CN102322776A - Single-toe elastic strip fast detecting tool and detecting method - Google Patents
Single-toe elastic strip fast detecting tool and detecting method Download PDFInfo
- Publication number
- CN102322776A CN102322776A CN201110256632A CN201110256632A CN102322776A CN 102322776 A CN102322776 A CN 102322776A CN 201110256632 A CN201110256632 A CN 201110256632A CN 201110256632 A CN201110256632 A CN 201110256632A CN 102322776 A CN102322776 A CN 102322776A
- Authority
- CN
- China
- Prior art keywords
- spring
- toe
- plane
- gage
- measure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
The invention discloses a single-toe elastic strip fast detecting tool and a detecting method. The appearance dimension precision of a single-toe elastic strip can be fast and accurately measured for judging whether the dimension of an elastic strip conforms to the technical requirement or not, and the problems of inconvenient measurement and inaccurate measurement caused by the complicated appearance of the elastic strip can be solved. The single-toe elastic strip fast detecting tool and the detecting method have the positive effects that the unified detected state of the elastic strip and the consistency with the work state of the elastic strip are ensured, whether the dimension of the elastic strip conforms to the requirements or not can be conveniently and fast judged through the pass-stop setting in each direction, the process control of mass production and the use acceptance check are met, and the production efficiency and the quality level of the elastic strip can be effectively improved.
Description
Technical field
The present invention relates to quick cubing and the detection method of a kind of railway track with single toe spring.
Background technology
At home in the system of urban track traffic fastener; With Pan made in Great Britain get road PR type list toe spring be the domestic subway of foundational development with the spring in single toe spring fastener, it is complex-shaped, dimension precision requirement is high; Measure very difficulty; And if the product of supplying in enormous quantities for these type of need does not have measuring means fast and effectively, to produce for it, use all brings sizable difficulty.
Summary of the invention
In order to overcome the above-mentioned shortcoming of prior art; The invention provides a kind of quick cubing of single toe spring and detection method; Can measure fast and accurately to judge whether the spring size meets technical requirement, to have solved the measurement inconvenience that brings because of the spring complex contour and to measure inaccurate problem single toe spring physical dimension precision.
The technical solution adopted for the present invention to solve the technical problems is: the quick cubing of a kind of single toe spring; Comprise detection platform; The upper surface of said detection platform is a reference plane, and reference plane is provided with middle limb length observation scale, the end face distance of groove shape and observes scale, locating shaft, benchmark inclined-plane and vertical reference block; On the side observed on benchmark inclined-plane, be cut with the tip breach and the spring that are complementary with the spring dimensional requirement and withhold the auxiliary scale breach of observing of face; Calibration position with vertical reference block is a benchmark, is provided with the longitudinal spacing piece; Vertically be connected with the logical no-go gage of rotatable afterbody sagitta through turning axle above the reference block; Above the longitudinal spacing piece, be connected with the logical no-go gage of rotatable head sagitta through turning axle, side is connected with rotatable length overall no-go gage through turning axle in longitudinal spacing piece front simultaneously.
Said locating shaft passes detection platform and uses nut to fix.Said benchmark inclined-plane and vertical reference block are through on the reference plane that is bolted to detection platform.Said longitudinal spacing piece makes and is fixed by bolts on the detection platform.
