US7481898B2 (en) * | 2003-10-24 | 2009-01-27 | General Electric Company | Method for fabricating a thick Ti64 alloy article to have a higher surface yield and tensile strengths and a lower centerline yield and tensile strengths |
| CN101592131A (zh) * | 2009-06-19 | 2009-12-02 | 张家港海陆环形锻件有限公司 | 风电设备用回转支承环环锻件及其制造方法 |
| CN101787419A (zh) * | 2009-12-25 | 2010-07-28 | 中原特钢股份有限公司 | 一种aisi4340钢锻件的热处理工艺 |
| CN101764334A (zh) * | 2010-01-12 | 2010-06-30 | 上海昌强电站配件有限公司 | 一种集电环风扇的模锻方法 |
| CN102029347A (zh) * | 2010-12-29 | 2011-04-27 | 中原特钢股份有限公司 | 海洋钻井平台用齿轮轴锻件的制造方法 |
| CN102294431A (zh) * | 2011-08-30 | 2011-12-28 | 上海宏钢电站设备铸锻有限公司 | F级燃气轮机静叶环毛坯锻件的制造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103305673A (zh) * | 2013-07-01 | 2013-09-18 | 江阴市恒业锻造有限公司 | 细晶粒35CrNi3MoV钢大型锻坯的制造方法 |
| CN103305673B (zh) * | 2013-07-01 | 2015-05-13 | 江阴市恒业锻造有限公司 | 细晶粒35CrNi3MoV钢大型锻坯的制造方法 |
| CN103468887A (zh) * | 2013-08-02 | 2013-12-25 | 浙江吉利汽车研究院有限公司 | 合金钢的锻后热处理方法 |
| CN103468887B (zh) * | 2013-08-02 | 2017-05-31 | 浙江吉利汽车研究院有限公司 | 合金钢的锻后热处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102699264B (zh) | 2014-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Denkena et al. | Engine blade regeneration: a literature review on common technologies in terms of machining | |
| US20210039194A1 (en) | Method of manufacturing a component of a rotary machine and component manufactured using said method | |
| CN108588498B (zh) | 一种镍基梯度材料及选区激光熔化法制备镍基梯度材料的方法 | |
| US11752553B2 (en) | Method for manufacturing or for repairing a component of a rotary machine as well as a component manufactured or repaired using such a method | |
| US4536932A (en) | Method for eliminating low cycle fatigue cracking in integrally bladed disks | |
| CN110090914B (zh) | 反应堆压力容器筒体法兰接管段整体锻造成型方法 | |
| US11370013B2 (en) | Method for spin forming lipskins | |
| CN103418991B (zh) | 大型双相不锈钢叶轮的加工工艺 | |
| CN110551955A (zh) | 一种降低gh4169合金大尺寸盘锻件内部残余应力的方法 | |
| RU2659515C2 (ru) | Способ и устройство для изготовления лопастей турбин | |
| CN110614364A (zh) | 一种大型薄壁环形内腔复杂结构机匣类零件制造方法 | |
| JP6350919B2 (ja) | リング圧延用素材の製造方法 | |
| CN103056627B (zh) | 高精度闭式叶盘成型方法 | |
| CN108443450B (zh) | 一种液力偶合器用转子的生产方法 | |
| CN102699264B (zh) | 一种400mw级燃机发电机离心风扇的整锻加工方法 | |
| CN115301873A (zh) | 一种gh4169d合金整体叶盘制件近净成形锻造工艺 | |
| Kafle et al. | A review on casting technology with the prospects on its application for hydro turbines | |
| CN105562613B (zh) | 一种航空发动机多孔层板发散冷却涡轮叶片陶瓷型芯一次成型的方法 | |
| CN108202204B (zh) | 陶瓷型芯高温高压脱芯设备用高耐蚀料桶旋压成形方法 | |
| CN106583845A (zh) | 一种用金钢石铰刀加工铸件孔工艺 | |
| Hanus | Heavy steel casting components for power plants' mega-components' made of high Cr-steels | |
| McBean | Manufacturing technologies for key steam turbine parts | |
| CN114653965B (zh) | 透平空心静叶的选择性激光熔化制造方法 | |
| CN104889266B (zh) | 一种汽车车身热成形件修边冲孔模具制造工艺 | |
| CN110899585B (zh) | 蒸汽出口接管锻件的胎模锻制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 201109 Shanghai city Minhang District humin Road No. 3082 Patentee after: Shanghai Xinmin New Energy Technology Co.,Ltd. Patentee after: SHANGHAI XINMIN (DONGTAI) HEAVY FORGING Co.,Ltd. Address before: 201109 Shanghai city Minhang District humin Road No. 3082 Patentee before: SHANGHAI XINMIN HEAVY FORGING CO.,LTD. Patentee before: SHANGHAI XINMIN (DONGTAI) HEAVY FORGING Co.,Ltd. |