CN102513679A - Welding mechanism for projection-weld nuts and welding method thereof - Google Patents
Welding mechanism for projection-weld nuts and welding method thereof Download PDFInfo
- Publication number
- CN102513679A CN102513679A CN2011104321417A CN201110432141A CN102513679A CN 102513679 A CN102513679 A CN 102513679A CN 2011104321417 A CN2011104321417 A CN 2011104321417A CN 201110432141 A CN201110432141 A CN 201110432141A CN 102513679 A CN102513679 A CN 102513679A
- Authority
- CN
- China
- Prior art keywords
- welding
- alignment pin
- compact heap
- nut
- cable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims abstract description 118
- 238000000034 method Methods 0.000 title claims abstract description 15
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 7
- 230000005611 electricity Effects 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 8
- 239000002699 waste material Substances 0.000 abstract description 3
- 238000003825 pressing Methods 0.000 abstract 5
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images

Landscapes
- Resistance Welding (AREA)
Abstract
The invention aims to provide a welding mechanism for projection-weld nuts and a welding method thereof. The welding mechanism is convenient and fast in use and high in efficiency and comprises a support, a pressing mechanism and a pressing block capable of moving vertically under action of the pressing mechanism are arranged on the support, a positioning pin is fixed below the pressing block on the support, the pressing block is connected with a first cable, and the positioning pin is connected with a second cable. The welding mechanism for projection-weld nuts is simple in structure and low in manufacturing cost, fast and convenient in use, high in universality and efficiency, can be used for projection welding individually or spot welding and projection welding simultaneously, and accordingly the process of utilizing a projection welding machine to complete projection welding to nuts before the conventional spot welding operation is avoided and wastes of intermediate links and personnel are reduced.
Description
Technical field
The invention belongs to welding technology field, specially refer to the welding mechanism and the welding method thereof that are applied to a kind of project-welding nut in auto manufacturing's process.
Background technology
Projection welding is exactly on the binding face of a weldment, to process one or more protruding points in advance, makes the heating that contacts and switch on of itself and another weldment surface, presses then and collapses, and makes these contact points form the electric resistance welding method of solder joints.In auto manufacturing, the application of project-welding nut is very general.Every body in white needs the welding projection welding nut to have hundreds of individual; And these parts that need weld vary, and the quantity of project-welding nut has more to be lacked, and the way of automobile production producer is to bigger one or two nut of a part projection welding of part at present; Need two people to cooperate to carry out the projection welding operation; Projection welding is carried out the spot welding operation after finishing again, causes like this that personnel waste greatly in the production process, and production efficiency is low.In addition, existing fixing point projection welder receives the influence of part shape can not all parts of projection welding, and this gives in the postorder production process and brings great inconvenience.
Summary of the invention
The objective of the invention is to propose a kind of welding mechanism and welding method thereof of using the project-welding nut efficient and convenient, that efficient is high.
The welding mechanism of project-welding nut of the present invention comprises a supporting seat; The compact heap that said supporting seat is provided with hold-down mechanism and can under the hold-down mechanism effect, moves up and down; Supporting seat is fixed with alignment pin below compact heap; Said compact heap is connected with first cable, and said alignment pin is connected with second cable.
The welding method of the welding mechanism of above-mentioned project-welding nut has following two kinds:
First kind of welding method is only to carry out the projection welding operation, specifically comprises the steps:
A: utilize alignment pin to fix nut to be welded, start hold-down mechanism, utilize compact heap and alignment pin that nut to be welded is compressed;
B: first cable is connected with first electrode of a mash welder, second cable is connected with second electrode of said mash welder; Utilize first electrode, second electrode of said mash welder to send electricity, accomplish projection welding nut to be welded to compact heap and alignment pin.
Second kind of welding method is to carry out projection welding and spot welding operation simultaneously, specifically comprises the steps:
A: utilize alignment pin to fix nut to be welded, start hold-down mechanism, utilize compact heap and alignment pin that nut to be welded is compressed;
B: first cable is connected with a workpiece of treating spot welding, second cable and another is treated the workpiece of spot welding is connected; Utilize first electrode, second electrode of a mash welder to send electricity, when the workpiece of treating spot welding carries out spot welding, realize sending electricity, accomplish projection welding nut to be welded to compact heap and alignment pin to two workpiece of treating spot welding.
Further; Said hold-down mechanism is made up of support column, lever, cylinder; The equal vertical fixing of said support column and cylinder is on supporting seat; Said lever is movably installed in the support column top through articulated manner, and an end of lever is connected with the end of the piston rod of cylinder through articulated manner, and the bottom surface of the other end of lever is equipped with compact heap.Utilize the thrust of cylinder piston rod, can constantly compact heap be pressed on and treat on the project-welding nut, thereby guarantee welding quality.
Further, also be provided with second support column that is used to support the spot welding parts on the said supporting seat, conveniently carry out spot welding and projection welding operation simultaneously.
Further, for guaranteeing the projection welding quality, said compact heap and alignment pin are copper.
Further, for improving versatility, said supporting seat and alignment pin utilize the mode of threaded engagement to install and fix, and when the nut of welding different size, can change different alignment pins, to guarantee that installation is firm between nut and the alignment pin, improve welding quality.
Further, for easy to connect, an end of said first cable is fixedly connected with compact heap, and the other end is connected with metal clip; One end of said second cable is fixedly connected with alignment pin, and the other end is connected with metal clip.When only carrying out the projection welding operation, can utilize metal clip directly to link to each other with the electrode of mash welder; When carrying out spot welding and projection welding operation simultaneously, can utilize metal clip to link to each other with the workpiece of treating spot welding.
The welding mechanism of project-welding nut of the present invention is simple in structure; Low cost of manufacture; The projection welding operation be can only carry out or spot welding and projection welding operation carried out simultaneously; Avoided to utilize projection welder that nut is carried out the projection welding operation earlier before the traditional spot welding operation, reduced middle operation and personnel's waste, used efficient and convenient, highly versatile, efficient height.
Description of drawings
Fig. 1 is the structure principle chart of the welding mechanism of project-welding nut of the present invention.
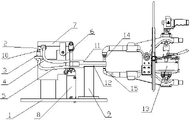
Fig. 2 is the user mode figure of the welding mechanism of project-welding nut of the present invention.
The specific embodiment
Contrast accompanying drawing below; Through the description to embodiment, the effect of mutual alignment between the shape of specific embodiments of the invention such as related each member, structure, the each several part and annexation, each several part and operation principle etc. are done further to specify.
Embodiment 1:
As shown in Figure 1; The welding mechanism of the project-welding nut of present embodiment comprises a supporting seat 1; The compact heap 2 that supporting seat 1 is provided with hold-down mechanism and can under the hold-down mechanism effect, moves up and down; Supporting seat 1 mode with threaded engagement below compact heap 2 is equipped with alignment pin 3, and compact heap 2 is connected with first cable 4, and alignment pin 3 is connected with second cable 5.
Above-mentioned hold-down mechanism is made up of support column 6, lever 7, cylinder 8; Support column 6 and cylinder 8 equal vertical fixing are on supporting seat 1; Lever 7 is movably installed in the top of support column 6 through articulated manner; One end of lever 7 is connected with the end of the piston rod of cylinder 8 through articulated manner, and the bottom surface of the other end of lever 7 is equipped with compact heap 2.Utilize the thrust of the piston rod of cylinder 8, can constantly compact heap 2 be pressed on and treat on the project-welding nut, thereby guarantee welding quality.
Also be provided with second support column 9 that is used to support the spot welding parts on the supporting seat 1, conveniently carry out spot welding and projection welding operation simultaneously.
For guaranteeing the projection welding quality, compact heap 2 and alignment pin 3 are copper.
As shown in Figure 2, the welding method of the welding mechanism of the project-welding nut of present embodiment can be carried out projection welding and spot welding operation simultaneously, specifically comprises the steps:
A: utilize alignment pin 3 fixing nuts 10 to be welded, start cylinder 8, utilize compact heap 2 and alignment pin 3 that nut 10 to be welded is compressed, and utilize cylinder 8 and compact heap 2 to continue to exert pressure to nut 10 to be welded;
B: first cable 4 is connected with a copper coin 11 of treating spot welding, second cable 5 and another is treated the copper coin 12 of spot welding is connected; Utilize first electrode 14, second electrode 15 of a mash welder 13 to send to two copper coins 11,12 of treating spot welding; When the copper coin of treating spot welding 11,12 carries out spot welding; Realization is sent electricity to compact heap 2 and alignment pin 3, thereby accomplishes the projection welding to nut 10 to be welded.
Claims (8)
1. the welding mechanism of a project-welding nut; It is characterized in that comprising a supporting seat; The compact heap that said supporting seat is provided with hold-down mechanism and can under the hold-down mechanism effect, moves up and down; Supporting seat is fixed with alignment pin below compact heap, said compact heap is connected with first cable, and said alignment pin is connected with second cable.
2. the welding mechanism of project-welding nut according to claim 1; It is characterized in that said hold-down mechanism is made up of support column, lever, cylinder; The equal vertical fixing of said support column and cylinder is on supporting seat; Said lever is movably installed in the support column top through articulated manner, and an end of lever is connected with the end of the piston rod of cylinder through articulated manner, and the bottom surface of the other end of lever is equipped with compact heap.
3. the welding mechanism of project-welding nut according to claim 1 and 2 is characterized in that also being provided with on the said supporting seat second support column that is used to support the spot welding parts.
4. the welding mechanism of project-welding nut according to claim 1 and 2, it is copper to it is characterized in that said compact heap and alignment pin are.
5. the welding mechanism of project-welding nut according to claim 1 and 2 is characterized in that said supporting seat and alignment pin utilize the mode of threaded engagement to install and fix.
6. the welding mechanism of project-welding nut according to claim 1 and 2 is characterized in that an end of said first cable is fixedly connected with compact heap, and the other end is connected with metal clip; One end of said second cable is fixedly connected with alignment pin, and the other end is connected with metal clip.
7. the welding method of the welding mechanism of project-welding nut according to claim 1 is characterized in that comprising the steps:
A: utilize alignment pin to fix nut to be welded, start hold-down mechanism, utilize compact heap and alignment pin that nut to be welded is compressed;
B: first cable is connected with first electrode of a mash welder, second cable is connected with second electrode of said mash welder; Utilize first electrode, second electrode of said mash welder to send electricity, accomplish projection welding nut to be welded to compact heap and alignment pin.
8. the welding method of the welding mechanism of project-welding nut according to claim 1 is characterized in that comprising the steps:
A: utilize alignment pin to fix nut to be welded, start hold-down mechanism, utilize compact heap and alignment pin that nut to be welded is compressed;
B: first cable is connected with a workpiece of treating spot welding, second cable and another is treated the workpiece of spot welding is connected; Utilize first electrode, second electrode of a mash welder to send electricity, when the workpiece of treating spot welding carries out spot welding, realize sending electricity, accomplish projection welding nut to be welded to compact heap and alignment pin to two workpiece of treating spot welding.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011104321417A CN102513679A (en) | 2011-12-21 | 2011-12-21 | Welding mechanism for projection-weld nuts and welding method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011104321417A CN102513679A (en) | 2011-12-21 | 2011-12-21 | Welding mechanism for projection-weld nuts and welding method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102513679A true CN102513679A (en) | 2012-06-27 |
Family
ID=46284889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011104321417A Pending CN102513679A (en) | 2011-12-21 | 2011-12-21 | Welding mechanism for projection-weld nuts and welding method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102513679A (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103084723A (en) * | 2012-12-20 | 2013-05-08 | 厦门金龙汽车车身有限公司 | Welding device and welding method thereof of projection welding nut |
| CN104057195A (en) * | 2014-06-19 | 2014-09-24 | 奇瑞汽车股份有限公司 | Synchronous welding device and synchronous welding method thereof |
| CN108145353A (en) * | 2017-12-26 | 2018-06-12 | 安徽瑞祥工业有限公司 | A kind of single side profiling rifle arm welding mechanism |
| CN108581163A (en) * | 2018-06-28 | 2018-09-28 | 奇瑞汽车股份有限公司 | A kind of project-welding nut leakproof and positioning welding mechanism |
| CN109676228A (en) * | 2017-10-18 | 2019-04-26 | 上海兰盈机电设备有限公司 | Dynamic lateral electrode binding nut structure |
| CN111390369A (en) * | 2020-05-09 | 2020-07-10 | 广州富士汽车整线集成有限公司 | Nut projection welding mechanism |
| CN113579448A (en) * | 2021-07-30 | 2021-11-02 | 奇瑞汽车股份有限公司 | Projection welding positioning mechanism |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2191737Y (en) * | 1994-03-18 | 1995-03-15 | 张倩法 | Point and convex dual-purpose electric welding machine |
| JPH11226750A (en) * | 1998-02-17 | 1999-08-24 | Dengensha Mfg Co Ltd | Resistance welding machine for supplied parts |
| JP2005193276A (en) * | 2004-01-07 | 2005-07-21 | Seki Kogyo Kk | Bolt welding method and bolt welding equipment |
| CN101480771A (en) * | 2009-01-22 | 2009-07-15 | 长城汽车股份有限公司 | Projection welding nut welding clamp |
| CN201366597Y (en) * | 2009-01-23 | 2009-12-23 | 奇瑞汽车股份有限公司 | Projection welding tool |
| CN101704159A (en) * | 2009-10-22 | 2010-05-12 | 浙江豪情汽车制造有限公司 | Bearing surface stud multipoint projection welding machine |
| CN201895169U (en) * | 2010-11-08 | 2011-07-13 | 浙江吉利汽车研究院有限公司 | Projection welding machine structure |
| JP2011183423A (en) * | 2010-03-08 | 2011-09-22 | Pias Hanbai Kk | Welding machine for micro diameter welding nut |
-
2011
- 2011-12-21 CN CN2011104321417A patent/CN102513679A/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2191737Y (en) * | 1994-03-18 | 1995-03-15 | 张倩法 | Point and convex dual-purpose electric welding machine |
| JPH11226750A (en) * | 1998-02-17 | 1999-08-24 | Dengensha Mfg Co Ltd | Resistance welding machine for supplied parts |
| JP2005193276A (en) * | 2004-01-07 | 2005-07-21 | Seki Kogyo Kk | Bolt welding method and bolt welding equipment |
| CN101480771A (en) * | 2009-01-22 | 2009-07-15 | 长城汽车股份有限公司 | Projection welding nut welding clamp |
| CN201366597Y (en) * | 2009-01-23 | 2009-12-23 | 奇瑞汽车股份有限公司 | Projection welding tool |
| CN101704159A (en) * | 2009-10-22 | 2010-05-12 | 浙江豪情汽车制造有限公司 | Bearing surface stud multipoint projection welding machine |
| JP2011183423A (en) * | 2010-03-08 | 2011-09-22 | Pias Hanbai Kk | Welding machine for micro diameter welding nut |
| CN201895169U (en) * | 2010-11-08 | 2011-07-13 | 浙江吉利汽车研究院有限公司 | Projection welding machine structure |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103084723A (en) * | 2012-12-20 | 2013-05-08 | 厦门金龙汽车车身有限公司 | Welding device and welding method thereof of projection welding nut |
| CN104057195A (en) * | 2014-06-19 | 2014-09-24 | 奇瑞汽车股份有限公司 | Synchronous welding device and synchronous welding method thereof |
| CN104057195B (en) * | 2014-06-19 | 2016-01-27 | 奇瑞汽车股份有限公司 | A kind of synchronous welding device and synchronous welding method thereof |
| CN109676228A (en) * | 2017-10-18 | 2019-04-26 | 上海兰盈机电设备有限公司 | Dynamic lateral electrode binding nut structure |
| CN108145353A (en) * | 2017-12-26 | 2018-06-12 | 安徽瑞祥工业有限公司 | A kind of single side profiling rifle arm welding mechanism |
| CN108581163A (en) * | 2018-06-28 | 2018-09-28 | 奇瑞汽车股份有限公司 | A kind of project-welding nut leakproof and positioning welding mechanism |
| CN108581163B (en) * | 2018-06-28 | 2020-05-08 | 奇瑞汽车股份有限公司 | Leak-proof and fixed-position welding mechanism for projection welding nut |
| CN111390369A (en) * | 2020-05-09 | 2020-07-10 | 广州富士汽车整线集成有限公司 | Nut projection welding mechanism |
| CN113579448A (en) * | 2021-07-30 | 2021-11-02 | 奇瑞汽车股份有限公司 | Projection welding positioning mechanism |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102513679A (en) | Welding mechanism for projection-weld nuts and welding method thereof | |
| CN103624571A (en) | Pneumatic wedge-block clamping device | |
| CN102366885A (en) | Nut press mounting mould | |
| CN103317236A (en) | Lithium battery laser welding machine | |
| CN102773654A (en) | Vehicle body clamp | |
| CN201342549Y (en) | Coil varnished wire head clamping and resistance welding device | |
| CN201361761Y (en) | Grid plate press welder | |
| CN109719380A (en) | Utilize the method and device of welding robot project-welding nut on sheet metal component | |
| CN201483148U (en) | Edge welding device for long rod shaped part | |
| CN201346665Y (en) | Metal wire cold pressing welding gun line-pressing device | |
| CN202701588U (en) | Spot welding machine with novel pressure mechanism | |
| CN201220325Y (en) | Steel bar electroslag pressure welding device capable of directly striking arc | |
| CN2920507Y (en) | Electric welding net plate machine | |
| CN201009050Y (en) | Welding electrode automatic cleaning device for molybdenum slice lamp foot welding equipment | |
| CN105033615B (en) | A kind of sleeve pipe and bridge arm pressing clamp and plug welding technique | |
| CN201979239U (en) | Floating hold-down mechanism | |
| CN201283474Y (en) | Welder special for compressor copper pipe | |
| CN201979240U (en) | Floating mechanism used for stud welding | |
| CN201960263U (en) | Projection welding device for cap nut | |
| CN201371309Y (en) | Intermediate frequency inverter steel grating press welder | |
| CN208342063U (en) | A kind of double-layer bumper welding mechanism for solar wafer components welding | |
| CN201559026U (en) | Welding device | |
| CN101937766B (en) | Central pressing draw bar of reactor | |
| CN202741917U (en) | Electrode of electric resistance welding jig | |
| CN201645029U (en) | Dual-rib type shoe spot welder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20120627 |