The present invention also provides a kind of method of fast detecting of single toe spring, comprises the steps:
At first single toe spring is placed on the reference plane of detection platform, limb one side is near two locating shafts in the spring, and limb connects toe-end circular arc summit near vertical reference block in the while, and the spring toe-end is withheld face and is close to the benchmark inclined-plane, to confirm the spring measure attitude;
Through the logical no-go gage on all directions and cooperate general measurer to detect following each size:
A is a limb length in the spring, through limb length observation scale Direct observation in the spring on the reference field that is arranged on detection platform;
B is the spring total length, cooperates longitudinal spacing piece and length overall no-go gage to measure through vertical reference block;
C withholds identity distance for the spring toe-end and leaves, and leaves observation tip breach through the identity distance of withholding that is arranged on the benchmark inclined-plane, cooperates spring to withhold the auxiliary scale breach of observing of face and carries out visual measurement;
D is a spring butt end face distance, and spring back in place obtains through directly using the distance between the vertical reference block of kind of calliper spring butt tip-to-face distance;
E is the vertical oblique angle of spring, and spring back in place is a platform with the benchmark inclined-plane, cooperates clearance gauge to measure;
F is limb to a spring butt distance in the spring, and spring back in place uses slide calliper rule directly to measure;
G is limb to a spring toe-end distance in the spring, and spring back in place uses slide calliper rule directly to measure;
H is the horizontal oblique angle of spring, and spring back in place is a platform with the benchmark inclined-plane, cooperates clearance gauge to measure;
I is for playing journey, and spring back in place uses the special-purpose logical no-go gage of bullet journey to measure;
J is a spring head sagitta, and after spring was in place, the logical no-go gage of head sagitta that is rotatably provided on the longitudinal spacing piece was measured;
K is a spring afterbody sagitta, and after spring was in place, the logical no-go gage of afterbody sagitta that is rotatably provided on vertical reference block was measured.
Said spring butt end face distance D also can observe the direct visual acquisition of scale through end face distance.
Compared with prior art; Good effect of the present invention is: guaranteed that spring is examined the unification of state and is consistent with the duty of spring; Logical only setting the through on all directions can judge quickly and easily whether the spring size meets the requirements; To satisfy the process control of producing in enormous quantities and to use and check and accept, can effectively improve the production efficiency and the quality level of spring.
Description of drawings
The present invention will explain through example and with reference to the mode of accompanying drawing, wherein:
Fig. 1 is the vertical view of cubing of the present invention;
Fig. 2 is the front view of cubing of the present invention;
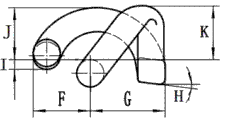
Fig. 3 is the front view of single toe spring;
Fig. 4 is the side view of single toe spring;
Fig. 5 is the vertical view of single toe spring.
Embodiment
The quick cubing of a kind of single toe spring, to shown in Figure 2, a whole set of fastener is a benchmark with detection platform 1 like Fig. 1, and platform upper surface correct grinding is reference plane, and the middle limb length observation scale 2 that on reference plane, processes the groove shape is observed scale 3 with end face distance; Fixedly three of the spring measure attitude parts are respectively locating shaft 4, benchmark inclined-plane 5 and vertical reference block 8; Wherein locating shaft 4 passes the hole of calibration position on the detection platform and uses nut to fix, and benchmark inclined-plane 5 and vertical reference block 8 are through on the calibration position that is bolted to the detection platform reference field; On the side observed on benchmark inclined-plane 5, requiring to cut out tip breach 6 and spring according to the spring relative dimensions withholds the auxiliary scale breach 7 of observing of face and is used to measure spring and withholds identity distance and leave; Calibration position with vertical reference block 8 is a benchmark, is provided with longitudinal spacing piece 10, makes equally to be fixed by bolts on the detection platform; Above vertical reference block 8, be connected with the logical no-go gage 9 of rotatable afterbody sagitta and be used to measure spring afterbody sagitta through turning axle; Above longitudinal spacing piece 10, be connected with the logical no-go gage 11 of rotatable head sagitta and be used to measure spring head sagitta through turning axle; Simultaneously be connected with rotatable length overall no-go gage 12 through turning axle, cooperate limited block can measure the spring length overall at longitudinal spacing piece 10 front sides.
The method for quick of single toe spring is following:
At first single toe spring (hereinafter to be referred as spring) is placed on the reference field of detection platform 1; Limb one side is near two locating shafts 4 in the spring; Limb connects toe-end circular arc summit (being the spring afterbody) near vertical reference block 8 simultaneously, and the spring toe-end is withheld face and is close to benchmark inclined-plane 5 to confirm the spring measure attitude.
Through the logical no-go gage on all directions and cooperate general measurers such as slide calliper rule, clearance gauge to detect like Fig. 3 to each size shown in Figure 5, wherein:
A is a limb length in the spring, through limb length observation scale 2 Direct observation in the spring on the reference field that is arranged on detection platform 1;
B is the spring total length, cooperates longitudinal spacing piece 10 and length overall no-go gage 12 to measure through vertical reference block 8;
C withholds identity distance for the spring toe-end and leaves, and leaves observation tip breach 6 through the identity distance of withholding that is arranged on the benchmark inclined-plane 5, cooperates spring to withhold the auxiliary scale breach 7 of observing of face and carries out visual measurement;
D is a spring butt end face distance, can directly use the distance (being D) between the vertical reference block 8 of kind of calliper spring butt tip-to-face distance after spring is in place, also can observe scale 3 direct visualizations through the end face distance of detection platform 1 reference field;
E is the vertical oblique angle of spring, and spring back in place is a platform with benchmark inclined-plane 5, cooperates clearance gauge to measure;
F is limb to a spring butt distance in the spring, and spring back in place uses slide calliper rule directly to measure;
G is limb to a spring toe-end distance in the spring, and spring back in place uses slide calliper rule directly to measure;
H is the horizontal oblique angle of spring, and spring back in place is a platform with benchmark inclined-plane 5, cooperates clearance gauge to measure;
I is for playing journey, and spring back in place uses the special-purpose logical no-go gage of bullet journey to measure;
J is a spring head sagitta, and after spring was in place, the logical no-go gage 11 of head sagitta that is rotatably provided on the longitudinal spacing piece 10 was measured;
K is a spring afterbody sagitta, and after spring was in place, the logical no-go gage 9 of afterbody sagitta that is rotatably provided on vertical reference block 8 was measured.
Principle of work of the present invention is: to the profile characteristics and the concrete technical requirement of various model springs; Confirm its reference attitude in cubing; On each dimensional directions at spring on this normal condition, set the fast logical no-go gage meet technical requirement, and whether pass through to reach the purpose whether quick judgement spring dimensional accuracy meets technical requirement through logical no-go gage.
Claims (6)
1. quick cubing of single toe spring; Comprise detection platform; It is characterized in that: the upper surface of said detection platform is a reference plane, and reference plane is provided with middle limb length observation scale, the end face distance of groove shape and observes scale, locating shaft, benchmark inclined-plane and vertical reference block; On the side observed on benchmark inclined-plane, be cut with the tip breach and the spring that are complementary with the spring dimensional requirement and withhold the auxiliary scale breach of observing of face; Calibration position with vertical reference block is a benchmark, is provided with the longitudinal spacing piece; Vertically be connected with the logical no-go gage of rotatable afterbody sagitta through turning axle above the reference block; Above the longitudinal spacing piece, be connected with the logical no-go gage of rotatable head sagitta through turning axle, side is connected with rotatable length overall no-go gage through turning axle in longitudinal spacing piece front simultaneously.
2. the quick cubing of single toe spring according to claim 1, it is characterized in that: said locating shaft passes detection platform and uses nut to fix.
3. the quick cubing of single toe spring according to claim 1 is characterized in that: said benchmark inclined-plane and vertical reference block are through on the reference plane that is bolted to detection platform.
4. the quick cubing of single toe spring according to claim 1, it is characterized in that: said longitudinal spacing piece makes and is fixed by bolts on the detection platform.
5. a method of utilizing the quick cubing of the described single toe spring of claim 1 to carry out fast detecting is characterized in that: comprise the steps:
At first single toe spring is placed on the reference plane of detection platform, limb one side is near two locating shafts in the spring, and limb connects toe-end circular arc summit near vertical reference block in the while, and the spring toe-end is withheld face and is close to the benchmark inclined-plane, to confirm the spring measure attitude;
Through the logical no-go gage on all directions and cooperate general measurer to detect following each size:
A is a limb length in the spring, through limb length observation scale Direct observation in the spring on the reference field that is arranged on detection platform;
B is the spring total length, cooperates longitudinal spacing piece and length overall no-go gage to measure through vertical reference block;
C withholds identity distance for the spring toe-end and leaves, and leaves observation tip breach through the identity distance of withholding that is arranged on the benchmark inclined-plane, cooperates spring to withhold the auxiliary scale breach of observing of face and carries out visual measurement;
D is a spring butt end face distance, and spring back in place obtains through directly using the distance between the vertical reference block of kind of calliper spring butt tip-to-face distance;
E is the vertical oblique angle of spring, and spring back in place is a platform with the benchmark inclined-plane, cooperates clearance gauge to measure;
F is limb to a spring butt distance in the spring, and spring back in place uses slide calliper rule directly to measure;
G is limb to a spring toe-end distance in the spring, and spring back in place uses slide calliper rule directly to measure;
H is the horizontal oblique angle of spring, and spring back in place is a platform with the benchmark inclined-plane, cooperates clearance gauge to measure;
I is for playing journey, and spring back in place uses the special-purpose logical no-go gage of bullet journey to measure;
J is a spring head sagitta, and after spring was in place, the logical no-go gage of head sagitta that is rotatably provided on the longitudinal spacing piece was measured;
K is a spring afterbody sagitta, and after spring was in place, the logical no-go gage of afterbody sagitta that is rotatably provided on vertical reference block was measured.
6. single toe spring method for quick according to claim 5 is characterized in that: said spring butt end face distance D also can observe the direct visual acquisition of scale through end face distance.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110256632 CN102322776B (en) | 2011-09-01 | 2011-09-01 | Single-toe elastic strip fast detecting tool and detecting method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201110256632 CN102322776B (en) | 2011-09-01 | 2011-09-01 | Single-toe elastic strip fast detecting tool and detecting method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102322776A true CN102322776A (en) | 2012-01-18 |
| CN102322776B CN102322776B (en) | 2013-01-16 |
Family
ID=45450572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201110256632 Active CN102322776B (en) | 2011-09-01 | 2011-09-01 | Single-toe elastic strip fast detecting tool and detecting method |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102322776B (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103630041A (en) * | 2013-11-27 | 2014-03-12 | 安徽鑫龙电器股份有限公司 | Brake separator test tool and test method thereof |
| CN103851988A (en) * | 2014-03-21 | 2014-06-11 | 中铁隆昌铁路器材有限公司 | Special measurement device and measurement method for omega-shaped elastic strips |
| CN105222683A (en) * | 2015-11-12 | 2016-01-06 | 中铁隆昌铁路器材有限公司 | E type spring toe-end withholds face angle measurement unit and method |
| CN107421424A (en) * | 2017-09-29 | 2017-12-01 | 中铁隆昌铁路器材有限公司 | ω type spring symmetry slide block type Quick detection tools and the method for inspection |
| CN107726966A (en) * | 2017-09-29 | 2018-02-23 | 中铁隆昌铁路器材有限公司 | ω type spring symmetry pendulum pin type Quick detection tools and the method for inspection |
| CN109238082A (en) * | 2018-11-23 | 2019-01-18 | 安徽应流集团霍山铸造有限公司 | A kind of cross beam size detection tooling |
| CN109238083A (en) * | 2018-11-23 | 2019-01-18 | 安徽应流集团霍山铸造有限公司 | A kind of single armed crossbeam critical size Rapid checking device |
| CN109596434A (en) * | 2018-12-20 | 2019-04-09 | 安徽省巢湖铸造厂有限责任公司 | E type elastic-strip pressure test fixture and its localization method |
| CN113218272A (en) * | 2021-04-29 | 2021-08-06 | 东风耐世特转向系统(武汉)有限公司 | Quick checking fixture for tray of automatic production line |
| CN113720236A (en) * | 2021-08-30 | 2021-11-30 | 中铁隆昌铁路器材有限公司 | W1 type elastic strip comprehensive detection platform and detection method |
| CN114353621A (en) * | 2021-12-13 | 2022-04-15 | 中铁隆昌铁路器材有限公司 | Angle spring travel detection tool and detection method for high-speed rail C4 spring strip |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2474987Y (en) * | 2001-02-28 | 2002-01-30 | 中国铁路物资总公司 | Composite detection tool for rail bearing elastic bar fastening |
| WO2007063557A1 (en) * | 2005-11-29 | 2007-06-07 | Giorgio Pisani | System and method for simultaneously controlling and storing the physical parameters during the internal stress adjustment operations in the long welded rail installation |
| CN101493365A (en) * | 2009-03-10 | 2009-07-29 | 中国铁道科学研究院金属及化学研究所 | Method for measuring elastic-strip pressure and apparatus |
| CN202255205U (en) * | 2011-09-01 | 2012-05-30 | 中铁隆昌铁路器材有限公司 | Quick detection tool of single-toe elastic strip |
-
2011
- 2011-09-01 CN CN 201110256632 patent/CN102322776B/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2474987Y (en) * | 2001-02-28 | 2002-01-30 | 中国铁路物资总公司 | Composite detection tool for rail bearing elastic bar fastening |
| WO2007063557A1 (en) * | 2005-11-29 | 2007-06-07 | Giorgio Pisani | System and method for simultaneously controlling and storing the physical parameters during the internal stress adjustment operations in the long welded rail installation |
| CN101493365A (en) * | 2009-03-10 | 2009-07-29 | 中国铁道科学研究院金属及化学研究所 | Method for measuring elastic-strip pressure and apparatus |
| CN202255205U (en) * | 2011-09-01 | 2012-05-30 | 中铁隆昌铁路器材有限公司 | Quick detection tool of single-toe elastic strip |
Non-Patent Citations (1)
| Title |
|---|
| 刘平: "微机化弹条测量仪的研制", 《宇航计测技术》, vol. 22, no. 04, 31 August 2002 (2002-08-31), pages 13 - 16 * |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103630041B (en) * | 2013-11-27 | 2016-05-18 | 安徽中电兴发与鑫龙科技股份有限公司 | A kind of sincere sub-cubing of separating brake and the method for inspection thereof |
| CN103630041A (en) * | 2013-11-27 | 2014-03-12 | 安徽鑫龙电器股份有限公司 | Brake separator test tool and test method thereof |
| CN103851988A (en) * | 2014-03-21 | 2014-06-11 | 中铁隆昌铁路器材有限公司 | Special measurement device and measurement method for omega-shaped elastic strips |
| CN105222683A (en) * | 2015-11-12 | 2016-01-06 | 中铁隆昌铁路器材有限公司 | E type spring toe-end withholds face angle measurement unit and method |
| CN107421424B (en) * | 2017-09-29 | 2023-03-10 | 中铁隆昌铁路器材有限公司 | Omega-shaped elastic strip symmetry sliding block type rapid checking fixture and checking method |
| CN107421424A (en) * | 2017-09-29 | 2017-12-01 | 中铁隆昌铁路器材有限公司 | ω type spring symmetry slide block type Quick detection tools and the method for inspection |
| CN107726966A (en) * | 2017-09-29 | 2018-02-23 | 中铁隆昌铁路器材有限公司 | ω type spring symmetry pendulum pin type Quick detection tools and the method for inspection |
| CN107726966B (en) * | 2017-09-29 | 2024-04-05 | 中铁隆昌铁路器材有限公司 | Omega-shaped spring strip symmetry balance needle type rapid detection tool and detection method |
| CN109238082A (en) * | 2018-11-23 | 2019-01-18 | 安徽应流集团霍山铸造有限公司 | A kind of cross beam size detection tooling |
| CN109238083A (en) * | 2018-11-23 | 2019-01-18 | 安徽应流集团霍山铸造有限公司 | A kind of single armed crossbeam critical size Rapid checking device |
| CN109596434A (en) * | 2018-12-20 | 2019-04-09 | 安徽省巢湖铸造厂有限责任公司 | E type elastic-strip pressure test fixture and its localization method |
| CN109596434B (en) * | 2018-12-20 | 2021-08-24 | 安徽省巢湖铸造厂有限责任公司 | Positioning device for testing buckling force of e-shaped elastic strip and positioning method thereof |
| CN113218272A (en) * | 2021-04-29 | 2021-08-06 | 东风耐世特转向系统(武汉)有限公司 | Quick checking fixture for tray of automatic production line |
| CN113720236A (en) * | 2021-08-30 | 2021-11-30 | 中铁隆昌铁路器材有限公司 | W1 type elastic strip comprehensive detection platform and detection method |
| CN114353621A (en) * | 2021-12-13 | 2022-04-15 | 中铁隆昌铁路器材有限公司 | Angle spring travel detection tool and detection method for high-speed rail C4 spring strip |
| CN114353621B (en) * | 2021-12-13 | 2024-02-02 | 中铁隆昌铁路器材有限公司 | Angle spring stroke detection tool and detection method for high-speed railway C4 spring strip |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102322776B (en) | 2013-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102322776B (en) | Single-toe elastic strip fast detecting tool and detecting method | |
| CN103591899B (en) | The wheel diameter of urban rail vehicle pick-up unit that sensor circular arc normal is installed and method | |
| CN201575769U (en) | Detection tool for bent cross beams of heavy trucks | |
| CN103587551B (en) | The vertically arranged wheel diameter of urban rail vehicle detecting device of linear sensor and method | |
| CN205279911U (en) | Instrument that blade tenon detected | |
| CN204154229U (en) | A kind of measurer for measuring guide vane viewport position degree | |
| CN203024721U (en) | Eccentric distance measurement tool of crankshaft connecting rod neck | |
| CN203719594U (en) | Upper center pan round navel measuring gauge | |
| CN105180748A (en) | Detection tool | |
| CN102778193A (en) | Detection tool with function of automatic centering of workpiece center line | |
| CN201688794U (en) | Quick position evaluation tool | |
| CN202255205U (en) | Quick detection tool of single-toe elastic strip | |
| CN204128476U (en) | A kind of angle detection device for auto parts machinery | |
| CN110823046A (en) | Quantitative detection mechanism and method applied to ball head position of swing arm assembly | |
| CN204359223U (en) | A kind of super-huge deep groove ball bearing inner ring or outer ring raceway position-measurement device | |
| CN202793247U (en) | Detection tool for degree of symmetry between automobile rear axle housing steel holder hole and main speed reducer mounting hole | |
| CN201508152U (en) | Special measuring tool for detecting distance between two arcs of axle | |
| CN211147496U (en) | Be applied to swing arm assembly bulb position degree quantitative determination mechanism | |
| CN202947581U (en) | Gauge for crankshaft end face connection hole location degree | |
| CN102829706A (en) | Gauge for symmetry degree of rear axle housing steel bracket holes and main reducing gear mounting hole of automobile | |
| CN203231728U (en) | Multidirectional right angle rapid measuring device | |
| CN205049070U (en) | Testing fixture | |
| CN201876216U (en) | Novel measuring tool for detecting total length of blade | |
| CN206269787U (en) | A kind of device for measuring end of rail flange of rail torsion resistance | |
| CN206362306U (en) | A kind of blade forging horizontal type detecting device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |