CN102538936B - Calibration device of large weighing apparatus - Google Patents
Calibration device of large weighing apparatus Download PDFInfo
- Publication number
- CN102538936B CN102538936B CN 201110447097 CN201110447097A CN102538936B CN 102538936 B CN102538936 B CN 102538936B CN 201110447097 CN201110447097 CN 201110447097 CN 201110447097 A CN201110447097 A CN 201110447097A CN 102538936 B CN102538936 B CN 102538936B
- Authority
- CN
- China
- Prior art keywords
- lever
- weighing
- weighing apparatus
- calibrating
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Force Measurement Appropriate To Specific Purposes (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
Abstract
The invention provides a calibration device of a large weighing apparatus. The calibration device comprises calibration units and a base, wherein the number of the calibration unit is at least accordant with that of weighing sensors of the calibrated weighing apparatus; the base is used for supporting each calibration unit; a foundation pit used for accommodating the calibrated weighing apparatus is arranged on the base; base pre-burying boards are respectively arranged on the base which are arranged on the two sides of the foundation pit; each calibration unit comprises a substrate, a force sensor, a force applying lever, a lever supporting pedestal, a force applying oil cylinder and in the center of a ball head bearing pad which is arranged the force sensor; a bearing board is arranged on a weighing platform of the calibrated weighing apparatus; one end of the lever supporting pedestal is fixedly connected with the base pre-burying boards; the other end of the lever supporting pedestal is pivoted to the force applying lever; and one end of the force applying lever is positioned over the ball head bearing pad and is contacted with the ball head bearing pad; and the other end of the force applying lever is connected with a piston of the force applying oil cylinder through a supporting rod. The calibration device has the advantages that the working efficiency and the security of the large weighing apparatus are highly improved, the cost is saved and the structure is simple.
Description
[technical field]
The present invention relates to a kind of device of measurement verification technical field, particularly a kind of calibrating installation of large-scale weighing machine.
[background technology]
Fixed electronic weighing instrument is the Weighing utensil that current technology in the world is the most ripe, belong to the measurement instrument had a large capacity and a wide range, be widely used in the various load-carrying vehicles of metallurgy, chemical industry, railway, harbour and industrial and mining enterprises and goods metering, and, for the weigh technology controlling and process of flow process of trade settlement, production run, be the desirable metering outfit that the Weighing modernization level improves in enterprise.The principle of work of fixed electronic weighing instrument is to be placed on weighing platform being weighed thing or truck, under Action of Gravity Field, weighing platform by weight transfer to waving supporting (steel ball, pressure head etc.), make Weighing sensor elastomer produce deformation, be attached at the strain gage bridge road out of trim on elastic body, output and the directly proportional electric signal of gravimetric value, amplify signal through linear amplifier, be converted to digital signal through A/D again, after then by the microprocessor of instrument, signal being processed, directly show the weight number.
Fixed electronic weighing instrument must be examined and determine before actual coming into operation, and determines its class of accuracy, in addition, large-scale weighing machine is in use for some time or after changing device, also to again examine and determine, confirm its class of accuracy, in order to be adjusted accordingly, make it to meet accuracy requirement.The standard that existing calibrating fixed electronic weighing instrument is used mainly contains three kinds, explicitly pointed out and allowed the following three kinds of calibrating standards that adopt in the national standard of the fixed electronic weighing instrument that standard No. is GB7723-2008 (this standard adopts international recommendation OIML R76 " non-automatic weighing instrument " (2006E)): the one, counterweight, the specifically accurate counterweight of index or standard quality; The 2nd, auxiliary calibrating device, specifically refer to that weighing apparatus is equipped with auxiliary calibrating device or auxiliary calibrating device independently; The 3rd, standard test weight is used in calibrating, specifically refers to part of standards counterweight and other any fixed load alternate standard counterweights.
Yet the standard that regulation calibrating weighing apparatus is used in JJG539-1997 " digital self-indicating scale " vertification regulation is: 1. are standard test weights, 2. are standard test weight and " substitute of standard test weight ".Be standard test weight or standard test weight and substitute thereof so examine and determine at present in China the standard that fixed electronic weighing instrument uses, do not adopt auxiliary calibrating device to examine and determine fixed weighing apparatus as standard.In R76 " non-automatic weighing instrument " international recommendation and GB7723-2008 fixed electronic weighing instrument national standard, auxiliary calibrating device is only made to following provisions: if weighing apparatus is equipped with auxiliary calibrating device, or during with the calibrating of independent servicing unit, the limits of error of this device should be 1/3 of the examined load limits of error." auxiliary calibrating device " is a kind of which type of thing, in international recommendation and GB7723-2008 standard, all do not say, only stipulated " auxiliary calibrating device " limits of error.Up to the present, the whole nation or seldom see about the documents and materials that adopt " independently auxiliary calibrating device " to apply to on-site proving large-tonnage fixed electronic weighing instrument in the world.
The China Patent No. in open day on February 17th, 1988 is CN86105843, the patent of invention that its patent name is " calibrating installation of truck scale and track scale " has disclosed a kind of calibrating installation of non-counterweight type, but the manometric accuracy of the standard that this device adopts may not meet the accuracy requirement of such weighing instrument verification.The China Patent No. in January 22 2003 day for announcing is CN02230837.7, the new patent that its patent name is " large-scale weighing machine calibrating instrument " also discloses a kind of weighing instrument verification instrument of non-counterweight type, concrete technical scheme is by the calibrating sensor, Displaying Meter, device for exerting, pressurizing frame forms, pressurizing frame becomes integral body with the base that needs calibrating weighing apparatus, device for exerting is fixed on pressurizing frame, the accuracy of measuring of calibrating LOAD CELLS and Displaying Meter is greater than the accredited weighing apparatus accuracy of measuring, the calibrating LOAD CELLS is placed on the scale body that needs calibrating weighing apparatus, between calibrating LOAD CELLS and device for exerting, by spheroid, be connected, the output of calibrating LOAD CELLS is connected with Displaying Meter.The pressure of device for exerting is applied on LOAD CELLS, by Displaying Meter, show, this pressure is applied on the scale body that needs calibrating weighing apparatus simultaneously, by the weighing apparatus instrument, show, compare their displayed value, can determine the error in dipping of accredited weighing apparatus, but this calibrating installation can only examine and determine one by one the LOAD CELLS of using in weighing apparatus, this calibrating installation is actually superposing type force standard machine.But in this device, device for exerting, pressurizing frame are manual loading, can't meet in " JJG734-2001 force standard machines vertification regulation " and " JJG144-2007 standard dynamometer vertification regulation " requirement to load fluctuation (power source degree of stability), force value stabilization retention time.The calibrating range is only to use each LOAD CELLS load value in weighing apparatus, the full scale of weighing apparatus is examined and determine, because the accuracy of measurement of weighing apparatus is not only relevant with the accuracy of each LOAD CELLS, but also relevant with rigidity, the basis of weighing platform, the accuracy of instrument, the terminal box of weighing platform.That is to say that the LOAD CELLS of using in weighing apparatus is qualified, the metering performance of weighing apparatus is not necessarily qualified.So be not that the weighing apparatus metering performance is examined and determine comprehensively, also need to consider in addition the accuracy, terminal box of basis, the instrument of amount of deflection, the weighing platform of the weighing platform table top impact on the weighing apparatus accuracy in verification process, because can only be examined and determine at the LOAD CELLS place, so verification process can not be simulated the actual state of weighing, so the simulation that this calibrating installation only is similar to the LOAD CELLS of using in weighing apparatus the calibrating of weighing apparatus comparison, most critical be directly to weighing apparatus, to implement calibrating.
At present, the whole nation is as follows to the fixed electronic weighing instrument calibration method: take and examine and determine 100 tons of fixed electronic vehicle weighing apparatus as the example explanation, according to GB7723-2008 fixed electronic weighing instrument national standard or JJG539-1997 " digital self-indicating scale " vertification regulation requirement, adopt standard test weight and " substitute of standard test weight " to be examined and determine.Wherein, as shown in Figure 1, it should be noted that the fixed electronic vehicle weighing apparatus 2 ' that specification is 100 tons, three totally 18 meters long, joints, e=50kg, m=2000, comprise scale Displaying Meter 21 ', comprise three weighing platform table tops, be numbered 211 ' respectively, 212 ', 213 ', adopt eight LOAD CELLS, be numbered respectively 231 '-238 ', comprise eight LOAD CELLS supporting-points above each LOAD CELLS, be numbered respectively 241 '-248 ', divide the unbalance loading test zone of a correspondence around each LOAD CELLS supporting-point, as shown in dotted line frame in Fig. 1, be numbered respectively 251 '-258 ', during calibrating, the substitute of standard test weight or standard test weight 3 ' is placed on to each above-mentioned unbalance loading test zone and carries out one by one the unbalance loading test, concrete metering performance verification process is as follows:
1, precompressed: should add in advance a load to 100t, or come and go and be no less than 3 times by carrier with the load-carrying vehicle that is no less than 50t;
2, zero setting and the accuracy of allowancing for bark device;
3, load front zero setting;
4, weighing performance:
4.1 be validation criteria counterweight amount and scale is carried out to reperformance test while adopting standard test weight and substitute calibrating: the repeatability that at first checks the 50t weighing point, apply the 50t standard test weight 3 times on carrier, if reproducibility error is not more than 0.3e, standard test weight 3 ' can be reduced to 35% maximum weighing; If reproducibility error is not more than 0.2e, standard test weight 3 ' can be reduced to 20% maximum weighing;
4.2 weighing test: add counterweight or substitute 3 ' to 100t by ascending order from zero point, by same procedure, unload counterweight to zero point, test at least should be selected 1t, 25t, 50t, 75t, five calibrating points of 100t;
4.3 allowance for bark weighing test: at least tackle 2 different tare weight amounts and allowanced for bark the weighing test, carry out according to 4.2, test point is: 1t, 50t, the weighing that the limits of error change, possible five calibrating points of maximum net weight value, 80t;
4.4 unbalance loading test: add in turn and be placed on 8 unbalance loading test zones 251 '-258 ' and tested with the standard test weight 3 ' of 14t, until meet, test 251 '-258 ' the error of indication at 8 unbalance loading test zones and all be not more than 50kg;
4.5 resolving ability test: in 1t, 50t, the test of 100t weighing point, simultaneously carry out in verification process;
4.6 reperformance test: respectively at the 50t weighing with approach maximum weighing (90t) and carry out two groups of tests, every group is at least repeated 3 times.
In above-mentioned verification process, need the tonnage amount of carrying counterweight or substitute: 1, in above-mentioned precompressed process, need to carry 100t; It while 2, adopting standard test weight and substitute calibrating in above-mentioned 4.1, is validation criteria counterweight amount and scale is carried out to reperformance test and need carry 150t; 3, the weighing test needs carrying 100t in above-mentioned 4.2; 4, allowance for bark the weighing test in above-mentioned 4.3 and need carrying 160t; 5, the unbalance loading test needs carrying 112t in above-mentioned 4.4; 6. reperformance test need be carried 270t in above-mentioned 4.6.
So, adopt the calibration method of standard test weight or standard test weight and substitute calibrating fixed electronic weighing instrument to have following shortcoming:
1, calibration operation amount is huge, efficiency is extremely low.Examine and determine that a fixed electronic vehicle weighing apparatus of qualified 100t need be moved counterweight altogether and substitute reaches 932t, just should adjust if defective, must again examine and determine after adjustment, calibrating must be carried counterweight again again, more than its carrying counterweight or substitute reach kiloton;
2, carry the security extreme difference of a large amount of counterweights or substitute.Due to the loading floor area of electronic vehicle weighing apparatus limited (as 100 tons, footprint also only has 54 squares), counterweight or the substitute that on limited area, stack 100 tons are very difficult, when handling counterweight or substitute, are danger closes;
3, substitute is difficult to find.The user who is not every electronic truck scale can provide suitable substitute, as the user such as the standard scale that is arranged on road just is difficult to find suitable substitute, railway, harbour, venom is arranged, gas chemical enterprise, textile mills, colliery also is difficult to the substitute that provides suitable;
4, standard test weight is difficult to transportation.Examine and determine 100 tons of truck scales, at least will transport 50 tons of standard test weights; Examine and determine 150 tons of truck scales, at least will transport 75 tons of standard test weights.Also can only 15 tons of left and right, particularly area, mountain area and transport at home at present counterweight, unsafe bridge limit for tonnage, road limit for tonnage, landform limit for tonnage are arranged, be arranged on (as mine) etc. in gully and will limit the counterweight freight volume No. one time;
5, cost is high.Transportation and carry so many standard test weight or substitute, need multi-section weigh bridge test car and crane, and calibrating needs several days time, and (examine 100 tons of truck scales and generally need 7 working days) and multi agent cooperation just can complete calibration operation.
In sum, due to current most of at county level, city-level, to large-scale weighing machine (as 150 tons of electronic vehicle weighing apparatus), calibrating does not have enough standard test weights in provincial measurement verification unit; Even enough standard test weights have been arranged, security, the transportation cost of its counterweight handling, transportation counterweight are also to guarantee in existing technical conditions; Secondly, be just that counterweight is transported to scene, if by stipulating to be examined and determine in JJG539-1997 " digital self-indicating scale " vertification regulation, its calibration operation amount is huge, examines and determine consuming time longly, thereby can't guarantee to be undertaken by vertification regulation.As can be seen here, while examining and determine large-scale fixed electronic weighing instrument, it is need to be improved that standard adopts the calibration method of standard test weight or standard test weight and substitute.
[summary of the invention]
Technical matters to be solved by this invention is to provide a kind of calibrating installation of large-scale weighing machine simple in structure, and a kind of calibrating installation of large-scale weighing machine can improve the work efficiency of calibrating large-scale weighing machine and security, and cost-saving greatly.
The present invention solves the problems of the technologies described above by the following technical programs: a kind of calibrating installation of large-scale weighing machine, comprise that at least consistent with the LOAD CELLS quantity of tested weighing apparatus calibrating unit and is for supporting the basis of respectively examining and determine unit, be provided with a foundation ditch for accommodating tested weighing apparatus on described basis, and be respectively arranged with basic embedded board on the basis of these foundation ditch both sides, often this calibrating unit all comprises a pedestal be fixed on basic embedded board, one is located at the power sensor on a bearing plate, one afterburning lever, one lever support, one is located at the power cylinder that adds on pedestal, and a centering is positioned over the bulb pressure-bearing pad on the power sensor, described bearing plate is placed on the weighing platform of tested weighing apparatus, one end of described lever support is fixedly connected with basic embedded board, and the other end of this lever support is articulated in afterburning lever, one end of described afterburning lever is positioned at bulb pressure-bearing pad top and contacts with this bulb pressure-bearing pad, the other end of this reinforcing lever is connected with the piston that adds power cylinder by a support bar.
Further, the other end of described lever support is articulated in the middle part of afterburning lever.
The beneficial effect of the calibrating installation of a kind of large-scale weighing machine of the present invention is: adopt this calibrating installation to be examined and determine large-scale weighing machine, the calibration operation amount existed in the time of can solving available technology adopting standard test weight or standard test weight and substitute or other non-counterweight type weighing instrument verification device calibrating fixed electronic weighing instrument is huge, the variety of issues such as calibrating takes time and effort, verification process is loaded down with trivial details, accuracy is inadequate, can greatly improve the work efficiency of calibrating and security, and cost-saving, in addition, this calibrating installation has characteristics simple in structure.
[accompanying drawing explanation]
The invention will be further described in conjunction with the embodiments with reference to the accompanying drawings.
Fig. 1 is the schematic diagram of available technology adopting standard test weight or standard test weight and substitute calibrating weighing apparatus.
Fig. 2 is the front view in calibrating installation when application of a kind of large-scale weighing machine of the present invention.
Fig. 3 is the vertical view (removing basis) in calibrating installation when application of a kind of large-scale weighing machine of the present invention.
Fig. 4 is the schematic diagram of calibrating unit in the present invention.
The perspective view that Fig. 5 is power sensor in the present invention (except decapsidate).
The thrust articulated bearing that Fig. 6 is power sensor in the present invention and upper bearing plate, all pressing plate coordinates figure.
The fundamental diagram that Fig. 7 is the power sensor in the present invention.
[embodiment]
Please in conjunction with consulting Fig. 2 and Fig. 4, the calibrating installation 100 of a kind of large-scale weighing machine of the present invention, comprise that at least the calibrating unit 101 and consistent with the quantity of the LOAD CELLS 201 of tested weighing apparatus 200 is for supporting the basis 102 of respectively examining and determine unit, be provided with a foundation ditch for accommodating tested weighing apparatus 200 1021 on described basic 102, and be respectively arranged with basic embedded board 1022 on the basis 102 of these foundation ditch 1021 both sides, often this calibrating unit 101 all comprises a pedestal 1011 be fixed on basic embedded board 1022, one is located at the power sensor 1013 on a bearing plate 1012, one afterburning thick stick 1014 bars, one lever support 1015, one is located at and adds power cylinder 1016 on pedestal 1011, an and bulb pressure-bearing pad 1017, described bearing plate 1012 is placed on the weighing platform 202 of tested weighing apparatus 200, one end 10151 of described lever support 1015 is fixedly connected with basic embedded board 1022, and the other end 10152 of this lever support 1015 is articulated in afterburning lever 1014, one end 10141 of described afterburning lever 1014 is positioned at bulb pressure-bearing pad 1017 tops and contacts with this bulb pressure-bearing pad 1017, the other end 10142 of this reinforcing lever 1014 is connected with the piston 10161 that adds power cylinder 1016 by a support bar 1018, described bulb pressure-bearing pad 1017 centerings are positioned on power sensor 1013, particularly, the longitudinal axis of bulb pressure-bearing pad 1017 and the longitudinal axis of power sensor 1013 should meet the requirement of right alignment scope, thereby the axis of the stressed axis of the sensor 1013 of exerting all one's strength and power sensor 1013 itself is basically identical, and then the accuracy measured of the power of assurance sensor 1013, in addition, examine and determine in the present embodiment the quantity of unit 101 consistent with LOAD CELLS 201 quantity of tested weighing apparatus 200.
In order to show that easily and fast the power that adds power cylinder 1016 generations is applied to the size of the power on bulb pressure-bearing pad 1017 by afterburning lever 1014, the other end of lever support 1,015 10152 is articulated in to the middle part of afterburning lever 1014, now, after oil circuit is connected, add power cylinder 1016 and impel piston 10161 to move upward, piston 10161 makes the other end 10142 of afterburning lever 1014 be subject to directed force F upwards by support bar 1018
1, according to lever principle, an end 10141 of afterburning lever 1014 will impose on the downward directed force F of bulb pressure block
2, and F
2value and F
1value equate.
Please in conjunction with consulting Fig. 2 and Fig. 3, during calibrating installation application of the present invention, the automobile weighing apparatus 200 that the calibrating of take comprises 8 LOAD CELLS 201 illustrates elaboration as example: automobile weighing apparatus 200 is positioned in foundation ditch 1021, because all dividing the unbalance loading test zone (not shown) that a correspondence is arranged on the weighing platform 202 of each LOAD CELLS 201 top, each unbalance loading test zone is corresponding installs a calibrating installation 100(of the present invention as shown in Figure 3), and according to being installed as shown in Figure 2, and need bearing plate 1012 is placed on the center of unbalance loading test zone in concrete installation process, set afterwards the control mass value that adds power cylinder 1016, then open the oil circuit that adds power cylinder 1016, add power cylinder 1016 and impel piston 10161 to move upward, piston 10161 makes the other end 10142 of afterburning lever 1014 be subject to directed force F upwards by support bar 1018
1, according to lever principle, an end 10141 of afterburning lever 1014 will impose on the downward directed force F of bulb pressure block
2, the sensor 1013 of exerting all one's strength is stressed and show to show corresponding gravimetric value, bearing plate 1012 bears and F simultaneously
2power is worth equal-sized load, because bearing plate 1012 is placed on weighing platform 202 table tops of automobile weighing apparatus 200, makes automobile weighing apparatus 200 weighing platform 202 table tops be subject to downward and size and is similarly F
2power value load (gravimetric value that is equivalent to goods), and show gravimetric value by LOAD CELLS 201, until the displayed value of power sensor 1013 reaches while adding the mass value that power cylinder 1016 sets, the gravimetric value that now LOAD CELLS 201 of automobile weighing apparatus 200 shows and the difference of power sensor 1013 displayed values are the measurement error value of automobile weighing apparatus 200.
In addition, easily because of the detection indicating value that on it, bearing plate working deformation, the testee error of centralization cause, produce the problem of deviation in order to have solved existing power sensor, the structure that power sensor 1013 of the present invention adopts as shown in Figure 5.
Please consult in detail Fig. 5, power sensor 1013 comprises a display instrument (not shown), once bearing plate 1, is sensor group that 120 ° of sensors of arranging 21 form 2, by three and is set up at the upper bearing plate 3, above sensor group 2 that equal pressing plate on sensor group 24, three are corresponding respectively to be located at above three sensors 21 and thrust articulated bearing 5 between this equal pressing plate 4 and upper bearing plate 3.Described display instrument (not shown) is connected with sensor group 2; Described sensor group 2 is placed on lower bearing plate 1, and every described sensor 21 all is located by connecting with lower bearing plate 1, equal pressing plate 4.Every described sensor 21 all contains an elastic body 211 and a centering of floating connection each other regulates pressure head 212; Described elastic body 211 is inserted in a housing 213, and the upper surface of this elastic body 211 is a first surface 2111; Described centering is regulated pressure head 212 and is located by connecting with equal pressing plate 4, be that every described sensor 21 is all regulated pressure head 212 by corresponding centering and equal pressing plate 4 is located by connecting, and the bottom surface of this centering adjusting pressure head 212 is provided with first groove 2121 matched with described first surface 2111; The longitudinal axis that described centering is regulated pressure head 211 and elastic body 212 coincides.
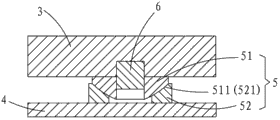
Please, in conjunction with consulting Fig. 5 and Fig. 6, every described thrust articulated bearing 5 all is located by connecting with upper bearing plate 3, and every described thrust articulated bearing 5 all is fixedly connected with equal pressing plate 4.The longitudinal axis of every described thrust articulated bearing 5 all coincides with the longitudinal axis of respective sensor 21; Every described thrust articulated bearing 5 all contains a bulb 51 and a ball seat 52 of mutual floating connection; Described bulb 51 is located by connecting by a connection piece 6 and upper bearing plate 3, and the bottom surface of this bulb 51 is one second curved surface 511; Described ball seat 52 is fixedly connected with equal pressing plate 4, and the upper surface of this ball seat 52 is provided with second groove 521 matched with this second curved surface 511; The longitudinal axis of described bulb 51 and ball seat 52 coincides.
Please in conjunction with consulting Fig. 5 and Fig. 7, in order to know easily, the principle of the power sensor 1013 in the present invention is set forth, the applicant is placed in three sensors 21 on same straight line, as shown in Figure 7, and in Fig. 7, the applicant adopts letter character to carry out mark again to the thrust articulated bearing 5 in Fig. 5 and middle adjusting pressure head 212, particularly, three thrust articulated bearings 5 are labeled as to thrust articulated bearing M from right to left successively, thrust articulated bearing N, thrust articulated bearing R, will in each, regulate pressure head 212 from right to left successively respective markers be middle adjusting pressure head M', middle adjusting pressure head N', middle adjusting pressure head R'.Wherein, thrust articulated bearing M, thrust articulated bearing N, thrust articulated bearing R, centering are regulated pressure head M', centering is regulated pressure head N', centering adjusting pressure head R', upper bearing plate 3 and equal pressing plate 4 and formed uncle sieve Weir mechanism.Because each bulb 51 is all that curved surface contacts with corresponding each ball seat 52, each centering is regulated pressure head 212(and is seen Fig. 5) with between each elastic body 211, also for curved surface, contact accordingly, thereby thrust articulated bearing M, thrust articulated bearing N, thrust articulated bearing R, centering are regulated, and pressure head M', centering regulate pressure head N', centering is regulated pressure head R' and formed all the time two parallelogram that size shape is consistent, is respectively parallelogram MM ' N ' N and parallelogram NN ' R ' R.When this power sensor 1013 bearing load F, load F distributes and acts on three elastic body 211 tops, if can cause bearing plate 3 to tilt when load F skewness, 3 distortion of asymmetric or upper bearing plate, and because of above-mentioned curved surface contact, go up how to tilt MM ', RR ' of bearing plate 3 all parallel with NN ' respectively, thereby can effectively reduce, produce the detection error that eccentric load, tilting load bring because of upper bearing plate 3 working deformations, testee (not shown) error of centralization.Distributed load on upper bearing plate 3 is component F
3during the position that is d in distance elastic body 211, one and F are just arranged
3the masterpiece that the equal and opposite in direction direction is identical is regulated pressure head M ' for thrust articulated bearing M and centering, and it is F that a numerical value is now just arranged
3the torque of d is between MM ', thereby at the M place, thrust articulated bearing M is pulled to right side, locate that at M ' centering is regulated to pressure head M ' and push left side to, but, due to the restriction that is subject to NN ' (being that thrust articulated bearing N and centering are regulated pressure head N') point, at thrust articulated bearing M and centering, regulate the reacting force f that will produce respectively equal and opposite in direction, opposite direction on pressure head M '
3, f
3', thereby form one and F
3the numerical value that d is equal is f
3s(or f
3' s) (s is f to opposing torque
3with f
3lateral separation between ' application point), F as a result
3the d torque is by f
3s(or f
3' s) institute's balance, last, on thrust articulated bearing M and centering adjusting pressure head M ', only have and F
3the power that the equal and opposite in direction direction is identical works, and irrelevant with eccentric position and eccentric distance, in like manner, this situation is regulated on pressure head N' at thrust articulated bearing N with centering, also identical on thrust articulated bearing R and centering adjusting pressure head R'.Therefore when power sensor 1013 being applied to a load F and is directed force F, no matter rotate or change the installment state of power sensor 1013, before and after display instrument (not shown) shows, the numerical value difference of twice is very little, thereby this power sensor 1013 has good rotation effect, detect the indicating value repdocutbility good.
To sum up, the calibrating installation 100 of a kind of large-scale weighing machine of the present invention is without adopting standard test weight or standard test weight and substitute to carry out loading and unloading to large-scale weighing machine, and compare with existing other non-counterweight type weighing instrument verification device, not only simple in structure, and can greatly improve the work efficiency of calibrating and security, and cost-saving; In addition, the improvement of the power sensor 1013 in the present invention can effectively improve its accuracy that detects indicating value, has solved the problem of the detection deviation of reading caused because of upper bearing plate working deformation, the tested sensor error of centralization.
In addition, although take the calibrating of automobile weighing apparatus in the present invention, describe as example, calibrating installation of the present invention is not limited in the calibrating of automobile weighing apparatus, can be used for the calibrating of the large-scale fixed electronic weighing instrument of various uses and structure.
Claims (2)
1. the calibrating installation of a large-scale weighing machine, comprise that at least consistent with the LOAD CELLS quantity of tested weighing apparatus calibrating unit and is for supporting the basis of respectively examining and determine unit, it is characterized in that: be provided with a foundation ditch for accommodating tested weighing apparatus on described basis, and be respectively arranged with basic embedded board on the basis of these foundation ditch both sides, often this calibrating unit all comprises a pedestal be fixed on basic embedded board, one is located at the power sensor on a bearing plate, one afterburning lever, one lever support, one is located at the power cylinder that adds on pedestal, and a centering is positioned over the bulb pressure-bearing pad on the power sensor, described bearing plate is placed on the weighing platform of tested weighing apparatus, one end of described lever support is fixedly connected with basic embedded board, and the other end of this lever support is articulated in afterburning lever, one end of described afterburning lever is positioned at bulb pressure-bearing pad top and contacts with this bulb pressure-bearing pad, the other end of this reinforcing lever is connected with the piston that adds power cylinder by a support bar.
2. the calibrating installation of a kind of large-scale weighing machine as claimed in claim 1, it is characterized in that: the other end of described lever support is articulated in the middle part of afterburning lever.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110447097 CN102538936B (en) | 2011-12-28 | 2011-12-28 | Calibration device of large weighing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110447097 CN102538936B (en) | 2011-12-28 | 2011-12-28 | Calibration device of large weighing apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102538936A CN102538936A (en) | 2012-07-04 |
| CN102538936B true CN102538936B (en) | 2013-11-06 |
Family
ID=46346401
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110447097 Active CN102538936B (en) | 2011-12-28 | 2011-12-28 | Calibration device of large weighing apparatus |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102538936B (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104061993B (en) * | 2014-06-24 | 2016-05-04 | 福建省计量科学研究院 | The fits automatically system of high accuracy weighing apparatus Load Meter |
| CN105067422B (en) * | 2015-07-16 | 2018-05-18 | 中国石油天然气股份有限公司长庆油田分公司技术监测中心 | A kind of proppant test Anchor plate kit |
| CN105067447B (en) * | 2015-07-16 | 2018-05-11 | 中国石油天然气股份有限公司长庆油田分公司技术监测中心 | A kind of proppant test pressure testing machine |
| CN108507799B (en) * | 2018-03-21 | 2019-08-30 | 河南交院工程技术有限公司 | A kind of calibrating installation for brake inspection platform |
| CN108414241A (en) * | 2018-03-21 | 2018-08-17 | 郑州东辰科技有限公司 | A kind of Flat plate type brake verifying bench calibrating installation and calibration method |
| CN108458779A (en) * | 2018-03-21 | 2018-08-28 | 郑州东辰科技有限公司 | The weighing sensor calibrating installation and calibration method of Flat plate type brake verifying bench |
| CN110686762B (en) * | 2019-04-16 | 2022-05-13 | 北京伟衡科技有限公司 | Portable electric subway platform scale rapid calibrating apparatus |
| CN113984170B (en) * | 2021-10-12 | 2024-10-01 | 北京优量云产业计量技术创新研究院有限公司 | Weighing tray and have mass comparator of weighing tray |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3982738A (en) * | 1974-08-30 | 1976-09-28 | Mettler Instrumente Ag | Dash-pot arrangement for balance |
| CN2532467Y (en) * | 2002-04-08 | 2003-01-22 | 赵本东 | Large weighing apparatus caribration instrument |
| CN2689197Y (en) * | 2004-04-20 | 2005-03-30 | 李俊波 | Checker for balancer without weights |
| JP2006113011A (en) * | 2004-10-18 | 2006-04-27 | Shinko Denshi Kk | Load conversion mechanism |
| CN201402180Y (en) * | 2009-03-23 | 2010-02-10 | 罗绪荆 | Stacked detection device for detecting weighing performance of large-scale weighing machines |
| CN201555657U (en) * | 2009-11-04 | 2010-08-18 | 冯淑青 | Weigher detecting and calibrating device |
| CN202420656U (en) * | 2011-12-28 | 2012-09-05 | 福建省计量科学研究院 | Calibrating device for large-sized weighing apparatus |
-
2011
- 2011-12-28 CN CN 201110447097 patent/CN102538936B/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3982738A (en) * | 1974-08-30 | 1976-09-28 | Mettler Instrumente Ag | Dash-pot arrangement for balance |
| CN2532467Y (en) * | 2002-04-08 | 2003-01-22 | 赵本东 | Large weighing apparatus caribration instrument |
| CN2689197Y (en) * | 2004-04-20 | 2005-03-30 | 李俊波 | Checker for balancer without weights |
| JP2006113011A (en) * | 2004-10-18 | 2006-04-27 | Shinko Denshi Kk | Load conversion mechanism |
| CN201402180Y (en) * | 2009-03-23 | 2010-02-10 | 罗绪荆 | Stacked detection device for detecting weighing performance of large-scale weighing machines |
| CN201555657U (en) * | 2009-11-04 | 2010-08-18 | 冯淑青 | Weigher detecting and calibrating device |
| CN202420656U (en) * | 2011-12-28 | 2012-09-05 | 福建省计量科学研究院 | Calibrating device for large-sized weighing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102538936A (en) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102538937B (en) | Calibration device of large weighing apparatus | |
| CN102538936B (en) | Calibration device of large weighing apparatus | |
| CN101957231B (en) | Method for detecting large fixed electronic weighing apparatus | |
| CN101907484B (en) | Verification system for large-scale weighing machine and self-location loading-unloading measuring device thereof | |
| CN201765050U (en) | Large-sized weighter calibration system and self-positioning loading-unloading load measuring device of same | |
| CN101949729B (en) | Weighting device and calibrating method of large weighting apparatus | |
| CN202420657U (en) | Verification structure for large weighing devices | |
| CN202420656U (en) | Calibrating device for large-sized weighing apparatus | |
| CN103323090A (en) | Electronic car weighing debugging novel method and device | |
| CN202661159U (en) | On-line correction hydraulic calibration system of industrial electronic hopper scale | |
| CN201408072Y (en) | Large-scale weight-free calibrating device applied on vehicle scale | |
| CN106768254A (en) | A kind of bunker scale calibrating installation and its calibration method | |
| CN208238921U (en) | A kind of double mode truck scale calibrating installation | |
| CN102393243B (en) | Self-positioning loading-unloading load measuring device for calibrating large-sized weighter | |
| JP5219328B2 (en) | Weight measuring device | |
| RU192004U1 (en) | DEVICE FOR TESTING BUNKER TENZOMETRIC WEIGHTS | |
| RU71428U1 (en) | DEVICE FOR TESTING TENZOMETRIC SCALES | |
| CN202166465U (en) | Large-scale fixed type electronic scale | |
| CN202329790U (en) | Hopper electronic scale calibration device utilizing dynamometer and jack | |
| CN208125265U (en) | A kind of efficient truck scale calibrating installation | |
| US4757867A (en) | Single load cell weighing systems | |
| CN212931610U (en) | Electronic truck scale with automatic vehicle positioning function | |
| CN202734946U (en) | Movable type dynamometer for testing and adjusting electronic car weigher | |
| CN112781708A (en) | Calibration equipment for rail weighbridge | |
| JP7535414B2 (en) | Weighing device and method for inspecting weighing device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |