CN102581168B - Method for manufacturing small-size lock keys and press forming trimming die - Google Patents
Method for manufacturing small-size lock keys and press forming trimming die Download PDFInfo
- Publication number
- CN102581168B CN102581168B CN201110252426.2A CN201110252426A CN102581168B CN 102581168 B CN102581168 B CN 102581168B CN 201110252426 A CN201110252426 A CN 201110252426A CN 102581168 B CN102581168 B CN 102581168B
- Authority
- CN
- China
- Prior art keywords
- lock
- small
- die
- tapered end
- punch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Abstract
The invention discloses a method for manufacturing small-sized lock keys and a press forming trimming die. Round stainless steel wires are used as raw materials, and are rolled according to a rolling forming method to form lock head sections, the shape of the section of each lock head section is identical to that of the section of a lock head of each of small-sized lock keys required to be machined, then lock tail sections are respectively pressed on the lock head sections at identical intervals according to a press forming method after the lock head sections are rolled and formed, the shape of the section of each lock tail section is identical to that of the section of a lock tail of each small-sized lock key, the lock head sections and the lock tail sections which are machined on the steel wires are alternately connected to form section blanks, and then the section blanks which are in cold hardening are placed in the press trimming mold to be trimmed and formed. The method and the press forming trimming die have the advantages that the machining method is simple, machining quality is good, the press forming trimming die is simple in structure, convenient in operation and safe and reliable in running, requirements on shapes of machined lock key products can be met assuredly, the machined products are high in dimensional precision and strength, and the like.
Description
Technical field
The preparation method and the press forming trimming die that the present invention relates to a kind of small-size lock keys, belong to small-size lock keys processing technique field.
Background technology
At present, the purposes of small-size lock keys is very extensive, especially on aircraft engine, use in a large number, but small-size lock keys preparation method is a great problem of domestic production, because locking key structure is little, product strength requires high, shape of product, dimension precision requirement are high, in prior art, often processing method and the manufacturing process by punching and edge-cutting moulding is difficult to reach product requirement, and existing diel punching press effect is undesirable, the product of producing is weak strength not only, and dimensional accuracy is low, so adopt the existing small-size lock keys processing or not ideal enough.
Summary of the invention
The object of the invention is: provide a kind of crudy better, simple in structure, easy to operate, safe and reliable to operation, and can meet preparation method and the press forming trimming die of locking key shape of product, dimensional accuracy is higher, intensity is higher small-size lock keys, to overcome the deficiencies in the prior art.
The present invention is achieved in that the preparation method of a kind of small-size lock keys of the present invention is that employing cross sectional shape is that circular stainless steel steel wire is raw material, first the method by roll forming is rolled into by steel wire the tapered end section bar that cross sectional shape is identical with the tapered end cross sectional shape of the small-size lock keys of required processing, then adopt the identical distance in interval on the tapered end section bar of stamping forming method after roll forming to stamp out respectively the lock tail profile sections that cross sectional shape is identical with the lock tail cross sectional shape of the small-size lock keys of required processing, so both can on steel wire, process the sectional material blank mutually alternately being connected to form by tapered end profile sections and lock tail profile sections, in roll extrusion and Punching Process, will there is flow harden in this sectional material blank, then the sectional material blank that flow harden occurs is put into punching and edge-cutting mould and carry out trimming for forming, can produce small-size lock keys finished product like this.
On the sectional material blank mutually alternately being connected to form by tapered end profile sections and lock tail profile sections, the length of each tapered end profile sections is 2 times of tapered end length of the small-size lock keys of required processing, 2 times of the lock tail length of the small-size lock keys that length of each lock tail profile sections is required processing.
The press forming trimming die that is used for a kind of small-size lock keys of the present invention of said method, comprise part of the upper die, part of the lower die, part of the lower die is by lower bolster, backing plate, die block, die plate insert, punch, punch gripper shoe and punch bracing frame form, on lower bolster, be provided with backing plate, the die block that die plate insert is housed is set on backing plate, in punch gripper shoe, be provided with punch bracing frame, the punch that can insert die plate insert is installed on punch bracing frame, part of the upper die is by upper masterplate, location stripping attachment forms, on upper masterplate, be provided with loose slot, location stripping attachment is arranged in loose slot and can moves up and down along loose slot.
Owing to having adopted technique scheme, first the present invention is rolled into by the steel wire of circle cross section shape the tapered end section bar that cross sectional shape is identical with the tapered end cross sectional shape of the small-size lock keys of required processing by the method for roll forming, then utilize the identical distance in interval on the tapered end section bar of stamping forming method after roll forming to stamp out respectively the lock tail profile sections that cross sectional shape is identical with the lock tail cross sectional shape of the small-size lock keys 1 of required processing, so both can on steel wire, process the sectional material blank mutually alternately being connected to form by tapered end profile sections and lock tail profile sections, in roll extrusion and Punching Process, will there is flow harden in this sectional material blank, then the sectional material blank that flow harden occurs is put into punching and edge-cutting mould and carry out trimming for forming, can produce small-size lock keys finished product like this, meet shape of product, dimension precision requirement.So, the present invention compared with prior art, the present invention not only has advantages of that processing method is simple, crudy good, but also have simple in structure, easy to operate, safe and reliable to operation, and the locking key shape of product that can guarantee the to process product size precision that requires and process is high, intensity advantages of higher.
Accompanying drawing explanation
Fig. 1 is the structural representation of press forming trimming die of the present invention;
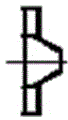
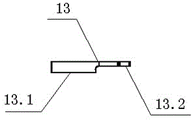
The schematic diagram when tapered end that Fig. 2 is the small-size lock keys of employing the present invention making is convex configuration;
Fig. 3 is the left view of Fig. 2;
Fig. 4 is the top view of Fig. 2;
Fig. 5 is the schematic diagram that the tapered end of small-size lock keys is concave structure;
Fig. 6 is the left view of Fig. 5;
Fig. 7 is the top view of Fig. 5;
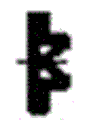
Fig. 8 is the structural representation that after roll extrusion, tapered end profile sections is concave surface;
Fig. 9 is the structural representation that after roll extrusion, tapered end profile sections is convex surface;
Figure 10 is that after punch forming, tapered end profile sections is convex surface calendering blank figure;
Figure 11 is the left view of Figure 10;
Figure 12 is the top view of Figure 10;
Figure 13 is tapered end profile sections concave surface calendering blank figure after punch forming;
Figure 14 be Figure 13 left view;
Figure 15 is the top view of Figure 13.
Description of reference numerals: 1-part of the upper die, 2-part of the lower die, 3-lower bolster, 4-backing plate, 5-die block, 6-die plate insert, 7-punch, 8-punch gripper shoe, 9-punch bracing frame, the upper masterplate of 10-, 11-locates stripping attachment, 12-loose slot, 13-small-size lock keys, 13.1-tapered end, 13.2-locks tail, 14-lock tail profile sections, 15-tapered end profile sections.
The specific embodiment
Below in conjunction with drawings and Examples, the present invention is described in further detail, but not as limitation of the present invention.
Embodiments of the invention: when carrying out conventional small locking key production, adopt the preparation method of a kind of small-size lock keys of the present invention to produce, the method is that employing cross sectional shape is that circular stainless steel steel wire is raw material, first the method by roll forming is rolled into by steel wire the tapered end section bar that cross sectional shape is identical with tapered end 13.1 cross sectional shapes of the small-size lock keys 13 of required processing, then adopt the identical distance in interval on the tapered end section bar of stamping forming method after roll forming to stamp out respectively the lock tail profile sections 14 that cross sectional shape is identical with lock tail 13.2 cross sectional shapes of the small-size lock keys 1 of required processing, so both can on steel wire, process the sectional material blank mutually alternately being connected to form by tapered end profile sections 15 and lock tail profile sections 14, in roll extrusion and Punching Process, will there is flow harden in this sectional material blank, then the sectional material blank that flow harden occurs is put into punching and edge-cutting mould and carry out trimming for forming, can produce small-size lock keys finished product like this,
On the sectional material blank mutually alternately being connected to form by tapered end profile sections 15 and lock tail profile sections 14, the length of each tapered end profile sections 15 is 2 times of tapered end 13.1 length of the small-size lock keys 13 of required processing, 2 times of lock tail 13.2 length of the small-size lock keys 1 that length of each lock tail profile sections 14 is required processing.
The moulding shaving die that is used for a kind of small-size lock keys of the present invention of said method is: this mould comprises part of the upper die 1, part of the lower die 2, part of the lower die 2 is by lower bolster 3, backing plate 4, die block 5, die plate insert 6, punch 7, punch gripper shoe 8 and punch bracing frame 9 form, on lower bolster 3, be provided with backing plate 4, the die block 5 that die plate insert 6 is housed is set on backing plate 4, in punch gripper shoe 8, be provided with punch bracing frame 9, the punch 7 that can insert die plate insert 6 is installed on punch bracing frame 9, part of the upper die 1 is by upper masterplate 10, location stripping attachment 11 forms, on upper masterplate 10, be provided with the loose slot 12 that allows location stripping attachment 11 move up and down.
During enforcement, first the steel wire of circle cross section shape is gently drawn, then the method by roll forming is made into section bar, the method of roll forming is existing technical method, steel wire is rolled into the tapered end section bar (as shown in Fig. 8~9) that cross sectional shape is identical with tapered end 13.1 cross sectional shapes of the small-size lock keys 13 of required processing, then adopt the identical distance in interval on the tapered end section bar of stamping forming method after roll forming to stamp out respectively the lock tail profile sections 14 that cross sectional shape is identical with lock tail 13.2 cross sectional shapes of the small-size lock keys 1 of required processing, so both can on steel wire, process the sectional material blank (as shown in Figure 10~15) mutually alternately being connected to form by tapered end profile sections 15 and lock tail profile sections 14, in roll extrusion and Punching Process, will there is flow harden in this sectional material blank, then the sectional material blank that flow harden occurs is put into punching and edge-cutting mould and carry out trimming for forming.
In the process of trimming for forming, first the part of the upper die of moulding shaving die 1 and part of the lower die 2 are separated mutually, then sectional material blank is put on die block 5, utilize location stripping attachment 11 by the location positioning of blank, location stripping attachment 11 now plays the effect of location, by punch bracing frame 9, will be inserted in the die plate insert 6 of die block 5, the height of punch 7 exceeds the height of die plate insert 6 in die block 5, now, part of the upper die 1 and part of the lower die 2 are merged mutually, can blank be carried out to trimming by size, the locking key of moulding is pushed in loose slot 12, part of the upper die 1 and part of the lower die 2 are separated mutually, press down location stripping attachment 11, finished product is taken out to (as shown in Fig. 2~7), finish the work, by punching and edge-cutting moulding, meet shape of product, dimension precision requirement, thereby make product bulk strength improve simultaneously and meet the requirement of product final strength, because product is affected by human factors little, good product consistency, adopt punch forming, production efficiency is high.
Claims (3)
1. the preparation method of a small-size lock keys, it is characterized in that: adopting cross sectional shape is that circular stainless steel steel wire is raw material, first the method by roll forming is rolled into by steel wire the tapered end section bar that cross sectional shape is identical with tapered end (13.1) cross sectional shape of the small-size lock keys (13) of required processing, then adopt the identical distance in interval on the tapered end section bar of stamping forming method after roll forming to stamp out respectively the lock tail profile sections (14) that cross sectional shape is identical with lock tail (13.2) cross sectional shape of the small-size lock keys (1) of required processing, can on steel wire, process like this sectional material blank mutually alternately being connected to form by tapered end profile sections (15) and lock tail profile sections (14), in roll extrusion and Punching Process, will there is flow harden in this sectional material blank, then the sectional material blank that flow harden occurs is put into press forming trimming die and carry out trimming for forming, can produce small-size lock keys finished product like this.
2. the preparation method of small-size lock keys according to claim 1, it is characterized in that: on the sectional material blank mutually alternately being connected to form by tapered end profile sections (15) and lock tail profile sections (14), 2 times of tapered end (13.1) length of the small-size lock keys (13) that the length of each tapered end profile sections (15) is required processing, 2 times of lock tail (13.2) length of the small-size lock keys (1) that length of each lock tail profile sections (14) is required processing.
3. the press forming trimming die of a small-size lock keys, comprise part of the upper die (1) and part of the lower die (2), it is characterized in that: part of the lower die (2) are by lower bolster (3), backing plate (4), die block (5), die plate insert (6), punch (7), punch gripper shoe (8) and punch bracing frame (9) form, on lower bolster (3), be provided with backing plate (4), at the upper die block (5) that die plate insert (6) are housed that arranges of backing plate (4), in punch gripper shoe (8), be provided with punch bracing frame (9), the punch (7) that can insert die plate insert (6) is installed on punch bracing frame (9), part of the upper die (1) is by upper masterplate (10), location stripping attachment (11) forms, on upper masterplate (10), be provided with loose slot (12), location stripping attachment (11) is arranged in loose slot (12) and can moves up and down along loose slot (12).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110252426.2A CN102581168B (en) | 2011-08-30 | 2011-08-30 | Method for manufacturing small-size lock keys and press forming trimming die |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110252426.2A CN102581168B (en) | 2011-08-30 | 2011-08-30 | Method for manufacturing small-size lock keys and press forming trimming die |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102581168A CN102581168A (en) | 2012-07-18 |
| CN102581168B true CN102581168B (en) | 2014-03-12 |
Family
ID=46470712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110252426.2A Active CN102581168B (en) | 2011-08-30 | 2011-08-30 | Method for manufacturing small-size lock keys and press forming trimming die |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102581168B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102974689B (en) * | 2012-07-23 | 2015-07-29 | 贵州航天精工制造有限公司 | The processing technology of external teeth serrated lock washer and frock |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2030406A (en) * | 1934-06-26 | 1936-02-11 | Edward W Schantz | Tool for making snap fasteners for bag frames |
| CN200995246Y (en) * | 2006-12-31 | 2007-12-26 | 比亚迪精密制造有限公司 | Punch draw-cutting mould |
| CN201205579Y (en) * | 2008-05-17 | 2009-03-11 | 陈理华 | Wire kit hasp forming mould |
| CN102009103A (en) * | 2010-10-27 | 2011-04-13 | 襄樊东昇机械有限公司 | Continuous punching and nut riveting device for automobile door lock catch |
| CN202192148U (en) * | 2011-08-30 | 2012-04-18 | 贵州航天精工制造有限公司 | Punch forming trimming die for miniature locking keys |
-
2011
- 2011-08-30 CN CN201110252426.2A patent/CN102581168B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2030406A (en) * | 1934-06-26 | 1936-02-11 | Edward W Schantz | Tool for making snap fasteners for bag frames |
| CN200995246Y (en) * | 2006-12-31 | 2007-12-26 | 比亚迪精密制造有限公司 | Punch draw-cutting mould |
| CN201205579Y (en) * | 2008-05-17 | 2009-03-11 | 陈理华 | Wire kit hasp forming mould |
| CN102009103A (en) * | 2010-10-27 | 2011-04-13 | 襄樊东昇机械有限公司 | Continuous punching and nut riveting device for automobile door lock catch |
| CN202192148U (en) * | 2011-08-30 | 2012-04-18 | 贵州航天精工制造有限公司 | Punch forming trimming die for miniature locking keys |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102581168A (en) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203887063U (en) | Forming, trimming and flanging combined die structure | |
| CN204817682U (en) | Novel punching press compound die | |
| CN107537966A (en) | The shaping dies and its processing technology of a kind of valley road forging | |
| CN102319808A (en) | Hot stamping mould for nut | |
| US8745873B2 (en) | Method for manufacturing the slider of a linear sliding rail | |
| CN205800288U (en) | A kind of brake block preparing mechanism | |
| CN102581168B (en) | Method for manufacturing small-size lock keys and press forming trimming die | |
| CN109261802B (en) | Die for stamping and forming flange by rolling steel plate and processing method | |
| CN202192148U (en) | Punch forming trimming die for miniature locking keys | |
| CN104384322A (en) | Forming process for fine blanking and extrusion of compound boss part by plate material | |
| CN201871603U (en) | Blanking die for train braking plate | |
| CN204638848U (en) | A kind of high accuracy blanking die | |
| CN205414150U (en) | Continuous stamping die of production car inserts terminal | |
| CN204320831U (en) | A kind of cold extrusion die | |
| CN109175189B (en) | Forming device of trimming die of regular polygon hexagonal screw head | |
| CN208929000U (en) | A kind of automobile exterior angle rear baffle continuous stamping die | |
| CN203818420U (en) | Compression molding die for improving forming rate of oil tank end covers of automobile | |
| CN202021222U (en) | Motor casing processing device | |
| CN203356409U (en) | Scrap-free multi-station continuous feeding die | |
| CN205763298U (en) | A kind of molding structure of the body hinge progressive die | |
| CN205702100U (en) | A kind of solar bracket mould | |
| CN110052533A (en) | Stamping die | |
| CN206046822U (en) | A kind of multilamellar positions stretching die | |
| CN108580666A (en) | A kind of stamping parts crimping method and its mold | |
| CN204074935U (en) | A kind of longitudinal progressive die of drawer guideway |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| EE01 | Entry into force of recordation of patent licensing contract | ||
| EE01 | Entry into force of recordation of patent licensing contract |
Application publication date: 20120718 Assignee: Chongqing Putuo precision mould Co.,Ltd. Assignor: GUIZHOU AEROSPACE PRECISION PRODUCTS Co.,Ltd. Contract record no.: X2021520000008 Denomination of invention: A manufacturing method of small lock key and stamping forming trimming die Granted publication date: 20140312 License type: Exclusive License Record date: 20211227 |