CN102527822B - Processing and cutting mold for front column inner skin of miniature vehicle - Google Patents
Processing and cutting mold for front column inner skin of miniature vehicle Download PDFInfo
- Publication number
- CN102527822B CN102527822B CN 201210018700 CN201210018700A CN102527822B CN 102527822 B CN102527822 B CN 102527822B CN 201210018700 CN201210018700 CN 201210018700 CN 201210018700 A CN201210018700 A CN 201210018700A CN 102527822 B CN102527822 B CN 102527822B
- Authority
- CN
- China
- Prior art keywords
- piece
- patrix
- processing
- die
- circular hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Forging (AREA)
Abstract
The invention discloses a processing and cutting mold for a front column inner skin of a miniature vehicle, which comprises a lower mold and an upper mold. A plurality of guide posts for guiding are vertically arranged on the periphery of the lower mold, a limiting block for limiting when the upper mold moves downwards is further sleeved at the lower end of the guiding post, a lower cutter block is arranged in the middle of the upper surface of the lower mold, a material pressing device and various punching heads are arranged on the upper mold, and the processing and cutting mold further comprises a lateral cutting mechanism. The processing and cutting mold for front column inner skin of the miniature vehicle fully utilizes matching between a vertical punching mechanism and an inclined punching mechanism, can process many hole structures of products in one punching processing and form many edge structure shapes of products in processing, and improves processing efficiency.
Description
Technical field
The present invention relates to minicar member process technology, particularly a kind of minicar front column inside panel processing knife edge die.
Background technology
It is A00 level car in the A type car that minicar refers generally to, and this axletree is apart from generally between 2 meters to 2.2 meters (the part vehicle is outside this scope), and engine displacement is generally less than 1 liter.
The minicar front column refers to that minicar driver's cabin the place ahead supports the support member of driver's cabin ceiling, and this support member is by support column and be fixed on the inside panel of support column inboard and several parts of exterior skin in the outside constitute.
Existing a kind of minicar front column inside panel member, its structure as shown in Figure 1, for the slightly recurvate integral body in two ends is tabular strip (when relating to the narration of direction when in this specification in detail member being described in detail, the actual installation state is direction reference when using with product members, refer to that such as the forward edge of member the member actual installation is positioned at the edge position of the place ahead one side after good), its forward edge has the flange 1 of outside turnover, flange the first half also has the journal stirrup 2 of projection forward, posterior edges has the flanging 3 that cross section, folding back is " z " font, its inside is disposed with a line hole 4 from top to bottom, a spraying coating process circular hole 5 that is used for spraying, two are used for fixedly circular hole 6 of fixing handle of shaking hands, two blocked holes 7 that are used for fixing self, and one be used for the fixedly square hole 8 of inside gadget; On the flanging of posterior edges, also have two welding locating holes 9.
Existing minicar front column inside panel generally adopts the plate of irony, obtains through drawing just behind the one-step forming through Punching Technology repeatedly again.It adds man-hour, needs to adopt modes such as vertical trimming and rotation product angle vertical trimming, adds and need adopt multiple clamping man-hour and change the location benchmark.So just increase technological requirement, prolonged the production cycle, increased positioning difficulty, so just limited class's output of product.Also need multiple clamping simultaneously, it is inconsistent and increased percent defective to cause locating benchmark, is difficult to guarantee to produce in batches.
So existing minicar front column inside panel process technology exists processing step complexity, production cycle long, defective such as qualification rate is low.
Summary of the invention
At above-mentioned the deficiencies in the prior art, the technical problem to be solved in the present invention is: how a kind of minicar front column inside panel processing knife edge die is provided, this knife edge die one-step punching can process many places planform on the inside panel, improve working (machining) efficiency, simultaneously can realize a kind of minicar front column inside panel processing method based on this knife edge die, this method has been simplified processing step, has improved working (machining) efficiency, has improved the product passing rate of processing simultaneously.
In order to solve the problems of the technologies described above, adopted following technical scheme among the present invention:
A kind of minicar front column inside panel processing knife edge die, comprise counterdie and patrix, the periphery of described counterdie is provided with several guide pillars that is used for guiding straight up, the guide pillar lower end also is arranged with limited block spacing when descending for patrix, the counterdie upper surface middle part is provided with down the cutter piece, following cutter piece outer surface type shape and the second semi-finished product inner surface of component match, the middle part of part and the position at two ends have for die-cut cavity between corresponding two members of following cutter piece upper surface, the position of following cutter piece upper surface counterpart member spraying coating process circular hole is provided with spraying coating process circular hole blanking groove, and the position that following cutter piece upper surface counterpart member is positioned at second blocked hole of below is provided with second die-cut blanking groove of blocked hole; The middle part in the dual-side portion of described counterdie upper surface corresponding two members outside and the position at two ends also are respectively arranged with the drive block that upper surface is the smooth plane that slopes inwardly; The periphery of described patrix lower surface is provided with for cooperating the guide pin bushing that leads with guide pillar, middle part, described patrix lower end is provided with eccentric swage, eccentric swage lower surface type shape and the second semi-finished product inner surface of component match, the eccentric swage upper end is connected with patrix elasticity, the patrix lower end also has the upper slitter piece that arranges straight down, described upper slitter piece comprises the first upper slitter piece that cuts away the unnecessary blank of upper end position between two members for correspondence, be used for corresponding the 3rd upper slitter piece that cuts away the second upper slitter piece of the unnecessary blank of medium position between two members and be used for cutting away the unnecessary blank of lower end position between two members, the described first upper slitter piece, the second upper slitter piece and the 3rd upper slitter piece all run through the eccentric swage setting slidably, also vertically run through slidably in the eccentric swage of described patrix lower end and be provided with spraying coating process circular hole drift, described spraying coating process circular hole drift is over against descending the spraying coating process circular hole blanking groove setting on the cutter piece and being used for punching out member spraying coating process circular hole, also vertically run through slidably in the eccentric swage of described patrix lower end and be provided with second blocked hole drift, described second blocked hole drift on the following cutter piece the die-cut blanking groove setting of second blocked hole and be used for punching out second blocked hole of member lower end, the middle part in corresponding two members outside, described patrix below and six positions at two ends also are respectively arranged with the side cutting mechanism, described side cutting mechanism comprises that a upper end is fixed on the patrix, what the lower end had a low tilt slide plane, inboard high outside hangs the contract take-up housing, hang slidably on the described tilt slide plane of hanging the contract take-up housing and be connected to a side cutting knife piece, the side cutting knife piece lower end outside have for counterdie on the face that is slidingly matched that is slidingly fitted of drive block upper end clinoplain, inboard, side cutting knife piece lower end has the cutter head that partly arranges over against the member respective outer.
This minicar front column inside panel processing knife edge die has taken full advantage of the cooperation of vertical punching mechanism and oblique punching mechanism, is adding man-hour, can one-step punching process product many places pore space structure and limit, the many places portion planform that is shaped, and has improved working (machining) efficiency.
Description of drawings
Fig. 1 is the structural representation of the minicar front column inside panel member that the present invention relates to.
The vertical view of the following mode structure that adopts in the b step of Fig. 2 for a kind of processing method that has adopted knife edge die of the present invention.
The upward view of the last mode structure that adopts in the b step of Fig. 3 for a kind of processing method that has adopted knife edge die of the present invention.
Profile after cutting open from the limited block position behind the mould matched moulds that adopts in the b step of Fig. 4 for a kind of processing method that has adopted knife edge die of the present invention.
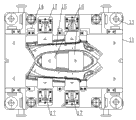
Fig. 5 is the vertical view of the following mode structure that adopts in the knife edge die of the present invention.
Fig. 6 is the upward view of the last mode structure that adopts in the knife edge die of the present invention.
Fig. 7 is the profile after cutting open from the limited block position behind the knife edge die matched moulds of the present invention.
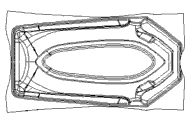
The structural representation of the first semi-finished product member that Fig. 8 obtains after for a step completion of processing among the present invention.
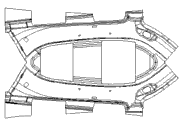
The structural representation of the second semi-finished product member that Fig. 9 obtains after for b step completion of processing among the present invention.
The specific embodiment
The present invention is described in further detail below in conjunction with accompanying drawing and a kind of minicar front column inside panel processing method that has adopted knife edge die of the present invention.
With reference to figure 2-Fig. 9, a kind of minicar front column inside panel processing method that has adopted knife edge die of the present invention, may further comprise the steps: a, draw, namely adopt drawing die, the template blank of rectangle is processed into the first semi-finished product member, the structure of the described first semi-finished product member is with reference to figure 8, wherein mold all contour structures of two symmetrical members at the middle part of the template blank of rectangle, the existing process technology that belongs to ripe (is drawn in the two ends of two members crooked setting the relatively in a step, drawing die can be a counterdie and a patrix, obtain the member die cavity behind counterdie and the Ccope closing machine, also can be between upper die and lower die, to set up a blank holder to carry out flanging, form the member die cavity behind patrix counterdie and the blank holder matched moulds); B, (with reference to figure 1 and Fig. 8) adopt a kind of edger one-step punching process two line holes 4, two handles in the member fixedly circular hole 6 and be positioned at above first blocked hole 7 and the fixing square hole 8 of inside gadget, cut away the upwards unnecessary blank of a side of two member upper ends simultaneously, cut away the unnecessary blank of two member lower ends downward one sides, cut away the unnecessary blank in the outside of the outside of two member the first half and the latter half, cut away the unnecessary blank of the inboard of the inboard of two member the first half and the latter half, obtain the second semi-finished product member as shown in Figure 9; C, (with reference to figure 1) adopt a kind of knife edge die one-step punching to process two welding locating holes 9 on the flanging 3 of two spraying coating process circular hole 5, second blocked hole 7 that is positioned at the below and posterior edges in the member, cut away the unnecessary blank of residue in the outside, two member upper, middle and lowers simultaneously, cut away the unnecessary blank of residue of inboard, two member upper, middle and lowers, obtain two finished product members (referring to Fig. 1).
Wherein, the structure of the edger that adopts in the described b step is (with reference to figure 2-Fig. 4), comprise counterdie 11 and patrix 12, the periphery of described counterdie 11 is provided with several guide pillars 13 that is used for guiding straight up, also be provided with limited block 14 spacing when descending for patrix, counterdie 11 upper surface middle part are provided with down cutter piece 15, following cutter piece 15 outer surface type shapes and the first semi-finished product inner surface of component match, the centre position of following cutter piece upper surface counterpart member the first half and the centre position of the latter half have for die-cut cavity 16, on the following cutter piece 15 in the corresponding first semi-finished product member upper end upwards the position of a side and lower ends downward one side for being used for the cavity of blanking, the position in following cutter piece 15 upper surface counterpart member line holes arranges the die-cut blanking groove in wired hole, two handles of the following cutter piece 15 upper surface counterpart member fixedly position of circular hole are provided with the fixedly die-cut blanking groove of circular hole of two handles, the position of first blocked hole that following cutter piece 15 upper surface counterpart member are positioned at the top is provided with the die-cut blanking groove of first blocked hole, on the following cutter piece 15 upper surface counterpart member fixedly the position of the square hole of inside gadget also be provided with the die-cut blanking groove of square hole; The position in the outside of corresponding two the member the first half of the dual-side portion of described counterdie 11 upper surfaces and the outside of the latter half also is respectively arranged with the drive block 17 that upper surface is the smooth plane that slopes inwardly; The periphery of described patrix 12 lower surfaces is provided with for cooperating the guide pin bushing 18 that leads with guide pillar 13, middle part, described patrix 12 lower ends is provided with eccentric swage 19, eccentric swage 19 lower surface type shapes and the first semi-finished product inner surface of component match, eccentric swage 19 upper ends are connected with patrix 12 elasticity, the patrix lower end also has the upper slitter piece that arranges straight down, described upper slitter piece comprises for correspondence and cuts away the upwards first upper slitter piece 20 of the unnecessary blank of a side of two members upper end, be used for the corresponding second upper slitter piece 21 that cuts away the unnecessary blank of two member lower ends downward one sides, be used for corresponding inboard of cutting away two member the first half unnecessary blank the 3rd upper slitter piece 22 and be used for the 4th upper slitter piece 23 of the unnecessary blank of corresponding inboard of cutting away two member the latter halfs, described the 3rd upper slitter piece 22 and the 4th upper slitter piece 23 run through eccentric swage 19 slidably and arrange, also vertically run through slidably in the eccentric swage 19 of described patrix 12 lower ends wired hole drift 24 is set, described line hole drift 24 is over against descending the die-cut blanking groove setting in line hole on the cutter piece 15 and being used for punching out member line hole, also vertically run through slidably in the eccentric swage 19 of described patrix 12 lower ends and be provided with fixedly circular hole drift 25 of handle, the fixedly fixedly die-cut blanking groove setting of circular hole and for the fixing circular hole of the handle that punches out member of the handle of circular hole drift 25 on the following cutter piece 15 of described handle, also vertically run through slidably in the eccentric swage 19 of described patrix 12 lower ends and be provided with first blocked hole drift 26, described first blocked hole drift 26 on the following cutter piece 15 the die-cut blanking groove setting of first blocked hole and be used for punching out first blocked hole of member upper end, also vertically run through slidably in the eccentric swage 19 of described patrix 12 lower ends and be provided with square punch 27, described square punch 27 on the following cutter piece 15 the die-cut blanking groove setting of square hole and be used for punching out the square hole of member, four positions in the outside of corresponding two the member the first half in described patrix 12 belows and the outside of the latter half also are respectively arranged with the side cutting mechanism, described side cutting mechanism comprises that a upper end is fixed on the patrix 12, what the lower end had a low tilt slide plane, inboard high outside hangs contract take-up housing 28, hang slidably on the described tilt slide plane of hanging contract take-up housing 28 and be connected to a side cutting knife piece 29, the side cutting knife piece 29 lower ends outsides have for counterdie on the face that is slidingly matched that is slidingly fitted of drive block upper end clinoplain, inboard, side cutting knife piece 29 lower end has the cutter head 30 that partly arranges over against the member respective outer.
Wherein, the knife edge die that adopts in the described c step is the claimed knife edge die of the present invention, its concrete structure is referring to Fig. 5-Fig. 7, comprise counterdie 31 and patrix 32, the periphery of described counterdie 31 is provided with several guide pillars 33 that is used for guiding straight up, guide pillar 33 lower ends also are arranged with limited block 34 spacing when descending for patrix, counterdie 31 upper surface middle part are provided with down cutter piece 35, following cutter piece 35 outer surface type shapes and the second semi-finished product inner surface of component match, the middle part of part and the position at two ends have for die-cut cavity 36 between corresponding two members of following cutter piece 35 upper surfaces, the position of following cutter piece 35 upper surface counterpart member spraying coating process circular holes is provided with spraying coating process circular hole blanking groove, and the position that following cutter piece 35 upper surface counterpart member are positioned at second blocked hole of below is provided with second die-cut blanking groove of blocked hole; The middle part in the dual-side portion of described counterdie 31 upper surfaces corresponding two members outside and the position at two ends also are respectively arranged with the drive block 37 that upper surface is the smooth plane that slopes inwardly; The periphery of described patrix 32 lower surfaces is provided with for cooperating the guide pin bushing 38 that leads with guide pillar 33, middle part, described patrix 32 lower ends is provided with eccentric swage 39, eccentric swage 39 lower surface type shapes and the second semi-finished product inner surface of component match, eccentric swage 39 upper ends are connected with patrix 32 elasticity, patrix 32 lower ends also have the upper slitter piece that arranges straight down, described upper slitter piece comprises the first upper slitter piece 40 that cuts away the unnecessary blank of upper end position between two members for correspondence, be used for corresponding the 3rd upper slitter piece 42 that cuts away the second upper slitter piece 41 of the unnecessary blank of medium position between two members and be used for cutting away the unnecessary blank of lower end position between two members, the described first upper slitter piece 40, the second upper slitter piece 41 and the 3rd upper slitter piece 42 all run through eccentric swage 39 slidably and arrange, also vertically run through slidably in the eccentric swage 39 of described patrix 32 lower ends and be provided with spraying coating process circular hole drift 43, described spraying coating process circular hole drift 43 is over against descending the spraying coating process circular hole blanking groove setting on the cutter piece 35 and being used for punching out member spraying coating process circular hole, also vertically run through slidably in the eccentric swage 39 of described patrix 32 lower ends and be provided with second blocked hole drift 44, described second blocked hole drift 44 on the following cutter piece 35 the die-cut blanking groove setting of second blocked hole and be used for punching out second blocked hole of member lower end, the middle part in corresponding two members outside, described patrix 32 belows and six positions at two ends also are respectively arranged with the side cutting mechanism, described side cutting mechanism comprises that a upper end is fixed on the patrix 32, what the lower end had a low tilt slide plane, inboard high outside hangs contract take-up housing 45, hang slidably on the described tilt slide plane of hanging contract take-up housing 45 and be connected to a side cutting knife piece 46, the side cutting knife piece 46 lower ends outsides have for counterdie on the face that is slidingly matched that is slidingly fitted of drive block 37 upper end clinoplains, inboard, side cutting knife piece 46 lower end has the cutter head 47 that partly arranges over against the member respective outer.
In the said method, the drawing work of a step adopts conventional prior art can realize processing, so not at this detailed description.The present invention is the place that prior art contributes, and will originally also need a plurality of work steps to process the die-cut technology that obtains product after drawing, and being reduced to only needs two work step processing can obtain product.The two cover processing molds that to realize two work step processing have been designed simultaneously.Wherein taken into full account the position relation of the die-cut hole of the die-cut marginal portion of product needed and a plurality of needs, it is divided into the processing that two work steps are finished all die-cut parts, fully combine the characteristics of lifting Wedge mechanism, the processing of in a work step, carrying out tangent simultaneously and cutting sth. askew, make final to need two work steps, two cover Punching Technology equipment can be finished all die-cut processing, so this frock makes the intact work of multiple operation, by using Wedge mechanism, merge dexterously an operation and finish, shortened the process-cycle greatly, reduced secondary or multiple clamping, the work team's output that adds of product increased exponentially, and because of secondary or repeatedly the dress, the inaccurate grade in location causes that product is overproof, almost do not have waste product to produce.After long-term processing checking, this method working (machining) efficiency height, steady quality, manpower and equipment cost reduce.
In sum, said method has solved the problem that exists in original technology, improved stock utilization, shortened manufacturing procedure, it is inferior to have reduced product turnover and clamping times and production equipment platform, finishes a plurality of operations by a clamping, simplified processing step, improve working (machining) efficiency, reduced human cost, guaranteed product quality and product stability simultaneously.
Claims (1)
1. a minicar front column inside panel is processed knife edge die, it is characterized in that, comprise counterdie and patrix, the periphery of described counterdie is provided with several guide pillars that is used for guiding straight up, the guide pillar lower end also is arranged with limited block spacing when descending for patrix, the counterdie upper surface middle part is provided with down the cutter piece, following cutter piece external surface shape and the second semi-finished product inner surface of component match, wherein, the second semi-finished product member is made of the 3rd member and the 4th member of two symmetrical connections, the middle part of part and the position at two ends have for die-cut cavity between corresponding the 3rd member of following cutter piece upper surface and the 4th member, the position of corresponding the 3rd member of following cutter piece upper surface and the 4th member spraying coating process circular hole is provided with spraying coating process circular hole blanking groove, and the position that corresponding the 3rd member of following cutter piece upper surface and the 4th member are positioned at second blocked hole of below is provided with second die-cut blanking groove of blocked hole; The middle part in corresponding the 3rd member of the dual-side portion of described counterdie upper surface and the 4th member outside and the position at two ends also are respectively arranged with the drive block that upper surface is the smooth plane that slopes inwardly; The periphery of described patrix lower surface is provided with for cooperating the guide pin bushing that leads with guide pillar, middle part, described patrix lower end is provided with eccentric swage, eccentric swage underside shape and the second semi-finished product inner surface of component match, the eccentric swage upper end is connected with patrix elasticity, the patrix lower end also has the upper slitter piece that arranges straight down, described upper slitter piece comprises the first upper slitter piece that cuts away the unnecessary blank of upper end position between the 3rd member and the 4th member for correspondence, be used for corresponding the 3rd upper slitter piece that cuts away the second upper slitter piece of the unnecessary blank of medium position between the 3rd member and the 4th member and be used for cutting away the unnecessary blank of lower end position between the 3rd member and the 4th member, the described first upper slitter piece, the second upper slitter piece and the 3rd upper slitter piece all run through the eccentric swage setting slidably, also vertically run through slidably in the eccentric swage of described patrix lower end and be provided with spraying coating process circular hole drift, described spraying coating process circular hole drift is over against descending the spraying coating process circular hole blanking groove setting on the cutter piece and being used for punching out the 3rd member and the 4th member spraying coating process circular hole, also vertically run through slidably in the eccentric swage of described patrix lower end and be provided with second blocked hole drift, described second blocked hole drift on the following cutter piece the die-cut blanking groove setting of second blocked hole and be used for punching out second blocked hole of the 3rd member and the 4th member lower end, corresponding the 3rd member in described patrix below and the middle part in the 4th member outside and six positions at two ends also are respectively arranged with the side cutting mechanism, described side cutting mechanism comprises that a upper end is fixed on the patrix, what the lower end had a low tilt slide plane, inboard high outside hangs the contract take-up housing, hang slidably on the described tilt slide plane of hanging the contract take-up housing and be connected to a side cutting knife piece, the side cutting knife piece lower end outside have for counterdie on the face that is slidingly matched that is slidingly fitted of drive block upper end clinoplain, inboard, side cutting knife piece lower end has the cutter head that partly arranges over against the 3rd member and the 4th member respective outer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201210018700 CN102527822B (en) | 2012-01-20 | 2012-01-20 | Processing and cutting mold for front column inner skin of miniature vehicle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201210018700 CN102527822B (en) | 2012-01-20 | 2012-01-20 | Processing and cutting mold for front column inner skin of miniature vehicle |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102527822A CN102527822A (en) | 2012-07-04 |
| CN102527822B true CN102527822B (en) | 2013-07-17 |
Family
ID=46336547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201210018700 Expired - Fee Related CN102527822B (en) | 2012-01-20 | 2012-01-20 | Processing and cutting mold for front column inner skin of miniature vehicle |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102527822B (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103008434B (en) * | 2012-12-10 | 2015-01-07 | 奇瑞汽车股份有限公司 | Scrap cutoff process of outer covering part mold of automobile |
| CN105598254A (en) * | 2016-01-27 | 2016-05-25 | 太仓旺美模具有限公司 | Skylight slanting side-cutting die |
| CN107803425B (en) * | 2017-11-30 | 2024-05-14 | 东莞市同泓五金塑胶制品有限公司 | Porous mold processing of arc |
| CN110899462A (en) * | 2019-11-29 | 2020-03-24 | 无锡曙光模具有限公司 | Side cutting forming die for air inlet half shell of automobile air inlet system |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201720332U (en) * | 2010-06-13 | 2011-01-26 | 奇瑞汽车股份有限公司 | Automobile covering trimming waste cut-off mould |
| CN201791815U (en) * | 2010-09-30 | 2011-04-13 | 鑫鸿交通工业(安徽)有限公司 | Shearing die for metal plate of automobile |
| CN201832892U (en) * | 2010-11-05 | 2011-05-18 | 上海德真工贸有限公司 | Side shearing die for left and right back wheel covers of vehicle |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7587825B2 (en) * | 2006-02-01 | 2009-09-15 | Hayes Lemmerz International, Inc. | Method for producing a wheel disc |
-
2012
- 2012-01-20 CN CN 201210018700 patent/CN102527822B/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201720332U (en) * | 2010-06-13 | 2011-01-26 | 奇瑞汽车股份有限公司 | Automobile covering trimming waste cut-off mould |
| CN201791815U (en) * | 2010-09-30 | 2011-04-13 | 鑫鸿交通工业(安徽)有限公司 | Shearing die for metal plate of automobile |
| CN201832892U (en) * | 2010-11-05 | 2011-05-18 | 上海德真工贸有限公司 | Side shearing die for left and right back wheel covers of vehicle |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102527822A (en) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101941032B (en) | Local drawing and molding technology for rear cover plate of front section of automotive girder | |
| CN202062004U (en) | Novel precise stamping die | |
| CN102527821B (en) | Processing and trimming die for inner skin of front pillar of minicar | |
| CN203635737U (en) | Edge cutting, corner cutting and punching integrated equipment | |
| CN102527822B (en) | Processing and cutting mold for front column inner skin of miniature vehicle | |
| CN201676963U (en) | Punching mould of automobile wire bundle | |
| CN204620832U (en) | Make the progressive die of angle regulating device for seat of vehicle connecting rod | |
| CN102554032B (en) | Inner skin processing method of front pillar of mini car | |
| CN208866243U (en) | A kind of processing mold of automotive oil tank shell | |
| CN206286418U (en) | Earpiece molding assembly, mould and former | |
| CN204035298U (en) | A kind of shaping surrounding side-cutting die without back-off | |
| CN205763295U (en) | Automotive seat lower margin continuous stamping die | |
| CN201823824U (en) | Working part of local drawing and forming mould of automobile longitudinal beam front section rear cover plate | |
| CN204620837U (en) | Make the progressive die of automobile front seat sliding way | |
| CN204620828U (en) | Make the progressive die of automotive seat glidepath platform | |
| CN102554067B (en) | Method for pressing inner skins of front pillars | |
| CN204620850U (en) | The wheel spoke that corner cut by a kind of band makes drawing die | |
| CN104550418B (en) | A kind of Trimming Die of alloying metal blank plate | |
| CN204470414U (en) | The pre-spare part punching of a kind of alloying metal axle sleeve, Trimming Die | |
| CN204620829U (en) | Make the progressive die of automotive seat slideway | |
| CN109848305B (en) | Stamping die for forming upper middle channel and deep hole turning processing of automobile triangular arm | |
| CN203265403U (en) | Die integrating trimming and punching | |
| CN104070112A (en) | Synchronous edge cutting and overturning die of outer covering part of automobile | |
| CN205732465U (en) | The pre-stamping die in traditional method of indicating the pronunciation of a Chinese character limit | |
| CN206643211U (en) | Audiphone shields shell Blanking progressive die |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130717 Termination date: 20210120 |